作业手顺书制作(精)
S-202 部品更换作业手顺

F
部品装着履历表
生产线名 机器名 实物部 Z轴位 品 置 机种名 序列号 实物 空料盘 当前 LCR 料 (切下 部品 交换 生产 容量 (切 部品) 盘号 数量 数量 值 上部 料枪种类 蓝 绿 作业 者 确认 者 日期 班次 交换时间
T-202 年 月 日 日班/晚班 QC确认 (时间/签 备注 名)
变更者 蔡利丽 蔡利丽 蔡利丽 蔡利丽 蔡利丽
承认者 冯芳 冯芳 冯芳 冯芳 冯芳
部品更换作业手顺书
1、 目的 2、 适用范围 3、 部品交换确 认手顺
机种名 工程名 管理番号
通用 S-202
承认
审核
作成
为了防止部品交换时出错,采用作业员换料后QC确认的检查方法。 本手顺对于会社内实装工程的生产所用到的基板,部品的交换全部适 用。
1、机种更换时确认手顺 ① 由生产线机动根据计划到仓库领取相应机种名、序列号的部品。 由机动根据《设定表》把切换部品上好料枪供生产线备用。 由生产线作业员把准备好的部品拿到生产线切换。 ② 由作业员根据《设定表》把部品安装到相应的位置,并确认品名、盘号、数量以及切 换时间,记入《部品装着履历表》中并在作业者栏中签字。 ③由作业员将所有部品的第一颗料取出沾在机种切换换料履历表上,由QC对散料用LCR进 行测量 B ④全部部品切换后由机动对部品进行扫描确认,再由QC对切换部品根据《设定表》用扫描仪 再次进行确认,并在《部品装着履历表》QC确认栏中签字。 E ⑤ QC首枚确认无误后开机生产。 2、交接班时的部品确认手顺 ①由QC根据《设定表》用扫描仪对上一班所装的部品全部确认
D
3、在生产过程中的部品交换确认手顺 ①根据《部品交换作业手顺书》进行交换。 ②及时把部品交换的情况记录到《部品装着履历表》上。 ③交换的部品为散料时,必须取一颗材料粘贴在换料履历表上,并由QC用LCR进行测量 4、 注意点 在确认时必须根据〈设定表〉进行确认 有极性的部品,极性确认很重要 交换部品后必须对吸取位置、吸取高度进行补正(RAD工程不需要此项目) 交换完成后必须QC确认后方可开机生产 多把料枪同时换料时,必须一把一把的进行更换,不得同时间取下料枪。 追加部品交换参照物(部品交换时手中只存在一份标准)
手顺书
NO 1 2
改定日 2006-9-10 2012-12-8
制改项目 新规作成 机台吨位减少修正
制改定者 陈世湘 廖剑锋
A/1
AN(UE/EX型)用量
温度:1
80~360 ℃
料从射咀排出)
.(转速不变)
承认 肖青叶 赵迎
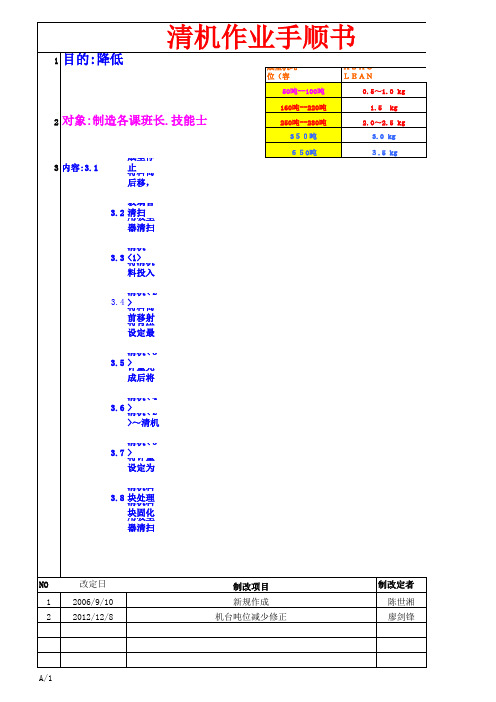
G3-3-Leabharlann 033 内容:3.1成型停止 将料筒后移,利用高背压将残留在料筒内(之前的)成型材料全部排出. 3.2 玻璃管清扫 用吸尘器清扫加热筒上料斗内部及玻璃管. 3.3 清机<1> 将清机料投入(专用清机料ASACLEAN) 3.4 清机<2> 将料筒前移射咀顶住模(用铝板作中间的接触板.防止计量时清机料从射咀排出) 将背压设定最大,计量设定为螺杆直径的2倍.转动螺杆进行计量.(转速不变) 3.5 清机<3> 计量完成后将料筒后移.高速进行空射. 3.6 清机<4> 清机<2>~清机<3>步骤重复操作直至料块都变成清机料的料块. 3.7 清机<5> 将计量设定为20~30MM,背压为0.计量后高速空射15~20次. 3.8 清机料块处理 清机料块固化后清理. 用吸尘器清扫加热筒上料斗内部及玻璃管残留的清机料粉末.
清机作业手顺书
1
目的:降低(颜色)制品的黑点.异物不良率.
成型机吨位(容量) 50吨--100吨 160吨--220吨 ASACLEAN(UE/EX型)用量 0.5~1.0 kg 1.5 kg
2
对象:制造各课班长.技能士
250吨--280吨 350吨 650吨
2.0~2.5 kg 3.0 kg 3.5 kg
检查作业手顺

点
特别注意:NG品及待返修品, 特别注意:NG品及待返修品,
放入专用筐内并有明确标示 放入专用筐内并有明确标示
6 手指确认
①整齐摆放用手指同时用口念 数确认印记(有印记的产品)
、 数量.
②整齐摆放用手指同时用口念 数确认数量(木型中间无隔 板的).
特别注意:(有印记的产品)要 在木型上手指确认印记,(木 型中间无隔板的产品)要在木 型上手指确认数量.
内径
塞规
中间部位无隔板的木型
数量,OK
略
图
外径
不良品处置规定:检
记 号
出的不良品参照"二 年月日
1
1
2
2
3
3
游标卡尺
改订记事
中间有隔板的木型
发现异常时,停止作业,第
标记,OK
确认
审查
改订者
• 待检产品及检查要素 特别注意:每个批次抽两本
的制品(品番)号 产品与指示书、样板对照无
重 必须一致
误后方可进行正常检查.
•每次检查记录批次印刷内容 长度的一半分两次检查
• 逐根 取出检查不准取出 • 逐根 取出检查不准取出
多根堆放在作业台上
多根堆放在作业台上
特别注意:产品一端接触木型 无正负值端,然后确认胶管另
文件号
7 装箱
①以排列在木型上的胶管 数量(按指示书指示数 量)为单位装箱,并防止 标记粘连(有标记产品).
②按照捆包仕样书进行包装. ③按《看板检查作业手顺书》
来检查看板.
• 注意①使用计数器前要 按几下,对计数器进行确 认,处于良好状态再进行使用 ②使用计数器前应归零. ③记数要准确,不能漏记. ④先按计数器,再装产品.
作业手顺书制作
QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号
P1/2关联文书号
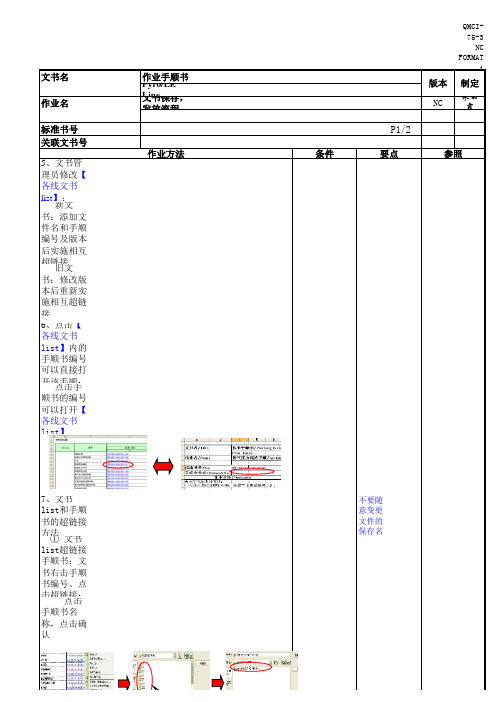
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
① 文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
② 手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list。
作业要领手顺书格式
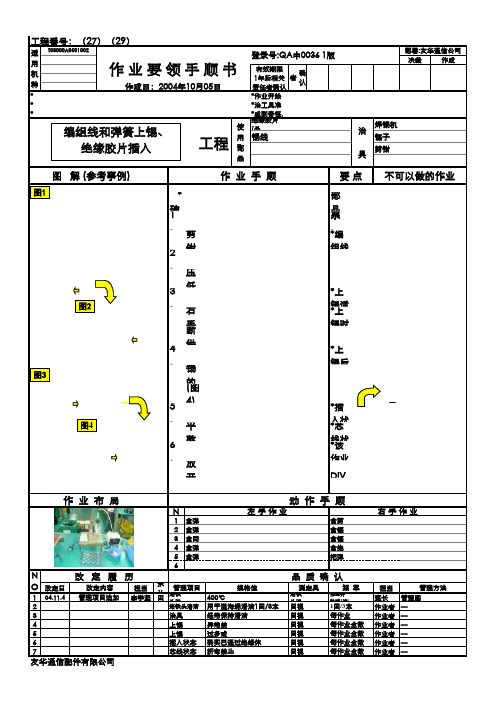
决裁作成有效期限1年后相关责任者确认*按照作业要领书正确地进行规定事宜*作业开始时把部品用生产指示书与样品进行现品对照*指定以外的作业者作业时要从班长接受作业指导与品质确认*治工具准备所指定的工具并正确地使用*作业开始时必须实施所指定的点检项目*感到奇怪.稍微不同时.立即报告给班长绝缘胶片(品番:574C)焊锡机锡线镊子 剪钳*確認前工程的作業結果部品投入前对照现品、现品1、编组线与弹簧端面平齐,用票、品番确认剪钳切除多余编组线(图1)*编组线松散禁止2、用镊子把绝缘体上的编组线压低压平(图2)3、左手把编组线接触烙铁头预热*上锡适量,锡线约4~5cm 右手拿着镊子的同时拿锡线不*上锡时间:约3~4秒断供给上锡(图3),4、把锡线放下马上用镊子把已上*上锡后状态:编组线脱焊禁止锡的编组线压着并离开烙铁头(图4)5、把绝缘胶片穿过绝缘体并压*插入状态:确实已通过绝缘体平整*芯线状态:折弯禁止6、把弹簧两侧压至芯线位置后*该作业的目的是方便弹片插入放开DIV插头和防止弹片弹出NO1拿弹簧组体拿剪钳剪掉多余的编组线2拿弹簧组体上锡拿镊子、锡线供给上锡3拿同轴线拿镊子固定上锡后的编组线4拿弹簧组体拿绝缘片穿过绝缘体并压平整5拿弹簧组体把弹簧两侧压至芯线位置后放开6改定日担当承认担当104.11.4李学坚田中烙铁头温度400℃±50℃烙铁头温度计作业开始时3次/天班长管理图2作业者3作业者4上锡后状态异常禁止作业者5上锡量过多或过少禁止作业者6作业者7作业者作成日:2004年10月05日适用机种T08000A0501002登录号:QA中0036 1版工程番号:(27)(29)要 点部署:友华通信公司作 业 要 领 手 顺 书确认者不可以做的作业作 业 布 局动 作 手 顺工程使用部品治 具图 解 (参考事例)作 业 手 顺管理方法左 手 作 业右 手 作 业NO改 定 履 历品 质 确 认管理项目追加烙铁头清洁用干湿海绵清洁1回/3本目视 改定内容 管理项目规格值测定具频 率插入状态确实已通过绝缘体目视治具经常保持清洁目视目视—每作业全数—每作业全数1回/3本—每作业目视每作业全数——友华通信配件有限公司—芯线状态折弯禁止目视每作业全数编组线和弹簧上锡、绝缘胶片插入图1图2图4图3。
作业要领书的制作

KN
Q:作业要点 的明确使作 业者品质意 识的提高
OK NG
五.取下完成品
四.推入托板
铆接后爪极与轴接触部 工具显微镜 1/M 9 变形量0.15(外侧) 铆接后爪极与轴接触部 工具显微镜 1/M 10 变形量0.25(内侧) 轴跳动量(F侧)0.02以 4/D 11 专用验具 下 1/开始工作时 略图: ⑤
检查 频次
管理 方式
1.打开电源开关,按动 “运转准备” 出现报警号要与说明核 对,不能排除时及时报 告班长!
4
2.把轴放到涂油机上, 自动涂油
3.将轴φ6部插入上 压头内 注:SE08在后方 SC在前方 ·轴的U型槽朝向左右 两侧插入
5 6 7
略图:
加压
加压
注意事项及特性
1.说明: ①注意轴的F及D侧轴承处无划伤 ②出现异常时立刻报告班长
取下完成品denso作业要领书工序名爪极铆接生产线名scse转子生产线部品名称生产线号部品代号交流发电机班长全数1开始工作时检查xr图轴扭矩147nm以上铆接完后爪极材质挤入轴螺纹内数目大于3个制定日期有效期限生产一课转子组车间班组工序号0400212008740工具显微镜技术要求测量器检查频次管理方式管理者加压至705kn后除去力矩轴移动量001以下拉压试验机专用验具班长爪极密封性01以下爪极厚度5003xr图数显卡尺1开始工作时班长工具显微镜铆接后爪极与轴接触部变形量015外侧班长班长6部轴跳动量004以下专用验具全数1开始工作时检查xr图班长轴跳动量r侧001以下操作者铆接压力kn本机压力计全数1开始工作时检查工具显微镜班长班长轴跳动量f侧002以1开始工作时xr图操作者铆接后爪极与轴接触部变形量025内侧工具显微镜jk001jk004500311编号
安全(缔め付け)书 螺丝松紧 安全作业手顺书 日语原版
大阪工場製造G
職場名 金型チーム
承 認
作成者
NO
123
4567 日 付
氏 名 日 付
氏
名
山口
形・大きさの合った工具を選ぶ作業名 ボルト締め付け(緩め)作業
工具の選定主なステップ
急 所
2007年5月28日作成
工具の確認ヘタリ・磨耗が無いか確認する工具のヘタリ・磨耗がないか確認する。
いないか確認する。
安 全 面
ボルトの緩め徐々に力を加え、ボルトを緩めていく一気に力を入れると、空回りした時に、ボルトの締め忘れ確認ボルトの締め忘れ、緩んでいないか確認するボルトを締め忘れると、生産中に緩み
警 戒 標 識要 ・ 否
★ボルト締め付け時、L型ハンドルの掛かりが浅いと、ハンドルが空回りし、机・金型等に手をぶつける災害
★発生しやすい災害
資 格 の 要 否
要 ・ 否 作業者確認欄
改定日 年 月 日
☆絶対やってはいけない行為
☆基準外の工具でボルトを締め付ける(緩める)行為
手を机や金型にぶつける危険性がある。
手を机や金型にぶつける危険性がある。
ボルトの締め付け徐々に力を加え、ボルトを締め付けていく手を机や金型にぶつける危険性がある。
一気に力を入れると、空回りした時に、金型が破損する危険性がある。
安 全 作 業 手 順 書
工具をボルトに掛けるボルトに工具が確実に入っているか確認する掛かりが浅いとボルト穴から工具が外れ
ボルトの確認
ヘタリ・磨耗が無いか確認する
ボルトの六角穴がヘタったり、捲れて保護具。
自工序完结
2、出现异常怎么办?
停 呼 等
发现异常时必须立即停线! 以保证不良品不流出。
2、出现异常怎么办?
停 呼 等
立即呼叫车间管理者 和检验员
2、出现异常怎么办?
停 呼 等
等待车间管理者、检验员及 相关部门的处置结果
3、如何处置异常? ----判定
(1)车间管理者和检验人员对异
常进行及时的判定;
(2)必要时,可要求其他部门人 员到场协助; (3)确定是多发还是单发,及不 合格品的流出范围。
原则
工
序
下道工序就是客户
意识
思
想
不生产、不流出不合格品 方法防 范
如何保证品质自工序完结?
后 工 序 是 客 户
品质是在自工序创造出来的
不向后工序 流出不良品 在自工序内 保证自己的 作业
做— Do 想— Think 法— Action
要有购买者的意识
都是检验员
从生产排布的方式审视品质的管理差距
依据三书一表手顺书指导书要领书qc工程表三标准作业的监督灌输标准作业的定义手顺按顺作业作业要领注意要点明确作业方法关键步骤说明确认确认无误自己产品自己确认质量控制七方法标准作业的内容4m和5w2h?man人员?machine机器?material材料?method方法?what?why?when?where?who?how?howmuch八步解析法考虑方法规则化标准化改善重新评价遵守标准作业作业标准化品质安定稳定操作改善品质提高维持制1do做2do改3do监4do推进模式图班组管理者推进标准作业no1制定标准作业的基本思路no2班组长监督执行标准作业对操作者进行工作内容整体分析组织班组长技术员观察并对作业内容及进行记录测定和分析等基础数据统计根据统计数据编制作业手顺要领等技术文件监督是否遵守作业人员未遵循标准作业本身有问题按标准作业操作的习惯order迅速纠正怎么办呢
管理工程図作业手顺书の作り方及びその运用1
何谓管理工程图·作业标准
何谓管理工程图·作业标准
·管理工程图=包含了材料的受入・制造生产・出货的全过程,为了能 够长期地持续地维持产品品质,制作的设计图
·作业标准=为了好的作业方法能够长期维持,每个作业工序或者 作业环节的步骤・重点・禁止事项等详细记载的作业指示 (作业指图书+作业指导书)
在现实中制作出的内容跟制造流程的整合性很差,在制造现场 没有充分活用的情况也有
不记载,另外管理也可以 ⇒规定要到哪里为止记载『包含简单易懂的控制点』
【制造条件】
·记载点检项目的具体条件 ·尽量记载具体的数值
【检出工程】「检出工程」栏的使用:
·在自工程的管理项目→记录自工程 ·在后工程的检出项目→记录后工程的工程名
(在那样的情况下,以后右侧的管理方法不需记录 )
【判断基准】 ·记载每次作业的良品和不良品的判断基准 ·批号判断等异常判断基准记入右侧的『异常判 定方法、处理方法』栏里进行区别
入·出货·工程内的QC检查也需反映出来)
在量产试作中,根据实际试作时的结果来制作详细的作业 顺序书
根据作业指导书的内容,在制作作业指图书时明确作业者在 作业时,必须遵守的重点、异常的定义、禁止事项等
至少管理工程图要在确认规格和仕样的整合性后,综合 技术·QC·制造·生产技术的意见做成的文书
【参考】确定规格・仕样书体系的位置
【提示·唤起注意的作用】 ·对重要的要点,作业者在作业时,在必要的时候能够给予提醒
日常作业的必要时间活用
【作业员与管理人员之间,管理上的重点事项共享化】
·管理上的重点,作业员是否遵守,管理人员一看就明白 管理人员在工程巡视及 作业开始前的会议上对注意事项确认等时活用
路漫漫其修远兮, 吾将上下而求索
安全(ボール盘作业) 钻床安全作业手顺书 日语原版
資 格 の 要 否
要 ・ 否
警 戒 標 識
要 ・ 否
★加工物を手で持って加工し、加工物が回り手を切る災害 ★切り粉を手で持って引っ張り手を切る微傷災害
★発生しやすい事故・災害
★切削作業時軍手を使用してドリルに巻き込まれる災害 ★加工物が回されて飛散して体に当る災害 ※切削作業時のメガネ未着用及び軍手の使用 ※ドリル回転中の切り子粉除去作業 ※素手で切り粉除を持って行う作業 ※絶対やってはいけない行為
(12mm以下はコレットチャックを使用)
バイス又は橋桁を使用して、締め付け工具で 加工物を固定する コレットチャックを取り付けて、センタードリルを 取り付け加工する箇所にもみつけを行う 皮手袋又は軍手を使用してドリルを取り付ける
加工物は、絶対に手で持って加工しない。 必ずバイス又は、クランプでとめる事
手を切る恐れが有るので、素手でドリルを 持たない事 持たない事 軍手はドリルに巻き込まれる恐れが有る ので、使用禁止
ドリルを取り付ける(2) 切削加工 ドリルの回転を止める ドリルを取り外す
12・5mm以上はコレットチャックを専用冶具で 手を切る恐れが有るので、素手でドリルを 取り外して直接チャックにドリルを取り付ける 切削中にドリルに切り粉が巻きついた時は ドリルの回転を止めて専用手工具で取り除く
回転スイッチを切り、止まるまで触らない
ドリルを下げて(ベッド面上30mm位)専用 冶具を使用して取り外す
回転を手で止めると、巻き込まれる恐れがある
手をきる恐れが有るので、素手でドリルを 持たない事
8 コレットチャックを取り付ける ステップ4の作業をした場合は、元の状態に戻す 9 10 11 12
作業者確認欄
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QMCI-75-3 NC FORMAT 1
文书名
作业手顺书 Pyro/LE Line 作业名文书保存,发放流程NC 朱丽霞标准书号P1/2关联文书号
5、文书管理员修改【各线文书list 】;
新文书:添加文件名和手顺编号及版本后实施相互超链接
旧文书:修改版本后重新实施相互超链接
6、点击【各线文书list】内的手顺书编号可以直接打开该手顺;
点击手顺书的编号可以打开【各线文书list】
7、文书list和手顺书的超链接方法
不要随意变更文件的保存名
①文书list超链接手顺书:文书右击手顺书编号、点击超链接;
点击手顺书名称,点击确认
②手顺书超链接文书list:右击手顺书编号、点击超链接;
点击各线文书list,点击确认
制定版本作业方法条件
要点参照点击文件名称,
点击查找范围框内的点击各线文书list
-DSSC-。