QSY XJ0126-2010储罐涂层防腐设计施工及验收规范
各储罐防腐相关标准推荐的涂层设计

质量损失 厚度损失 质量损失 厚度损失
外部(室外)
/g•m-2
/µm低
≤10
≤1.3
≤0.7
≤0.1
加热的建筑物内部,空气洁
/
净,如办公室、商店、学校
和宾馆等
C2 低 100-200 1.3-25
0.7-5
0.1-0.7
大气污染较低,大部 未加热的地方(如库房,体
2、腐蚀环境、使用寿命和漆膜厚度的关系
腐蚀环境
使用寿命
C2 低
低(2-5年) 中(5-15年)
高(≥15年)
C3 中
低(2-5年) 中(5-15年)
高(≥15年)
低(2-5年)
C4
中(5-15年)
高 高(≥15年)
C5-Ⅰ很高(工业) C5-M 很高(海洋)
低(2-5年) 中(5-15年) 高(≥15年) 中(5-15年) 高(≥15年)
五、 ISO12944 国际标准 《色漆和清漆-防腐涂层对钢结构的腐蚀保护》 对于大气腐蚀环境(罐外壁直接与大气接触的钢结构),按腐蚀环境和防腐年限要求采用不
同厚度:
1、IS012944-2 典型的腐蚀环境分类 单位面积上质量的损失(第 1 年曝露后)
温性气候下的典型环境(仅作参考)
腐蚀类
低碳钢
锌
别
四、 中石化公司关于加工高含硫原油储罐防腐蚀技术管理规定 外壁保温部位采用防锈漆底涂料+保温;不保温部位涂层厚度≥180µm 罐外底的防腐蚀措施,可在以下三种方案中任选一种:
⑴ 无机富锌漆十基础防渗处理 ⑵ 环氧煤沥青漆十基础防渗处理 ⑶ 如土壤腐蚀较严重地区,可采用涂料加阴极保护的办法。 内壁按油品分类: 1、 原油罐 罐内底板采用涂层+ 牺牲阳极联合保护,要求涂层不导静电,涂层厚度不小于 120µm; 其余部位采用导静电涂层保护,涂层总厚度不小于 180µm。新罐建议采用金属热喷涂+导 静电涂料封闭措施。
储罐工程施工质量验收规范

石油天然气建设工程施工质量验收规范
储罐工程
球形储罐半成品进场验收检验批质量验收记录续
球形储罐球壳板组装检验批质量验收记录
球形储罐球壳板组装检验批质量验收记录
球形储罐零部件安装检验批质量验收记录
球形储罐焊接过程控制检验批质量验收记录
球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理
球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理
立式储罐构件预制验检验批质量验收记录
立式储罐罐底组装验检验批质量验收记录
立式储罐罐底焊接检验批质量验收记录
立式储罐罐底焊接检验批质量验收记录(续)
立式储罐固定顶组装检验批质量验收记录
立式储罐固定顶焊接检验批质量验收记录
立式储罐浮顶焊接检验批质量验收记录
立式储罐总体验收检验批质量验收记录
立式储罐总体验收检验批质量验收记录(续)
外防腐涂料涂装工程检验批质量验收记录
防火涂料涂装工程检验批质量验收记录
绝热工程检验批质量验收记录
绝热工程检验批质量验收记录(续)。
石油罐导静电涂料施工及验收规范2.doc(黄秘)

石油罐导静电防腐涂料及施工与验收规范(草案)1总则1.1 为了更好地贯彻、实施GB13348《液体石油产品静电安全规程》、GB15599《石油与石油设施雷电安全规范》、GB16906《石油罐导静电涂料电阻率测定法》和GB6950《轻质油品安全止电导电率》等项强制性国家标准的要求及有关行业标准。
加强石油储罐的防腐蚀管理,确保石油储罐系统长周期的安全运行,特制定本规范。
1.2 本规范适用于原油罐、中间产品罐和产品罐的导静电防腐涂装。
1.3 在执行本规范时,尚应执行国家现行的有关强制性标准及相关标准的规定。
2术语2.1 石油罐:系指常压立式圆筒形钢制焊接油罐,包括各种类型的内浮顶罐、外浮顶罐和拱顶罐。
2.2 涂装工程:在被涂物件表面形成涂层的工程。
2.3 石油罐导静电防腐涂料:用于避免或降低石油设备静电积累,表面电阻率在105~109Ω范围内并具有耐腐蚀性、良好附着力的一组涂料。
2.4 表面电阻率:表征物件表面导电性能的物理量,它是正方形材料两对边间测得的电阻值,与该物体厚度及正方形大小无关,单位为Ω。
2.5 石油罐涂装防护使用期:指按规定要求进行涂装后,投入使用至涂层防护失效的时间。
3石油罐防腐蚀涂装设计3.1 原油罐3.1.1 原油罐内壁防腐蚀方案3.1.1.1 设计原则3.1.1.1.1罐内底板及罐内壁下部沉积水部位采用无溶剂或高固体份厚浆型导静电涂料,涂层表面电阻率应在107Ω~109Ω之间,涂层厚度不小于400μm。
新罐可采用金属热喷涂+导静电涂料封闭方案或富锌底漆+导静电面漆的防腐配套涂层方案,或富锌底漆+云母氧化铁中间漆+氯化聚烯烃导静电面漆的防腐配套涂层方案。
罐内底板及罐内壁下部沉积水部位若采用表面电阻率大于109Ω绝缘防腐涂料,罐内之静电压应符合GB 6951强制性国家标准的要求,油面电位值应小于12000V和GB6950强制性国家标准要求。
油品电导率应大于50ps∕m,实际操作过程中可采用绝缘防腐涂料+牺牲阳极联合保护方案,阳极宜选用铝合金阳极。
储罐防腐涂刷施工办法标准范本

编号:QC/RE-KA2577储罐防腐涂刷施工办法标准范本In the collective, in order to make all behaviors have rules and regulations, all people abide by the unified norms, so that each group can play the highest role and create the maximum value.(管理规范示范文本)编订:________________________审批:________________________工作单位:________________________储罐防腐涂刷施工办法标准范本使用指南:本管理规范文件适合在集体中为使所有行为都有章可偱,所有人都共同遵守统一的规范,最终创造高效公平公开的的环境,使每个小组发挥的作用最高值与创造的价值最大化。
文件可用word 任意修改,可根据自己的情况编辑。
储罐防腐涂刷施工办法1、底漆涂刷除锈检查合格后刷涂第一道底漆,涂刷前应先进行试涂,观察涂层的颜色、测量涂膜厚度是否符合设计和规范要求,合格后进行大面积刷涂并进行全过程监督检查,严格控制稀释剂的加入量,不得大于5%。
涂料配制与施工用的工具应保持干净,不得随便混用。
刷涂时,层间应纵横交错,每层宜往复进行,均匀为止,不得有漏刷避免流挂。
第二道底漆应在第一道底漆实干后,再进行涂刷。
依次施工涂刷至设计所要求的厚度。
2、面漆刷涂底漆施工完毕,一切工序检验、焊口补涂合格后,最后一道底漆实干,经测厚议检验合格后即可进行面漆的涂刷。
涂刷前应清除干净表面灰尘、泥垢、油污等污染物,刷涂时,层间应纵横交错,每层宜往复进行,均匀为止,不得有漏刷避免流挂,第二道面漆应在第一道面漆实干检查合格后,再进行涂刷。
依次施工涂刷至设计所要求的层数或厚度。
3、涂层的修补涂层受到损伤应进行修补,修补的程序要按照刷涂要求进行施工。
储罐内防腐施工技术方案
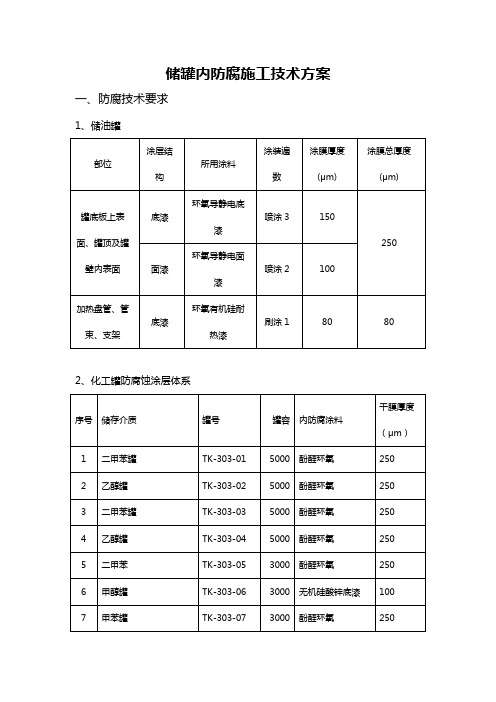
储罐内防腐施工技术方案一、防腐技术要求1、储油罐2、化工罐防腐蚀涂层体系3、消防水及污水罐防腐蚀涂层体系二、施工工序施工前准备——搭设脚手架——储罐内防腐——质量检查——拆除脚手架——交工验收三、主要技术措施1、施工前准备1)施工前应对所有施工人员进行技术培训和质量意识教育,提高全员质量意识;2)施工前应对所有施工人员进行安全技术培训和安全教育,提高全员安全意识,树立“安全第一,预防为主”的安全思想;3)配置足够的合格安全防护用品;4)配置可燃气体检测仪器,低压照明设施和通风设备,并保证在施工过程中设备的连续、正常运转;5)对施工人员进行施工技术交底,使每个施工人员明确质量要求,熟悉施工工序;2、搭设脚手架:1)脚手架搭设由专业队伍完成,操作工要持证上岗;2)参照有关脚手架搭设规范进行搭设;脚手架搭设完毕,应组织业主、监理HSE有关人员进行联合验收,验收合格挂牌后方可投入使用;3)本方案拟搭设2m×2m×1.8m“井”字型脚手架;4)如果储罐内壁不做防腐,为了加强脚手架的牢固性,脚手架边沿架杆可顶住罐壁,形成连墙杆;5)最上面一个满层设在距罐顶边沿下1.5的位置,之上三层按步高1.8m 搭设;6)最上面四层呈阶梯型收缩,各层间相互错开的平面必须铺满脚手板;7)在罐顶其中一个透光孔处设置爬梯,以便人员进出储罐。
最上面四层之间均应设置爬梯,以便各层互通。
3、防腐施工基层表面处理的基本要求(1)待防腐的金属表面,在涂敷之前应进行彻底除锈。
金属表面的除锈等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》中的Sa2.5级,实在无法采用喷射除锈的部位,可采用动力工具除锈达St3级。
(2)喷射除锈用压缩空气应干燥洁净,不得含有水份和油污。
(3)化工罐内防腐采用铜矿沙,其它储罐内防腐采用石英砂作为喷砂除锈的磨料。
磨料应具有一定的硬度和冲击韧性,喷砂处理薄钢板时,磨料粒度和空气压力相适应。
储罐施工具体质量要求

储罐施工具体质量要求第一条地基与基础:(-)地基承载力应达到设计文件要求。
检验数量:每台罐基不应少于3点;IOOOm2以上,每IOOm2至少应有1点;3000m2以上,每300m2至少应有1点。
(二)沥青砂绝缘层用抽样法检验压实后的密实度,不得少于设计文件的规定。
抽检数量为每200m2不少于1处,但每个罐基不少于3处。
(三)罐基础沉降应设专人定期观测,充水开始后,每天不少于2次,并将观测过程延至交工前,沉降观测应包括基础完工后、储罐充水前、充水过程中、充满水后、放水过程中、放水后的全过程。
放水速度不应大于1∙5m/d。
第二条储罐制作与安装(-)球形储罐:1 .焊接前施工单位必须有合格的焊接工艺评定报告。
2 .必须按设计图样规定的试验方法进行耐压试验,耐压试验应包括液压试验、气压试验和气液组合试验;必须在耐压试验前进行焊后整体热处理;气压试验时应设置两个或两个以上安全阀和紧急放空阀;设计图样要求进行气密性试验的,应在液压试验合格后进行气密性试验。
3 .焊后进行整体热处理的球形储罐在支柱底板与垫铁组之间应设置滑动底板。
4 .球形储罐在充水、放水过程中,应按规定对基础的沉降进行观测和记录。
观测阶段应在以下阶段进行:充水前、充水到球壳内直径的1/3时、充水到球壳内直径的2/3时、充满水时、充满水24h后、放水后。
各支柱上应按规定焊接永久性的水平测定版,每个支柱基础均应测定沉降量。
支柱基础沉降应均匀,放水后不均匀沉降量不应大于基础中心圆直径的1/1000,相邻支柱基础沉降差不应大于2mm o大不均匀沉降量大于上述要求或图样要求时,应采取措施进行处理。
(二)立式圆筒形钢制焊接储罐:1 .罐底的焊缝应进行下列检查:所有焊缝应采用真空箱法进行严密性试验,试验负压值不得低于53KPa,无渗漏为合格;厚度大于或等于IOmm的罐底边缘板每条对接焊缝的外端300mm应进行射线检测,厚度小于IOmm的罐底边缘板每个焊工施焊的焊缝应按上述方法至少抽查一条。
储罐施工及验收规范
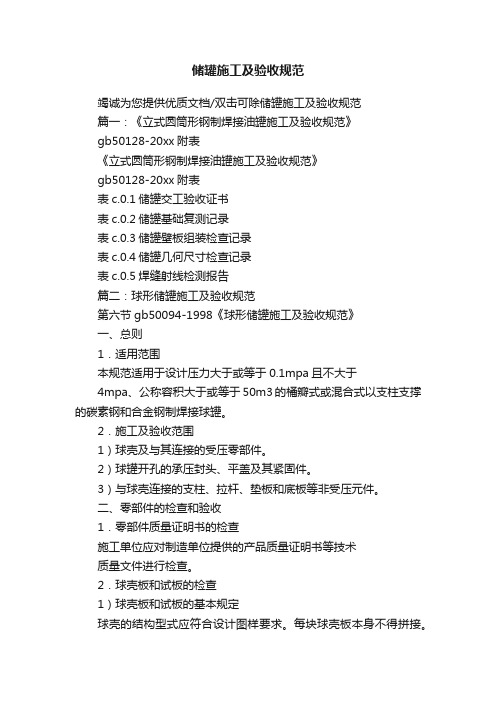
储罐施工及验收规范竭诚为您提供优质文档/双击可除储罐施工及验收规范篇一:《立式圆筒形钢制焊接油罐施工及验收规范》gb50128-20xx附表《立式圆筒形钢制焊接油罐施工及验收规范》gb50128-20xx附表表c.0.1储罐交工验收证书表c.0.2储罐基础复测记录表c.0.3储罐壁板组装检查记录表c.0.4储罐几何尺寸检查记录表c.0.5焊缝射线检测报告篇二:球形储罐施工及验收规范第六节gb50094-1998《球形储罐施工及验收规范》一、总则1.适用范围本规范适用于设计压力大于或等于0.1mpa且不大于4mpa、公称容积大于或等于50m3的橘瓣式或混合式以支柱支撑的碳素钢和合金钢制焊接球罐。
2.施工及验收范围1)球壳及与其连接的受压零部件。
2)球罐开孔的承压封头、平盖及其紧固件。
3)与球壳连接的支柱、拉杆、垫板和底板等非受压元件。
二、零部件的检查和验收1.零部件质量证明书的检查施工单位应对制造单位提供的产品质量证明书等技术质量文件进行检查。
2.球壳板和试板的检查1)球壳板和试板的基本规定球壳的结构型式应符合设计图样要求。
每块球壳板本身不得拼接。
制造厂提供的球壳板不得有裂纹、气泡、结疤、折叠和夹杂等缺陷,当存在上述缺陷时,应按规定进行修补。
应对球壳板厚度进行抽查,实测厚度不得小于名义厚度减去钢板负偏差。
2)球壳板的外形尺寸、球壳板焊接坡口应符合要求。
3)球壳板周边100mm范围内应进行全面积超声检测抽查。
4)当相邻板的厚度差大于或等于3mm或大于其中的薄板厚度的1/4时,厚板边缘应削成斜边,削边后的端部厚度应等于薄板厚度。
5)制造单位应提供每台球罐不少于6块的产品焊接试板和焊接工艺所需要的试板。
3.支柱检查支柱全长长度允许偏差为3mm。
支柱与底板焊接后应保持垂直,其垂直度允许偏差为2mm。
支柱全长的直线度偏差应小于或等于全长的1/1000,且不应大于10mm。
4.组焊件的检查分段支柱上段与赤道板组焊后,采用弦长不小于1m的样板检查赤道板的曲率,其间隙不得大于3mm。
储罐工程施工质量验收规范
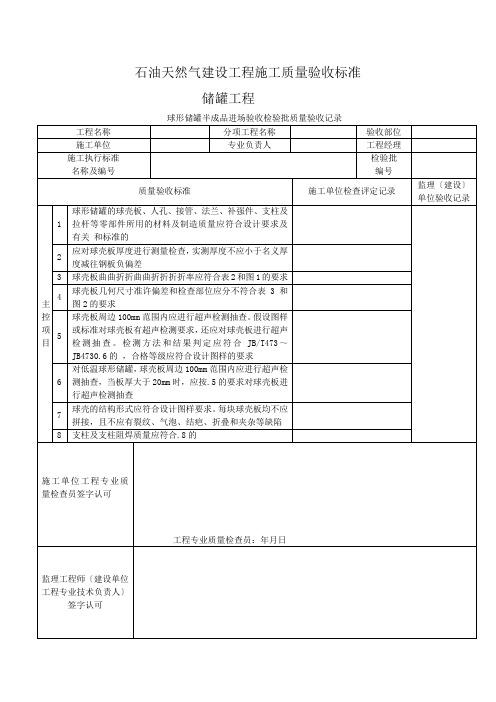
石油天然气建设工程施工质量验收标准
储罐工程
球形储罐焊后几何尺寸、外瞧质量、无损检测、整体热处理
及压力试验和气密性试验检验批质量验收记录
球形储罐焊后几何尺寸、外瞧质量、无损检测、整体热处理及压力试验和气密性试验检验批质量验收记录〔续〕
立式储罐壁板预制验检验批质量验收记录(续)
立式储罐罐底焊接检验批质量验收记录〔续〕
立式储罐罐壁焊接检验批质量验收记录
立式储罐浮顶及内浮顶组装检验批质量验收记录
立式储罐附件安装检验批质量验收记录
立式储罐内防腐工程检验批质量验收记录
尽热工程检验批质量验收记录
梯子、平台、栏杆制作安装各层检验批质量验收记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
储罐涂层防腐设计施工及验收规范
Design construction and inspection code for antiank
2010-10-12 发布
2010-11-30 实施
中国石油天然气股份有限公司新疆油田分公司 发 布
目次
前 言 ............................................................................. II 1 范围 ................................................................................ 1 2 规范性引用文件 ...................................................................... 1 3 术语和符号 .......................................................................... 2 4 一般规定 ............................................................................ 3 5 设计 ................................................................................ 3 6 施工 ................................................................................ 4 7 质量检验 ........................................................................... 10 8 交工验收 ........................................................................... 12 9 运行维护与检测 ..................................................................... 12 附 录 A(规范性附录)涂料及涂层性能指标 ............................................ 13 附 录 B(规范性附录)涂料树脂含量测试方法 .......................................... 17
1 范围
本标准规定了储罐涂层防腐蚀施工中的涂料选择、涂层结构、施工、交工验收、运行维护。 本标准适用于新建储罐及旧储罐维护翻新的涂层防腐蚀工程。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版均适用于本文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
前言
本标准由新疆油田公司基建专业标准化技术委员会提出并归口。 本标准起草单位:中国石油工程设计公司新疆设计院、新疆油田公司重油开发公司。 本标准参与起草单位:中国石油集团工程技术研究院。 本标准主要起草人:张彦军、金华、陈新雯、魏新春、谢旗、阮林华。 本标准于2010年首次发布。
储罐涂层防腐设计施工及验收规范
3 术语和符号
下列术语和符号适用于本文件。 3.1 术语 3.1.1
表面预处理 surface pretreatment 在涂装前,除去基底表面附着物或生成的异物,以提高基底表面与涂层附着力的过程。 3.1.2 喷砂处理 blasting 利用高速磨料流的冲击作用清理和粗化基底表面的过程。 3.1.3 磨料 abrasive 用作喷砂处理介质的天然或合成固体材料。 3.1.4 含水率 percentage of moisture 单位重量磨料中的水分含量。 3.1.5 锚纹深度 maximum height of the profile 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离,它决定了涂层的最小厚度值,也称最大锚纹 深度,简称锚纹深度。 3.1.6 高压无气喷涂 airless spraying 利用动力使涂料增压,迅速膨胀而达到雾化和涂装的方法。 3.1.7 防腐蚀涂料 corrsion protective coating 涂敷在基底表面,使其与环境分离达到耐腐蚀目的的涂料。 3.1.8 涂层 coat 为使基底与周围环境隔离,以达到防腐蚀或装饰目的,涂敷在金属表面的保护层。 3.1.9 导静电涂料 antistatic coating 用于避免石油设备静电积累,表面电阻率在一定范围内具有导静电功能的防腐蚀涂料。 3.1.10 漏点 pinhole 从涂层表面一直穿透到基底表面的细孔。 3.1.11 表面电阻 surface resistivity 表 面 电 阻 又 称 表 面 电 阻 系 数 、 表 面 比 电 阻 或 表面电阻率。 表 征 电介质或 绝缘材料电 性 能 的 一 个重要数据。 3.1.12 体积电阻 volume resistance 体积电阻又称体积电阻系数或体积比电阻。 表征电介质或绝缘材料电性能的一个重要数据。 表示 1立方米电介质对泄漏电流的电阻。 3.1.13 表干 skin-dry
GB/T 1408.1 绝缘材料电气强度试验方法 第1部分:工频下试验 GB/T 1410 固体绝缘材料体积电阻率和表面电阻率试验方法 GB/T 1720 漆膜附着力测定法 GB/T 1723 涂料粘度测定法 GB/T 1724 涂料细度测定法 GB/T 1725 色漆、清漆和塑料 不挥发物含量的测定 GB/T 1728 漆膜,腻子膜干燥时间测定法 GB/T 1731 漆膜柔韧性测定法 GB/T 1732 漆膜耐冲击测定法 GB/T 1735 色漆和清漆 耐热性的测定 GB/T 1740 漆膜耐湿热测定法 GB/T 1768 色漆和清漆 耐磨性的测定 旋转橡胶砂轮法 GB/T 1771 色漆和清漆 耐中性盐雾性能的测定 GB/T 1865 色漆和清漆 人工气候老化和人工辐射曝露 滤过的氙弧辐射 GB/T 5210 色漆和清漆 拉开法附着力试验 GB 6514 涂装作业安全规程涂漆工艺安全及其通风净化 GB/T 6753.3 涂料贮存稳定性试验方法 GB 7692 涂装作业安全规程涂漆前处理工艺安全及其通风净化 GB/T 8923(所有部分) 涂覆涂料前钢材表面处理 表面清洁度的目视评定 GB/T 9274 色漆和清漆 耐液体介质的测定 GB/T 13452.2 色漆和清漆 漆膜厚度的测定 GB/T 16906 石油罐导静电涂料电阻率测定法 GB/T 18570.3 涂覆涂料前钢材表面处理 表面清洁度的评定试验 第3部分:涂覆涂料前钢材表面 的灰尘评定(压敏粘带法) GB 50058 爆炸和火灾危险环境电力装置设计规范 GB 50393 钢质石油储罐防腐蚀工程技术规范 GB 50160 石油化工企业设计防火规范 GBZ 1 工业企业设计卫生标准 JCJ 130 建筑施工扣件式钢管脚手架安全技术规范 HG/T 3668 富锌底漆 SY/T 0063 管道防腐层检漏试验方法 SY/T 0320 钢制储罐氯磺化聚乙烯外防腐层技术标准