储罐安装验收表格
储罐工程施工质量验收规范

石油天然气建设工程施工质量验收规范
储罐工程
主控项目
球形储罐半成品进场验收检验批质量验收记
施工单位项目专业质
量检查员签字认可
项目专业质量检查员:
监理工程师(建设单位
项目专业技术负责人)
签字认可
球形储罐半成品进场验收检验批质量验收记录续
球形储罐球壳板组装检验批质量验收记录
球形储罐球壳板组装检验批质量验收记录
监理(建设)单位验收结论
监理(建设)单位验收结论
球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理及压力试验和气密性试验检验批
立式储罐壁板预制验检验批质量验收记录
()
立式储罐附件安装检验批质量验收记录。
SY4202-2019石油天然气建设工程施工质量验收规范储罐工程检验批表格
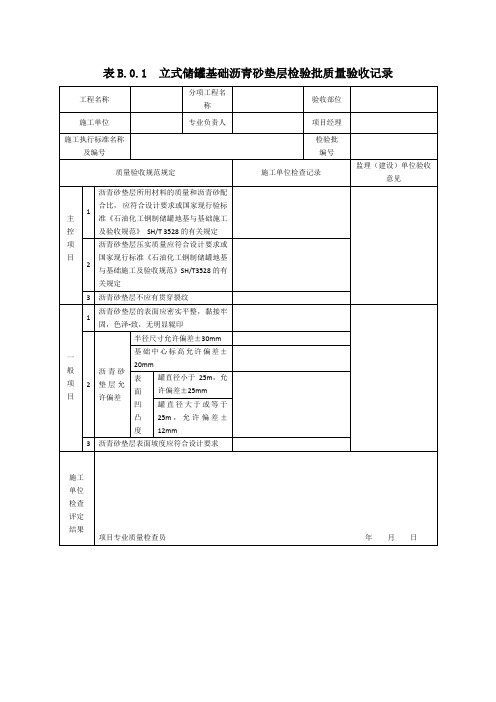
表B.0.1 立式储罐基础沥青砂垫层检验批质量验收记录表B.0.2 球罐半成品进场验收检验批质量验收记录续表B.0.2表B.0.3 球壳板组装检验批质量验收记录续表B.0.3表B.0.4 球罐零部件安装检验批质量验收记录表B.0.5 球罐焊接及热处理检验批质量验收记录表B.0.6 球罐组焊检验及试验检验批质量验收记录表B.0.7 立式储罐底板预制检验批质量验收记录续表B.0.7表B.0.8 立式储罐壁板预制检验批质量验收记录表B.0.9 立式储罐浮顶预制检验批质量验收记录表B.0.10 立式储罐固定顶预制检验批质量验收记录表B.0.11 立式储罐构件预制检验批质量验收记录表B.0.12 立式储罐罐底组装检验批质量验收记录表B.0.13 立式储罐罐底焊接及检测检验批质量验收记录续表B.0.13表B.0.14 立式储罐罐壁组装检验批质量验收记录续表B.0.14表B.0.15 立式储罐罐壁焊接及检测检验批质量验收记录续表B.0.15表B.0.16 立式储罐固定顶组装检验批质量验收记录表B.0.17 立式储罐固定顶焊接及检测检验批质量验收记录表B.0.18 立式储罐浮顶及内浮顶组装检验批质量验收记录表B.0.19 立式储罐浮顶焊接及检测检验批质量验收记录续表B.0.19表B.0.20 立式储罐附件安装检验批质量验收记录续表B.0.20表B.0.21 立式储罐总体检验质量验收记录续表B.0.21表B.0.22 外防腐涂料涂装工程检验批质量验收记录表B.0.23 储罐内防腐工程检验批质量验收记录表B.0.24 防火涂料涂装工程检验批质量验收记录表B.0.25 绝热工程检验批质量验收记录续表B.0.25表B.0.26 梯子、平台、栏杆制作安装工程检验批质量验收记录。
储罐质量验收记录
储罐质量验收记录一、验收项目1.储罐的外观检查:检查储罐外观是否有明显的划痕、凹陷、开裂等缺陷;检查储罐表面涂层的质量是否满足要求。
2.储罐的尺寸检验:检查储罐的高度、直径、壁厚等尺寸是否符合设计要求。
3.储罐的焊缝质量检查:检查储罐的焊缝是否平整、完整,无裂纹或渗漏现象。
4.储罐的液位测量装置检验:检查储罐的液位测量装置的准确度和可靠性。
5.储罐的防腐处理检查:检查储罐内壁的防腐处理是否符合要求,是否存在剥落或脱落现象。
6.储罐的附件装配检查:检查储罐的附件装配是否正确、牢固,是否存在松动或缺失现象。
7.储罐的压力测试:对储罐进行压力测试,检查其是否能承受所设计的工作压力,并保持压力稳定。
二、验收过程记录1.验收前,检查验收设备的工作状态是否正常,确认其准确度和可靠性。
2.对储罐外观进行检查,记录检查结果,如有缺陷,应及时通知相关人员进行修复。
3.测量储罐的尺寸,记录测量结果,与设计要求进行对比,如有差异,应进行进一步的调整或修正。
4.对储罐焊缝进行检查,记录检查结果,如有裂纹或渗漏,应立即采取修复措施。
5.检验储罐的液位测量装置,记录检验结果,确保其准确度和可靠性。
6.检查储罐的防腐处理情况,记录检查结果,如有剥落或脱落,应及时进行修复。
7.检查储罐的附件装配情况,记录检查结果,如有松动或缺失,应进行调整或更换。
8.进行储罐的压力测试,记录测试结果,确保其能承受所设计的工作压力,并保持压力稳定。
三、验收结论根据以上的验收项目和记录结果,在与设计要求进行对比分析后,得出以下结论:1.储罐的外观检查:外观无明显缺陷,涂层质量符合要求。
2.储罐的尺寸检验:尺寸符合设计要求。
3.储罐的焊缝质量检查:焊缝平整、完整,无裂纹或渗漏。
4.储罐的液位测量装置检验:准确度和可靠性满足要求。
5.储罐的防腐处理检查:防腐处理符合要求,无剥落或脱落。
6.储罐的附件装配检查:装配正确、牢固,无松动或缺失。
7.储罐的压力测试:能承受所设计的工作压力,并保持压力稳定。
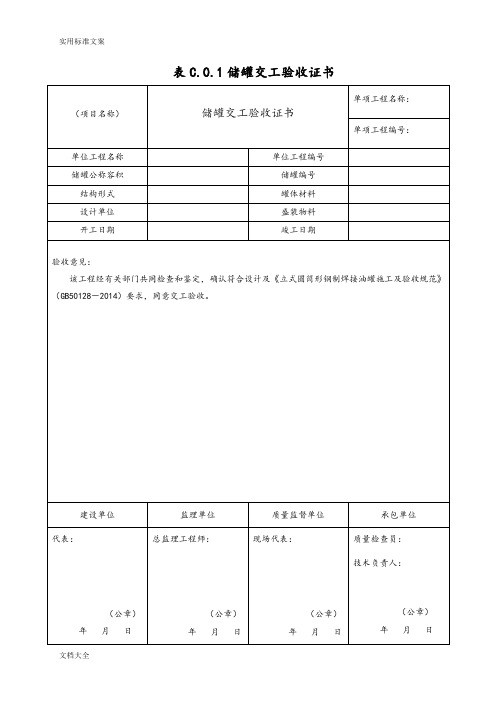
GB50128-2014储罐交工表格
单位工程编号
储罐名称
位号
储罐公称容积、内直径
M³,Ømm
壁板厚度
mm
序号
返修
片位号
返修
部位
缺陷性质
返修次数
返修焊缝尺寸
长×宽×深(mm)
返修日期
焊工
钢印号
返修
结果
监理单位
施工单位
监理工程师:
年月日
质量检查员:
技术负责人:
年月日
表C.0.11储罐总体试验记录
(项目名称)
储罐总体试验记录
单项工程名称:
显影剂型号
实际检测比例
对比试块/灵敏度
表面状态
检测方法
检测时间
渗透时间
材质
显像时间
规格/板厚
清洗方法
检测工艺编号
显像方法
检测情况
检测部位编号
缺陷类型
缺陷尺寸
返修次数
最终评级
检测结论
检测单位:
(公章)
年月日
技术负责人:
资格:级
年月日
审核人:
资格:级
年月日
报告人:
资格:级
年月日
表C.0.9衍射时差法超声检测报告
底片黑度
检测长度:m
射线照相共 张,其中纵缝: 张,环缝: 张
其它部位: 张。
Ⅰ级片 张,占总片数%;
Ⅱ级片 张,占总片数%;
Ⅲ级片 张,占总片数%;
说明:
报告附件:
1.布片位置图;
2.射线检测平片记录。
检测单位:
(公章)
年月日
技术负责人:
资格:级
年月日
审核人:
资格:级
SY4202储罐工程检验批表格

表立式储罐基础沥青砂垫层工程检验批质量验收记录
表球罐半成品进场验收检验批质量验收记录
续表
表球罐零部件安装检验批质量验收记录
表球罐焊接过程控制检验批质量验收记录
表焊接检验、热处理及试验检验批质量验收记录
续表
表立式储罐底板预制检验批质量验收记录
表立式储罐壁板预制检验批质量验收记录
表立式储罐浮顶预制检验批质量验收记录
表立式储罐固定预制检验批质量验收记录
表立式储罐构件预制检验批质量验收记录
表立式储罐罐底组装检验批质量验收记录
表立式储罐罐底焊接检验批质量验收记录
表立式储罐罐壁组装检验批质量验收记录
表立式储罐罐壁焊接检验批质量验收记录
续表
表立式储罐固定顶组装检验批质量验收记录
表立式储罐固定顶焊接检验批质量验收记录
表立式储罐浮顶及内浮顶组装检验批质量验收记录
表立式储罐浮顶焊接检验批质量验收记录
表立式储罐附件安装检验批质量验收记录
表立式储罐总体验收检验批质量验收记录
表外防腐涂料涂装工程检验批质量验收记录
表立式储罐内防腐工程检验批质量验收记录
表防火涂料涂装工程检验批质量验收记录
表绝热工程检验批质量验收记录
续表
表梯子、平台、栏杆制作安装工程检验批质量验收记录。
立式储罐罐底焊接检验批质量验收记录表

B.13立式储罐罐底焊接检验批质量验收记录表B13(续)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
表B.0.11--立式储罐基础构件预制检验批质量验收记录
表B.0.11立式储罐基础构件预制检验批质量验收记录
工程名称
和县泵站扩建工程
分项工程名称
立式储罐预制
验收
部位
2000m³罐
施工单位
中石化江苏油建工程有限公司
专业负责人
张峰
项目
经理
昌世海
施工执行标准
及编号
检验批编号
质量验收规范规定
施工单位检查
评定记录
监理(建设)
单位验收记录
主控
项目
预制构件所选用的材Байду номын сангаас和附件,应符合本规范第7.1.1条的规定
拼接补强板的对接焊缝应采用全熔透焊缝
补强板应有信号孔。整块钢板制造的补强板应有一个信号孔;拼接的补强板,每一拼接段上应有1个信号孔。信号孔宜为M6~M10、位于开孔水平中心线上的螺孔
施工
单位
检查
评定
结果
项目专业质量检查员年月日
监理
(建设)单位
验收
结论
监理工程师:
(建设单位项目专业技术负责人)年月日
符合要求
一般
项目
1
抗风圈、加强圈、包边角钢、抗压环、抗拉环等弧形构件加工成型后,用样板检查,其间隙不应大于2mm。其翘曲变形不应超过构件长度的0.1%,且不应大于6mm
GB50128-2014表格
(项目名称)
储罐交工验收证书
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
m3
储罐编号
结构形式
罐体材料
设计单位
盛装物料
开工日期
竣工日期
验收意见:
建设单位
监理单位
质量监督单位
承包单位
代表:
总监理工程师:
现场代表:
质量检查员:
技术负责人:
(公章)
(公章)
(公章)
(公章)
年月日
年月日
年月日
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐名称
储罐规格
储罐编号
第 圈壁板上口水干度(mm
允许值
实测最大值
罐壁圈
板编号
纵缝错变量
(mm
环缝错变量
(mm
周长
(mm
水平半径
(mm
垂直度
(mm
凸凹度
(mm
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
说明:
年月日
(项目名称)
储罐基础复测记录
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
复测日期
储罐公称容积
m3
储罐直径
m
检查项目
允许值
(m)
实测值
(m)
检查项目
储罐安装验收表格
焊后
≤15
3
壁板局部凹凸度
≤13
4
浮盘板局凹凸度
5
(导向)支柱铅垂度
6
内浮顶边缘板垂直度
≤3
7
罐壁铅垂度
≤4H/1000
检查
结果
保证项目
全部合格
基本项目
共项,其中优良项,优良率%
允许偏差项目
共点,合格点,合格率%
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
专职质量检查员:
2007年1月12日
专职质量检查员:
2007年1月12日
油罐罐体几何尺寸检查记录
油罐名称
油罐编号
油罐直径
罐壁高度
结构型式
化工贮罐
检查项目
合格标准
检查点数
最大偏差
合格点数
合格率
(%)
罐壁几何尺寸
高度偏差
0.5%H设mm
局部凹凸变形
水平方向
≤13mm
垂直方向
≤13mm
铅垂偏差
0.4%H且<50
底圈半径偏差
±19mm
局部凹凸变形
收人姓名及时间
承包单位签收
人姓名及时间
业主抽查数据及情况记录:
1、收到放工相应自评/检查资料和验收记录表共页,收到时间:
2、
检查人:日期:
业主审查意见:
□可进行后续施工。
□核验未通过,不得进入下道工序施工,整改后再报。
建设单位(章):
专业监理工程师:日期:
注:1、未经项目监理(建设)机构验收通过,承包单位不得进入下道工序施工。
1
2
3
4
5
储罐安装验收表格
单位(分部)工程名称:设备名称:
工程施工及验收规范:设备位号:
保证项目
质量情况
1
焊材符合设计和规范规定,有质量证明书
2
必须由经考试合格持有效证的焊工焊接
3
有焊接工艺评定及经批准的焊接工艺
4
各项试验符合设置障碍计和规范规定其结果必须合格
5
有完整的施工记录
基本项目
质量情况
等级
罐底
2%L且<50
固定顶
≤15mm
船舱顶板
≤10mm
施工技术负责人
施工质查检查员
建设单位代表
施工班组
工序质量报验单
工程名称:编号:A3.3—
致:(建设单位)
兹报验:
验收时间:
本次报验内容系第次报验,本项目经理部已完成自检工作且资料完整,并呈报相应资料。
承包单位项目经理部(章):
项目经理:日期:
项目监理机构签
结构种类:
工程造价:
计划开工日期:
实际开工日期:年月日
计划竣工日期:
实际竣工日期:年月日
计划工作日数共天
实际工作日数共天
说明:
建设单位
施工单位
单位签章:
现场代表:
年月日
单位签章:
现场代表:
年月日
储罐交工验收证明书
工程名称
工程编号
储罐编号
结构形式
容积
储存介质
设计单位
材质
开工日期
竣工日期
该工程经有关部门共同检查和鉴定,确认符合设计及《立式圆筒形钢制焊接油罐施工及验收规范》(GB50128-2005)要求,同意交工验收。
符合要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
罐体组装尺寸检验
8
罐体焊缝表面质量检验
9
贮藏组装分项质量检验
10
贮藏焊接分项质量检验
11
平台预制分项质量检验
12
油罐罐体几何尺寸检验
13
罐底板真空箱试验
14
基础沉降观测记录
15
罐总体试验记录
16
加热盘管水压试验
17
射线探伤报告
18
差色探伤报告
19
竣工图
竣 工 报 告
工程名称:
工程编号:
工程地点:
工程数量:
安装孔距
≤3
3
平台标高
±10
4
平台梁水平度
长度1/1000且≤20
检查
结果
保证项目
全 部 合 格
基本项目
共 项,其中优良 项,优良率 %
允许偏差项目
共 点,合格 点,合格率 %
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
专职质量检查员:
2007年1月12日
油罐罐体几何尺寸检查记录
油罐名称
油罐编号
2
必须由经考试合格持有效证的焊工焊接
3
有焊接工艺评定及经批准的焊接工艺
4
各项试验符合设置障碍计和规范规定其结果必须合格
5
有完整的施工记录
基 本 项 目
质 量 情 况
等级
1
2
3
4
5
6
7
8
9
10
1
焊缝的外观质量
2
焊缝的无损探伤
3
不锈钢贮罐酸洗钝化及贮罐、气柜的清洗锐
允许偏差项目
允许偏差(mm)
实测偏差(mm)
登记人
油罐罐顶几何尺寸检查记录
建设单位
工程名称
施工单位
分部
分项
工程名称
位号
油罐容积
油罐直径
顶板厚
罐顶结构形成
高度
允许偏差20mm
同心圆编 号
测点
编号
测点
标高
搭接宽度偏差
对接接头组装间 隙
错边量
焊角变形
局部
凹凸量
纵缝≤
环缝≤
纵缝≤
环缝≤
简图:
施工技术负责人: 施工质量检验员:
建设单位代表: 施工班组长:
油罐直径
罐壁高度
结构型式
化工贮罐
检查项目
合格标准
检查点数
最大偏差
合格点数
合格率
(%)
罐壁几何尺寸
高度偏差
0.5%H设mm
局部凹凸变形
水平方向
≤13mm
垂直方向
≤13mm
铅垂偏差
0.4%H且<50
底圈半径偏差
±19mm
局部凹凸变形
罐底
2%L且<50
固定顶
≤15mm
船舱顶板
≤10mm
施工技术负责人
施工质查检查员
3
预制件必须经检验合格
4Hale Waihona Puke 有完整的施工记录基 本 项 目
质 量 情 况
等级
1
2
3
4
5
6
7
8
9
10
1
平台梯子的外观质量
2
顶紧接点的接触面质量
3
焊缝外观质量
4
平台安装的质量
允许偏差项目
允许偏差(mm)
实测偏差(mm)
1
2
3
4
5
6
7
8
9
10
1
平台
对角线差
≤6
表面平直度
3/1m范围
2
梯子
梁纵向挠曲矢高
总长/1000
3
加热器安装质量
4
贮罐密封装置和刮蜡机构的安装
5
总体外观质量
允许偏差项目
允许偏差(mm)
实测偏差(mm)
1
底板局部凹凸度
≤50
2
固定顶罐顶凹凸度
焊 前
≤10
焊 后
≤15
3
壁板局部凹凸度
≤13
4
浮盘板局凹凸度
5
(导向)支柱铅垂度
6
内浮顶边缘板垂直度
≤3
7
罐壁铅垂度
≤4H/1000
检查
结果
保证项目
全 部 合 格
结构种类:
工程造价:
计划开工日期:
实际开工日期: 年 月 日
计划竣工日期:
实际竣工日期: 年 月 日
计划工作日数共 天
实际工作日数共 天
说 明:
建设单位
施工单位
单位签章:
现场代表:
年 月 日
单位签章:
现场代表:
年 月 日
储罐交工验收证明书
工程名称
工程编号
储罐编号
结构形式
容 积
储存介质
设计单位
材 质
开工日期
1
2
3
4
5
6
7
8
9
10
1
对接焊缝余高
纵向≤0.2 环向≤2.5
2
对接焊缝表面凹陷
深度≤0.5
全长≤10%焊缝总长
且连续长度≤100
3
焊缝咬边
深度≤0.5
全长≤10%焊缝总长
且连续长度≤100
4
角焊缝焊脚高
≤2+0.15设计焊缝厚
检查
结果
保证项目
全 部 合 格
基本项目
共 项,其中优良 项,优良率 %
允许偏差项目
建设单位代表
施工班组
工序质量报验单
建设单位
单位工程名称
安装单位
分部(分项)工程名称
设备(管线)名称规格
材质
304
施工图号
外观检查方法
√
序号
焊缝
编号
焊工钢印
焊接日期
不允许缺陷
有限允许缺陷
角焊缝焊脚mm
日期
备注
裂纹
气孔
弧坑
飞溅物
咬边及边缘不满
形状况
凹陷、弧坑
深度
长度
结果
宽度
结果
余高
结果
深度
长度
结果
质检员:
贮罐组装分项工程质量检验评定表
单位(分部)工程名称: 设备名称:
封 面
案卷号:
工程建设交工技术文件
工程名称:
单元名称:
工程类别:
建设单位: 施工单位:
负 责 人: 负 责 人:
审 核 人: 审 核 人:
年 月 日 年 月 日
交工技术文件目录
工程名称:
单元名称:
序号
资料编号
资料名称
页数
备注
1
竣工报告
2
储罐交工验收证明书
3
焊工登记表
4
排版图
5
弓形板下料检查记录
6
罐顶几何尺寸检查记录
工程施工及验收规范: 设备位号:
保 证 项 目
质 量 情 况
1
钢材、管材、附件符合设计和规范有质量证明书
符合规范有质量证明书
2
基础经中间交接并复查合格
符合要求
3
有经批准的施工方案和排版图
符合要求
4
有完整的施工记录
符合要求
基 本 项 目
质 量 情 况
等级
1
2
3
4
5
6
7
8
9
10
1
预制件、附件质量
2
设备人孔接管安装质量
基本项目
共 项,其中优良 项,优良率 %
允许偏差项目
共 点,合格 点,合格率 %
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
专职质量检查员:
2007年1月12日
贮罐焊接分项工程质量检验评定表
单位(分部)工程名称: 设备名称:
工程施工及验收规范: 设备位号:
保 证 项 目
质 量 情 况
1
焊材符合设计和规范规定,有质量证明书
年 月 日
罐壁沿垂偏差、对接接头组装间隙、错边量、焊缝角变形、
局部凹凸量几何尺寸检验记录
产品名称
产品编号
材料牌号
板 厚
直 径
编 号
罐壁沿重偏差
对接接头组装间隙
错边量
焊缝角变形
局部
凹凸量
壁板
节号
焊缝号
纵缝≤
环缝≤
纵缝≤
环缝≤
相邻两壁板上口水平偏 差
圆周上任意两点水平偏 差
检验结果:
经检:
检验员
焊缝表面质量检验记录表
竣工日期
该工程经有关部门共同检查和鉴定,确认符合设计及《立式圆筒形钢制焊接油罐施工及验收规范》(GB50128-2005)要求,同意交工验收。
质
量
评
定
建设单位:
年 月 日
施工单位:
年 月 日
SH3503
J109
合格焊工登记表
工程名称:
单元名称:
序号
焊工姓名
焊工
代号
合格证号
合格项目代号
有效期
技术负责人
共 点,合格 点,合格率 %
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
专职质量检查员:
2007年1月12日
平台预制安装分项工程质量检验评定表
单位(分部)工程名称: 设备名称: