三菱系统机床原点设置
三菱系统机床原点设置

三菱系统机床原点设置公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
密码:MPARA
【油冷机故障无法解决】:方法1
参数—按屏幕向右的箭头(调出bit选择)--按bit选择(找到参数6405原00101110改成00110110)关机重启
方法2
不改参数拆开油冷机找到线103和24v把两根线连一起
===================================================
【主轴准停角度】
参数3108
按键---驱动器监视—主轴模块-机械位置(取前5位输到3108参数)
=================================================
【机床零点设置】
按MAINTE选择维护
密码输入MPARA
按绝对位置
X轴把(绝对位置设定)改成1,移动x轴到0点位置,把基准点设为1,手摇轮慢慢移动x 轴使状态变成结束
Y轴选择下一轴方法同上
参数2038设置“换刀点”离机床0点的距离。
三菱M70系统绝对位置设置说明

三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错。
M70操作说明书
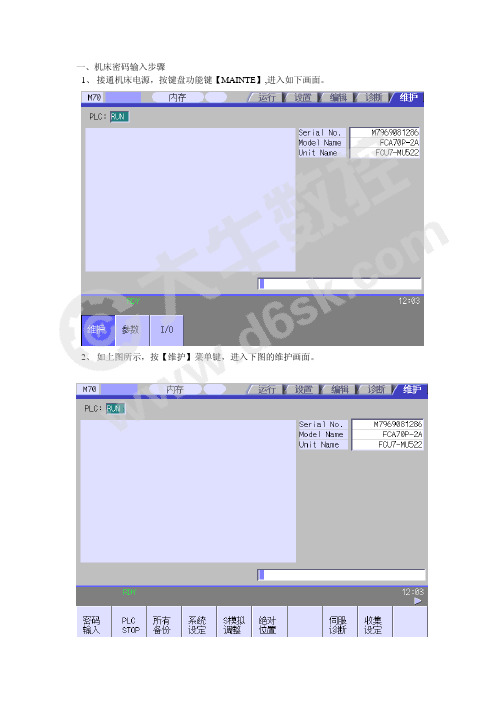
一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软件,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)4、将要变动的数值输入到光标所示处,并按【INPUT】键后,即完成对该参数的修改。
三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并通过菜单扩展键找到如下图所示的画面。
2、如上图所示,按【PRG修改】软件,进入缓存区修正界面,如下图:3、将光标移动到要修改的程序段,执行相应的修正,修改完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件,进入如下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,出现存储器内的程序,将光标移动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
功能简介:程序再搜索功能是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。
fx1s回原点指令
fx1s回原点指令
FX1S回原点指令是MitsubishiFX1SPLC中的一种控制指令,用于将机械系统返回到原始位置。
该指令通常用于机械装置的初始化,如机床的开机自动归零等。
在PLC程序中,当需要将机械系统返回到原始位置时,可以通过编写程序来调用FX1S回原点指令。
FX1S回原点指令的语法格式如下:
MOV H0 D0
MOV H1 D0
MOV H2 D0
MOV H3 D0
MOV H4 D0
MOV H5 D0
MOV H6 D0
MOV H7 D0
其中,H0至H7是PLC中的寄存器,而D0是PLC中的数据寄存器,该指令将H0至H7寄存器中的值赋值为0,从而将机械系统返回到原始位置。
需要注意的是,FX1S回原点指令只适用于Mitsubishi FX1S PLC,在其他PLC中可能不存在该指令,或者语法格式不一样。
如果需要使用该指令,需要先了解PLC的型号和指令手册。
- 1 -。
fx3u回原点指令
fx3u回原点指令全文共四篇示例,供读者参考第一篇示例:FX3U回原点指令是一种在Mitsubishi FX3U系列可编程逻辑控制器(PLC)中常用的指令,主要用于将控制对象快速、准确地回到初始位置。
在工业自动化和智能制造领域,FX3U回原点指令具有重要的作用,能够提高设备生产效率和工作精度。
在现代工业生产中,很多设备都需要在工作过程中回到原点位置,以便进行下一轮生产或处理。
而FX3U回原点指令就是为了实现这一目的而设计的。
通过PLC控制器发送指令给设备的驱动器或执行机构,控制设备按照预设的路径、速度和加速度回到原点位置,从而完成回原点的作业。
FX3U回原点指令可以减小设备在重复作业时的误差,提高设备的定位精度和生产效率。
FX3U系列PLC是Mitsubishi公司生产的一种高性能、高可靠性的工业控制器,广泛应用于自动化设备、生产线等工业场合。
其回原点指令操作简单、稳定可靠,性能优越,使用方便。
只需要在PLC编程软件中写入相应的指令代码,即可实现设备的回原点操作。
FX3U回原点指令的特点如下:1. 灵活性:FX3U回原点指令可以根据具体的控制要求和设备特性进行灵活调整,可根据不同的工作场景选择不同的回原点路径、速度和加速度等参数。
2. 高精度:FX3U回原点指令能够精确控制设备的移动轨迹和位置,确保设备能准确地回到原点位置,避免重复作业时的误差累积。
3. 高效性:FX3U回原点指令能够快速响应PLC指令,实现设备快速回到原点位置,提高生产效率。
4. 可靠性:FX3U回原点指令采用先进的控制算法和技术,能够有效防止设备运动过程中出现的异常情况,保证设备操作的安全性和可靠性。
5. 易操作性:FX3U回原点指令在PLC编程软件中提供了直观的操作界面和功能模块,便于工程师进行参数设置和调整,简化了PLC 编程和调试的流程。
FX3U回原点指令是一种在工业自动化领域应用广泛的PLC指令,具有灵活性、高精度、高效性、可靠性和易操作性等特点。
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
1、机床原点的设置
机床原点是指在机床上设置的一个固定点,即机床坐标系的原点。
它在机床装配、调
试时就已确定下来,是数控机床进行加工运动的基准参考点。
(1)数控车床的原点
在数控车床上,机床原点一般取在卡盘端面与主轴中心线的交点处,见图 1.9。
同时,通过设置参数的方法,也可将机床原点设定在X 、Z 坐标的正方向极限位置上。
图1.9 车床的机床原点图1.10 铣床的机床原点
(2)数控铣床的原点
在数控铣床上,机床原点一般取在X 、Y 、Z 坐标的正方向极限位置上,见图 1.10。
2、机床参考点
机床参考点是用于对机床运动进行检测和控制的固定位置点。
图1.11 数控车床的参考点
机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标
值已输入数控系统中。
因此参考点对机床原点的坐标是一个已知数。
通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离
机床原点最远的极限点。
图1.11所示为数控车床的参考点与机床原点。
数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点
的操作,这样通过确认参考点,就确定了机床原点。
只有机床参考点被确认后,刀具(或
工作台)移动才有基准。
三菱M70系统绝对位置设置说明

三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错链接:FANUC小黄机培训介绍。
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
数控机床原点及参考点设置及实例
1、机床原点的设置
机床原点是指在机床上设置的一个固定点,即机床坐标系的原点。
它在机床装配、调
试时就已确定下来,是数控机床进行加工运动的基准参考点。
(1)数控车床的原点
在数控车床上,机床原点一般取在卡盘端面与主轴中心线的交点处,见图 1.9。
同时,通过设置参数的方法,也可将机床原点设定在X 、Z 坐标的正方向极限位置上。
图1.9 车床的机床原点图1.10 铣床的机床原点
(2)数控铣床的原点
在数控铣床上,机床原点一般取在X 、Y 、Z 坐标的正方向极限位置上,见图 1.10。
2、机床参考点
机床参考点是用于对机床运动进行检测和控制的固定位置点。
图1.11 数控车床的参考点
机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标
值已输入数控系统中。
因此参考点对机床原点的坐标是一个已知数。
通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离
机床原点最远的极限点。
图1.11所示为数控车床的参考点与机床原点。
数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点
的操作,这样通过确认参考点,就确定了机床原点。
只有机床参考点被确认后,刀具(或
工作台)移动才有基准。