电动平车轨道验收标准
城市轨道交通轨道工程施工质量验收标准

城市轨道交通轨道工程施工质量验收标准轨道线路的铺设质量验收标准主要包括轨道线路的直线度和曲
线度、轨道线路的轨距和轨面高度、轨道线路的平整度等指标。
在验收轨道线路的铺设质量时,应对以上指标进行检查,并按照相应的标准进行评估。
二、轨道基础的施工质量验收标准
轨道基础的施工质量验收标准主要包括地基处理质量、基础深度、基础尺寸和基础平整度等指标。
在验收轨道基础的施工质量时,应对以上指标进行检查,并按照相应的标准进行评估。
三、固定设备的安装质量验收标准
固定设备的安装质量验收标准主要包括轨道固定设备、信号设备和电力设备等。
在验收固定设备的安装质量时,应对设备的安装位置、固定方式、接线质量等指标进行检查,并按照相应的标准进行评估。
四、车站设施的安装质量验收标准
车站设施的安装质量验收标准主要包括站台、站房、广告牌和座椅等设施的安装质量。
在验收车站设施的安装质量时,应对设施的安装位置、固定方式、平整度等指标进行检查,并按照相应的标准进行评估。
总之,城市轨道交通轨道工程施工质量验收标准是确保城市轨道交通运行质量的重要保障,应严格按照标准进行验收,确保施工质量的达标。
- 1 -。
轨道平车完好标准通用版
管理制度编号:YTO-FS-PD217轨道平车完好标准通用版In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards轨道平车完好标准通用版使用提示:本管理制度文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。
文件下载后可定制修改,请根据实际需要进行调整和使用。
本标准适用于标准轨距轨道平车技术状况的评定。
本标准也可作为平车年鉴的依据。
1 整机技术性能符合要求1.1整机结构完整、紧固件齐全,作用可靠。
1.2车辆外形在GB146.1规定的车限-A之内,垂下构件距钢轨顶面的垂直高度不小于50mm。
1.3车辆满载在平直轨道上运行,应达到以下要求:1.3.1在线路允许速度下以构造速度运行时,车体无明显摇摆及跳动。
1.3.2制动初速为构造速度时,紧急制动的制动全距离符合技术要求,空车时车轮踏面无擦伤。
1.3.3运行时轴箱温升不超过40℃,轴箱无漏油现象。
1.4在平直轨道上检测,应符合如下要求:1.4.1车钩中心高:小车钩371±10mm。
大车钩880±10mm,且同一车辆两车钩中心高之差不大于10mm。
1.4.2旁承间隙:同一转向架左右间隙之和6-12mm,单侧不小于3mm。
1.4.3底架枕梁间挠度不小于2mm,对角线之差不大于12mm。
1.5各紧固件紧固可靠,各铰接处配件安装齐全到位,开口销锁定可靠(张开角度450-600,手制动铰轴处开口销应卷曲)。
轨道验收标准(DOC)
轨道验收标准(DOC)2.2.2 基地焊接应配备轨端除锈、钢轨焊接、焊头正火、冷却,钢轨矫直、焊缝打磨、探伤、长轨运输等设备。
2.2.3 焊接接头轨底上表面焊缝两侧各150mm范围内及距两侧轨底角边缘各35mm范围内应打磨平整。
用200mm直尺测量,在焊缝中心线两侧各100mm范围内,焊头工作面表面不平度不应大于0.2mm。
焊头及其附近钢轨表面不应有裂纹、明显压痕、划伤、碰痕、电击灼伤、打磨灼伤等损伤。
2.2.4 全长淬火轨焊头应进行淬火处理。
2.2.5长钢轨出厂时,长钢轨及焊接接头编号标记齐全,字迹清楚,工厂应提供焊头质量检验合格证交施工单位。
2.2.6 钢轨焊接接头平直度允许偏差序号项目允许偏差(mm)1 轨顶面+0.3,02 轨头内侧工作面±0.33 轨底(焊筋)+0.5,0 2.3 铺设长钢轨2.3.1 长钢轨铺设允许偏差序号项目允许偏差(mm)1 轨枕±202 轨道中心线30 2.4 铺砟整道2.4.1 轨道静态几何尺寸允许偏差2.5 轨道整理2.5.1 有砟道床稳定状态参数指标(平均值)序号 道床参数 Ⅱ型轨枕 Ⅲ型轨枕 1 道床支承刚度(KN/mm ) 70 100 2 道床横向阻力(KN/枕) 9 10 3道床纵向阻力(KN/枕)10122.5.2 有砟轨道允许偏差2.5.3 有砟轨道曲线静态圆顺度3铺设道岔及钢轨伸缩调节器3.1 铺设无缝道岔3.1.1 尖轨扳动灵活,无损伤。
尖轨顶宽50mm以上断面处,不低于基本轨顶面2mm。
在静止状态下,尖轨尖端应与基本轨密贴,间隙小于0.2mm,其它地段小于1mm。
查照间隔不得小于1391mm。
轨枕扣件安装不良率不大于6%。
3.1.2 道岔铺设允许偏差4 改建既有线和增建二线轨道4.1 一般规定4.1.1 改建既有线和增建二线轨道施工,应按现行在运营线上施工的有关规定办理。
涉及其它专业时,有关专业的人员应配合施工。
4.1.2 在轨道电路区施工时,所使用的工具应有绝缘,并不得搭接在两股钢轨及绝缘接头、引接线和跳线上。
轨道整修验收标准
轨道整修验收质量标准为了进一步落实运输治乱活动的安排,为基层单位整改和验收提供统一标准,现就轨道整修的标准汇编,各单位严格按照标准整改和自查。
一、采掘工作面轨道标准采掘工作面合格品的验收标准:1、轨道要求:⑴轨道中心线与提升中心线重合,偏差不大于±50mm。
⑵轨距上偏差为5mm,下偏差为-2mm,轨道接头间隙不大于5mm,高低和左右错差不大于2mm。
⑶轨枕间距中段为700mm,轨道接头处为400 mm,误差不大于50mm,轨枕与轨道中心线垂直,误差不大于10度;轨距拉杆间距为4米,误差不大于0.5米;沿轨道中心线方向距离误差不大于0.5米,左右方向位臵误差不大于50mm。
⑷轨枕1/2~2/3要埋入煤中,轨枕下煤应捣密实。
⑸钢轨顶面的高低用10米弦量轨面前后高低不超过15mm。
⑹坡度误差50米内不超过1/1000,即50米内高差不超过50mm。
⑺道岔中心位臵与现场标定位臵一致,沿轨道中心线方向距离误差不大于0.2米,左右方向位臵误差不大于100 mm。
⑻接头方式:接头采用悬接;直线段对接,相对错距不大于50mm曲线段错接,相对错距不大于2米。
⑼弯道处轨距620mm,轨枕为木枕木,间距中段为700mm,误差不大于50mm,轨枕与轨道中心线垂直,误差不大于10度;轨距拉杆间距为1.5米,误差不大于0.5米。
⑽轨道中间段不得出现长度小于2米的轨道,合口时出现小于2米时应将原轨道截断保证对接轨道大于2米。
2、道岔敷设要求:⑴轨距:按标准加宽后不大于3mm;辙岔前后的轨距偏差+3 mm,-0 mm。
⑵水平:尖轨前端、直曲边接轨中部和道岔后部的两股钢轨的水平偏差不大于15 mm。
⑶方向:直线目视直顺,用10米弦量不超过10 mm;曲线目视圆顺,用1米弦量相邻两点正矢差不大于2 mm,用2米弦量相邻两点正矢差不大于3 mm。
⑷轨面前后高低:目视平顺,用10弦量不超过10 mm;⑸接头平整度:接头处两轨面高低和内侧错差不大于2 mm;⑹尖轨:尖轨尖端与基本轨密切,间隙不大于2 mm,无跳动;尖轨损伤长度不超过100 mm,在尖轨顶面宽20mm处与基本轨高低差不大于2 mm;⑺开程:尖轨开程为80~110mm。
现代有轨电车施工质量验收标准
现代有轨电车施工质量验收标准
1.轨道质量验收:应符合国家标准和相关技术规范的要求,轨道表面平整度、垂直度、几何公差、轨道间距等符合要求。
2.接触网系统验收:应符合国家标准和相关技术规范的要求,接触网系统的线路电阻、接触线张力、接触线高度、接触线间距、接触滑板的垂直度和水平度等符合要求。
3.车辆动态验收:应符合国家标准和相关技术规范的要求,车辆的制动性能、加速度、减速度、曲线通过性等符合要求。
4.施工材料验收:应符合国家标准和相关技术规范的要求,轨枕、连接件、轨道衬垫、接触网支架、接触滑板等施工材料的质量符合要求。
5.环境验收:应符合国家标准和相关技术规范的要求,施工现场的环境卫生、噪声、振动等指标符合要求。
以上是现代有轨电车施工质量验收标准的主要内容,施工单位应严格按照标准要求进行验收,并落实整改措施,确保施工质量符合要求,保障电车运营的安全和稳定。
- 1 -。
轨道验收标准
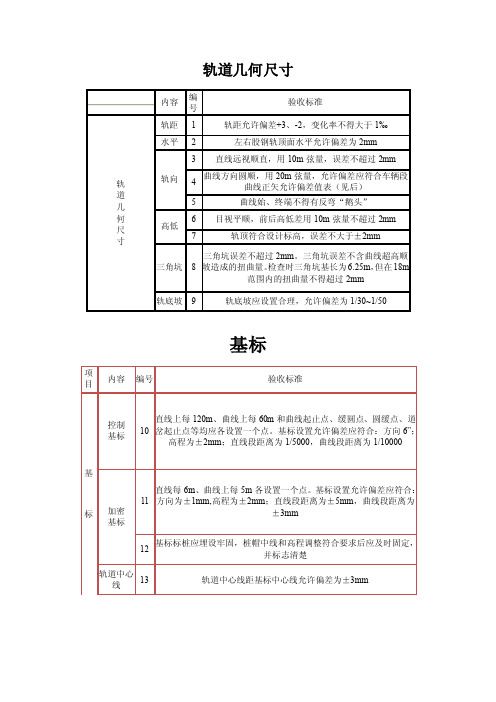
轨道几何尺寸
基标
钢轨
道床
联接零件
线路外观
道岔几何尺寸
连接零件
防脱护轨
护轨每个接头应不少于4个接头,螺栓螺母应在轮缘槽外侧。
护轨面高于基本轨面不得大于5mm,低于基本轨面不得大于25mm。
其他地段的护轨(含单侧护轨),两端应伸出防护地段不小于5m后再弯折。
弯折部分的长度同桥面护轨。
单侧护轨与双侧护轨相连时,相连侧护轨伸出防护段后应弯向道心,长度不小于5m,另一侧按规定做成喇叭口。
护轨与基本轨头部间距应为200mm(基本轨为60kg/m时为220mm),允许偏差为±10mm。
(1.28)轨道检查标准

轨道检查标准1、轨道扣件必须齐全、螺栓紧固到位,并与轨型相符。
2、中间轨枕距为700mm(±50mm),过渡枕为500—600mm,接头枕距为500—600mm,轨枕中心线与轨道中心线一致,其偏差不应超过±30mm。
3、道床应铺平垫实、无悬空;轨枕埋入道渣深度应为轨枕厚度的2/3,轨枕底面下的道碴厚度不应小于100mm。
4、轨道接头连接处轨枕铺设方式:悬接或垫接。
5、轨枕要求两端齐,长度不统一时人行道侧一头齐,轨枕外露于轨道底座225mm;间距匀、垂直轨道,轨枕腐朽、损坏、开裂不准使用。
6、道钉:道钉分别钉在轨道底座内外侧轨底上,两道钉错距50-60mm,一块木轨枕只能砸4个道钉。
7、接头平整度:轨面高低和内侧错差不大于2mm。
8、轨距:直线段和加宽后的曲线段允许偏差为-2mm~5mm。
9、水平:直线段及曲线段加高后两股钢轨偏差不大于8mm。
10、轨缝:不大于5mm,大于5mm的加道楔。
11、扣件齐全、牢固,与轨型相符。
12、轨枕规格及数量应符合标准要求,间距偏差不超过50mm。
13、道碴粒度及铺设厚度符合标准要求,轨枕下应捣实。
14、曲线段设置轨距拉杆。
道岔质量检查标准1、按要求加强气动道岔的使用,道岔与轨型一致,禁止使用非标准道岔;所有道岔及前后两米必须浇灌不小于180mm厚的混凝土地坪。
2、滑床板:数量齐全,应与尖轨底面贴合,其间隙不超过2mm。
3、轨距按标准加宽后及辙岔前后轨距偏差不大于+3mm,道岔的轨距为500mm。
4、水平偏差不大于5mm,道岔的开程:80-110mm。
5、接头平整度:轨面高低及内侧错差不大于2mm。
6、尖轨尖端与基本轨密贴,间隙不大于2mm,无跳动,尖轨损伤长度不超过100mm,在尖轨顶面宽20mm 处与基本轨高低差不大于2mm。
7、心轨和护轨工作边间距按标准轨距减小28mm后,偏差+2mm。
8、扣件齐全、牢固,与轨型相符。
9、轨枕规格及数量符合标准要求,间距偏差不超过50mm,轨枕下应捣实。
电动平板车技术要求
电动平板车技术要求
新乡百分百是一家集产品开发、制造、销售、服务为一体的专业研发电动平车。
多年来,以全新的现代物流理念、丰富的行业经验,为用户提供适用不同需要的运输搬运方案,为客户建设项目的生产加工、流通转运等各个环节提供先进、实用、高效、安全、品种多样的电动平车产品等,深受用户的赞誉。
电动平车总装要求:
1、电动平车轴距极限偏差为±2.0mm。
2、电动平车两轮对轴线的平行度为3.0mm
3、电动平车两轮对对角线L1与L2之差不得大于3.0mm
4、电动平车两轮对轴承的游动端应装再车辆的同一侧。
5、电动平车被动轮(其中一个)与基准轨道轨面的间隙不得大于2.0mm。
电动平车通用技术要求(车架)
1、电动平车车架焊接的焊缝坡口形式尺寸应符合GB985和GB986的规定。
关键部位的
2、电动平车焊缝不得有裂纹、气孔、弧坑和夹渣等缺陷。
3、电动平车焊缝咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝单边咬
4、电动平车焊缝上的熔渣和两侧的飞溅物必须清除。
电动平车——电气设备要求
1、电动平车各电气元器件在车上安装应牢固,运行中不得有松动。
2、电动平车车架内配线应穿管,管子与车架必须用管夹紧固。
3、电动平车选用铜芯橡胶绝缘电线应采用截面不小于16mm2的多股线或4mm2的单股线。
4、电动平车电动机及其他电器元件的温升不得超过80℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电动平车轨道验收标准
一、轨道安装位置
1.轨道安装应符合设计要求,固定牢固,拼接平整,运行平稳。
2.轨道安装位置应符合规定,不得侵入设备运行范围。
3.轨道应与电气设备接地装置连接可靠。
二、轨道直线度
1.轨道直线度应符合设计要求,一般要求小于千分之一。
2.轨道实际中心线对基准中心线的位置偏差应小于5毫米。
3.两条轨道相对标高差应小于8毫米。
三、轨道标高
1.轨道标高应符合设计要求,一般要求小于±5毫米。
2.两条轨道相对标高差应小于10毫米。
四、轨道水平度
1.轨道水平度应符合设计要求,一般要求小于千分之一。
2.轨道实际中心线对基准中心线的位置偏差应小于5毫米。
五、轨道跨距
1.轨道跨距应符合设计要求,不得超出允许误差范围。
2.轨道跨距偏差应小于5毫米。
六、轨道接头平整度
1.轨道接头平整度应符合设计要求,不得出现高低不平、缝隙过大等情况。
2.轨道接头平整度偏差应小于1毫米。
七、轨道固定方式
1.轨道固定方式应符合设计要求,采用可靠的固定方式,如地脚螺栓等。
2.轨道与基础的连接必须牢固可靠,不得松动或位移。
3.轨道固定支架或基础必须设置在可靠的地基上,不得出现下沉、倾斜等现象。
八、轨道防撞设施
1.轨道防撞设施应符合设计要求,设置合理可靠的防撞装置,如缓冲器、止动器等。
2.防撞设施必须能够吸收和分散来自平车、叉车等设备的撞击能量,保护设备和人员安全。
3.防撞设施应定期检查和维护,确保其正常运转和有效性。
九、轨道表面处理
1.轨道表面应平整、光滑、无毛刺和裂纹等缺陷。
2.轨道表面应进行防锈处理,涂覆防锈漆等材料,以增强耐久性和防腐性能。
3.在特殊环境下,如高温、低温、腐蚀等环境,应根据需要选择适合的表面处理方式。
4.轨道表面应定期进行检查和维护,发现缺陷应及时进行处理和修复。
5.在使用过程中,应避免对轨道表面造成损伤或刮擦,保持其完好无损。