治具制作申请单
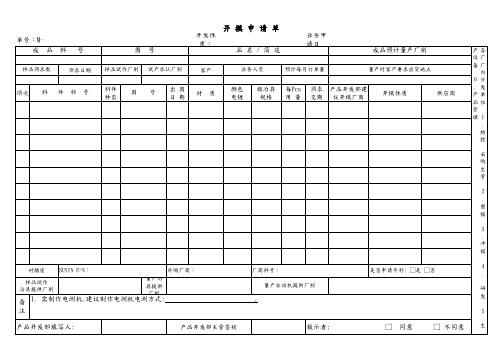
开模申请单样板
图号
开模申请单
开发性
质:
品名/简述
业务申 请日
成品预计量产厂别
样品须求数
须求日期 样品试作厂别 试产承认厂别
客户
业务人员
预计每月订单量
量产时客户要求出货地点
项次 料 件 料 号
料件 种类
图
号
出图开发部建 规格 用 量 交期 议开模厂商
.
裁示者:
4
是否申请专利: □是 □否
.
研 发
□ 同意
5 .
□ 不同意 生
表 单 编 号: FB2 1913
开模性质
供应商
产各 设厂 备厂
内 6分 .发 产单 品位 管 理1
. 物 控
采 购 生 管
2 . 塑 模
3 . 冲 模
对插座 SUYIN P/N:
外购厂商:
样品试作 治具提供厂别
量产治 具提供
厂别
备 1. 需制作电测机,建议制作电测机电测方式:
注
产品开发部填写人:
产品开发部主管签核
厂商料号: 量产自动机提供厂别
模冶具管制程序
1.目的:为规范本公司模、治具的制作、领用、保养、维修等管理,延长模、治具使用寿命,提高作业效率, 保证产品质量,特制定本程序.2.范围:凡本公司所有模、治具均适用之.3.权责:参见作业流程图.4.定义 : 无5.作业内容:5.1作业说明:5.1.1模、治具申请:5.1.1.1若模、治具不能满足生产计划要求须新开模、治具时,由业务部提出模、治具申请表经单位主管审核后呈交副总以上主管核准后,交资材部/采购.5.1.1.2若订单需求要加开模、治具时,由工程部生技评估,并填写“物品申购单”经单位主管审核后,交副总以上主管核准后,交资材部/采购.5.1.1.3若样品须开新模、治具时由工程部生技组填写“物品申购单”,再交副总及以上主管签核后,交资材/采购.5.2.2模、治具订购:5.2.2.1.采购作业见<<采购管制程序>>.5.2.3模、治具验收:5.2.3.1由工程部依图面规格或样板要求验收、确认并填写“模、治具检验报告”.5.2.4入库存档:5.2.4.1验收合格后,由生技课给于编号(每台模、治具均有不同之编号,以便区分(编号原则见<<设施与环境管制程序>>),列入“生产设备一览表”,再置入模具房.5.2.4.2模、治具入库后,入库保养上保养油,并保留末件需建立“模、治具履历卡”,以便维持对其之管制、保养.5.2.5退货:5.2.5.1经验收不合格之模、治具,由工程部直接退回供货商.5.2.6借用:5.2.6.1厂务部依工程图填写“模、治具借用单”(适合注塑模具)向模具房借用相关之模、治具,并负责其使用期间的维护保养.5.2.7变更:5.2.7.1由生技人员来调试模具.并填写“模具变更管制表”.5.2.8保养用维修:5.2.8.1生技部根椐<<设备保养记录表>>相关内容对模具定期(一个月)保养,并详细记录.5.2.8.2当模、治具在使用过程中发生故障,厂务部应填写“报修申请单”,经单位主管签核后交工程部,工程部依实际情况决定内修或外修.并将维修内容及状况记录于“模、治具履历卡”上.5.2.9报废:5.2.9.1对无法维修使用之模、治具,由工程部确认后,填写“报废申请单”交副总及以上主管签核后,给予报废.5.2.10刀模寿命管控5.2.10.1裁线刀片使用寿命规定为90KK.5.2.10.2当裁线刀片超过规定使用寿命时应由生技(或供货商)对刀片切、剥口的锋刃,中心高度,平行度作鉴定,并依据实际裁线效果(切、剥口平齐不伤铜丝)判断该刀片可否继续如属继续使用则应在上线前,特别提醒产线人员注意所生产的产品需符合其产质量.一经发现因刀片使用过久而导致的质量问题时应立即更换新刀片.5.2.10.3铆端刀片使用寿命规定为300K.5.2.10.4当铆端刀片超过规定使用寿命时应有生技对刀片刀口光滑度,中心高度,平行度作鉴定,并依据实际铆端效果(端子无毛边、无变形、易脱离、够拉力)判断该刀片可否继续,如属继续使用则应在上线前特别提醒产线人员注意其产品质量,一经发现因刀片使用过久而导致的质量问题时应立即更换新刀片.5.2.11环境禁用物质确认:品管部对有的新设备,工具,夹具及耗材没使用的时候需要将本公司的成品外发测试,确保没有因为引入而受到环境禁用物质污染.(使用了Cd时,需要验证以往3年,休止期间要加算).对于现有的设备,工具,夹具及耗材一次性做验证测试.并做成所验证的范围的所有设备,工具,夹具及耗材清单.6.参考数据:6.1 设施与环境管制程序 QP-PD-0016.2 采购管制程序 QP-ZC-0017.质量记录:7.1 模、治具检验报告 QR-GC-0067.2模、治具履历卡 QR-GC-0057.3 设备报废申请单 QR-GL-0337.4 物品申购单 QR-GL-0327.5报修申请单 QR-PD-0267.6模具变更管制表 QR-GC-0207.7模、治具使用记录卡 QR-GC-0098.附记事项:提出需求1.使用单位提出需求2.采购根据总经理核准后的单据购买3.管理部进行财产编号.4.仓库依照送贷单点收数量,生技负责验收.5.生技将设备登记入册.6.制造部依工程图面领用相关模、治具.7.建立设备周期保养计划.8.使用单位正常使用.9.生技单位进行保养及维修动作.10.当厂内无法维修时﹐使用单位提请采购联络厂商维修﹐厂外亦无法维修的提请总经理报废。
工装治具管理规范

5.8.4.报废由使用部门提出申请,工程部确认,行政部审批后执行。
5.8.5客户提供之治具,需要报废时由工程部向客户提出申请,客户同意后再进行处理。
5.8.6.生产部每月考核生产部设备、治具使用情况,遗失或人为损坏按照制度实施奖惩。
5.9.治具编号
5.9.1本公司的治具须按照规定的方式进行编号;
5.5 治具的使用及管理
5.5.1治具台帐建立
5.5.1.1使用部门治具工程部建立治具设备台账,记录表格为《工装、治具清单》,台帐每月底核对一次。
5.5.1.2客户提供之治具需在工装、治具清单中备注栏内显示“**客户提供”字样。
5.6治具的使用
5.6.1治具日常保养由使用部门负责保养,要做到外观干净整洁、润滑正常各备件齐全。
5.2.3 工装设计资料的管理,由工程部按规定进行管理。
5.3.3 委外制作及监控 如治具制作已超出本公司治具制作人员的制作能力,由工程部提交采购按《采购管理程序》进行委外制作。
5.4治具验收、验证
5.4.1工装、治具的验收由工程部组织使用部门参与进行测试。
5.4.2工装、治具的验收的同时,要清点附件技术资料和维修配件、填定〈治具、设备验收报告〉,验收完成后将相关技术资料及维修配件由工程部负责保管。
7.5<工装/设备维修保养记录>
5.6.2治具长期未使用时,生产部组织定期检查,原则上每月一次,并作必要的防护。
5.7治具维修
5.7.1治具的维修应由使用部门提出申请,由工程部负责维修。
5.7.2客户提供之治具,需要修理时由工程部联系客户进行处理。
5.8治具设备的报废及遗失。
5.8.报废条件:
5.8.1超过使用年限,无修理价值;
工装治具流程规范

设计人确认治具是NG
相关负责人确认治具是
NG
分析治具NG的原因
设计人和负责人协商改善
NG台具对策方案
找出相关治具制作责任人
治具NG&任人是供应商
通知供应商以及协商治具改善
技术员加工改善治具
方案和完成日期
设计人和相关人员再一次验收治具
治具修复周期2——5天(除特殊外)
治具报废流程
设计人确认治具是否报废
相关负责人确认治具报废
治具再一次修复
分析治具报废的原因
设备部统计治具并统一放置
设计人写治具报废申请单
▼
文员跑治具报废申请单Biblioteka 每季度第一个月清掉报废治具
仅适用于设备部
3治具流程内容如下:
盖红色受控文件印章为受控文件,若印章不是红色则为非受控文件, 请只使用受控文件。
印章
治具申请制作流程
使用人提出申请治具
申请人写申请治具单并提供相关资料
设计人接申请治具单及协商治具制作事宜
设计人绘图
设计人验收治具
治具是否校验
J是
校验治具
文员贴治具编号和环保标签,拍治具相片,登记入库
工装治具流程规范
标题:工装治具流程规范
文件编号:WI-EQT-0245
版本:A0
页数:1/5
生效日期:
制定:EQT审核:批准:
修订履历
版本
修订详情
日期
1目的
1)明确本部门治具流程及管理规范,确保治具符合使用要求,保证本部门工作在公司持续 有效运行;
2)方便新进员工以最快的速度熟悉本部门治具流程;
2适用范围
治具管理规范(含表格)
治具管理规范(ISO9001-2015)1.0目的:有系统地管理和维护本公司各机型的测试治具和组装治具,确保产品质量,提高生产效率.2.0适用范围:适用于本公司所有与产品质量及提高生产效率相关之治具.3.0职责:3.1工程部定期须对治具进行维护。
3.2各使用部门对治具进行使用验收。
4.0管理程序:4.1申请:新机型进行试产后,各使用部门需依据产能列出所需治具清单.并经核准后自制或采购。
4.2验收:由各使用部门对治具进行使用验收。
合格的由工程登录投入使用﹐不合格重新制作或退供应商处理。
4.3登录列管:工程部定期须对治具进行维护,并作好治具维护记录表。
4.4治具之编号:□□□N □□□使用部门 E:M:组装类 N:表治具例:QA-EN-001表示:QC所使用的第1个测试治具PD-MN-017表示:生产部所使用的第17个组装治具4.5定期清点与维护:各使用部门对治具需进行日常7S。
工程部定期(3个月/次)须对治具进行维护,并作好治具维护记录表。
4.6不良送修:对于PE或QE解决不了的不良治具,方能申请维修。
经维修后的治具应依4.2的要求验收﹐并由工程将结果记录于治具维护记录中。
4.7报废:经由使用部门和工程部共同判定不能再使用的治具,方能申请报废。
申请报废的治具须由各权责主管签字后,送交工程部处理,并作好相关记录。
4.8定期检讨、分析及改善:为了适时跟进生产,提高质量与效率,工程部须定期(半年/次)对治具的质效进行分析,并提出改善对策。
4.9治具的寿命管控为了更好管控治具的使用及保养,应建立了《治具履历表》管控,相关治具的使用寿命为50000次以上。
5.0相关表单:5.1《治具申购单》5.2《治具维护记录表》5.3《治具标示卡》5.4《治具登记汇总表》5.5《报废申请单》5.6《治具履历表》治工具检验管制表.xls治工具保管表.xls治工具点检记录表.xls 治工具制作维修申请单.doc治工具验收报告单.doc治工具申请单.doc治工具管理台帐.doc治工具保养记录表.doc。
维修申请单(表格模板、doc格式)

来趟共¥元
回趟共¥元
我司负责
我司负责
维修方负责
维修方负责
总金额
¥元
□已结案□未结案
再发防止
回归标准化(附件)
作成
核准
模具日常点检表
作业标准书
设备日常点检表
制程检验标准书
模具履历表
成品检验标准书
设备履历表
作业标准书
使用本单据请注意是否为最新版本。
权责主管签署处置内容原因紧急对策暂时措施追踪确认维修记录品名型号数量金额维修工时费用人分元分元故障停止工时费用人分元分元交通费来趟共元回趟共元我司负责我司负责维修方负责维修方负责总金额元已结案未结案再发回归标准化附件作成核准模具日常点检表作业标准书本单据流程
维修申请单
保管编号:
速别
最速件
普通件
类别
比天空更宽阔的是人的胸怀”。所以,你性格开朗、活泼可爱,用乐观感染着周围的同学;你尊敬师长,关心集体,学习自觉,尽量做到让家长老师宽心。各科成绩不太拔尖,但平衡。如此可爱的学生,老师希望你能坚定信心,有迎难而上的勇气,争取学习成绩有大的突破。
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!机器设备
厂务
速件
模、治具
设备编号
作成
审查
本单据流程:申请者→→直属主管→→经理→→内外修判定→→登录→→维修者→→设备组确认归档。
核准
(申请者填写)
设备名称
故障发生时间
年月日时分
故障发生地点
希望修复时间
年月日时
图示
故障现象
模治具管理控制规程

模治具管理控制规程1.目的:规范模治具的制作、领用、储存、建档等管制,特制定本规程2.范围:适用于公司模治具的管控3.权责:3.1 版房:负责模治具的制作、储存及档案管理3.2 模切工序:负责模治具使用过程的管理3.3 版房:负责模具回厂后的检验4.规程内容:4.1 模治具属性类别:(1)刀模4.2 模治具制作管制:4.2.1 新模治具(打样、第一次量产、改版):由计划物控(业务)填写【模治具制作申请单】,总经理审批后交技术科;4.2.2 旧模治具损坏或达到使用寿命需重新制作新模治具时,由相关科室组长(模切主管)填写【模治具制作申请单】,总经理审批后交技术科;4.2.3 经审批的【模治具制作申请单】,由工艺工程师负责发出制作通知及跟进模治具的制作(工艺员制图,技术科长确认后外发制作刀模);4.2.4 制作好的模治具由工艺工程师提供标准刀模图及样盒给品质科来料检验员,检验员验收确认合格后一并交资料管理员负责建档管理。
4.3 模治具档案及储存管制:4.3.1 资料管理员(版房)负责模治具的接收记录,并登记在模治具登记台帐上;4.3.2 资料管员(版房)负责把模治具存放在相关资料架上或资料柜内,以便于识别及领用。
4.4 模治具领用及归还管制:4.4.1生产使用人员到资料管理员(版房)处领用模治具,在模治具领用/归还记录表上签名确认;4.4.2使用完后,由领用人员把模治具归还至资料管理员(版房)处,在模治具领用/归还记录表上登记生产数量并签名确认。
4.5 模治具报废管制:4.5.1定期报废:超过使用寿命或经制造科科长(模切主管)确认不合格的模治具,由资料管理员(版房)填写【模治具报废清单】,销售科(业务)确认后报废;4.5.2临时报废:经产品工艺变更的,销售科(业务)填写申请单,资料管理员(版房)填写【模治具报废申请单】,通知模切报废。
模治具损坏造成的模治具报废技术科长(模切主管)填写申请单;资料管理员(版房)填写【模治具报废申请单】;销售科(业务)确认报废。
治具管制办法

二为生产需求治具,主要为方便检测产品尺寸及提高生产效率;三为客户及供应商提供治具,主要为保证在系统组装的组配功能;5.2校验治具:所有针对产品尺寸规格、功能、角度及某些部位的位置特征之检测治具均为校验治具;5.3非校验治具:所有针对产品校正、辅助组装及整体的完整性检测之治具均为非校验治具;6.0作业流程:6.1《治具制作流程图》.(附件一),《客供治具管理流程图》(附件二)、《电测治具制作流程图》。
6.2治具制作申请:6.2.1客户要求制作之治具在接到客户之资讯后经工程评估确认OK后即可制作。
6.2.2厂内生产需求之治具,由各需求使用单位填写《治具制作申请单》(附件三)。
6.2.3客户及供应商提供治具由工程/系统整合部接收,并填写《客户提供治具记录》(附件四),归档保存。
6.3治具可行性评估6.3.1客户要求之治具,由工程主管审核,评估治具制作的可行性,确认OK,将交给工程设计图面,对审核未能通过,工程通知客户并取消制作。
6.3.2厂内生产需求之治具,根据使用单位提供之《治具制作申请单》,由申请部门主管审核,评估治具可行性,确认OK后交生技/系统整合部设计制作,没有通过审核即取消制作。
6.4设计治具图面。
6.4.1客户要求制作治具,经工程主管评审确认OK后,由工程填写《治具制作申请单》,连同相关资料一起交给生技设计制作,对需要外发治具,由生技将相关资料交给总务采购;实物检测治具则由客户或供应商提供。
6.4.2厂内生产需求之治具,生技根据《治具制作申请单》设计制作治具,对需要外发治具,由生技填写《非生产性需求申请单》及相关资料交给总务采购。
6.5治具的制作。
6.5.1生技/系统整合部接到《治具制作通知单》后,根据图面或实物制作治具,制作完成后与使用单位共同确认实用效果。
6.5.2需外发制作之治具,总务采购接到《非生产性需求申请单》后,下单给治具厂商制作,制作完成后交生技初检。
6.5.3对于外发制作之治具,生技需填写《非生产性验收单》,交于采购转交相关单位作为请款之依据。