硬氮化和软氮化工艺等方面的比较
氮化处理方式比较
一、氮化的机理氮化是将工件放入大量活性氮原子的介质中,在一定温度与压力下,把氮原子渗入钢件表面,形成富氮硬化层的热处理。
二、氮化的作用1、氮化能使零件表面有更高的硬度和耐磨性。
例如用38CrMoAlA钢制作的零件经氮化处理后表面的硬度可达HV=950—1200,相当于HRC=65—72,而且氮化后的高强度和高耐磨性保持到500—600℃,不会发生显著的改变。
2、能提高抗疲劳能力。
由于氮化层内形成了更大的压应力,因此在交变载荷作用下,零件表现出具有更高的疲劳极限和较低的缺口敏感性,氮化后工件的疲劳极限可提高15—35%。
3、提高工件抗腐蚀能力,由于氮化使工件表面形成一层致密的、化学稳定性较高的ε相层,在水蒸气中及碱性溶液中具有高的抗腐蚀性,此种氮化法又简单又经济,可以代替镀锌、发蓝,以及其它化学镀层处理。
此外,有些模具经过氮化,不但可以提高耐磨性和抗腐性,还能减少模具与零件的粘合现象,延长模具的工作寿命。
二、氮化的实现方法1、气体氮化气体氮化是将工件放入一个密封空间内,通入氨气,加热到500-580℃保温几个小时到几十个小时。
氨气在400℃以上将发生如下分解反应:2NH3—→3H2+2[N],从而炉内就有大量活性氮原子,活性氮原子[N]被钢表面吸收,并向内部扩散,从而形成了氮化层。
以提高硬度和耐磨性的氮化通常渗氮温度为500—520℃。
停留时间取决于渗氮层所需要的厚度,一般以0.01mm/h计算。
因此为获得0.25—0.65mm的厚度,所需要的时间约为20—60h。
提高渗氮温度,虽然可以加速渗氮过程,但会使氮化物聚集、粗化,从而使零件表面层的硬度降低。
对于提高硬度和耐磨性的氮化,在氮化时必须采用含Mo、A、V等元素的合金钢,如38CrMoAlA、38CrMoAA等钢。
这些钢经氮很后,在氮化层中含有各种合金氮化物,如:AlN、CrN、MoN、VN等。
这些氮化物具有很高的硬度和稳定性,并且均匀弥散地分布于钢中,使钢的氮化层具有很高的硬度和耐磨性。
氮化处理——精选推荐
氮化处理氮化处理⼀、定义氮化[1];渗氮nitrding,nitrogen case hardenin在⼀定温度下⼀定介质中使氮原⼦渗⼊⼯件表层的化学热处理⼯艺。
常见有液体渗氮、⽓体渗氮、离⼦渗氮。
氮化处理⼜称为扩散渗氮。
⽓体渗氮在1923年左右,由德国⼈Fry⾸度研究发展并加以⼯业化。
由于经本法处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐⾼温,其应⽤范围逐渐扩⼤。
例如钻头、螺丝攻、挤压模、压铸模、鍜压机⽤鍜造模、螺杆、连杆、曲轴、吸⽓及排⽓活门及齿轮凸轮等均有使⽤。
⼆、氮化⽤钢简介传统的合⾦钢料中之铝、铬、钒及钼元素对渗氮甚有帮助。
这些元素在渗氮温度中,与初⽣态的氮原⼦接触时,就⽣成安定的氮化物。
尤其是钼元素,不仅作为⽣成氮化物元素,亦作为降低在渗氮温度时所发⽣的脆性。
其他合⾦钢中的元素,如镍、铜、硅、锰等,对渗氮特性并⽆多⼤的帮助。
⼀般⽽⾔,如果钢料中含有⼀种或多种的氮化物⽣成元素,氮化后的效果⽐较良好。
其中铝是最强的氮化物元素,含有0.85~1.5%铝的渗氮结果最佳。
在含铬的铬钢⽽⾔,如果有⾜够的含量,亦可得到很好的效果。
但没有含合⾦的碳钢,因其⽣成的渗氮层很脆,容易剥落,不适合作为渗氮钢。
⼀般常⽤的渗氮钢有六种如下:(1)含铝元素的低合⾦钢(标准渗氮钢)(2)含铬元素的中碳低合⾦钢SAE 4100,4300,5100,6100,8600,8700,9800系。
(3)热作模具钢(含约5%之铬)SAE H11(SKD–61)H12,H13(4)肥粒铁及⿇⽥散铁系不锈钢SAE 400系(5)奥斯⽥铁系不锈钢SAE 300系(6)析出硬化型不锈钢17-4PH,17–7PH,A–286等含铝的标准渗氮钢,在氮化后虽可得到很⾼的硬度及⾼耐磨的表层,但其硬化层亦很脆。
相反的,含铬的低合⾦钢硬度较低,但硬化层即⽐较有韧性,其表⾯亦有相当的耐磨性及耐束⼼性。
因此选⽤材料时,宜注意材料之特征,充分利⽤其优点,俾符合零件之功能。
氮化处理的工艺
氮化包括气体氮化、辉光离子氮化与软氮化,软氮化就是一种通俗的叫法,严格的讲,软氮化就是一种以渗氮为主的低温氮碳共渗,主要特点就是渗速快(2-4h),但渗层薄(一般在0、4以下),渗层梯度陡,硬度并不低,如果就是液体氮化,硬度甚至略高于气体氮化。
气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点就是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。
辉光离子氮化有气体氮化的优点,在0、4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点就是成本略高,对形状复杂或带长孔的工件效果不好。
变形方面应该就是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样氮化包括气体氮化、辉光离子氮化与软氮化,软氮化就是一种通俗的叫法,严格的讲,软氮化就是一种以渗氮为主的低温氮碳共渗,主要特点就是渗速快(2-4h),但渗层薄(一般在0、4以下),渗层梯度陡,硬度并不低,如果就是液体氮化,硬度甚至略高于气体氮化。
气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点就是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。
辉光离子氮化有气体氮化的优点,在0、4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点就是成本略高,对形状复杂或带长孔的工件效果不好。
变形方面应该就是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样。
软氮化实质上就是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。
1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。
目前国内生产中应用最广泛的就是气体软氮化。
气体软氮化就是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气与三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。
碳氮共渗和硬氮化
碳氮共渗和硬氮化
碳氮共渗和硬氮化是两种不同的金属表面处理技术,区别如下:1、处理工艺不同。
碳氮共渗是向钢的表层同时渗入碳和氮的过程,以渗碳为主同时渗入氮的化学热处理工艺;硬氮化是向金属表面渗入氮原子的过程,是使金属表面获得一层致密的氮化物薄膜的化学热处理工艺。
2、处理温度不同。
碳氮共渗的温度最高,一般为560~570℃;硬氮化的温度较低,一般为500~520℃。
3、处理时间不同。
碳氮共渗的时间一般为2~3小时;硬氮化的时间一般为12至15小时。
4、应用不同。
碳氮共渗应用于模具零件表层;硬氮化应用于高速钢刀具、精密磨具、量具及某些耐磨零件的表面强化处理。
硬氮化和软氮化的区别概念
氮化白亮层硬氮化表面白层不可避免地出现ε多相化合物层(Fe2--3N),脆性大,所以氮化后需将此层磨削去掉软氮化表面的多相化合物白层中没有硬氮化白层中高脆性的Fe2N。
通常白层中的Fe3N与Fe4N约占80%、碳化物约占20%。
该化合物白层即为抗磨层。
所以软氮化必须获得一定白亮层才算合格。
两者氮化的用处一般氮化应用于载荷大,接触疲劳相对要求高的工件,强调深层深度。
而软氮化的作用就是渗速快,一般用于载荷小的工件,渗层要求浅。
两者氮化概念1,硬氮化:学名‘渗氮’,也有人称为常规氮化。
渗入钢表面的是单一的‘氮’元素,在方法上有气体法和离子法等。
对于结构零件通常选用的钢种为含铬、钼、钛、铝等合金元素的专用钢,也有在其它钢种上进行渗氮的,例如不锈钢、模具钢等。
渗氮处理的温度通常在480~540℃范围(既要保持工件的心部的调质硬度又要使渗氮层的硬度达到要求值),处理的时间按照要求深度不同,一般为15~70小时,甚至更长。
渗氮的着眼点是希望获得较深厚度(0.1~0.65mm,也有要求更深一些的)具有高硬度的呈弥散状的合金氮化物层(即扩散层),对于出现外表层的化合物层(白亮层)则希望尽可能的浅簿,甚至希望没有。
2,软氮化:学名‘氮碳共渗’,早期把苏联(俄罗斯)的液体法翻译为‘低温氰化’。
现在国内流行的有气体法、无(低)毒液体法和离子法。
渗入钢表面的元素以‘氮’为主,同时添加了‘碳’。
碳的加入使表面化合物层(白亮层)的形成和性能得到某些甚至是明显的改善。
这里要强调一下,和渗氮不同的地方是:氮碳共渗的着眼点是希望获得一定厚度(一般为10~20μm,也有要求20μm以上的,目前实验室里据称在碳素钢上曾经达到的厚度为110μm)硬度高、脆性小、没有或很少疏松等性能优良的白亮层,至于次表面的扩散层,按照钢种和使用要求不同虽然有时需要作某些调整,但处于次要地位了。
氮碳共渗的适用广泛,几乎覆盖所有常用钢种和铸铁。
以碳素钢为例,按照氮碳共渗处理的温度分为铁索体氮碳共渗(520~590℃)和奥氏体氮碳共渗(600~720℃),处理的时间一般为2~6小时,前者获得的白亮层为铁氮化合物,后者快冷后在铁氮化合物层的下面还有一层含氮奥氏体+马氏体层(5~12μm)。
硬氮化和软氮化的区别概念
硬氮化和软氮化的区别概念氮化白亮层硬氮化表面白层不可避免地出现ε多相化合物层(Fe2--3N),脆性大,所以氮化后需将此层磨削去掉软氮化表面的多相化合物白层中没有硬氮化白层中高脆性的Fe2N。
通常白层中的Fe3N与Fe4N约占80%、碳化物约占20%。
该化合物白层即为抗磨层。
所以软氮化必须获得一定白亮层才算合格。
两者氮化的用处一般氮化应用于载荷大,接触疲劳相对要求高的工件,强调深层深度。
而软氮化的作用就是渗速快,一般用于载荷小的工件,渗层要求浅。
两者氮化概念1,硬氮化:学名‘渗氮’,也有人称为常规氮化。
渗入钢表面的是单一的‘氮’元素,在方法上有气体法和离子法等。
对于结构零件通常选用的钢种为含铬、钼、钛、铝等合金元素的专用钢,也有在其它钢种上进行渗氮的,例如不锈钢、模具钢等。
渗氮处理的温度通常在480,540?范围(既要保持工件的心部的调质硬度又要使渗氮层的硬度达到要求值),处理的时间按照要求深度不同,一般为15,70小时,甚至更长。
渗氮的着眼点是希望获得较深厚度(0.1,0.65mm,也有要求更深一些的)具有高硬度的呈弥散状的合金氮化物层(即扩散层),对于出现外表层的化合物层(白亮层)则希望尽可能的浅簿,甚至希望没有。
2,软氮化:学名‘氮碳共渗’,早期把苏联(俄罗斯)的液体法翻译为‘低温氰化’。
现在国内流行的有气体法、无(低)毒液体法和离子法。
渗入钢表面的元素以‘氮’为主,同时添加了‘碳’。
碳的加入使表面化合物层(白亮层)的形成和性能得到某些甚至是明显的改善。
这里要强调一下,和渗氮不同的地方是:氮碳共渗的着眼点是希望获得一定厚度(一般为10,20μm,也有要求20μm以上的,目前实验室里据称在碳素钢上曾经达到的厚度为110μm)硬度高、脆性小、没有或很少疏松等性能优良的白亮层,至于次表面的扩散层,按照钢种和使用要求不同虽然有时需要作某些调整,但处于次要地位了。
氮碳共渗的适用广泛,几乎覆盖所有常用钢种和铸铁。
机械加工常见热处理工艺

渗碳渗碳热处理渗碳:是对金属表面处理的一种,采用渗碳的多为低碳钢或低合金钢,具体方法是将工件置入具有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分。
相似的还有低温渗氮处理。
这是金属材料常见的一种热处理工艺,它可以使渗过碳的工件表面获得很高的硬度,提高其耐磨程度。
概述渗碳(carburizing/carburization)是指使碳原子渗入到钢表面层的过程。
也是使低碳钢的工件具有高碳钢的表面层,再经过淬火和低温回火,使工件的表面层具有高硬度和耐磨性,而工件的中心部分仍然保持着低碳钢的韧性和塑性。
渗碳工件的材料一般为低碳钢或低碳合金钢(含碳量小于0.25%)。
渗碳后﹐钢件表面的化学成分可接近高碳钢。
工件渗碳后还要经过淬火﹐以得到高的表面硬度﹑高的耐磨性和疲劳强度﹐并保持心部有低碳钢淬火后的强韧性﹐使工件能承受冲击载荷。
渗碳工艺广泛用于飞机﹑汽车和拖拉机等的机械零件﹐如齿轮﹑轴﹑凸轮轴等。
渗碳工艺在中国可以上溯到2000年以前。
最早是用固体渗碳介质渗碳。
液体和气体渗碳是在20世纪出现并得到广泛应用的。
美国在20年代开始采用转筒炉进行气体渗碳。
30年代﹐连续式气体渗碳炉开始在工业上应用。
60年代高温(960~1100℃)气体渗碳得到发展。
至70年代﹐出现了真空渗碳和离子渗碳。
分类按含碳介质的不同﹐渗碳可分为气体渗碳、固体渗碳﹑液体渗碳﹑和碳氮共渗(氰化)。
气体渗碳是将工件装入密闭的渗碳炉内,通入气体渗剂(甲烷、乙烷等)或液体渗剂(煤油或苯、酒精、丙酮等),在高温下分解出活性碳原子,渗入工件表面,以获得高碳表面层的一种渗碳操作工艺。
固体渗碳是将工件和固体渗碳剂(木炭加促进剂组成)一起装在密闭的渗碳箱中,将箱放入加热炉中加热到渗碳温度,并保温一定时间,使活性碳原子渗人工件表面的一种最早的渗碳方法。
液体渗碳是利用液体介质进行渗碳,常用的液体渗碳介质有:碳化硅,―603‖渗碳剂等。
硬氮化和软氮化工艺等方面的比较
硬氮化和软氮化工艺等方面的比较我在外工作多年,在工作中经常会遇到客户送来的产品需要氮化处理。
但当我们问到是氮化或软氮化时,他们就不知到了。
因为他们都是机械设计方面的技术人员,对热处理知识了解的不是太多。
所以,我们就得耐心的给他们讲解氮化和软氮化的区别和性能,包括生产成本等等。
所以,有必要将氮化和软氮化的工艺特点及主要应用范围进行了整理,供机械设计方面的工程技术人员在产品设计过程中参考。
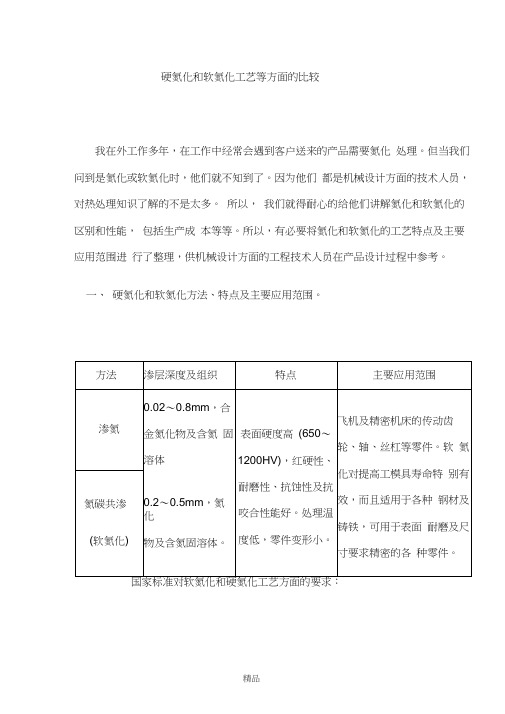
一、硬氮化和软氮化方法、特点及主要应用范围。
国家标准对软氮化和硬氮化工艺方面的要求:1、GB/T18177-2000《钢的气体渗氮》(硬氮化)根据不同的渗层有多种工艺供选择。
2、⑴JB/T4155-1999《气体氮碳共渗》(软氮化)一般只有一个工艺范围供选择,常用的共渗温度为540-570℃,保温2-4H,处理过程要注意炉温波动及渗剂的加入量;工件进炉后,排气速度宜快,升温速度要控制,必要时可采取预热措施。
⑵对表面色泽有要求的工件,在升温阶段及共渗后冷却过程中,必须在渗氮气氛或其它保护气氛中进行。
三、检测方面:1、GB/T18177-2000《钢的气体渗氮》中检验方法中规定:⑴裂纹、开裂等可用肉眼判别,也可采用磁粉或渗透探伤等方法鉴别。
⑵表面硬度检验:根据产品要求以及渗层深度采用不同的负荷。
⑶渗层脆性检验:共5 级,一般零件1-3级合格,重要零件1-2级合格。
⑷渗氮层疏松检验:共5 级,一般零件1-3级合格,重要零件1-2级合格。
⑸渗氮扩散层中氮化物检验:共5 级,一般零件1-3级合格,重要零件1-2 级合格。
2、JB/T4155-1999《气体氮碳共渗》(软氮化)中检验方法中规定:⑴表面硬度及渗层深度见下表气体氮碳共渗后的表面硬度和渗层深度⑵化合物疏松层是其必检项目。
共5 级,一般零件1-3级合格,重要零件1-2 级合格。
四、软氮化和硬氮化之间的比较:1、渗层组织:软氮化后的渗层组织与气体氮化相似,由化合物层和扩散层组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬氮化和软氮化工艺等方面的比较
我在外工作多年,在工作中经常会遇到客户送来的产品需要氮化处理。
但当我们问到是氮化或软氮化时,他们就不知到了。
因为他们都是机械设计方面的技术人员,对热处理知识了解的不是太多。
所以,我们就得耐心的给他们讲解氮化和软氮化的区别和性能,包括生产成本等等。
所以,有必要将氮化和软氮化的工艺特点及主要应用范围进行了整理,供机械设计方面的工程技术人员在产品设计过程中参考。
一、硬氮化和软氮化方法、特点及主要应用范围。
二、国家标准对软氮化和硬氮化工艺方面的要求:
1、GB/T18177-2000《钢的气体渗氮》(硬氮化)根据不同的渗层有多种工艺供选择。
2、⑴JB/T4155-1999《气体氮碳共渗》(软氮化)一般只有一个工艺范围供选择,常用的共渗温度为540-570℃,保温2-4H,处理过程要注意炉温波动及渗剂的加入量;工件进炉后,排气速度宜快,升温速度要控制,必要时可采取预热措施。
⑵对表面色泽有要求的工件,在升温阶段及共渗后冷却过程中,必须在渗氮气氛或其它保护气氛中进行。
三、检测方面:
1、GB/T18177-2000《钢的气体渗氮》中检验方法中规定:
⑴裂纹、开裂等可用肉眼判别,也可采用磁粉或渗透探伤等方法鉴别。
⑵表面硬度检验:根据产品要求以及渗层深度采用不同的负荷。
⑶渗层脆性检验:共5级,一般零件1-3级合格,重要零件1-2
级合格。
⑷渗氮层疏松检验:共5级,一般零件1-3级合格,重要零件1-2级合格。
⑸渗氮扩散层中氮化物检验:共5级,一般零件1-3级合格,重要零件1-2级合格。
2、JB/T4155-1999《气体氮碳共渗》(软氮化)中检验方法中规定:
⑴表面硬度及渗层深度见下表
气体氮碳共渗后的表面硬度和渗层深度
⑵化合物疏松层是其必检项目。
共5级,一般零件1-3级合格,重要零件1-2级合格。
四、软氮化和硬氮化之间的比较:
1、渗层组织:软氮化后的渗层组织与气体氮化相似,由化合物层和扩散层组成。
但由于软氮化表面层中没有ξ相,即渗层中的化合物层不是Fe2N,而是含有一定量碳的Fe3N,这种化合物的脆性较小,故一般软氮化的化合物层韧性较好(这也是标准中不检验脆性的原因)。
所以,渗层脆性较小。
次层是含氮的扩散层。
合金钢渗层中还有合金氮化物,其性质较稳定,但渗层较碳钢浅。
2、软氮化后的表面硬度与气体氮化相接近。
对碳钢来说,可获得较高的表面硬度。
3、耐磨性:软氮化能显著提高零件的耐磨性,为不仅由于氮化物本身具有高的硬度和耐磨性,而且软氮化使表面摩擦系数大幅度下降。
软氮化渗层还具有良好的抗咬合能力。
4、软氮化可以大大提高零件的疲劳强度,这是由于固溶强化与表层压应力的作用。
一般可提高60-80%,低合金钢可提高30-50%,铸铁提高20-60%。
5、由于活性碳原子的存在对氮化起着催渗作用,从而使软氮化速度比气体氮化大为提高,但软氮化在1-3小时内增加最快,超过6小时渗层深度增加极微。
表面硬度也在2-3小时内出现最大值。
所以软氮化时间一般采用2-3小时。
6、一般软氮化都采用快冷的方式冷却(一般油冷),而且快冷和缓慢冷却对于碳钢及低合金钢来说,两者都要相差10HRC左右。
所以,软氮化快冷较好,但变形大。
7、气体软氮化的不足之处是渗层较薄,硬度梯度比较陡,不宜在重载条件下工作。
但对一些不承受大载荷不需要抗疲劳、耐磨、抗咬合的零件,软氮化的效果十分显著。