齿轮磨床技术参数(内圆磨)
齿轮磨床技术参数(内圆磨)(可编辑)
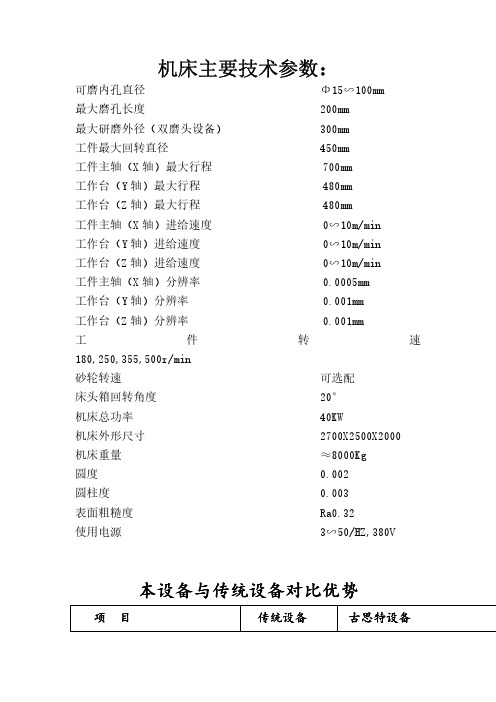
机床主要技术参数:可磨内孔直径Φ15∽100mm最大磨孔长度200mm最大研磨外径(双磨头设备)300mm工件最大回转直径450mm工件主轴(X轴)最大行程700mm工作台(Y轴)最大行程480mm工作台(Z轴)最大行程480mm工件主轴(X轴)进给速度0∽10m/min工作台(Y轴)进给速度0∽10m/min工作台(Z轴)进给速度0∽10m/min工件主轴(X轴)分辨率0.0005mm工作台(Y轴)分辨率0.001mm工作台(Z轴)分辨率0.001mm工件转速180,250,355,500r/min砂轮转速可选配床头箱回转角度20°机床总功率40KW机床外形尺寸2700X2500X2000机床重量≈8000Kg圆度0.002圆柱度0.003表面粗糙度Ra0.32使用电源3∽50/HZ,380V本设备与传统设备对比优势项目传统设备古思特设备车削功能无有一次装夹完成端面内孔加工不能能加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小劳动强度高低用工量大小同样产能使用面积大小原理简介机床机床原理简介本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余削,端面直接车到要求尺寸量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,量,然后用砂轮进行磨削。
这样既能提高产品加工的效率又能满足产品使用时内孔要求磨削纹路又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的再磨端面或者在别的车床上涨内孔车端面端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内端面磨床进行端面磨削孔,一次装夹完成一个端面和内孔的加工一次装夹完成一个端面和内孔的加工。
由于精磨余量很件休整一次,,小,砂轮不需要每个产品休整砂轮不需要每个产品休整,,可以间隔10-20件休整一次具体视产品有所变化。
磨床种类介绍

头架
工作台
内圆磨具 砂轮架 横向进给机构 尾座
床 身
横向进给手柄 脚踏操作板
万能外圆磨床外观图
磨削外圆Байду номын сангаас面
扳转工作台磨削长圆锥面
扳转砂轮架磨削短圆锥面
扳转头架磨削内圆锥面
M1432A型万能外圆磨床典型加工示意图
卧轴矩台式磨床
立轴圆台式磨床
1、外圆磨床
主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯轴 的轴肩和端面,可获得IT6-IT7及精度Ra在1.25-0.08μm之间。
外圆磨床的主要类型有:普通外圆磨床、万能外 圆磨床,无心外圆磨床、宽砂轮外圆磨床和 端面外 圆磨床等 。主参数: 最大磨削直径。
万能型外圆磨床加工各种典型表面时,机床各部 件的相对位置关系和所需要的各种运动:
磨床种类介绍
磨床是用磨料磨具(砂轮,砂带,油石和研 磨料)为工具进行切削加工的机床。广泛用 于零件的精加工,尤其是淬硬钢件,高硬度 特殊材料及非金属材料(如陶瓷)的精加工。
磨床种类很多,其主要类型有:外圆磨床, 内圆磨床,平面磨床,工具磨床,刀具和刃 具磨床及各种专门化磨床.如曲轴磨床、凸 轮磨床、齿轮磨床、螺纹磨床等。。此外 还有珩磨机,研磨机和超精加工机床等。
磨床型号的含义说明

磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG713 2、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M83 12、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200mm,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
齿轮机床参数(表)
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
磨削加工技术解读

五、磨床
磨床是用磨料磨具(砂轮,砂带,油石和研 磨料)为工具进行切削加工的机床。广泛用 于零件的精加工,尤其是淬硬钢件,高硬度 特殊材料及非金属材料(如陶瓷)的精加工。
磨床种类很多,其主要类型有:外圆磨床, 内圆磨床,平面磨床,工具磨床,刀具和刃 具磨床及各种专门化磨床.如曲轴磨床、凸 轮磨床、齿轮磨床、螺纹磨床等。。此外 还有珩磨机,研磨机和超精加工机床等。
磨料
磨粒 微粉<63μm
磨粒粒度号越大越细, 微粉粒度号越小越细。
2. 砂轮的特性及选择
3)磨料粒度
取决于加工表面的粗糙度的要求
选择原则:
加工表面粗糙度值越大 →选用越粗的磨料 加工表面粗糙度值越小 →选用越细的磨料 砂轮速度高或与工件接触面大时用粗磨料 磨软材料用粗磨料,磨硬材料用细磨料
2. 砂轮的特性及选用
(。2)磨削加工范围广 各种表面:内外圆表面、圆锥面、平面、齿面、螺旋面 各种材料:普通塑性材料、铸件等脆材、淬硬钢、硬质
合金、宝石等高硬度难切削材料。
(3)磨削速度高、耗能多,切削效率低,磨削温度 高,工件表面易产生烧伤、残余应力等缺陷。
(4)砂轮有一定的自锐性。
磨削加工
• 磨削是一种精加工方法。 • 可加工高硬度材料。 • 可加工各种表面。
磨外圆砂轮的旋转运动N砂;磨内孔砂轮的旋转 运动N内;工件旋转运动N周;工件纵向往复运动F 纵;砂轮横向进给运动f横(往复纵磨时是周期的间 歇运动;切入磨削时 是连续进给运动)。此外,机 床还有两个辅助运动:砂轮架的横向快速进退运动; 尾架套筒的伸缩移动。
头架
工作台
内圆磨具 砂轮架 横向进给机构 尾座
1、外圆磨床
主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯轴 的轴肩和端面,可获得IT6-IT7及精度Ra在1.25-0.08μm之间。
磨床基本知识

边司零件部磨床基础知识讲座
无心外圆磨削
无心外圆磨削的方法: 1、通磨法
2、切入磨削法 3、强迫贯穿磨削法
边司零件部磨床基础知识讲座
无心磨削圆度误差的产生及解决方法
1、产生奇数棱圆时增加 工件中心高,产生偶数 棱圆时降低工件中心高 2、选择硬度较软的砂 2、砂轮太硬 轮,以增加砂轮的自锐 性,减少磨削力。 3、重新修整导轮,修整 3、导轮修整不好 时需适当减小金刚石笔 的偏移量和回转角度。 4、磨削轮不平衡 重新平衡和修整磨削轮 5、工件毛坯余量太大 增加磨削次数 6、切削液不充分,工件 6、使切削液充分,以减 发生热变形。 小磨削区域的磨削热。 1、工件中心高度不适 当,产生棱形。
磨床的润滑和保养
磨床润滑的目的:减少磨床 摩擦面和机构传动副的磨损,使 传动平稳,并提高机构工作的灵 敏度和可靠度。 磨床润滑的基本要求:定 点、定质、定量、定期和定人 即五定。
边司零件部磨床基础知识讲座
磨床的润滑和保养
磨床设备保养的基本要求: 整齐、清洁、润滑、安全。 保养必须做到“三 好”、“四会”:即管 好、用好、维修好。会 使用、会保养、会检查、 会排除一般的小故障。
头架主轴转速 :6级26、52、90、130、180 、260r/min
工作台纵向移动速度(液压无级变速):0.1-4 m/min 磨削工件最大重量 : 150kg 砂轮线速度: 35m/s
边司零件部磨床基础知识讲座
外圆磨削
外圆磨削方法: 纵向磨削法、切 入磨削法、分段 磨削法和深切缓 进磨削法。
无 心 磨
无心磨机床布局
无心磨床的外形如上图1-7, 砂轮架3固定 在床身1的左边,砂轮主轴由装在床身内的电动机经 带传动作高速旋转。导轮架装在床身右边的滑板9上, 它由转动体5和座架6组成。转动体可在垂直平面内 相对 座架转动,使装在其上的导轮主轴相对水平线偏 转加工所需的角度。导轮可有级或无级变速,其传动 装置在座架内。利用快速进 给手柄7,可使滑板9 连同导轮架和工件托架沿底座8的燕尾导轨移动,实 现横向运动。 对周向不连续的表面(如有键槽)或外圆和内 孔的同轴度要求很高的表面,不宜在无心磨床上加工 。
砂轮明细与选择应用

砂轮明细表常用砂轮规格列表砂轮规格多样,因使用而异,因此以下所列规格为国标范围内的列举,可根据客户需要定做产品. 部分砂轮常用规格对照表(单位:mm) 砂轮外径(D) 砂轮厚度(H) 砂轮孔径(d) 4 3(1/8英寸) 3(1/8英寸) 6 5(3/16英寸) 6(1/4英寸) 8 6(1/4英寸) 10(3/8英寸) 10 &n外圆磨床与外圆磨砂轮外圆磨床,磨床中的一种,适用于磨削各种中小型零件的圆柱或圆锥形外圆,特别适用于电动工具、摩托车、工业缝纫机、精密仪器等轴类零件的加工。
外圆磨床所对应的砂轮称为外圆磨砂轮。
砂轮外径有400mm,450mm,500mm,600mm,750mm等,砂轮厚度有40mm,50mm,63mm,75mm,100mm,200mm等,孔径有127mm,203mm,305mm等。
内圆磨床与内圆磨床砂轮内圆磨床与内圆磨床砂轮:是磨床类型中的一个品种。
这种内圆磨床主要用于磨削产品的内圆孔,其中内圆孔的形状有带锥形、球形、半球形等,(包扩通孔、盲孔)和小于60°的圆锥孔,内圆磨床中的内圆磨床砂轮所用的砂轮有锥形、球形、半球形、圆柱形等形状,在实际生产中,该内圆磨砂轮,因很多品种和规格是根据客户所需要而定的,所以,这种砂轮的规格就特别多,例如:20*20*6、25*25*6、30*30*6-10。
35*30*8-10、40*40*10-13、直至80*60*20等,内圆磨床砂轮削砂轮的选择要点:应根据不同的工件尺寸选用不同的砂轮,并尽可能选大些;平面砂轮平面砂轮:平面砂轮是砂轮中的一种,因砂轮两个平面面为平面,故称平面砂轮,生产这种砂轮的材料有多种,主要用于磨削工件的平面而得名,砂轮粒度偏粗的可用于一般的粗磨加工,加工速度快,但比较粗糙。
平面砂轮粒度偏细的主要是用于精磨和超精磨的加工,加工速度慢但加工的工件光洁度高,精确度也高。
同类产品有平面砂轮-白刚玉、平面砂轮-微晶刚玉、平面砂轮-绿碳、平面砂轮-黑碳、平面砂轮-铬刚玉等。
砂轮的选择

砂轮明细表常用砂轮规格列表砂轮规格多样,因使用而异,因此以下所列规格为国标范围内的列举,可根据客户需要定做产品. 部分砂轮常用规格对照表(单位:mm) 砂轮外径(D) 砂轮厚度(H) 砂轮孔径(d) 4 3(1/8英寸) 3(1/8英寸) 6 5(3/16英寸) 6(1/4英寸) 8 6(1/4英寸) 10(3/8英寸) 10 &n外圆磨床与外圆磨砂轮外圆磨床,磨床中的一种,适用于磨削各种中小型零件的圆柱或圆锥形外圆,特别适用于电动工具、摩托车、工业缝纫机、精密仪器等轴类零件的加工。
外圆磨床所对应的砂轮称为外圆磨砂轮。
砂轮外径有400mm,450mm,500mm,600mm,750mm等,砂轮厚度有40mm,50mm,63mm,75mm,100mm,200mm等,孔径有127mm,203mm,305mm等。
内圆磨床与内圆磨床砂轮内圆磨床与内圆磨床砂轮:是磨床类型中的一个品种。
这种内圆磨床主要用于磨削产品的内圆孔,其中内圆孔的形状有带锥形、球形、半球形等,(包扩通孔、盲孔)和小于60°的圆锥孔,内圆磨床中的内圆磨床砂轮所用的砂轮有锥形、球形、半球形、圆柱形等形状,在实际生产中,该内圆磨砂轮,因很多品种和规格是根据客户所需要而定的,所以,这种砂轮的规格就特别多,例如:20*20*6、25*25*6、30*30*6-10。
35*30*8-10、40*40*10-13、直至80*60*20等,内圆磨床砂轮削砂轮的选择要点:应根据不同的工件尺寸选用不同的砂轮,并尽可能选大些;平面砂轮平面砂轮:平面砂轮是砂轮中的一种,因砂轮两个平面面为平面,故称平面砂轮,生产这种砂轮的材料有多种,主要用于磨削工件的平面而得名,砂轮粒度偏粗的可用于一般的粗磨加工,加工速度快,但比较粗糙。
平面砂轮粒度偏细的主要是用于精磨和超精磨的加工,加工速度慢但加工的工件光洁度高,精确度也高。
同类产品有平面砂轮-白刚玉、平面砂轮-微晶刚玉、平面砂轮-绿碳、平面砂轮-黑碳、平面砂轮-铬刚玉等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床主要技术参数:
可磨内孔直径Φ15∽100mm
最大磨孔长度200mm
最大研磨外径(双磨头设备)300mm
工件最大回转直径450mm
工件主轴(X轴)最大行程700mm
工作台(Y轴)最大行程480mm
工作台(Z轴)最大行程480mm
工件主轴(X轴)进给速度0∽10m/min
工作台(Y轴)进给速度0∽10m/min
工作台(Z轴)进给速度0∽10m/min
工件主轴(X轴)分辨率0.0005mm
工作台(Y轴)分辨率0.001mm
工作台(Z轴)分辨率0.001mm
工件转速180,250,355,500r/min
砂轮转速可选配
床头箱回转角度20°
机床总功率40KW
机床外形尺寸2700X2500X2000
机床重量≈8000Kg
圆度0.002
圆柱度0.003
表面粗糙度Ra0.32
使用电源3∽50/HZ,380V
本设备与传统设备对比优势项目传统设备古思特设备
车削功能无有
一次装夹完成端面内孔加工不能能
加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小
劳动强度高低
用工量大小
同样产能使用面积大小
原理简介
机床
机床原理简介
本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余
削,端面直接车到要求尺寸
量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,
量,然后用砂轮进行磨削。
这样既能提高产品加工的效率
又能满足产品使用时内孔要求磨削纹路
又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目
的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔
的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,
再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的
再磨端面或者在别的车床上涨内孔车端面
端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内
端面磨床进行端面磨削
孔,一次装夹完成一个端面和内孔的加工
一次装夹完成一个端面和内孔的加工。
由于精磨余量很
件休整一次,,
小,砂轮不需要每个产品休整
砂轮不需要每个产品休整,,可以间隔10-20件休整一次
具体视产品有所变化。
既节约时间又节约人力
既节约时间又节约人力,,同时节省耗
具体视产品有所变化
如果不了解可以咨询官方看看
材及产地面积。
材及产地面积。
如果不了解可以咨询。