锥形辊穿孔机的工作原理和特点
穿孔机工作原理

穿孔机工作原理穿孔机是一种常见的办公设备,用于在纸张、卡片或其他材料上制作孔洞,以便于文件整理、装订或分类。
穿孔机工作原理简单而有效,下面我们来详细了解一下。
首先,穿孔机通常由一个固定的底座和一个移动的穿孔头组成。
穿孔头上通常装有多个尖锐的钢针,这些针头的数量和排列方式因机型而异。
当用户按下穿孔机的手柄或按钮时,穿孔头会向下移动,针头与底座上的孔洞对齐,然后针头迅速穿透材料表面,完成穿孔操作。
其次,穿孔机的工作原理基于力学原理。
通过手动或电动的方式,用户向穿孔机施加压力,使得穿孔头上的针头能够克服材料的抗压强度,穿透材料表面。
在这个过程中,穿孔头的设计和材质起到了至关重要的作用,它们需要足够坚固和尖锐,以确保穿孔的准确性和效率。
另外,穿孔机的工作原理还与材料的性质和厚度有关。
不同的材料需要不同类型和尺寸的穿孔机来完成穿孔操作。
一般来说,纸张、塑料和薄金属可以使用普通的穿孔机,而厚重的材料可能需要更强大的穿孔机或者特殊设计的穿孔头。
此外,穿孔机的工作原理还涉及到穿孔的方式和排列。
除了常见的单孔穿孔机,还有多孔穿孔机和特殊排列的穿孔机,它们可以在材料上制作不同形状和排列方式的孔洞,以满足用户不同的需求。
总的来说,穿孔机的工作原理是基于力学原理和材料特性的,通过穿孔头上的针头对材料施加压力,克服材料的抗压强度,完成穿孔操作。
不同类型和尺寸的穿孔机可以适用于不同的材料和需求,用户在选择和使用穿孔机时需要考虑这些因素,以确保穿孔操作的准确性和效率。
在日常办公中,穿孔机是一种非常实用的办公设备,它的工作原理简单而可靠,能够有效提高文件整理和管理的效率。
希望通过本文的介绍,您能对穿孔机的工作原理有更深入的了解,为您的办公生活带来便利。
穿孔机工作原理
穿孔机工作原理
穿孔机是一种用于穿孔、打孔或打眼的机械设备,其工作原理如下:
1. 电动驱动:穿孔机通常采用电动机作为动力源。
电动机通过电能转换为机械能,驱动机器的运动。
2. 传动系统:电动机的动力通过传动系统传递给穿孔机的工作部件。
通常采用齿轮、皮带或链条的传动装置,将驱动力传递给工作部件。
3. 工作部件:穿孔机的工作部件通常是一个尖锐的金属或硬质合金刀具。
其形状、尺寸和数量根据所需打孔的规格和要求而定,可以是单个或多个刀具。
4. 打孔过程:电动机带动工作部件旋转或上下移动,使刀具与被穿孔材料接触并施加力量。
刀具的旋转或移动帮助切削、压入或拉伸被穿孔材料,从而形成孔洞。
5. 控制系统:穿孔机通常配备一个控制系统,用于控制机器的运行和操作。
操作者可以通过操纵按钮、开关或脚踏板控制机器的起停、速度和方向等参数。
需要注意的是,穿孔机工作原理的具体细节可能因不同的机型和设计而有所差异。
此外,为了确保操作安全和穿孔质量,使用穿孔机时应按照操作说明和安全规范进行操作。
狄塞尔穿孔机和锥形辊穿孔机介绍

狄塞尔穿孔机和锥形辊穿孔机介绍
狄塞尔穿孔机
狄塞尔于20世纪20年代在研究改进斜轧穿孔工艺时,提出了采用高速回转导盘的斜轧延伸机理论,并于1932年在美国建成投产了第一台狄塞尔轧管机。
其主要特征是采用驱动的大导盘,当大导盘应用于穿孔机时,轧辊仍是斯蒂弗尔的桶形辊,人们将这种穿孔机称为“狄塞尔穿孔机”。
锥形辊穿孔机
锥形辊穿孔机的工艺约于1899年由斯蒂弗尔提出,首先用于美国。
这种穿孔机的轧辊表面速度和金属在穿孔过程中增加的流动速度相一致,从而可以减少作用在毛管上的切应力,具有能耗小、毛管内外表面光洁、壁厚均匀、可轧制各种合金和难变形钢等优点。
但老式的锥形辊穿孔机,轧辊为悬臂结构,喂入角不可调,因此没有得到发展和推广应用。
到20世纪70年代初即1971年前苏联将单支撑改为双支撑结构后,又得以复兴,在前苏联先后建了3台。
以后日本住友公司对此进行了研究,申请了专利并用于其海南厂阪Φ114mm半限动连轧管机组,从此名声大噪,被世人公认为是一种优点较多的穿孔机。
锥形辊穿孔机在结构上与一般二辊穿孔机基本相同,但轧辊由两个同向的截锥体构成。
轧辊对轧制线的倾斜角除了喂入角外,还有辗轧角,如图1所示。
图1
锥形辊穿孔机可根据需要,配备导板或导盘。
关键词-狄塞尔穿孔机,狄塞尔轧机,锥形辊穿孔机,锥形辊,狄塞尔, 锥形辊穿孔
2017-9-9。
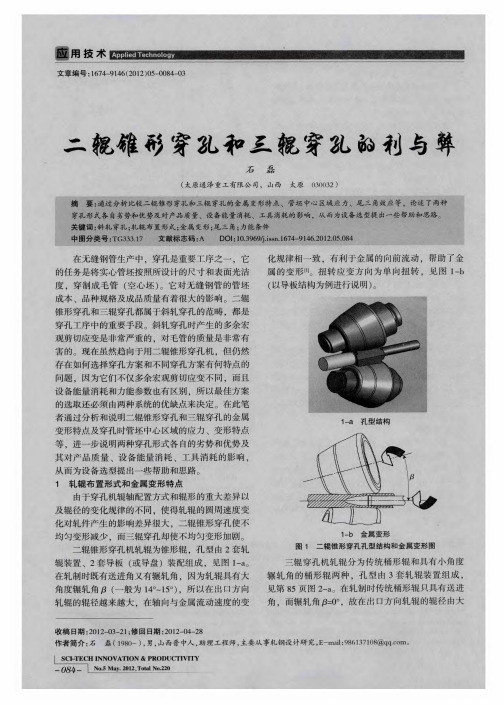
二辊锥形穿孔和三辊穿孔的利与弊
著 。实践 证 明 .当 比值超 过 1~2时 ,便 会形 成 l1 严重 的管 尾三 角… ,见 图 5 。
中 ( 咬人 点 到顶 头端 部 )作 用着交 变 的拉 应 力和 从
压 应 力 ,拉 应 力 在 垂 直 于 轧 辊 作 用 线 的 平 面 内嘲 。 其 顶头 前压 下量 受 到 临界压 下量 的限制 ( 般顶 头 一 前 压下 量变 化 在 4 9 %~ %范 围 内 ) ,当超 过 临界压 下
2 二辊 穿 孔和 三辊 穿 孑 时 管坯 中心 区域 的应 力 L 对 于斜 轧 穿孑 来说 ,既可 以用 二辊 来 实现 ,又 L 可 以用j 辊来 实 现 ,而重要 的是不 同辊 数 对变 形金 属 所形 成 的不 同的应 力状 态 。因此 需对 此进 一 步分 析 和探 讨 。 在 二辊 穿 孔机 上 穿孔 时 ,在管 坯 的中 心线 区域
传 动 必须 前置 且 限制 了轧 辊辗 轧 角的增 大 , 目前还 没 有 三辊锥 形 辊 系统 的报 道 。但 小 角度 辗 轧角 的桶
粒 组织 和 晶粒 重 新 排列 得 到改 善 。不 会 因此在 无 缝 管 内部产 生裂 纹 、折叠 、层 裂等 缺 陷 ,见 图 4 。
形辊要优于传统桶形辊 ,是未来三辊发展的方向。
人 辊缝 ,形成 j 角形 喇叭 口,严 重 时卡在 辊缝 间造
作 用 在顶 头 上 的轴 向压 力 也 可能 是 一 样 的I 因此 , 2 ] 。 在管 坯 送进 量 相 同 的条件 下 ,按 作 用 在 顶 头上 的轴 向压力 这一 指 标来 说 。显然 三辊 穿 孔 机 并 不亚 于二
2 b 金属 变形 一
图 2 三辊穿子 孑 型结构和金属变形图 LL
力作用下 .直径与壁厚 比值 大的 ,也就是相对 壁 厚 较薄 的管子 ,在辊 缝 处 的管 壁 弯 曲应 力值 要 比 厚壁管大 。因此易于达到塑性弯 曲值 。另外 ,在相
浅谈锥形辊穿孔机轧辊的设计

工具研究与应用63浅谈锥形辊穿孔机轧辊的设计韩久富(鞍钢股份有限公司无缝钢管厂,辽宁鞍山114021 )摘要:根据穿孔机工具中的轧辊的设计特点,系统地探讨了锥形辊穿孔机的轧辊参数设计原则,分析主要参数的计算公式和设计中应注意的问题。
分析认为:科学合理地设计锥形辊穿孔机轧辊,可以使减径量最小,却不影响咬人,对穿孔工序极为有利;此外,还能减少轧制缺陷,尤其在生产难轧钢种时,其优势更明显。
设计合理的锥形辊穿孔机可以提高产品质量、降低轧制能耗和工具消耗。
关键词:穿孔机;锥形辊;轧辊;轧辊直径;辊面角;设计中图分类号:TG333.17 文献标志码:B 文章编号:1001-2311(2019)06-0063-03B rie f D is c u s s io n on Roll D e s ig n o fC o n e T y p e P ie rc e rH A N Jiufu(Seamless Steel Tube Plant, Anshan Inon &Steel Co.,Ltd., Anshan 114021, China)Abstract:According t o the design characteristics of the r o l l used as one of the piercing t ools, the design principle for the CTP r o l l parameters i s systematically discussed here in the paper, and the calculation formula for the major parameters and the issues as need to be focused on during the design process are analyzed. The analysis leads t o such a conclusion as follows. Scientific and reasonable design of the CTP r o l l w ill minimize the reduction amount without any negativee ffect on the bite, which i s very helpful for the piercing step; moreover rolling-caused defects w ill also be reduced; particularly when producing steels which are normally rather hard to be managed, the said r o l l shows obvious advantages. Generally speaking, the properly-designed cone type piercer (CTP) w ill bring about such advantages as better product quality,lower energy consumption for rolling and lower tools consumption as well.Key words:piercing mill; cone r o i l;r o l l;r o l l diameter; r o l l surface angle; design自20世纪80年代末以来,新的穿孔技术普 遍采用锥形轧辊穿孔,即轧辑呈锥形,从人口到出 口轧辊直径逐渐增大[1-w]。
穿孔机原理
穿孔机原理穿孔机是一种实现材料表面上孔洞切割的机器,主要用途是对金属板等材料进行加工。
穿孔机的工作原理及其设计结构决定了其优异的穿孔效率和高精度的作业要求。
本文将从穿孔机的构成、工作原理和优势方面介绍穿孔机的原理。
一、穿孔机构成穿孔机是由床身、工作台、工作台运动系统、定位系统、压力系统、控制系统等组成。
具体结构如下:1、床身:支架和底板两部分组成。
2、工作台:位于穿孔机床身的工作面上,是穿孔机的工作场所。
3、工作台运动系统:控制工作台的高低和左右移动,完成工作台与工件之间的距离和位置调整。
4、定位系统:用于固定工件并确定其在穿孔机工作台上的位置。
5、压力系统:是穿孔机的动力系统,驱动切割头进行穿孔作业。
6、控制系统:负责穿孔机内部的各项操作调整、穿孔进度监测等,保持穿孔机的正常工作状态。
穿孔机的工作原理是依据穿孔工艺自身的特性设计的自动化加工设备。
穿孔机在工作时,首先打开控制系统中的穿孔程序指令,然后根据要切割的材料厚度和孔径设置工艺参数,接着通过工作台进给系统将工件精准定位到工作区域,通过压力系统将切割头上的齿轮或气缸、液压缸等机械部件传动,驱动切割头对工件表面进行切割并实现穿孔。
穿孔机采用机电一体化的工作方式,避免了人工操作中出现的误差和偏差,保证了穿孔的一致性和精准度,另外穿孔机工作时采用了各种高精密的传感器和控制系统监测穿孔进度,确保最后产生的孔洞符合预设的要求。
三、穿孔机的优势1、高效率:穿孔机采用先进的高速电机和控制系统,能够快速准确地实现大量的孔洞切割,增强了生产效率和人员工作质量。
2、精度高:穿孔机切割速度快,精度高,重复性好,能够满足高要求的工业生产需求。
3、操作简便:穿孔机操作简便,机械调节可靠,且能够通过电子线路控制,降低了人工错误的发生概率。
4、安全性高:穿孔机在切割过程中无需人工操作,降低了人为操作过程中出现的安全隐患。
锥形辊穿孔机的工作原理和特点

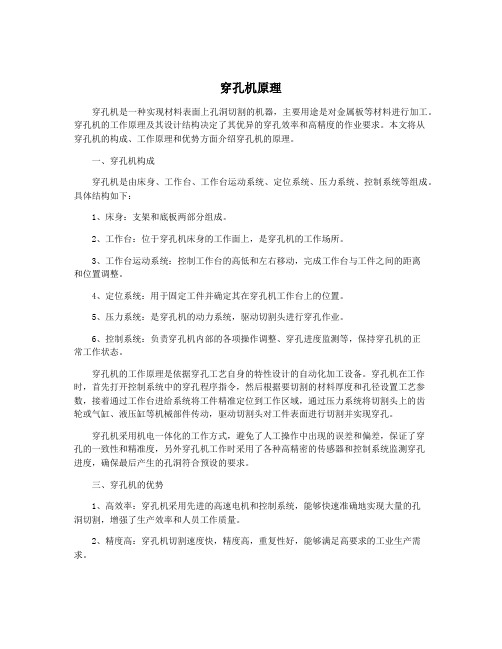
锥形辊穿孔机的工作原理和特点锥形辊(菌式)穿孔机在穿孔中可使轧辊的表面速度和金属在穿孔过程中增加的流动速度相一致,减少作用在毛管上的剪切应力,降低能耗,使毛管表面光洁、壁厚均匀。
其工作原理如图1所示。
两轧辊的轴线既倾斜又交叉,以便能够通过较大的喂入角β和辗轧角γ实现穿孔。
轧辊成圆锥形、双支撑。
轧辊的圆周速度沿着出口方向有规律地提高,并与穿孔毛管的运动速度相匹配,轧辊对毛坯有拉伸或阻碍作用。
由此使斜轧穿孔中的回转锻造效应、表面扭曲变形及圆周剪切变形都受到一定程度的抑制,使毛管内、外表扭曲变形及圆周剪切变形都受到一定程度的抑制,使毛管内、外表面缺陷大为减少。
其导卫装置可采用导板,比较先进的采用主动大导盘。
图1锥形辊穿孔机的特点如下:(1)回转锻造效应受到抑制。
为了使轧辊的布置适合于穿孔过程的进行,除了喂入角β,又设置了辗轧角γ,轧辊成锥状、双支撑。
实验结果表明,管坯和毛管的力学性能、伸长率和断面压缩率在很大程度上取决于轧辊的辗轧角和喂入角的大小。
β和γ值越大,伸长率和压缩率也越大。
金属显微镜观察表明,回转锻造效应受到明显的抑制,孔腔缺陆几乎见不到。
与此相反,以较小的喂人角和辗轧角进行穿孔时,回转锻造效应非常明显,孔腔缺陷清楚可见。
(2)金属流动合理。
在辗轧角和喂入角变化的情况下进行穿孔实验,观察喂入角β和辗轧角γ对圆周剪切变形的影响。
圆周剪切变形可用下式表达:实验中明显看出,喂入角β对圆周剪切变形有很大影响。
当β成比例增大时,γrQ值明显下降;同样,辗轧角γ增大时,γrQ也明显下降。
特别明显的是:当γ=15°、β≥14°或者γ=20°、β≥10°时,圆周剪切变形完全消失,即γrQ=O。
轧辊辗轧角和喂入角对表面扭曲变形的影响也很明显,特别是当辗轧率较高时,金属流动不产生表面扭曲而引起剪切变形。
在大辗轧角和大喂人角条件下进行穿孔,周向剪切变形和表面扭曲变形受到严格控制,甚至为零,使金属流动速度基本相同。
穿孔机工作原理

穿孔机工作原理穿孔机是一种常见的办公设备,它能够将纸张上的内容转换成电子格式,方便存储和传输。
那么穿孔机是如何工作的呢?接下来,我们将详细介绍穿孔机的工作原理。
首先,穿孔机的核心部件是打印头,它由许多微小的针组成,每个针都可以独立地向上或向下移动。
当纸张被送入穿孔机时,打印头会根据电脑发送的指令,精确地控制针的上下运动,从而在纸张上形成一系列微小的孔洞。
其次,这些孔洞的位置和排列方式是根据预先设定的编码规则来确定的。
不同的编码规则可以实现不同的功能,比如可以将文字、图形或者条形码转换成电子信号。
通过控制打印头的运动,穿孔机可以在纸张上精确地打印出所需的信息。
此外,穿孔机还配备了传感器和控制电路,用于监测纸张的位置和控制打印头的运动。
传感器可以实时地反馈纸张的位置信息,从而确保打印的准确性和稳定性。
控制电路则负责接收电脑发送的指令,并将其转换成打印头的运动控制信号。
最后,穿孔机通过与电脑或其他设备的连接,实现了信息的输入和输出。
当纸张上的信息被打印完毕后,穿孔机会将结果传输给电脑,从而完成了信息的数字化处理。
同时,穿孔机也可以接收电脑发送的指令,根据需要进行打印或扫描操作。
总的来说,穿孔机的工作原理可以概括为,通过控制打印头的运动,将纸张上的信息转换成电子信号,实现信息的输入和输出。
它的核心在于精密的打印头和灵活的控制系统,通过它们的协同作用,穿孔机能够高效地完成信息处理任务。
通过本文的介绍,相信大家对穿孔机的工作原理有了更深入的了解。
穿孔机作为一种重要的办公设备,为我们的工作和生活带来了诸多便利。
希望本文能够帮助大家更好地使用和维护穿孔机,提高工作效率,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锥形辊穿孔机的工作原理和特点
锥形辊(菌式)穿孔机在穿孔中可使轧辊的表面速度和金属在穿孔过程中增加的流动速度相一致,减少作用在毛管上的剪切应力,降低能耗,使毛管表面光洁、壁厚均匀。
其工作原理如图1所示。
两轧辊的轴线既倾斜又交叉,以便能够通过较大的喂入角β和辗轧角γ实现穿孔。
轧辊成圆锥形、双支撑。
轧辊的圆周速度沿着出口方向有规律地提高,并与穿孔毛管的运动速度相匹配,轧辊对毛坯有拉伸或阻碍作用。
由此使斜轧穿孔中的回转锻造效应、表面扭曲变形及圆周剪切变形都受到一定程度的抑制,使毛管内、外表扭曲变形及圆周剪切变形都受到一定程度的抑制,使毛管内、外表面缺陷大为减少。
其导卫装置可采用导板,比较先进的采用主动大导盘。
图1
锥形辊穿孔机的特点如下:
(1)回转锻造效应受到抑制。
为了使轧辊的布置适合于穿孔过程的进行,除了喂入角β,又设置了辗轧角γ,轧辊成锥状、双支撑。
实验
结果表明,管坯和毛管的力学性能、伸长率和断面压缩率在很大程度上取决于轧辊的辗轧角和喂入角的大小。
β和γ值越大,伸长率和压缩率也越大。
金属显微镜观察表明,回转锻造效应受到明显的抑制,孔腔缺陆几乎见不到。
与此相反,以较小的喂人角和辗轧角进行穿孔时,回转锻造效应非常明显,孔腔缺陷清楚可见。
(2)金属流动合理。
在辗轧角和喂入角变化的情况下进行穿孔实验,观察喂入角β和辗轧角γ对圆周剪切变形的影响。
圆周剪切变形可用下式表达:
实验中明显看出,喂入角β对圆周剪切变形有很大影响。
当β成比例增大时,γrQ值明显下降;同样,辗轧角γ增大时,γrQ也明显下降。
特别明显的是:当γ=15°、β≥14°或者γ=20°、β≥10°时,圆周剪切变形完全消失,即γrQ=O。
轧辊辗轧角和喂入角对表面扭曲变形的影响也很明显,特别是当辗轧率较高时,金属流动不产生表面扭曲而引起剪切变形。
在大辗轧角和大喂人角条件下进行穿孔,周向剪切变形和表面扭曲变形受到严格控制,甚至为零,使金属流动速度基本相同。
(3)适于连铸坯的穿孔。
连铸坯铸造组织比较疏松,实验证明,当采用大交叉角和大喂入角对连铸坯进行穿孔时,伴随着剪切力的释放,能够避免中心疏松的增大而导致微孔腔形成的缺陆。
当γ+β≥25°
时,毛管质量非常好。
(4)适合于不锈钢、高合金钢穿孔。
铌奥氏体基不锈钢是公认的热加工性低的不锈钢。
高合金钢和超合金钢,采用传统的斜轧穿孔方法,在空心毛管内表面常常出现微裂纹缺陷,严重的微裂纹扩展到表面造成管壁开裂。
实验证明,大交叉角、喂入角的锥形辊穿孔机能适应上述材质穿孔而不至于出现内孔裂纹缺陆,但要特别注意选择合适的穿孔温度。
关键词-穿孔机,锥形辊,锥形辊穿孔机,穿孔机工作原理
2017-9-12。