几何精度控制技术第二章尺寸公差PPT课件
合集下载
几何尺寸与公差标注法PPT课件

基本尺寸(Basic Dimension):
在圖面上標有“基本(BASIC或BSC)”字樣的尺寸,係用以表 示
一物體理論上之正確尺寸,性狀或位置所用之理論值。此理論
值,可藉其它尺寸或註釋的公差,而允許尺寸變化,在尺寸
加
-A-
一方形外框即為基本尺寸之符號,如:
中心平面(Center Plane):
以中心平面為形體之中心平面或中央平面。
23
page 17-1
定則三: 其它非位置公差定則
對所有應用之幾何公差(除位置公差外),若無標示“修飾符 號”,則RFS應用於相關的個別公差,參考基準,或兩者當需 使用MMC時,必需將 M 標示於圖面上,不可省略。
(視需要可以標示 M )
以下幾何特徵由於控制的特性,無法應用MMC,永遠應用RFS。
幾何尺寸與公差 ( Geometric Dimensioning & Tolerancing )
主講人:朱紀台
0
一、前言 二、符號與重要名詞 三、一般定則 四、性狀公差 五、轉差度 六、位置公差 七、基準 八、結語 九、討論
1
page 1
前言
幾何尺寸與公差(Geometric Dimensioning and Tolerancing) 是針對零件外形之“實際 功能”與“相互關係”,用以描述工程設計圖 樣所需的一種方法。若適當的使用,它可確保 產品以最經濟與最有效率的方式生產,因此, 幾何尺寸與公差不但是一種工程上的設計語言, 而且是一種功能式生產與檢驗的技術。
4paBiblioteka e 3-2何時使用幾何尺寸與公差標注法
1. 零件之形體在功能上和互換性上有決定性的重要時。 2. 需使用功能量規(Functional Gage) 時。 3. 當希望使用參考基準,以確保製造和檢驗之操作能一致時 4. 希望零件設計/製造之電腦化時。 5. 標準解說或公差還未被引用時。 註:幾何尺寸與公差標註法並不能取代常用的坐標尺寸標註系
几何量公差与检测-第2、3讲尺寸公差

由于公差永远是正值,所以Th ,Ts 数字前不能带符号
公差与极限偏差的比较
从数值上看:极限偏差是代数值,正、负或零值是有意义 的;而公差是允许尺寸的变动范围,是没有正负号的绝对 值,也不能为零(零值意味着加工误差不存在,是不可能 的)。实际计算时由于最大极限尺寸大于最小极限尺寸, 故要省略绝对值符号----必须省略。
配合公差
过盈配合
过渡配合
➢关于配合公差Tf的说明
Tf是指允许间隙或过盈的变动量。是设计人员根据机 器配合部位使用性能的要求对配合松紧变动程度给定 的允许值。它反映配合的松紧变化程度,表示配合精 度,是评定配合质量的一个重要的综合指标。
§2.5等精度测量列的数据处理
等精度测量与不等精度测量
直接测量列的数据处理
1)首先判断测量列中是否存在系统误差,若存在采取相应措施 加以消除
2)计算测量列的算术平均值、残差和单次测量值的标准偏差 3)利用3σ准则判断测量列中是否存在粗大误差,若存在剔除 4)重新组成测量列,重复上述计算,直到将所有含有粗大误差
X av (或Y av ):平均松紧程度可能表示为平 均间隙,也可能表示为平均过盈。
即: X av (或Y av )=(X max +Y max)/2 配合公差Tf :最大间隙减去最大过盈。
Tf X max Ymax Th Ts
➢配合类型总结
配合类型 间隙配合
定义
孔、轴公差 带的相对位 置 表示配合松 紧程度的特 征值及大小
1)函数误差的基本计算公式
m F
dy i1 xi dxi
2)系统误差的计算
m F
y i1 xi xi
3)随机误差的计算
lim(y)
m
i 1
公差与极限偏差的比较
从数值上看:极限偏差是代数值,正、负或零值是有意义 的;而公差是允许尺寸的变动范围,是没有正负号的绝对 值,也不能为零(零值意味着加工误差不存在,是不可能 的)。实际计算时由于最大极限尺寸大于最小极限尺寸, 故要省略绝对值符号----必须省略。
配合公差
过盈配合
过渡配合
➢关于配合公差Tf的说明
Tf是指允许间隙或过盈的变动量。是设计人员根据机 器配合部位使用性能的要求对配合松紧变动程度给定 的允许值。它反映配合的松紧变化程度,表示配合精 度,是评定配合质量的一个重要的综合指标。
§2.5等精度测量列的数据处理
等精度测量与不等精度测量
直接测量列的数据处理
1)首先判断测量列中是否存在系统误差,若存在采取相应措施 加以消除
2)计算测量列的算术平均值、残差和单次测量值的标准偏差 3)利用3σ准则判断测量列中是否存在粗大误差,若存在剔除 4)重新组成测量列,重复上述计算,直到将所有含有粗大误差
X av (或Y av ):平均松紧程度可能表示为平 均间隙,也可能表示为平均过盈。
即: X av (或Y av )=(X max +Y max)/2 配合公差Tf :最大间隙减去最大过盈。
Tf X max Ymax Th Ts
➢配合类型总结
配合类型 间隙配合
定义
孔、轴公差 带的相对位 置 表示配合松 紧程度的特 征值及大小
1)函数误差的基本计算公式
m F
dy i1 xi dxi
2)系统误差的计算
m F
y i1 xi xi
3)随机误差的计算
lim(y)
m
i 1
尺寸精度
孔 轴
Dmax Dmin
dmin dmax
公称尺寸D
4.实际尺寸 实际尺寸是指零件加工后通过测量获得的
尺寸。孔和轴实际尺寸分别用符号Da和da表 示。
由于测量误差,实际尺寸并非真实尺寸! 而是一个近似于真实尺寸的尺寸!
零件的合格条件: Dmin ≤ Da ≤ Dmax; dmin ≤ da ≤ dmax
孔、轴公差带位置关 系决定了孔、轴的配合 性质。孔、轴的公差带 位置又由各自的两个要 素决定!
孔、轴公差带各自的 大小和位置!
大小由公差值确定, 位置由基本偏差确定。
公称尺寸
一.标准公差系列
GB/T 1800.1—2009规定了一系列标准化 的公差值。标准公差值主要由标准公差等级系 数和标准公差因子确定。
称尺寸和极限偏差分别为:孔 5000.025 mm, 轴 5000..000295 mm,试计算该配合的最大间隙、 最小间隙、平均间隙和配合公差,并画出孔、 轴尺寸公差带示意图。
解: Xmax = ES - ei = +0.025-(-0.025)=+0.050mm
Xmin = EI - es = 0-(-0.009) = +0.009mm
第二章 尺寸精度 机械零件在加工时必存在尺寸误差!
尺寸误差影响机械的装配性及工作性能!
尺寸公差 控制
尺寸误差测!
相关国家标准代号及名称:
GB/T 1800.1—2009《产品几何技术规范(GPS)极 限与配合 第1部分:公差、偏差和配合的基础》
GB/T 1800.2—2009《产品几何技术规范(GPS)极 限与配合 第2部分:标准公差等级和孔、轴的极 限偏差表》
GB/T 1801—2009《产品几何技术规范(GPS)极限 与配合 公差带和配合的选择》
几何尺寸公差总结 ppt课件

几何尺寸公差总结
几何尺寸和公差
• GD& T
• GB/T 1182-2008/ISO 1101:2004
几何尺寸公差总结
精品资料
• 你怎么称呼老师? • 如果老师最后没有总结一节课的重点的难点,你
是否会认为老师的教学方法需要改进? • 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭 • “不怕太阳晒,也不怕那风雨狂,只怕先生骂我
笨,没有学问无颜见爹娘 ……” • “太阳当空照,花儿对我笑,小鸟说早早早……”
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
例
几何尺寸公差总结
几何尺寸公差总结
M
最大实体要求规范,根据需要单独或者同 时标注在相应的公差值或基准字母后面。
L
最小实体要求规范,根据需要单独或者同 时标注在相应的公差值或基准字母后面
R 逆向补偿(美标)
F 非刚性零件自由状态下的公差, 用在相应公差值的后面加注规 范。
几何尺寸公差总结
例
几何尺寸公差总结
几何尺寸和公差
• GD& T
• GB/T 1182-2008/ISO 1101:2004
几何尺寸公差总结
精品资料
• 你怎么称呼老师? • 如果老师最后没有总结一节课的重点的难点,你
是否会认为老师的教学方法需要改进? • 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭 • “不怕太阳晒,也不怕那风雨狂,只怕先生骂我
笨,没有学问无颜见爹娘 ……” • “太阳当空照,花儿对我笑,小鸟说早早早……”
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
几何尺寸公差总结
例
几何尺寸公差总结
几何尺寸公差总结
M
最大实体要求规范,根据需要单独或者同 时标注在相应的公差值或基准字母后面。
L
最小实体要求规范,根据需要单独或者同 时标注在相应的公差值或基准字母后面
R 逆向补偿(美标)
F 非刚性零件自由状态下的公差, 用在相应公差值的后面加注规 范。
几何尺寸公差总结
例
几何尺寸公差总结
几何尺寸公差PPT课件

只要被测实际要素被包含在公差带内,则 被测要素合格。
形位公差带控制的是点(平面、空间)、 线(素线、轴线、曲线)、面(平面、曲面)、 圆(平面、空间、整体圆柱)等区域,所以它 不仅有大小、还具有形状、方向、位置共四个 要素。
精选PPT课件
12
序号 1 2 3 4 5 6 7 8 9
公差带区域 圆内的区域
精选PPT课件
22
被测实际要素
S
S
a) 评定直线度误差
最小包容区示例
精选PPT课件
23
被测实际要素 被测实际要素 S
f
S
b) 评定圆度误差
c) 评定平面度误差
精选PPT课件
24
2.定向误差的评定
定向误差值用定向最小包容区域(简称定向最小区域)的宽 度或直径表示。
定向最小包容区域是按理想要素的方向来 包容被测实际要素,且具有最小宽度f或直
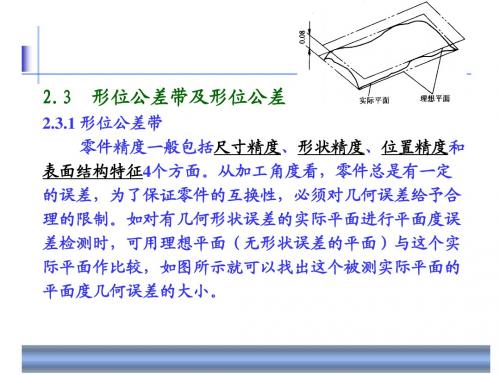
案例导入
圆柱表面的形状误差,在间隙配 合中,会使间隙大小分布不匀, 造成局部磨损加快,从而降低零 件的使用寿命;
在过盈配合中,则造成各处过盈 量不一致而影响连接强度。
机床导轨表面的形状误差将影响 刀架的运动精度。齿轮箱上各轴 承孔的位置误差将影响齿面的接 触均匀性和齿侧间隙等。
精选PPT课件
1
案例导入
零件在加工过程中,形状和位置误差(简称形位误差)是 不可避免的。
如工件在机床上的定位误差、切削力、夹紧力等因素都会 造成各种形位误差
精选PPT课件
2
案例导入
形位误差不仅会影响机械产品的质量(如工作精 度、联接强度、运动平稳性、密封性、耐磨性、噪 声和使用寿命等),还会影响零件的互换性。
为了满足零件的使用要求,保证零件的互换性和制造的经
形位公差带控制的是点(平面、空间)、 线(素线、轴线、曲线)、面(平面、曲面)、 圆(平面、空间、整体圆柱)等区域,所以它 不仅有大小、还具有形状、方向、位置共四个 要素。
精选PPT课件
12
序号 1 2 3 4 5 6 7 8 9
公差带区域 圆内的区域
精选PPT课件
22
被测实际要素
S
S
a) 评定直线度误差
最小包容区示例
精选PPT课件
23
被测实际要素 被测实际要素 S
f
S
b) 评定圆度误差
c) 评定平面度误差
精选PPT课件
24
2.定向误差的评定
定向误差值用定向最小包容区域(简称定向最小区域)的宽 度或直径表示。
定向最小包容区域是按理想要素的方向来 包容被测实际要素,且具有最小宽度f或直
案例导入
圆柱表面的形状误差,在间隙配 合中,会使间隙大小分布不匀, 造成局部磨损加快,从而降低零 件的使用寿命;
在过盈配合中,则造成各处过盈 量不一致而影响连接强度。
机床导轨表面的形状误差将影响 刀架的运动精度。齿轮箱上各轴 承孔的位置误差将影响齿面的接 触均匀性和齿侧间隙等。
精选PPT课件
1
案例导入
零件在加工过程中,形状和位置误差(简称形位误差)是 不可避免的。
如工件在机床上的定位误差、切削力、夹紧力等因素都会 造成各种形位误差
精选PPT课件
2
案例导入
形位误差不仅会影响机械产品的质量(如工作精 度、联接强度、运动平稳性、密封性、耐磨性、噪 声和使用寿命等),还会影响零件的互换性。
为了满足零件的使用要求,保证零件的互换性和制造的经
公差学习ppt第2章(2)
基准目标 当需要在基准要素上指定某些点、线或局部表面来体 现各种基准平面时,应标注基准目标。基准目标按下列方 法标注在图样上。 (1)当基准目标为点时,用“×”表示,如图a所示。 (2)当基准目标为线时,用细实线表示,并在棱边上 加“×”,如图b所示。
(3)当基准目标为局部表面时,用细双点画线绘出该 局部表面图形,并画上与水平线成45°的细实线,如图c。 基准目标是由基准目标代号表示的,如图所示。用细 实线画出圆圈,圈内分上、下两部分,上半部分填写给定 的局部表面尺寸(直径或边长×边长),下半部分填写基 准目标代号的字母。基准目标的指引线自圆圈的径向引出 箭头指向基准目标。
跳 动 公 差
说明: 跳动公差综合控制被测要素位置、方向和形状误差; 径向圆跳动公差可控制圆度误差,径向全跳动公差可 控制圆柱度、同轴度误差,端面全跳动可控制平面对轴线 垂直度误差; 全跳动同时控制圆度、同轴度、圆柱度、素线的直线 度、平行度、垂直度等形位误差。
▲课堂训练▲
1、在图样上标注以下几何公差要求: 320 0.03 mm圆柱面对两 200 0.021 mm公共轴线的圆跳动公差 0.015mm; 两 200 0.021 mm轴颈的圆度公差0.01mm; 320 0.03 mm左右两端面对两 200 0.021 mm公共轴线的端面圆跳 动公差0.02mm; 键槽 100 0.036 mm中心平面对 320 0.03 mm轴线的对称度公差 0.015mm。
2.3.4 位 置 公 差 定 向 公 差
说明: 定向公差带控制被测要素的方向角,同时也控制形状 误差; 定向公差带位置允许在一定范围内浮动; 标注倾斜度时,被测要素与基准要素间的夹角是不带 偏差的理论正确角度,标注时要带方框。
定位公差
尺寸公差术语PPT课件
轴的实际偏差:ea=da - d
极限偏差: 孔的上偏差:ES=Dmax – D
孔的下偏差:EI= Dmin – D
轴的上偏差:es = dmax – d
轴的下偏差:ei = dmin – d
8
二、有关“公差与偏差”的术语和定义
1.尺寸偏差(简称偏差)
偏差:某一尺寸(实际尺寸、极限尺寸)减其基 本尺寸所得的代数差。偏差可以为正、负或零。
计算或通过实验而确定的。
• 它应该在优先数系中选择。
• 实际尺寸
• 实际尺寸是通过测量得到的尺寸(Da、da ),实际 尺寸并非尺寸的真值。
注意:老师提示 重点
• 由于测量误差 实际尺寸不一定是尺寸的真值。 • 由于形状误差 同一表面不同部位的实际尺寸往
往不相等。
由于有制造误差,而且不同场合对孔和轴有不
19
a)零线: 通常用于表示基本尺寸,即零偏差线。
正偏差位于零线的上方,负偏差位于零线的下方。
b)公差带:
标准化
+ 0 -
两个要素 大小 T
标准公差
标准化
孔公差带 ES EI
es ei 轴公差带
基本尺寸
位置 极限偏差 基本偏差
c)画法:
图2-5 公差带图
(1)零线。
(2)确定公差带大小位置。
(3)孔 、轴
尺寸合格条件:
Dmin≤Da≤Dmax dmin≤da≤dmax
注意:偏差注标时除“0”外必须带符号
10
2.尺寸公差(简称公差) 允许尺寸的变动
量。它等于最大极限尺寸与最小极限尺寸或上偏差 与下偏差之代数差的绝对值。孔、轴的公差分别用 TD和Td表示(或Th T s )。 孔的公差 TD=︱Dmax- Dmin︱=︱ES-EI ︱ 轴的公差 Td=︱dmax- dmin︱= ︱es-ei︱
几何公差 (2)-PPT文档资料
φ 0.2
Φ 10
3、最大实体原则(要求)
定义:控制被测要素的实际轮廓处于其最 大实体实效边界之内的一种公差要求。是 指被测要素或(和)基准要素偏离最大实 体状态时,允许几何误差值超出其给出的 公差值(形状、定向、定位公差获得补 偿),即几何误差值能得到补偿。 标注:应用于被测要素时,在被测要素几 何公差框格中的公差值后标注符号“Ⓜ”; 应用于基准要素时,应在几何公差框格内 的基准字母代号后标注符号“Ⓜ”。
一、有关定义、符号
局部实际尺寸(Da、da):实际要 素的任意正截面上,两对应点间的 距离。 体外(体内)作用尺寸 最大(小)实体状态(MMC、 LMC) 最大(小)实体尺寸(MMS、 LMS) 边界、最大(小)实体边界 最大(小)实体实效状态 (MMVC、LMVC) 最大(小)实体实效边界
MMVS:最大实体实效状态下的体外作用 尺寸。 MMVS=MMS±t 其中:轴取“+”;孔取“-”
最大实体实效边界:尺寸为最大实体实效 尺寸的边界。
最大实体实效尺寸:
最小实体实效状态(尺寸、边界): LMVC:在给定长度上,实际尺寸要素处于最 小实体状态,且其几何误差等于给出公差值时 的综合极限状态,称为最小实体实效状态。 LMVS:最小实体实效状态下的体内作用尺寸, 称为最小实体实效尺寸。 LMVS=LMS±t 其中:轴取“-”;孔取“+” 最小实体实效边界:尺寸为最小实体实效尺寸的 边界。
3.3 公差原则
尺寸公差用于控制零件的尺寸误差,保证零件 的尺寸精度要求;形位公差用于控制零件的形 位误差,保证零件的形位精度要求。 它们是影响零件质量的两个方面。根据零件功 能的要求,尺寸公差与形位公差可以相对独立 无关,也可以相互影响,相互补偿。为了保证 设计要求,正确判断零件是否合格,必须明确 尺寸公差与形位公差的内在联系。 处理尺寸公差与形位公差的原则有独立原则和 相关原则(最大实体原则和包容原则)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新一代GPS以数学作为基础语言结构,用计量数学为根基, 给出产品功能、技术规范、制造与检测之间的量值传递的数学 方法,为设计、产品开发及计量测试人员等提供了共同的技术 语言,建立了一个交流平台。
兰州交通大学机电工程学院
第2章 尺寸精度
1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但 实 际使用的是日本、德国、美国标准。
GB/T1804—1992《一般公差 线性尺寸的未注公差》
兰州交通大学机电工程学院
第2章 尺寸精度
GB1800—79《公差与配合 总论 标准公差与基本偏差》 GB1801—79《公差与配合 尺寸至500mm孔、轴公差带与配合》 GB1802—79《公差与配合 尺寸大于500至3150mm常用孔、轴
公差带》 GB1803—79《公差与配合 尺寸至18mm孔、轴公差带》 GB1804—79《公差与配合 未注公差尺寸的极限偏差》
兰州交通大学机电工程学院
第2章 尺寸精度
2.1 概述 2.2 尺寸精度的基本术语和定义 2.3 极限与配合国家标准的组成与特点 2.4 极限与配合在设计中的应用
兰州交通大学机电工程学院
第2章 尺寸精度
2.1 概述
尺寸公差与配合的标准化是一项综合性的技术基础工 作,是推行科学管理、推动企业技术进步和提高企业管 理水平的重要手段。它不仅可防止产品尺寸设计中的混 乱,有利于工艺过程的经济性、产品的使用和维修,还 利于刀具、量具的标准化。机械基础国家标准已成为机 械工程中应用最广、涉及面最大的主要基础标准。
兰州交通大学机电工程学院
第2章 尺寸精度
我国和ISO/TC 213对口联系的组织为“全国产品尺寸和技术规 范标准化技术委员会(SAC/TC 240)”,负责制订有关极限与配合、 形状与位置公差以及表面形貌等国家标准。
1992~1996年上述新国标进行了部分修订,将《公差与配合》 改为《极限与配合》,用《极限与配合 基础 第一部分:词汇》 (GB/T1800.1~1996)替代GB1800-1979中的《公差与配合的术语 及定义》,用《一般公差 线性尺寸的未注公差》(GB/T1804~ 1992)替代《未注公差尺寸的极限偏差》(GB1804~1979)。
兰州交通大学机电工程学院
第2章 尺寸精度
现代化的机械工业,要求机械零件具有互换性。为了使零件 具有互换性,必须保证零件的尺寸、几何形状和相互位置以及 表面粗糙度等具有合理的几何精度。
公差制的历史
圆柱体结合的极限与配合制,简称公差制,是机械工程方面特 别重要的互换性基础标准。公差制的发展和变革,不仅影响机械 制造工业的兴衰,甚至影响国家整个标准体系的格局。
兰州交通大学机电工程学院
第2章 尺寸精度
GB/T1800—1997《极限与配合基础》
GB/T1800.1—1997《极限与配合 基础 第1部分:词汇》
GB/T1800.1—1997《极限与配合 基础 第2部分:公差、偏差和配 合的基本规定》
GB/T1800.1—1997《极限与配合 基础 第3部分:标准公差和基 本偏差数值表》
1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的 部 颁标准,此标准只是将苏联标准(OCT标准)付与了中 文 名词。
1959年:颁布了“公差与配合”的国家标准GB159~174—1959 (简 称“旧国标”)(精度等级偏低、配合种类偏少)
1979年:参照国际标准制定了“公差与配合”的国家标准 GB1800~1804 —1979(简称“新国标”)取代GB159~ 174—1959
公差与配合的概念,早在互换性生产初期就有了,而公差制的 初步形成,则是机器大工业生产的产物。公差制的发展可以分为 以下三个阶段。
兰州交通大学机电工程学院
第2章 尺寸精度
初期公差制:只有基孔制,配合数很少,比较简单。主要特点 是用一个符号或名称代表一对极限偏差,或者说其公差带 的大小与位置是联系在一起的,同时用一个代号或名称表 示。
几何精度控制技术
主 讲 赵志刚 flapping@ 13919960511
标题添加
点击此处输入相 关文本内容
标题添加
点击此处输入相 关文本内容
总体概述
点击此处输入 相关文本内容
点击此处输入 相关文本内容
兰州交通大学机电工程学院
几何精度控制技术
第1章 绪论 第2章尺寸精度 第3章表面粗糙度 第4章 形状和位置公差 第5章 渐开线圆柱齿轮传动的互换性 第6章测量技术基础 第7章 几种常用标准件的互换性
旧公差制:同时规定了基孔制与基轴制;明确提出公差单位的 概念;将精度等级代号与配合代号区别开来;配合代号用 配合名称缩写表示,并用大写;规定了标准温度。
国际公差制:1996年一个新的技术委员会ISO/TC 213正式建立, 将原来分属于ISO/TC3(极限与配合)、ISO/TC10/SC5(尺 寸和公差的表示方法,包括形位公差)及ISO/TC57(表面特 征及其计量学)三个委员会的技术标准统一协调,提出了 GPS的概念和GPS标准体系。
兰州交通大学机电工程学院来自2章 尺寸精度GPS国际上,目前本学科的流行名称是“几何产品技术规范 与认证”,并被国际标准组织ISO/TC 213简称为GPS是产品几 何量技术规范(Geometrical Product Specifications and Verification),它贯穿于几何产品的研究、开发、设计、制造、 验收、出厂、使用以及维修全过程。
GPS国际标准体系从以几何学为基础的第一代,发展到以 计量学为基础的第二代;按照GPS领域的趋势,与1998年开始 对ISO286-1进行修订,并于2001年提出了相应的国际标准草案 DIS(Draft ISO Standard)。
兰州交通大学机电工程学院
第2章 尺寸精度
从总体结构讲,包括“公差与配合”及“测量与检测”两大 部分,前者为工件极限偏差规定方法,后者为贯彻的技术保证。 而“公差与配合”部分的基本结构则由“标准公差系列”与 “基本偏差系列”组成;前者代表公差带大小,后者代表公差 带位置,而这结合,则构成孔、轴不同公差带,而配合则由孔、 轴公差带结合而成。
兰州交通大学机电工程学院
第2章 尺寸精度
1944年:国民党政府制定了“尺寸公差与配合”的国家标准,但 实 际使用的是日本、德国、美国标准。
GB/T1804—1992《一般公差 线性尺寸的未注公差》
兰州交通大学机电工程学院
第2章 尺寸精度
GB1800—79《公差与配合 总论 标准公差与基本偏差》 GB1801—79《公差与配合 尺寸至500mm孔、轴公差带与配合》 GB1802—79《公差与配合 尺寸大于500至3150mm常用孔、轴
公差带》 GB1803—79《公差与配合 尺寸至18mm孔、轴公差带》 GB1804—79《公差与配合 未注公差尺寸的极限偏差》
兰州交通大学机电工程学院
第2章 尺寸精度
2.1 概述 2.2 尺寸精度的基本术语和定义 2.3 极限与配合国家标准的组成与特点 2.4 极限与配合在设计中的应用
兰州交通大学机电工程学院
第2章 尺寸精度
2.1 概述
尺寸公差与配合的标准化是一项综合性的技术基础工 作,是推行科学管理、推动企业技术进步和提高企业管 理水平的重要手段。它不仅可防止产品尺寸设计中的混 乱,有利于工艺过程的经济性、产品的使用和维修,还 利于刀具、量具的标准化。机械基础国家标准已成为机 械工程中应用最广、涉及面最大的主要基础标准。
兰州交通大学机电工程学院
第2章 尺寸精度
我国和ISO/TC 213对口联系的组织为“全国产品尺寸和技术规 范标准化技术委员会(SAC/TC 240)”,负责制订有关极限与配合、 形状与位置公差以及表面形貌等国家标准。
1992~1996年上述新国标进行了部分修订,将《公差与配合》 改为《极限与配合》,用《极限与配合 基础 第一部分:词汇》 (GB/T1800.1~1996)替代GB1800-1979中的《公差与配合的术语 及定义》,用《一般公差 线性尺寸的未注公差》(GB/T1804~ 1992)替代《未注公差尺寸的极限偏差》(GB1804~1979)。
兰州交通大学机电工程学院
第2章 尺寸精度
现代化的机械工业,要求机械零件具有互换性。为了使零件 具有互换性,必须保证零件的尺寸、几何形状和相互位置以及 表面粗糙度等具有合理的几何精度。
公差制的历史
圆柱体结合的极限与配合制,简称公差制,是机械工程方面特 别重要的互换性基础标准。公差制的发展和变革,不仅影响机械 制造工业的兴衰,甚至影响国家整个标准体系的格局。
兰州交通大学机电工程学院
第2章 尺寸精度
GB/T1800—1997《极限与配合基础》
GB/T1800.1—1997《极限与配合 基础 第1部分:词汇》
GB/T1800.1—1997《极限与配合 基础 第2部分:公差、偏差和配 合的基本规定》
GB/T1800.1—1997《极限与配合 基础 第3部分:标准公差和基 本偏差数值表》
1955年:参照苏联标准,第一机械工业部颁布“公差与配合”的 部 颁标准,此标准只是将苏联标准(OCT标准)付与了中 文 名词。
1959年:颁布了“公差与配合”的国家标准GB159~174—1959 (简 称“旧国标”)(精度等级偏低、配合种类偏少)
1979年:参照国际标准制定了“公差与配合”的国家标准 GB1800~1804 —1979(简称“新国标”)取代GB159~ 174—1959
公差与配合的概念,早在互换性生产初期就有了,而公差制的 初步形成,则是机器大工业生产的产物。公差制的发展可以分为 以下三个阶段。
兰州交通大学机电工程学院
第2章 尺寸精度
初期公差制:只有基孔制,配合数很少,比较简单。主要特点 是用一个符号或名称代表一对极限偏差,或者说其公差带 的大小与位置是联系在一起的,同时用一个代号或名称表 示。
几何精度控制技术
主 讲 赵志刚 flapping@ 13919960511
标题添加
点击此处输入相 关文本内容
标题添加
点击此处输入相 关文本内容
总体概述
点击此处输入 相关文本内容
点击此处输入 相关文本内容
兰州交通大学机电工程学院
几何精度控制技术
第1章 绪论 第2章尺寸精度 第3章表面粗糙度 第4章 形状和位置公差 第5章 渐开线圆柱齿轮传动的互换性 第6章测量技术基础 第7章 几种常用标准件的互换性
旧公差制:同时规定了基孔制与基轴制;明确提出公差单位的 概念;将精度等级代号与配合代号区别开来;配合代号用 配合名称缩写表示,并用大写;规定了标准温度。
国际公差制:1996年一个新的技术委员会ISO/TC 213正式建立, 将原来分属于ISO/TC3(极限与配合)、ISO/TC10/SC5(尺 寸和公差的表示方法,包括形位公差)及ISO/TC57(表面特 征及其计量学)三个委员会的技术标准统一协调,提出了 GPS的概念和GPS标准体系。
兰州交通大学机电工程学院来自2章 尺寸精度GPS国际上,目前本学科的流行名称是“几何产品技术规范 与认证”,并被国际标准组织ISO/TC 213简称为GPS是产品几 何量技术规范(Geometrical Product Specifications and Verification),它贯穿于几何产品的研究、开发、设计、制造、 验收、出厂、使用以及维修全过程。
GPS国际标准体系从以几何学为基础的第一代,发展到以 计量学为基础的第二代;按照GPS领域的趋势,与1998年开始 对ISO286-1进行修订,并于2001年提出了相应的国际标准草案 DIS(Draft ISO Standard)。
兰州交通大学机电工程学院
第2章 尺寸精度
从总体结构讲,包括“公差与配合”及“测量与检测”两大 部分,前者为工件极限偏差规定方法,后者为贯彻的技术保证。 而“公差与配合”部分的基本结构则由“标准公差系列”与 “基本偏差系列”组成;前者代表公差带大小,后者代表公差 带位置,而这结合,则构成孔、轴不同公差带,而配合则由孔、 轴公差带结合而成。