乌克兰国家科学院巴顿焊接研究所
现代焊接生产技术国家重点实验室(哈工大)

现代焊接生产技术国家重点实验室实验室编号:1991DA107517 实验室名称:现代焊接生产技术国家重点实验室 实验室曾用名: 主 管部 门:国防科学技术工业委员会 学 科领 域:工程 建设年份: 验收年份: 依托单位: 所在地区: 网 址: 1991 1995 哈尔滨工业大学 黑龙江 焊接国家重点实验室简介现代焊接生产技术国家重点实验室依托于哈尔滨工业大学,吴林教授任实验室主任,关桥院士和杜善义院士 分别担任实验室学术委员会主任和副主任。
焊接国家重点实验室的前身是哈工大焊接专业,该专业始建于 1952 年,是国内第一个焊接专业。
1986 年被评为全国首批重点学科,1989 年在焊接专业的基础上筹建国家重点实验 室,1995 年通过国家验收并正式对外开放,2003 年通过了国家科技部的评估。
现代焊接生产技术国家重点实验室是我国焊接领域应用基础研究和技术研发中心, 在解决国防工程关键技术 和国民经济建设方面做出了突出成绩,部分成果实现了产业化,效果显著,同时重点实验室也是我国培养焊接领 域高技术人才的重要基地。
一、 主要研究方向及研究内容 1、高效焊接方法及过程智能控制 高效焊接方法、焊接热源物理基础与能量传输机理;熔滴过渡、熔池行为与焊缝成形;焊接过程质量传感与 智能控制;遥控焊接技术、焊接机器人与自动化系统集成技术及应用。
2、焊接结构可靠性与质量评价 焊接接头的力学行为,焊接结构应力与变形控制,连接接头的自动化检测与分析,智能化质量评价与仿真, 结构可靠性与寿命评估。
3、新材料及异种材料连接 新材料、异种材料的连接性及界面行为,超声、扩散、自蔓延高温合成等新连接方法,连接过程的数值模拟 及接头质量控制。
4、微连接与电子封装 微细尺寸材料连接的特殊性,微连接新方法、微细材料连接界面行为分析方法,原子尺度润湿性及钎料合金 设计,微电子封装可靠性预测与优化设计。
5、表面改性与延寿技术 电子束表面强化与镀膜,激光熔覆与表面合金化,电弧等离子体喷涂﹑烧结与刻蚀, 等离子体离子注入与沉 积技术,以及各种材料表面改性与延寿工艺。
大型薄壁筒体自动氩弧焊接技术

关键 词 : 铝 合金 筒体 ; 薄壁; 自动焊 ; 变形控 制 ; 工 艺设备
中图分类 号 : TG 4 0 9 文献标 志 码 : A
XU Do n g h o n g ,L I Yu n p e n g , DUAN Qi y u n Te c hn o l o g y o f Bi g S c a l e Thi ne - wa l l S h e l l Au t o ma t i c Ar g o n Ar c We l di n g
的关 键 。公 司与乌 克 兰 巴顿 焊 接 研 究所 ( 以下 简 称
为 主的全 焊接 结 构 , 其 焊缝 分 布较 多 。根 据 筒 体 的 功能 和技术 要 求 , 简 体应 满足严 格 的气密 保压 条件 ,
对筒 体焊 装 后 的 圆柱 度 和直 线 度 提 出 了严 格 的要
求。
( B e i j i n g As t r o n a v i g a t i o n Xi n f e n g Me c h a n i c a l Eq u i p me n t C o . ,I t d,Be i j i n g 1 0 0 8 5 4,Ch i n a )
采用 合理 的焊 接工 艺技术 , 设 计适应 性 强 、 操作
名 ' _ 、 、 - e 、螃 - e石 ;- 、蛉
业 , 2 O l O , 3 6( 9 ) : 6 6 - 6 9 .
5 结 语 在数 控 机 床应 用 日益广 泛 的今 天 , 探 索数 控切
削加 工技 巧可更 好 地 发挥 数 控 技 术 的 优 点 , 有 助 于
Ab s t r a c t : Ai me d a t wh o l e we l d i n g s t r u c t u r e o f a l u mi n i u m a l l o y b i g s c a l e t h i n — wa l l s h e l l ,t h e p a p e r d i d wh o l e p r o c e d u r e
EB-PVD制备热障涂层完整介绍
电子束物理气相沉积(EB-PVD)技术制备热障涂层技术黄升摘要:本文介绍电子束物理气相沉积(EB-PVD)制备热障涂层技术,结合发展历程综述其技术原理、设备构造及工艺特点。
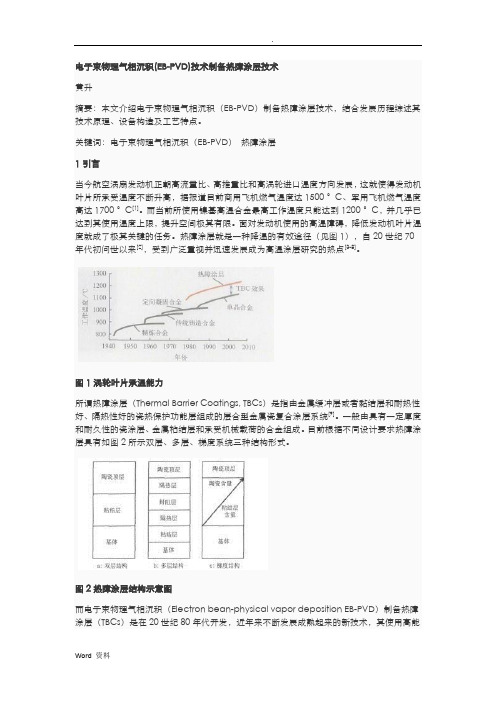
关键词:电子束物理气相沉积(EB-PVD)热障涂层1 引言当今航空涡扇发动机正朝高流量比、高推重比和高涡轮进口温度方向发展,这就使得发动机叶片所承受温度不断升高,据报道目前商用飞机燃气温度达1500 °C、军用飞机燃气温度高达1700 °C[1]。
而当前所使用镍基高温合金最高工作温度只能达到1200 °C,并几乎已达到其使用温度上限,提升空间极其有限。
面对发动机使用的高温障碍,降低发动机叶片温度就成了极其关键的任务。
热障涂层就是一种降温的有效途径(见图1),自20世纪70年代初问世以来[2],受到广泛重视并迅速发展成为高温涂层研究的热点[3-8]。
图1 涡轮叶片承温能力所谓热障涂层(Thermal Barrier Coatings, TBCs)是指由金属缓冲层或者黏结层和耐热性好、隔热性好的瓷热保护功能层组成的层合型金属瓷复合涂层系统[9]。
一般由具有一定厚度和耐久性的瓷涂层、金属粘结层和承受机械载荷的合金组成。
目前根据不同设计要求热障涂层具有如图2所示双层、多层、梯度系统三种结构形式。
图2 热障涂层结构示意图而电子束物理气相沉积(Electron bean-physical vapor deposition EB-PVD)制备热障涂层(TBCs)是在20世纪80年代开发,近年来不断发展成熟起来的新技术,其使用高能电子束加热并汽化瓷源,瓷蒸汽以原子形式沉积到基体上而形成涂层。
EB-PVD法制备的TBCs涂层表面光洁,有良好的动力学性能;涂层/基体的界面以冶金结合为主,结合力强,稳定性好。
特别是其制备涂层组织为垂直基体表面柱状晶结构,具有很高的应变容限,较热喷涂制备涂层热循环寿命提升巨大。
另外EB-PVD工艺技术精密,具有良好的可重复性。
独联体参会机构

2014东莞国际科技合作周独联体参会机构§1乌克兰国家科学院乌克兰国家科学院于1918年在基辅成立。
乌克兰国家科学院是乌克兰的最高学术机构,最大科学研究中心。
在前苏联时期是加盟共和国最大的科学院,具有相当高的水平。
主要开展应用研究,并承担了大量工业部门,特别是军工部门的任务。
在新材料、理论物理、数学、焊接技术、表面涂覆和防护技术、生物技术等领域取得世界水平的科研成果。
该院目前拥有13个学部,6个地区科学中心,167个科研机构。
据不完全统计全院有科研人员共42922人,其中包括博士2495人,副博士9558人,拥有雄厚的科研实力。
乌克兰国家科学院的最高领导机构是科学院主席团,由208名院士,333名通讯院士和95名外籍院士组成。
乌克兰国家科学院重视对中国的科技合作。
通过技术转让、联合研制、共同进行课题攻关、联合建立各专业领域的科研中心、合作基地和产业园的方式不断拓宽双方的合作领域,提升双方的科技合作水平和层次。
新材料的研制和生产是乌克兰的强项,在乌克兰国家科学院下集中了前苏联时号称为''五大材料研究所''---乌克兰科学院材料问题研究所、超硬材料研究所、晶体学研究所、强度问题研究所、金属物理研究所。
从事的范围之广,成果之巨令人赞叹。
微电子材料、光电子材料、功能材料、人造超硬材料、无所不包。
乌克兰国家科学院的巴顿焊接所为代表的焊接技术,在国际上处于领先地位。
从材料、设备到工艺形成一整套完整的技术体系和学派。
在钢轨和高强度合金焊接工艺和设备;大厚度钛及其合金的焊接技术工艺和设备,高频焊接制管工艺,太空焊接技术和工艺。
水下机械化焊接,金属和非金属相料之间的焊接,都具备世界领先的技术。
§2乌克兰国家科学院材料问题研究所乌克兰国家科学院(NAS of Ukraine)弗兰采维奇材料科学所是前苏联版图中最大学术研究机构之一,主要研究最先进技术、行业和工程所需的尖端材料。
国内外焊接技术的现状及其发展前景

国内外焊接技术的现状及其发展前景在现代工业中,焊接技术已广泛用于航天、航空和船舶、海洋结构物及压力锅炉,化工容器、’机械制造等产品的建造。
就船舶建造而言,焊接工时要占船体建造总工时的30~40%,由此可见,焊接作为一种加工工艺方法在制造业中的重要作用。
为了实现焊接产品或焊接结构生产的高效率、低,国内外都在大力开发创新新的焊接技术,国内外焊接技术的新发展一、电阻点焊电阻点焊被认为是汽车车身制造中最重要的连接工艺。
二、激光技术和使用激光束加工材料将激光束焊接与弧焊工艺相结合可以获得一种值得注意的焊接工艺:即CO2激光束与气体保护金属极电弧焊工艺相结合的工艺。
采用该工艺,能对不同级别的钢材进行高效率的焊接。
三、等离子弧焊一种新开发的用于等离子弧焊的焊矩系统,采用反极性电极和选用100~200A焊接电流可以经济有效地焊接铝制零件,焊接质量很好。
四、粉末等离子弧表面堆焊通过表面堆焊,可以经济有效地制造具有不同特性的零部件。
五、焊接电源六、机器人和系统七、热喷涂技术八、钎焊九、微连接技术十一、碳钢和低合金钢的焊接在第十五届焊接和切割国际展览会上在保护气体方面,建议针对被焊材料和焊接要求的确定所需气体和精细调制的混合气体的发展趋势更加明显了。
主要的研发特点是关注改善润湿性能、提高焊接速度和优化焊缝成形。
十二、细晶粒结构钢和高强度钢的焊接国外新技术开发实例:1,肯倍Wise™焊接工艺软件-- 更富成效的焊接解决方案全球知名的焊接解决方案提供商--芬兰肯倍公司(Kemppi Oy)推出全新智能焊接工艺软件Wise TM。
该系列软件与肯倍最新FastMig Pulse与KempArc Pulse焊接设备配套使用,可提供更多专业功能。
Wise TM系列软件产品可广泛应用于造船与海洋工程、汽车厂等各种焊接领域,有效提高焊接效率与焊接质量。
该软件可预先下载至肯倍焊接设备,或日后使用DataGun进行添加。
DataGun 是一款结构紧凑的现场程序自动安装设备,可用于安装或升级肯倍焊接软件程序。
乌克兰巴顿焊接研究所技术发展综述

( h n h i S a e ih e h oo Istt S a ga p c fg t T c n l ̄,n tue,S a g a 2 0 3 Chn ) l i hn h i 0 2 5, ia
张 建浩 , 振 海 , 胡 朱 平 , 莉华 , 潘 王 平
( 海航 天技 术研 究 院 , 海 2 03 ) 上 上 025
To s mm a i et e tc n l g e e o m e t n Ukr i eBa t n W edi n tt t u rz e h o o y d v l p n h i a ro l ngI siu e n
数 学方 法ห้องสมุดไป่ตู้分 析焊 接 热 过 程 对焊 接结 构 残 余 应 力 应
变 分 布 的 影 响 ,模 拟 焊 接 热 过 程 来 选 择 合 适 的 焊
接 工艺 参 数 , 低 了试 验 成 本 获得 了最 佳 的 焊 接 降
质量。
收 稿 日期 :02 0— 5 20 — 1 2
1 . 焊接 方 法 1
K e wo ds we ig e up n ; l n tra ; lig s es a pi t n y r : l n q ime t wed g mae l we n l s ;p l ai d i i d r c o
巴 顿 焊 接 研 究 所 是 隶 属 于 乌 克 兰 国 家 科 学 院 的 一 个 综 合 性 应 用 技 术 研 究 所 , 立 于 1 3 年 。该 成 94 所 自成 立 以 来 一 直 重 视 焊 接 基 础 理 论 研 究 和 研 究 成 果 的实 际 应 用 , 已形 成 了非 常 完 善 且 具 有 自己 独 特 风 格 的 科 研 体 制 , 并 取 得 了 大 量 的 具 有 世 界 先 进 水 平 的 技 术 成 果 。 该 所 拥 有 许 多 从 事 不 同 研
焊接发展史
焊接发展史从公元前3000多年埃及出现了锻焊技术至今焊接历史已有3000多年的历史了。
公元前3000多年埃及出现了锻焊技术。
公元前2000多年中国的殷朝采用铸焊制造兵器。
公元前200年前,中国已经掌握了青铜的釺焊及铁器的锻焊工艺。
1801年:英国H.Davy发现电弧。
1836年:Edmund Davy 发现乙炔气。
1856年:英格兰物理学家James Joule 发现了电阻焊原理。
1959年:Deville和Debray发明氢氧气焊。
1881年:法国人 De Meritens 发明了最早期的碳弧焊机。
1881年:美国的R. H. Thurston 博士用了六年的时间,完成了全系列铜-锌合金釺料在强度与延伸性方面的全部实验。
1882年:英格兰人Robert A. Hadfield发明并以他的名字命名的奥氏体锰钢获得了专利权。
1885年:美国人Elihu Thompson 获得电阻焊机的专利权。
1885年:俄罗斯人 Benardos Olszewski 发展了碳弧焊接技术。
1888年:俄罗斯人H.г.Cлавянов 发明金属极电弧焊。
1889—1890年:美国人C. L. Coffin首次使用光焊丝作电极进行了电弧焊接。
1890年;美国人C. L. Coffin提出了在氧化介质中进行焊接的概念。
1890年:英国人Brown 第一次使用氧加燃气切割进行了抢劫银行的尝试。
1895年:巴伐利亚人 Konrad Roentgen 观察到了一束电子流通过真空管时产生X射线的现象。
1895年:法国人 Le Chatelier 获得了发明氧乙炔火焰的证书。
1898年:德国人Goldschmidt发明铝热焊。
1898年:德国人克莱菌.施密特发明铜电极弧焊。
1900年:英国人Strohmyer发明了薄皮涂料焊条。
1900年:法国人 Fouch 和 Picard制造出第一个氧乙炔割炬。
活性化焊剂的实验研制
表 5 方 差 分 析 表
氧化物与 卤化物都能使焊接 电弧产生 收缩 ,起到增 a ) 无活性剂 b )有活性剂 加焊缝熔深的 目的 , 本试验选取 N a F 、 c a F 2 、 T i O : 和锰铁等 图 1 同一 焊 接 规 范 下有 活 性 剂 作 为活性剂的基本成分.考虑到 目前 对活性剂增 加焊缝 与无活性剂时焊缝熔深 熔深 的机理还没有 明确 的定论 ,氧化物 与氟 化物起主要 作用 的机理有可能不 同,因此 ,试验 中固定其 它成分不 变, 选取一种氟 化物 N a F与一种氧化物 T i O 2 及锰铁作 为 注_ 查 得 ( 2 , 5 ) = 1 ・ 8 5 , 表中 表示因素有显著 f 目, f 误 分别 为因素和 实验误差 的变动 因素进行三水平 的正交试 验, 分 别以 A、 B、 C表示.各 因影响, 因 子的下标 是因子的水平 ・ 平方和的 自由度 。
关键词 : T I G焊 ; 活性 剂; 正交试验 表 2正交表及表头设计 表 1正交试验 因素水平表 T I G焊由于可获得高质量的焊缝 , 目前已广泛应 用于 因 素 A B c 机车、 航空 航天 、 化工和纺织 等重要工业 领域 中, 但 由于 困 素 A B c 其 列 号 l 2 3 ( Na F ) ( Ti O2 ) ( 锰 铰) 它 T I G焊单道可焊熔深深度浅 , 在不开坡 口不填充焊丝的情 水 平 10 l 7 1 8 况下 , 单道可焊厚度在 3 mm (  ̄锈钢 , 氩气保护) 以下 , 对于 1 2O l 2 l3 55 厚大件往往需要开坡口焊接 , 限制了 T I G焊的应用 。 二十 2 3 30 7 8 世纪六十年代, 乌克兰的巴顿焊接研究所研制 出一种新的 焊接工艺 一 A _ 1 1 G焊, 据称与常规 的 T I G焊相 比, 焊缝熔深 提高 1 — 3倍【 - 2 1 。 A — r I ’ I G焊技术 的关键就是活性剂 的研制, 目前, 英、 美 ㈩ 和日 本等 国正在加大对 活性剂 的研制研究力度 , 并已投入生产使 用 3 1 ] 而我 国在这方 面的研究还处于起步阶段 , 还远没达到实用 阶段 , 而 其 中 ,S目, S误 分 别 为 因 活性 剂的研制工作需要进行大量 的工作 , 正交试验正是一种科学高
乌克兰巴顿电焊研究所三相对称装置的性能分析
参 考 文献 :
[] 铁 道 部 焊 轨设 备 考 察 团. 道 部 焊 轨 设 备考 察 团访 问 乌 1 铁
克兰[. J 中国铁路 ,9 61:7 ] 19 ( 4 . )
金 类焊 材 间歇性充 分散 热 , 特别 有利 于焊 接 薄片 铝 合金 。
() 过 试 验 对 比 , 明 正 弦 波 调 制 脉 冲 MI 3通 证 G 焊 方法 比单脉 冲 MI G焊 方法更 具优 势 , 如焊 接参 诸
数 取值 范 围宽 、 棒 性好 、 于操 控 并 能稳 定 获 得 鲁 易
[ 潘 天 明. 频 和 中频 感 应 炉 【 . 京 : 国铁 道 出版 社 , 3 ] 工 M】 北 中
2o 2—3. 0 O: 4 6
f 西 安 电炉 研 究所 . 应 加 热 技 术 应 用 及 其设 备 设 计 经 验 4 ] 感 【 . 京 : 一 机 械 工业 部 技 术 情 报 所 ,9 5 7 — 7 . M】 北 第 17 :0 1
理 想 的鱼鳞 纹焊缝 等 。
参考文献 :
【】 K aas R cn cn lg a eeo m nsi w lig l ugi M.ee teh o i l vlp e t n e n t oc d d
() 3 4图 e显示 的 电阻 大 而均 衡 , 另 一 个 方 面 从 表 明其焊 接 能量过 于 均匀 连续 , 于持续 顺 利焊 接 难 薄 片铝 合金 ; 4 所 示 的 电阻不 大 , 由于正 弦 波 图 e 且 调 制 的原 因呈 现显 著 的周期 性 , 对应 正 弦波 正半周 期, 电阻显 著周 期性 变小 , 化 了对应 电流 的效用 , 强
乌克兰巴顿电焊研究所在焊接工艺及相关领域的新成果
巴顿 所 采用 电子束 熔 炼技 术 为造 船 厂 提供 了 厚度
达到 2 0 2 0 mm 的 P 一 V钛合 金板 坯 ,与 传统 技术 0  ̄ 5 T3 相 比 , 服强度 提 高 了 1% , 屈 0 生产 成本 降低 了 2 %。 0
等 技 术 领 域 取得 的新 成 果 。 。
关 键 词 : 气 相 沉 积 技 术 单 晶 制 备 电弧 与 复 合 热 源
中 图分 类 号 :T 4 G4
0 前
言
体材 料相互 作 用 , 成 复合材 料 。根 据材 料 与工 艺 的不 形 同, 相互 作用 可 以是 化 学 反应 , 随 有 反应 产 物从 冷凝 伴
常值 得关 注 是采 用 高 速真 空 电子 束 气相 沉 积技 术 可 以 制 备 出成分 与 组织 梯 度变 化 的复 合 材料 ,简 称可 编 程 控 制材料 , 图 1 示 。复合 材料锭 由陶瓷基 体 与嵌 入 如 所 的金属 及非 金属 材料 组成 。嵌 入材 料是 具 有一 定形状 、
织 , 图 4所 示 。 如 ‘
复 合 金
一
ቤተ መጻሕፍቲ ባይዱ
曲{ 司 Ⅱ
昭
陶 瓷或 复 合 陶 瓷
( )示 意 图 a 熔 化 速 度 / k ・ (gh )
图 3 熔 化 速 度 与钛 合 金 中 的铝 含 量 的 关 系
图 4 V 6钛 合 金 坯 金 相 组 织 ( 5 T 1 0 mm× 5 9 0 mm 截 面 )
尺 寸 及气 化性 能要 求 的材 料 ,保 证 在 连续 汽 化 与冷 凝
过程 中可 以在 基 体上 形 成 成分 与组 织 为梯 度 变 化 的复
合 层 。这项 复合 工 艺技 术 包括 主 体材 料 的汽 化 和 离子
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乌克兰国家科学院巴顿焊接研究所
简介(初稿)
姜莉莉
2011-2-25
乌克兰国家科学院巴顿焊接研究所
简 介
乌克兰国家科学院巴顿焊接研究所在杰出的工程师、学者、科学院院士叶甫盖尼.奥斯卡洛维奇.巴顿先生的倡议下,于1934年1月成立。
研究所是在电焊委员会的焊接实验室和基辅工学院的工程构筑物教研室的基础上建立起来的。
巴顿院士确立的焊接研究所在焊接领域的基础科学方向,一直沿用至今。
1953年至今,研究所的所长是科学院院士鲍里斯.叶甫盖尼耶维奇.巴顿。
研究所的早期工作:证明了焊接结构加工在原理上是可能的,焊接结构加工不仅在耐久性和可靠性上不亚于铆接结构,而且技术和经济指标都相当优越,因此被广泛应用于工业。
1940年前,使用焊剂的高效自动电弧焊接工艺完成了研制,并开始应用于国家工厂。
在伟大的卫国战争时期,研究所的工作人员正是采用这种工艺,在乌拉尔山脉的坦克厂车间里焊接装甲钢,流水作业生产了T-34坦克的焊接车身,并使另一种军事装备的焊接实现了机械化。
战前和战时是研究所新的科学学派形成的时期,1945年焊接研究所以叶甫盖尼.奥斯卡洛维奇.巴顿命名,就是对这种学派威望的充分肯定。
在战时国民经济遭到破坏的恢复时期,研究所的全体人员致力于扩大借助于焊剂的高效自动和半自动化焊接的应用范围,用以取代手工焊接,致力于使焊接结构合理化,使焊接生产工业化。
研究所的工作人员在世界上首次实现了在安装过程中直接进行板材结构的自动焊接。
这一时期的工作对战后工业的恢复速度起到决定性影响:新的
现代化的建筑金属结构制造业得以发展,重型、运输、化学、动力及其它领域机械制造中高可靠性的焊接零部件得以生产。
研究所工作中最为重要的成就之一开始于20世纪50年代,研究所开始研究大厚度的金属熔化焊接工艺-电渣焊。
这种工艺使重型机架、锅炉、水力机组和其它独一无二的锻焊结构和铸焊结构的生产发生了翻天覆地的变化。
晚些时候,研究所与中央机器制造技术研究所及其他机构共同研制出的在碳酸气体中使用金属丝进行焊接的方法在工业中获得了广泛应用,从而保证了焊接工作机械化水平的大幅提高。
脉冲电弧焊、焊丝混合气体(活性气体和惰性气体)保护焊的工艺和设备的研制是熔化电极电弧焊的进一步发展。
20世纪50年代起,在科学院院士鲍里斯.叶甫盖尼耶维奇.巴顿的倡议下,研究所针对使用焊接热源以获取更高质量高可靠性的金属和合金的研究开展论文检索和实验研制工作。
该技术领域被命名为-专业电力冶金学,是目前研究所第二重要的科研方向。
全体员工在这一新领域的工作又一次推动了现代化高质量冶金学的发展。
20世纪80年代初期,研究所又形成了一个科研方向-保护涂层和耐磨层的热喷涂。
近年来,研究所研制了一种独一无二的活体焊接技术,该技术已在动物身上通过鉴定,并使用在人体的外科手术中。
1969年宇宙飞船“联盟6号”的宇航员В.Н. 库巴索夫在世界上首次完成了在设备“火神号”上进行的独有的电子束、等离子和熔化电极焊接试验,这些焊接方法都是由焊接研究所研制的。
理所当然地,航天工艺学开始了,这一学科对于征服宇宙空间具有大的意义。
1984
年宇航员萨维茨卡娅和宇航员贾尼别科夫在太空中第二次使用焊接研究所研制的万能手动工具完成了焊接、低温焊接、切割和喷涂试验。
晚些时候,在太空中进行了12米桁架结构展开的综合试验,这种桁架是用万能手动工具对其单独部件进行焊接和低温焊接而成,2个15米的桁架结构展开,向“和平号”轨道站对头结合。
桁架结构是太阳能电池帆板的支撑结构。
研究所完成的各种金属、合金熔化焊接的物理、冶金特性的系统性研究具有非常重要的意义。
焊缝金属的结晶过程被掌握,焊缝结构和化学成分的不均匀性被确定,裂纹形成机理被揭示,以及与这些进行斗争的方法被找出。
这些研究结果是建立和完善材料焊接和堆焊的理论基础。
乌克兰国家科学院巴顿焊接研究所一个综合性科研机构,内设一个试验设计工艺处,一个实验生产部门,3个试验工厂,一系列工程中心。
研究所所有机构员工总数近3500人,研究所本身有员工1700人。
科技人员300多人,其中院士9名,通讯院士7名,博士72名,副博士200多名。
研究所主要的科研方向:
焊接、低温焊接、堆焊、喷涂及同类工艺实质的综合性研究,及在此基础上新型高效工艺、设备及材料的研制;
焊接结构耐久性和使用性能研究,它的设计原理和基础的研究,可靠性、耐久性和寿命的提高;
焊接过程和同类工艺的自动化、机械化;
高质量合金、复合金属及其制品的新型电子冶金生产工艺和设备的研制;
研究所的工作成果可以用销售出的许可证和获得的专利来确认。
目前,研究所已向美国、西德、日本、俄罗斯、瑞典、法国、中国等国出售许可证150多份。
获得乌克兰、俄罗斯和独联体之外国家专利数近2600项,发明证书6500多项。
近年来,研究所的工作人员完成的用于国民经济的60多项研究成果分别获得了列宁奖、国家科技奖、乌克兰优秀学者奖等奖励。
研究所与西欧、美国、亚洲主导的焊接中心有广泛的国际联系,并在组织公共科学研究领域开展了大量工作,是国际焊接研究所和欧洲焊接联盟成员。
挂靠在研究所的行业组织:独联体国家焊接和同类工艺国际委员会、国际焊工学会和乌克兰焊工协会委员会。