纵轴套零件机械加工工艺过程卡片
轴承套机械加工工艺过程卡片

机械加工工艺过程卡片
产品型号
零件图号
0001
产品名称
零件名称
轴承套
共
1
页
第
1
页
材料牌号
45棒料
毛坯种类
Ø45*261
毛坯外形尺寸
Байду номын сангаас圆柱
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
一
车
下料Ø45*261
1
普通车床
二
钳
三抓卡盘装夹
1.车一段端面,钻中心孔
审核(日期)
标准化(日期)
会签(日期)
2017.4.11
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
外圆车刀
2.掉头装夹,车另一端面,钻中心孔,
外圆车刀
三
车
用双顶尖装夹
1. 粗车 外圆至 ,长
外圆车刀
2.粗车 外圆至
外圆车刀
3.半精车 外圆至图样规定尺寸
外圆车刀
4.半精车 外圆至
5.切槽 共5处,退刀槽 ,共6处,车倒角 ,共6处。
外圆车刀
6.6个零件同时加工,尺寸相同,
外圆车刀
四
钻
钻 孔,毛坯分成单件
麻花钻
五
车
用用软爪卡盘装夹
1.车阶台面 至尺寸
外圆车刀
2.车 孔至
外圆车刀
3.车 孔至图样规定尺寸
机械加工工艺过程及工序卡片模板
机械加工工艺过程及工序卡片模板一、工艺规划工艺规划是在设计任务和制造要求的基础上,确定产品的加工工艺和加工工序的流程,具体步骤如下:1.了解产品的使用功能、要求以及材料的特性,确定最佳的加工方法和加工工艺。
2.绘制产品的工艺流程图,包括加工工序、顺序和设备选择等。
3.制定加工工艺卡,记录每个加工工序的详细信息,包括工具刀具的选择、加工参数等。
二、技术准备技术准备包括原材料准备、机床设备准备和工装量具准备等,具体步骤如下:1.检查原材料的规格、质量和数量是否符合要求,如有问题及时采取补救措施。
2.检查机床设备的运行状态和性能,确保设备正常运行。
3.准备需要的工装量具,确保其准确性和可靠性。
三、加工操作加工操作是根据工艺规划和技术准备的要求,对原材料进行加工操作,具体步骤如下:1.根据工艺流程图和加工工艺卡,按照预定的顺序进行加工工序。
2.调整和选择合适的机床设备,安装和装夹好加工零件。
3.根据加工工艺卡的要求,合理设置机床的工作参数和工装量具的位置。
4.进行切削、剪切、钻孔、磨削等加工操作,确保加工质量和加工效率。
四、检验与维护在加工过程中,需要进行产品质量的检验和设备维护,具体步骤如下:1.进行零件的尺寸和表面质量的检验,确保零件的几何精度和表面质量符合要求。
2.检查机床设备的工作状态和性能,及时发现和解决问题,确保设备的正常运行。
3.根据机床设备的维护手册,定期对设备进行清洁、润滑和维护保养,延长设备的使用寿命。
以上是机械加工工艺过程的一般步骤和主要内容。
下面是一个工序卡片的模板,供参考:工序卡片工序名称:(填写工序名称)主要工艺参数:1.切削速度:(填写切削速度,单位)2.进给速度:(填写进给速度,单位)3.切削深度:(填写切削深度,单位)刀具/工具:1.刀具名称:(填写刀具名称)2.刀尖半径:(填写刀尖半径,单位)3.刀具材料:(填写刀具材料)4.工具冷却方式:(填写工具冷却方式)夹具/工装:1.夹具类型:(填写夹具类型)2.夹具安装位置:(填写夹具安装位置)3.工装定位方式:(填写工装定位方式)检验要求:1.尺寸精度:(填写尺寸精度要求)2.表面质量:(填写表面质量要求)3.其他检验要求:(填写其他检验要求)注意事项:1.在操作中注意安全,佩戴必要的防护设备。
机械加工工艺过程卡片

机械加工工艺过程卡片
机械加工工艺过程卡片是制定加工工艺的重要文件,通常包括以下内容:
1. 零件名称和编号:标识被加工零件的名称和编号,以便于与设计图纸对应。
2. 材料:指定被加工零件的材料类型和规格。
3. 工艺路线:描述了被加工零件的加工顺序和每个加工工序的具体内容。
包括车削、铣削、钻削、磨削、切割等工序。
4. 加工设备:指定用于加工的设备和工具的名称和型号。
5. 夹具:指定用于夹紧被加工零件的夹具类型和夹具的具体设计要求。
6. 切削参数:包括切削速度、进给速度、切削深度等切削参数的具体数值。
7. 加工工时:指定每个加工工序的预计加工时间,以及总工时。
8. 加工质量要求:指定被加工零件的精度、表面质量要求等质量标准。
9. 安全注意事项:列出加工过程中需要注意的安全事项,以确保加工人员的安全。
10. 检验项目:列出加工过程中需要进行的检验项目,以确保加工质量符合要求。
机械加工工艺过程卡片是机械加工过程中的重要参考文件,它能够指导加工人员进行正确的加工操作,以确保加工质
量和生产效率。
机械加工工艺过程卡片模板
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
轴套工艺流程卡

轴套工艺流程卡轴套工艺流程卡工艺流程卡是制造过程中用于指导和记录生产的工艺文件,对于保证产品质量和提高生产效率非常重要。
以下是一份轴套工艺流程卡的示例,共有八个步骤。
步骤一:材料准备1. 检查轴套的材料是否符合要求,包括材质、尺寸等。
2. 将符合要求的轴套材料按照工艺要求进行切割、打磨等预处理。
步骤二:车削外孔1. 将经过预处理的轴套材料装夹在车床上。
2. 使用车削刀具进行外圆车削,以达到设计要求的尺寸和表面粗糙度。
步骤三:钻孔1. 根据设计要求,在轴套上标记要钻的孔的位置。
2. 使用钻头对标记位置进行钻孔。
步骤四:车削内孔1. 将经过钻孔的轴套材料固定在车床上。
2. 使用车削刀具进行内孔车削,以达到设计要求的尺寸和表面粗糙度。
步骤五:车削端面1. 将经过内外孔车削的轴套材料装夹在车床上。
2. 使用车削刀具对轴套的端面进行车削,以得到平整的端面。
步骤六:热处理1. 将车削好的轴套进行热处理,通过加热和冷却的方式改变其组织结构,以提高其力学性能。
2. 控制热处理的温度和时间,确保轴套达到设计要求的硬度和韧性。
步骤七:刮丝1. 将经过热处理的轴套进行刮丝处理,以提高其表面光洁度和耐磨性。
2. 使用刮丝刀具对轴套的表面进行刮削。
步骤八:检验和包装1. 对刮丝后的轴套进行严格的质量检验,包括尺寸、外观等。
2. 符合质量要求的轴套进行包装,并标注相关信息,如批次、数量等。
以上是一份轴套工艺流程卡的简要示例,实际工艺流程可能会有所不同,具体步骤和要求需要根据具体产品和工艺的要求进行调整。
通过合理的工艺流程和严格的质量控制,可以保证轴套的质量和生产效率,满足客户的需求。
机械加工工艺过程卡片

机械加工工艺过程卡片
一、机械加工工艺过程卡片的内容
1.零件信息:包括零件图号、名称、材料等。
这些信息可以帮助操作者快速了解和定位要加工的零件。
2.工序:将整个加工过程划分为若干个工序,每个工序指明了具体的加工内容和顺序。
例如,粗加工、精加工、表面处理等。
二、机械加工工艺过程卡片的应用
1.制定标准化的工艺过程:通过制作机械加工工艺过程卡片,可以将工艺过程规范化,并且为操作者提供明确的加工要求。
这样可以提高产品的加工效率和一致性,减少不必要的错误。
3.提高加工质量:通过详细的工艺要求和加工内容,可以确保零件加工后的尺寸精度和表面质量符合要求。
同时,指定合理的装夹方式和加工顺序,可以减少形变和误差的产生,提高零件的加工质量。
4.便于工艺改进和优化:通过对机械加工工艺过程卡片内容的记录和分析,可以发现工艺中存在的问题和瓶颈,并且找到优化的方案。
这样可以提高加工效率和降低成本。
5.提高工艺稳定性:通过制作机械加工工艺过程卡片,可以将工艺过程固定下来,避免每次加工都需要重新调整参数和工艺。
这样可以提高加工的稳定性和一致性。
总结起来,机械加工工艺过程卡片是一种对机械加工过程进行规范和记录的工具,它包括了零件信息、工序、加工内容、工艺要求等内容。
通过应用机械加工工艺过程卡片,可以提高加工效率和质量,并且便于工艺
改进和优化。
在实际生产中,制作和应用机械加工工艺过程卡片是非常有益的。
机械加工工艺过程卡片模版
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
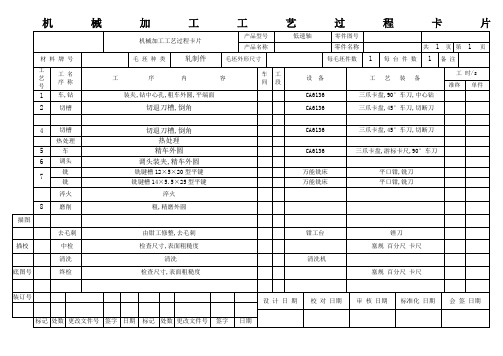
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号
零件图号
产品名称
纵轴套
零件名称
纵轴套
共
1
页
第
1
页
材料牌号
ZCuZn40Pb2
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
备件
准备铸件毛坯
铸
2
清砂
洗去上面的砂粒,以及尘土
洗
3
上漆
在端盖表面涮上油漆
表
4
车
粗车、精车小端M34,Φ40,Φ5ຫໍສະໝຸດ 的外圆、端面倒角、退刀槽及M34的螺纹
金工
CA6140
三爪卡盘
5
车
粗车、精车Φ68的外圆、端面、车退刀槽,M30的内孔及其螺纹
金工
CA6140
三爪卡盘
6
车
粗车、精车7°的锥孔,车距右端面12mm的槽
金工
CA6140
三爪卡盘
7
钻
钻6XM5的螺纹底孔Φ4.2,攻丝6XM5
金工
Z3080
专用夹具
8
磨
磨7°的锥孔
金工
MQ1350A
吸盘
9
检
检验合格后,交付装配
检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字