酸轧线电机穿芯方案
酸轧联合机组_13_详细设计_47_工艺控制方案(跟踪)

唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)上海宝信软件股份有限公司二零一五年六月唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)编制:顾颖兰编制日期:2015.06.22审核:顾胜超、徐文超审核日期:2015.06.24批准:金云批准日期:2015.06.30上海宝信软件股份有限公司二零一五年六月1.带钢跟踪 (5)1.1关键字 (5)1.2概述 (5)1.3简要工艺流程 (5)1.4系统设计范围 (6)1.5系统通讯方案 (6)1.5.1 L1-L0 数据通讯 (6)1.5.2 L1-L1 数据通讯 (7)1.5.3 L1-HMI 数据通讯 (7)1.5.4 L1-L2 数据通讯 (7)1.2系统配置 (8)1.3系统功能规格 (8)1.3.1应用功能概述 (8)1.3.2系统原理 (10)1.3.3焊缝跟踪 (11)1.3.4物料跟踪 (20)1.带钢跟踪1.1关键字中文表述英文对照带钢跟踪Strip Tracking焊缝跟踪Weld Tracking物料跟踪Material Tracking动作Action1.2概述本文档是关于唐山瑞丰950酸轧联合机组的功能描述。
酸轧联合生产线的带钢跟踪系统是基础自动化级的控制系统的一个主要的、相对高级的功能,由 PLC 控制系统实现。
带钢跟踪系统涉及大量的数据和运算。
在早期的系统中,由于PLC系统能力限制,带钢跟踪通常由过程控制计算机来完成。
实时性和可靠性均难以得到保证。
随着PLC系统能力的提升,使大规模的数据处理和高速运算成为可能。
带钢跟踪逐步转由PLC系统来实现。
在一条现代化的连续带钢生产线的自动控制系统中,带钢跟踪系统是其控制的核心。
几乎所有的自动化带钢连续生产线,均配备有精确的带钢跟踪系统。
303—1酸连轧线基本工艺规程

唐钢质量管理体系文件版本号:2 文件编号:JS/ZY —QZ —303—1唐钢冷轧薄板厂酸连轧线基本工艺规程(公司秘密)编 制:史文、徐祥来、谷田 审核:批 准:2011年11月20日发布 2011年11月25日实施唐山钢铁集团有限责任公司技术中心更改状态一览表唐钢冷轧薄板厂酸连轧线基本工艺规程文件编号:JS/ZY-QZ-303-11 适用范围本工艺规程适用于唐钢冷轧薄板厂酸连轧生产线。
2 工艺流程及简述 2.1工艺流程2.2简述唐钢冷轧薄板厂酸轧联机由酸洗和连轧机两部分构成,具有自动化程度高、工序简洁、生产周期短、生产成本低、设备维修费用少等优点。
酸洗采用达涅利高速Turboflo ®酸洗技术,酸洗段为三段式连续式酸洗生产线,每个酸洗槽都分成几个紊流单元,利用带钢的速度带起紊流并确保从酸槽入口到出口的酸洗均匀性。
酸洗时间短。
浅槽,酸液循环为长循环+短循环,酸液排空和重新启动快。
预漂洗单元+5段式梯流漂洗槽,带钢表面质量好。
另有两台开卷机、一台闪光焊机、一台破磷机、一台切边剪和三个用于连续生产的活套。
冷连轧采用奥钢联五机架连轧,前四架为4辊,最后一架轧机为6辊,采用VAI “Smartcrown”技术,增加了板形控制的效率;具有最先进的HAGC和AFC自动控制功能;配有测厚仪、脉冲测速仪、板型仪;工作辊具有正负弯辊、窜辊功能;在轧机的出口段装有卡罗塞尔卷取机;配有钢卷离线检查站;通过先进的检测仪器及控制手段使产品质量得到保证。
3 产品大纲产品为冷轧低碳钢、低合金高强度钢,年产量为1400000吨。
冷轧产品主要代表规格及所占比例:4 原料验收基准4.1原料规格4.2厚度偏差(GB/T709)注:PT.A---普通精度,PT.B---高级精度(以下略)4.3宽度偏差(GB/T709)4.4同板差4.5不平度(GB/T709)4.6热轧来料断面形状注:凸度是指与轧制方向垂直的横截面上,中点厚度与距带钢边部20mm处厚度的差值。
FYY酸轧线总体概述课件

762mm 3 660-800mm 2300mm A.C 375kw 0—601/1710rpm
开卷机芯轴
膨胀缸
拉杆
膨胀套
拉杆
键
扇形块
膨胀套
• 膨胀缸拉动拉杆,拉杆拉动膨胀套,膨胀
套的楔形结构使扇形块膨胀。
膨胀套
扇形块
膨胀缸、旋转给油器
旋转给油器 膨胀缸
位置传感器
开卷机外支撑
• 位置:位于开卷机芯轴未端 • 作用:支撑芯轴,防止芯轴在钢卷重
地辊辊子尺寸图
梭车
• 位置:位于2号步进梁后面 • 作用:从步进梁上运输钢卷到1号开卷机和
2号开卷机;将钢卷旋转90度,使钢卷小车 可以从梭车上接到钢卷。
2号步进梁 梭车
驱动电机
钢卷小车
钢卷小车抬升缸尺寸
1号开卷机参数
• 卷筒直径 • 扇形块数量 • 膨胀范围 • 卷筒长度 • 卷取机驱动
• 焊接流程:
• (1) 出口夹送辊启动,带尾降速,起套,停止
• (2)出口夹钳夹紧,出口侧导及附助辊打
开
• (3) 入口夹送辊关闭,带头降速,起套,
带头停止
• (4)入口夹钳夹紧,入口侧导及附助辊打
开
• (5) 剪切
• (6)入口夹钳前移,对中
• (7) 焊接
• (8)焊缝检测
• (9)剪月牙弯
No.1入口步进梁 接收从天车吊来的钢卷,并周期性地把 钢卷输送到No.2入口步进梁上 No.2 入口步进梁 从No.1步进梁接收钢卷,并周期性地把 钢卷输送到梭车上
步进梁:
横移缸
抬升缸
步进梁动作过程
• 钢卷在步进梁上,活动梁处于最低位置 • 升降油缸外升,活动梁抬起钢卷 • 移动油缸外升,活动梁前移 • 升降缸收缩,活动梁下降,钢卷放在固定梁上 • 移动油缸收缩,步进梁复位,完成一个步进循
酸轧机组穿带步骤
酸轧机组穿带步骤一、酸洗段穿带条件1、各个设备的电气系统已投入,并且在HMI上没有报警。
2、各纠偏及驱动液压站已投入,并且液压压力、温度、流量正常。
3、压缩空气压力正常,流量稳定。
4、各个设备大安全销处于正常位置。
5、将酸洗入口段、工艺段和酸洗出口段电机启动。
6、准备必要的穿带工具,如对讲机、手电、撬棍、圆形穿带绳、略窄于带钢的四分管或六分管、切割设备、电剪子、大锤等。
二、酸洗入口段穿带:1.将厚度为2.5mm的钢卷,由天车从原料库吊到步进梁上,带头方向放正确,以便于上开卷。
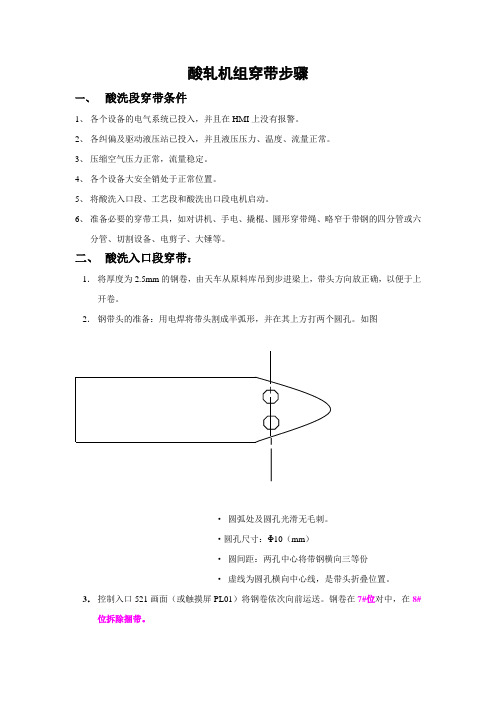
2.钢带头的准备:用电焊将带头割成半弧形,并在其上方打两个圆孔。
如图·圆弧处及圆孔光滑无毛刺。
·圆孔尺寸:Φ10(mm)·圆间距:两孔中心将带钢横向三等份·虚线为圆孔横向中心线,是带头折叠位置。
3.控制入口521画面(或触摸屏PL01)将钢卷依次向前运送。
钢卷在7#位对中,在8#位拆除捆带。
4.控制入口521画面(或触摸屏PL04)由中间小车将钢卷运送到1#上卷小车接卷位后,中间小车回到等待位。
5.控制入口521画面(或触摸屏PL05)由1#上卷小车接收钢卷,经高度对中、内径检测和宽度对中后,上到1#开卷机。
6.控制入口521和523画面(或触摸屏PL05.06.07)进行开卷:●开卷机涨径(1#POR MANDREL “COLLAP.”)(521或PL05)。
●外支撑升起(1#POR OUTBOARD “UP”)(523或PL05)。
●压辊关闭(1# snubber roll “close”)(523或PL05)。
●上卷小车回原位(521或PL05)。
●保护器打开(1#P/R protector “open”)(523或PL05)。
●开卷器升起(1# opener lift “up”)并打开刮刀(1# opener wedge “open”)和夹钳(1# opener clamp “unclamp”)(523或PL06)。
轧线工程施工方案

一、工程概况本项目为某钢铁有限公司轧线工程,主要包括轧机设备安装、调试、电气设备安装、管道安装、电气控制系统安装等。
工程总工期为6个月,预计于2023年12月30日前完工。
工程地点位于某钢铁有限公司厂区内。
二、施工组织与管理1. 施工组织(1)成立项目组:由项目经理、施工负责人、技术负责人、质量负责人、安全负责人等组成。
(2)施工队伍:根据工程需求,组建一支专业、高效的施工队伍。
(3)施工计划:制定详细的施工进度计划,明确各阶段工作内容和时间节点。
2. 施工管理(1)施工质量管理:严格执行国家及行业标准,确保工程质量。
(2)施工安全管理:加强施工现场安全管理,预防安全事故发生。
(3)施工进度管理:按计划推进施工进度,确保工程按期完工。
三、施工工艺与流程1. 轧机设备安装(1)设备进场:检查设备质量,确保设备完好。
(2)设备运输:按照设备尺寸和重量,选择合适的运输工具。
(3)设备就位:根据设计图纸,将设备放置在指定位置。
(4)设备组装:按照设备组装要求,进行设备组装。
(5)设备调试:对设备进行调试,确保设备运行正常。
2. 电气设备安装(1)电缆敷设:按照设计图纸,进行电缆敷设。
(2)配电箱安装:根据设备需求,安装配电箱。
(3)控制柜安装:安装控制柜,并连接电缆。
(4)设备调试:对电气设备进行调试,确保设备运行正常。
3. 管道安装(1)管道材料准备:准备管道材料,确保材料质量。
(2)管道敷设:按照设计图纸,进行管道敷设。
(3)管道连接:连接管道,确保连接牢固。
(4)管道试压:对管道进行试压,确保管道质量。
4. 电气控制系统安装(1)控制系统设备进场:检查设备质量,确保设备完好。
(2)设备就位:根据设计图纸,将设备放置在指定位置。
(3)设备组装:按照设备组装要求,进行设备组装。
(4)设备调试:对电气控制系统进行调试,确保设备运行正常。
四、施工措施1. 施工质量管理(1)严格按设计图纸、施工规范和操作规程进行施工。
酸轧机组设备工艺操作规程.

1、酸洗轧机联合机组概述1.1 酸轧联机的原料条件1.1.1 原料材质原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。
产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。
强度级别::max.270 N/mm2软钢:σsσ:max.390 N/mm2b:max.590 N/mm2高强钢:σs:max.800 N/mm2σb1.1.2 机组入出口钢卷数据1.2 机组具有的带钢变规格的能力1.2.1 带钢宽度变化范围:从窄料向宽料变化时,最大范围 100mm ;从宽料向窄料变化时,最大范围 150mm 。
O 5表面质量等级的带钢,宽度必须从宽向窄变化;O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。
1.2.2 入口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小);绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。
1.2.3 出口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小);绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围:从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30%从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45%(其中y为带钢的屈服强度,y2数大,y1数小)2 酸洗部分技术操作规程2.1酸洗基本工艺参数:入口最大速度: 700m/min酸洗段最大速度: 270m/min出口最大速度: 320m/min穿带最大速度: 60m/min甩尾最大速度: 120 m/min酸洗段加速度、减速度:入口: 0.78m/s2酸洗工艺段: 0.30m/s2出口: 0.44m/s2焊机型号:米巴赫HSL21型激光焊机酸洗段最大加热能力: 670t/h酸洗槽总长度: 3×35+2.5=107.5m酸洗时间(酸洗速度270m/min) 105/270×60=23s活套的储存量:入口活套: 668m出口1#活套: 290m出口2#活套: 448m2.2 酸洗各岗位技术操作规程2.2.1 酸轧原料库:2.2.1.1 酸轧原料库用途:有效储存热轧钢卷;自然冷却热轧钢卷;处理不合格钢卷2.2.1.2 主要技术要求堆放形式:按卷位堆放两层上料温度:≤80℃2.2.1.3 原料技术条件:二冷轧厂原料是热轧厂供给的热轧齐边带钢钢卷,按原料验收标准收料 (验收过程中不能直接检查的项目如宽度、厚度、板形和凸度表面质量等应在生产过程中检查),发现问题再进行判定,退料或处理掉不合格部分。
酸轧线工艺流程
酸轧线工艺流程The acid rolling process in steel production is a crucial step in achieving the desired surface quality and physical properties of the final product. During this process, the steel strip is cleaned, pickled, and processed in acidic solutions to remove impurities and oxide layers from the surface. This helps improve the surface finish, corrosion resistance, and overall quality of the steel.酸轧线工艺流程在钢铁生产中起着至关重要的作用,它是实现最终产品所需的表面质量和物理特性的关键步骤。
在这个过程中,钢板经过清洗、酸洗,并在酸性溶液中处理,以去除表面的杂质和氧化层。
这有助于提高表面光洁度、耐腐蚀性能和整体钢板的质量。
The acid rolling process begins with the steel strip being uncoiled and cleaned to remove any dirt, scale, or other impurities that may be present on the surface. This ensures a clean and smooth surface for the subsequent pickling process. The strip is then passed through a series of tanks containing acidic solutions, such as hydrochloric acid or sulfuric acid, to dissolve any remaining oxides and impurities.酸轧线工艺流程始于对钢板进行展开和清洁,以去除可能存在于表面的任何尘土、鳞片或其他杂质。
试论冷轧薄板工程酸轧线过程控制计算机系统
试论冷轧薄板工程酸轧线过程控制计算机系统冷轧薄板工程酸轧线是现代钢铁生产中的重要工艺流程,其过程控制对产品质量和生产效率具有重要影响。
为了更好地进行酸轧线过程控制,许多钢铁生产企业引入了计算机控制系统,以提高生产的自动化程度和精准度。
本文将试论冷轧薄板工程酸轧线过程控制计算机系统的相关内容。
一、冷轧薄板酸轧生产流程冷轧薄板工程酸轧线是钢铁生产中的重要工艺环节,它主要用于生产高品质的薄板材料。
冷轧薄板酸轧生产流程主要包括原料准备、酸洗、冷轧、酸洗、热洗、干燥、卷取等环节。
酸轧线的过程控制对产品的表面质量、厚度精度、拉伸性能等指标有着重要影响,因此对酸轧线进行精准的控制是至关重要的。
二、酸轧线过程中存在的问题在酸轧线的生产过程中,存在着许多问题需要进行控制和解决。
比如在酸洗环节中,酸液浓度、温度、流速的控制,对钢板表面的清洁程度和腐蚀度有着直接影响;在冷轧环节中,轧辊的间隙、轧后张力的控制,对产品的厚度精度和表面质量有着重要影响;在热洗和干燥环节中,温度、速度等参数的控制,对产品的表面质量和成品率有着重要影响。
酸轧线过程中的控制是多参数、多环节、多限制条件的多目标优化控制问题。
三、计算机系统在酸轧线过程控制中的应用为了更好地进行酸轧线的过程控制,许多钢铁生产企业引入了计算机控制系统。
这些系统通过实时监测各个环节的工艺参数,实时采集产品的质量数据,通过数据分析和处理,实现了对酸轧线生产过程的精准控制。
主要包括以下几个方面:1. 参数监测与控制:计算机系统可以通过传感器实时监测酸洗、冷轧、酸洗、热洗等环节的工艺参数,如酸液浓度、温度、流速,轧辊的间隙、张力等,并能够根据监测到的数据,实时调整生产过程中的参数,以实现对产品质量的控制。
2. 数据分析与处理:计算机系统可以对采集到的大量数据进行实时的分析和处理,通过模型预测算法、多元分析统计方法等,进行数据处理和分析,建立数理模型,找到影响产品质量的关键参数,进而优化生产控制策略和技术路线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧机改造工程主电机转子穿芯安装专项施工方案目录一、编制依据--------------------------------------------------3二、工程概况--------------------------------------------------3三、作业方案--------------------------------------------------3四、技术措施--------------------------------------------------14五、劳动力安排-----------------------------------------------14六、施工进度安排--------------------------------------------14七、施工用机械、机具表-----------------------------------14八、材料工具表-----------------------------------------------16九、质量保证措施--------------------------------------------17十、安全技术措施--------------------------------------------18一、编制依据1、《电气装置安装工程旋转电机施工及验收规范》(GB50170-92)2、《建筑电气工程施工质量验收规范》(GB50303-2002)3、《建筑工程施工质量验收统一标准》(GB50300-2001)4、外方提供的电机安装作业指导书5、甲方及监理对电机安装的要求二、工程概况㈠、基本情况轧机改造工程共需安装2台电机,每台重约100吨(定子净重30吨、转子净重40吨、其它为附件重量),现场主电室行车55吨,只能完成设备卸车、底板及轴承座安装等工序。
定转子穿芯作业时主电机定子、转子再加上吊梁和钢丝绳重量约为100吨,超出行车安全承载负荷,建议采用原地穿芯落位的安装方式。
㈡、工艺说明电机安装在整个机械设备的安装中是最后一道工序,必须在机械设备安装完毕、电机本体安装就位后,电机才能进行正式的定心(找中)工作。
电机前期安装时的纵、横向中心线都是依据轧机机架的纵、横向中心线引伸而决定的。
要确保电机纵横向中心线及标高点(电机安装基准高度)的准确无误,首先要请机械安装单位的测量人员,根据轧机机架的实际安装位置测量出每台电机机组的纵、横向中心线及标高尺寸。
为防止安装基础的飘移及沉降,对测出的纵、横向中心线及标高点要定期进行复测。
电机安装的每一步结束后,在进行下一工序前,必须对上一工序的安装进行检查。
检查的内容和精度表由电机供货商现场提供,并经厂家技术服务、甲方监理、施工单位三方确认合格后才能进行下一工序的施工。
(确认的主要内容有:座桨垫板确认、电机底板设置确认、轴承座设置确认、气隙及磁中调整确认、轴承座绝缘确认、定芯确认)三、作业方案㈠、主电机安装流程图注:以上流程为单台电机安装程序,安装顺序为下部电机、中间轴、上部电机。
㈡、工艺说明1、安装基准点的设定电机用中心标志是根据机械侧的安装中心线延长而获得,在设计规定的电机纵、横向中心线上各埋设一对中心标板,在电机基础旁埋设标高基准点,埋设完养生牢固后,须经专业测量作上标记,打上洋冲眼、标高基准点,测量出准确的标高数值,作为电机安装的基准用。
(中心标板及基准点埋设位置见下图)名称:中心标板 材质:A3钢单位:mm 数量:28个中心标板保护罩2、基础的验收、复检⑴、电机基础由土建单位确认,按有关规定通过有关部门的质量检验,并已办理名称:标高埋设柱 材质:A3钢 单位:mm 数量:6个标高埋设柱保护罩中间交接,即可实施对电机基础进行测量检验。
⑵、依照电机设备图纸指示的具体尺寸对基础进行认真的测量检查,设备基础尺寸与位置的质量要求应符合《钢筋混凝土工程施工及验收规范》的规定。
⑶、在具体施工中对每一台电机基础应作出检查,对不符合规定要求的项目,提出处理方法,经有关技术部门确认审批后进行处理工作的具体实施。
3、基础铲坑、打毛、修理⑴、在设置垫板的混凝土基础上弹墨线,确定垫板的具体位置。
按图纸的指示尺寸设置,垫板布置在地脚螺栓负荷集中处200mm~300mm 之内。
垫板间距超过700mm 的应在底板立筋受力处增设一组垫板。
垫板压强不得超过25~40kg/cm 2。
⑵、垫铁的制作。
(一般由设备厂家供货,否则应由设备厂家提供加工图纸,甲方委托加工。
以下尺寸仅供参考)名称:平垫板数量:80块材料:20mm钢板加工精度:以电机厂家要求为准名称:斜垫板数量:80组(160)材料:20mm钢板⑶、清除基础表面的油污等。
将座浆范围内的表面铲毛,要铲除基础表面的浮层混凝土20mm 以上,除掉松动碎屑及一切杂物,铲除后的基础凹凸高低面差以20~25mm 为宜。
⑷、在设置垫板的部位铲出座浆坑,座浆坑长度应比垫板长60~80mm,宽度应比垫板宽40~60mm座浆坑铲入基础的深度不能小于30mm,座浆混凝土的厚度不得小于50mm。
4、垫板设定(座浆法)⑴、首先在基础上用墨线弹出座浆垫板的位置。
座浆用混凝土选用700#以上标号的浇筑水泥为主材料,干净不含泥的普通中粗黄砂和经水冲洗后的粒径为5~15mm的石子为骨料,加自来水(忌油)按下表配成高强混凝土。
表1:座浆混凝土配合比混凝土应在15分钟内用完,同时做三组混凝土试块,分别测试1天、3天、7天的抗压强度。
⑶、将座浆坑用水冲或压缩空气吹净坑内杂物,铲除坑内松动混凝土块,用水浸润30分钟以上,然后除尽坑内积水。
在座浆坑内刷涂一层薄水泥浆,以利新、老混凝土结合,水泥浆水灰比为水泥0.5kg:水1~1.2kg。
随即将搅拌好的混凝土灌入坑内进行捣固,灌筑时应分层捣固。
每层厚度40~50mm为宜,连续捣至浆浮表层,以利拍浆,水泥墩表面形状应是中间高,四周低的弧形,以利设置垫板时排出空气。
⑷、将垫板放置在已做好的水泥墩上并测定标高,垫板放置于水泥墩上应用手压,用木锤敲击或用手锤垫木板敲击,使其平稳下降,不能斜击,以免空气窜入垫板与水泥墩之间的接触面。
最终平垫板要高出水泥墩2~5mm,平垫板水平偏差应为0.1mm/m,标高偏差为0~-1mm之间。
在混凝土初凝之前再一次对平垫板水平度及标高进行复查(俗称为收浆),以确保精度要求。
⑸、平垫板座浆完成后,应盖上草袋进行养生,在养生期间,水泥墩要保持湿润,严禁碰撞和振动。
安装设备的时间应在养生三天(72小时)后进行。
紧固地脚螺栓应在试块强度达到设备基础混凝土的设计强度后进行。
5、配置地脚螺栓⑴、根据图纸要求配置地脚螺栓的位置,并检查其规格是否符合图纸要求。
⑵、将地脚螺栓的螺纹部分清洗干净,并检查螺纹有无损伤,如有损伤应修复。
⑶、将地脚螺栓埋入基础部分进行防腐处理(用沥青纸包裹地脚螺栓)。
⑷、确认地脚螺栓上部打钢印的标志是否一致,基础螺栓上部有刻痕,安装时一定要确认其刻痕的方向与预埋锚板的长度方向一致。
6、底板安装⑴、清除底板的防腐层,检查有无毛刺及不平整的现象,如有应进行处理。
⑵、底板落位前对座浆垫板及斜垫板进行最终检查对毛刺锈蚀等进行修正。
⑶、根据埋设的中心标板及标高基准点对底板进行水平度、标高及纵、横向中心找平找正,在地脚螺栓紧固达到要求的状态下,应达到水平度偏差0.05mm/m,标高偏差0~-0.5mm,纵、横向中心偏差0.5mm之内。
⑷、底板的水平度及标高用座浆垫板上的两块斜垫板进行调整,底板的标高应采用底板各部位的多点测量,底板中心找正用挂钢丝的方法进行测定。
8、定转子的安装落位⑴、设备开箱检查:开箱检查时,应通知设备厂家、甲方设备处、施工单位同时到场,对各个检查项目进行三方确认。
定子开箱检查。
检查人员进入定子内部检查时,应将随身物品全部清理干净,不得带入定子内部;为防止定子受潮,开箱时间应在穿芯前1天为宜,开箱时要注意千万不要碰伤线圈及油漆等。
开箱后,认真检查线圈有无损伤,测量定子的绝缘;线圈槽内有无杂物并检查线圈的固定压线楔条是否牢固,定子脚部底板是否平整。
转子开箱检查。
转子应与定子同时进入现场,开箱时要认真对待,以免损伤转子。
要认真检查转子铁芯排列是否整齐、光滑,绝缘有无损伤,滑环是否完好,特别要注意轴颈有无损伤及锈蚀。
(2)、穿芯前的准备a 、 确认穿芯用支架和钢墩的尺寸和强度是否符合要求;名称:钢墩数量:170个材料:A3钢备注:筋板按要求焊接R20;工件上下平面保证平行度0.2mm以内126140筋板筋板b 、严格检查穿芯用的吊具(钢丝绳、卸扣等);c 、 准备穿芯用临时调整垫铁;d 、要求行车驾驶员提前熟悉行车性能(包括行车抱闸、行车走行速度、主钩升降);e 、 穿芯前全面检查行车性能,对行车进行试吊;穿芯时有专人对行车进行保驾;f 、 穿芯工作必须在厂房的规定区域(承重区)进行;g 、在穿芯区域的四周围上红白警戒绳,并有专人看护,禁止无关人员进入。
⑶、大电机穿芯、落位 安装电机①、电机底板安装完毕,(经各方确认合格)定子开箱后,按图纸尺寸,(见穿芯图),用行车吊起定子,放置在設定好的底板上,并调整水平度。
SETP 1②、转子开箱后,装配好延长轴,在转子轴两侧可着力处挂好钢丝绳,用行车吊起穿芯吊梁,在吊梁上一侧挂钢丝绳,一侧挂手拉葫芦,吊起转子,调整转子的水平度,将转子向定子穿入。
在转子插入时要严密注意定转子的间隙,插入时转子行走要平稳,气隙(单边)小于13mm,在调整四周间隙相等的同时应在间隙处加垫一层红钢纸加以保护,以免擦伤定子转子的铁芯、线圈,导致绝缘受损。
SETP 2③、当转子接手穿至前轴承座上方铁墩时,固定好转子,拆除假轴,起吊转子继续穿芯工作。
④、继续将转子套入定子,注意调整定子与转子的同轴度。
当定、转子铁芯完全重合时,在定子的四周气隙内塞入红钢纸。
转子前后轴颈落在前后轴承座内。
下部电机穿芯就位完成。
SETP 49、电机的定心(找中)为保证电机及机械设备的正常运转,被连结的下部电机中间轴接手与电机接手两个回转轴,在它们的连结点处,必须是同一轴芯线,所以应调整两个轴端接手的同芯度和平行度,使其精度在安装要领书的规定范围内。
⑴、同芯度偏差测量、调整电机与轧机之间的中间轴很长,做假接手无法测得准确数据的,其轴中心高度用精密径纬仪测得,中心偏差用挂钢丝来完成。
⑵、平行度偏差测量、调整平行度偏差的调整首先要确认联轴器之间的尺寸与电机轴承窜动间隙之间关系。
然后通过调整斜垫板与移动电机轴承座进行调正,使其达到允许的规定值之内。
其平行度可用测量棍(自制)加塞尺或直接拉钢尺来完成。
10、空气间隙与磁力中心的找正⑴、空气间隙的测定用斜规与游标卡尺来完成,在电动机前后对应处各取A、B、C、D四点进行测量,测量时注意要在平整的定子、转子铁芯上进行,测量出数值先求出空气间隙的平均值Y,Y=A+B+C+D/4,允许误差值为平均值Y的±5%(经设备厂家技术指导确认)。