锻压工业中的感应加热之5
锻造工艺过程及模具设计第3章锻造的加热
3.6.2 锻件的冷却规范
1.空冷 :在空气中冷却,速度较快 。
2.坑(箱)冷:锻件锻后放到地坑 或铁箱中封闭冷却,或埋入坑中砂 子、石灰或炉渣内冷却。
3.炉冷:锻件锻后直接装入炉中按 一定的冷却规范缓慢冷却。
3.7 中小钢锻件的热处理
3.7.1 退火 退火是将钢加热到一定的温度,保温
1)反应是可逆反应,向右:氧化反应,向左:
还原反应。 2)加热时,与空气消耗系数有关。
空气消耗系数:又称空气过剩系数,是燃料燃 烧实际供给的空气量与理论计算空气量之比。 3)空气充足时,炉气呈氧化性,空气不足时, 炉 气呈还原性。 4)控制反应前后的生成物与反应物的浓度比。
炉气和被加热钢材的平衡图如下:
• 电热体材料:铁铬铝合金 镍铬合金 碳化硅元件 二硅化钼
图3.1 电阻炉原理图 1-电热体 2-坯料 3-变压器
●盐浴炉加热原理: 电流通过炉内电极产生
的热量把导电介质——盐熔 融,通过高温介质的对流与 传导将埋入介质中的金属加 热。 ●盐浴炉的分类:按照热源的 位置分外热式和内热式。 ●盐浴炉加热的优点:
、
辐射加热坯料。
燃料来源方便、加热炉修造容易、
加热费低、适应性强。
缺点::劳动条件差,加热速度慢, 质量低、热效率低。
应用范围:大、中、小型坯料。
2 电加热 利用电能转换热能来加热坯料。
1)电阻加热 电阻加热与火焰加热原理相同,根据
发热元件的不同分为: 电阻炉加热、 盐浴炉加热、接触电
加热
• 电阻炉加热原理:利用电 流通过炉内的电热体产生 的能量,加热炉内的金属 坯料。原理如图3.1。
升温快、加热均匀,可 以实现 金属坯料整体或局 部的无氧化加热。 ●盐浴炉加热的缺点:
锻压工业中的感应加热——第八讲 空心圆柱体坯料感应加热及感应器的设计与参数计算
系数 ,K=/ ( / 1 ,可从螺线管感应 D1a )
器 圆形截面坯料 电感修正系数 曲线 ( 图 3 中求得。 见 )
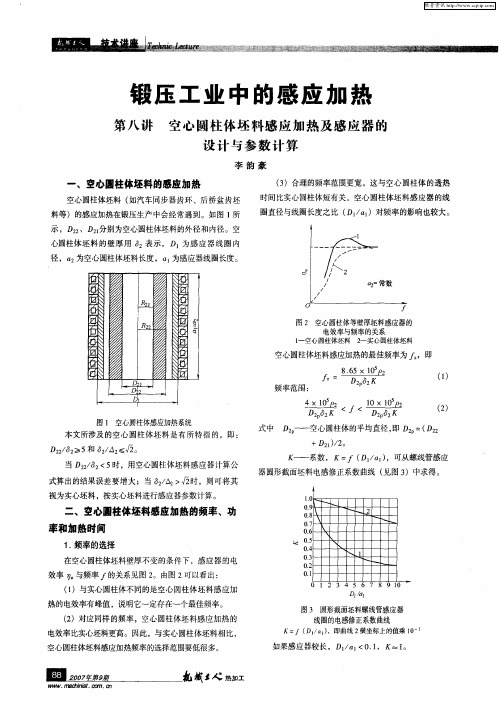
=、空心圆柱体坯料感应加热的频率、功 率和加热时问
1 频率的选择 .
在空心圆柱体坯料壁厚不 变的条件下 ,感应 器的 电
s( ,0 0 33 02 5 02 0 0 18 0 10 O 15 0 03 口 ) .3 .8 .4 .9 .6 .2 .9
s ( ,1 .6 .6 .6 .5 .4 O 15一O 1 口 )一O 1' 一O 15一O 1C —O 12 —0 1(一 .2 .O 3
2 2
≈
图2 空心圆柱体等壁厚坯料感应器的 电效率与频率的关系
1 ~空心圆柱体坯料 2 一实心圆柱体坯料
空心圆柱体坯料感应加热的最佳频率为 ,即
86 ×15 。 .5 0 D
1
■
频率范围 :
、 、
() 1
。
一
2
一
D 1
D 2 </ < D K K 2 2o
( ) 2 A >1 此 时 =A2 3 / 2 ,口=A / 2 2 8 。按 实心
3 空心圆柱体的加热时间 .
空心 圆柱体最短加热时间 的计算 可按空心 圆柱 体的 壁厚 2 与电流透人深度 △ 的 比值 ,分三种情 况讨 论 。 2 () 2A ≤05 这种情 况可按空心圆柱体整个 壁 1 /2 .
厚都处于有效加热层之间处理 ,加热时间可不予考虑。 ( ) 2 A =0 5~1 空 心 圆柱 体坯料 ( 2 8 ≥ 2 / 2 . D2 2 / 5 )的感 应加热 ,可用下式确定加热 时间 t。 k
锻压工业中的感应加热——第六讲 铜及铜合金的感应加热及感应器的设计与参数计算
终锻
60 5 70 0 70 0
(舞)/ : ℃
90 0 80 4 80 4
()铜合金的平均电阻率 在不同的温度下,铜合 2 金的电阻率数据更为匮乏。第二讲中的参考文献提供了
若干种铜合金 在 1℃和熔化状态的电阻率 ,见表 6 5 。
耙梭 热工 加
三 日 笠
WWW. c ii . o ma hns c m. t ∞
维普资讯
表 6 常 用 铜 合 金 在 1  ̄ n 化 状 态 下 的 电 阻率 5C ̄ 熔
熔化温度 电阻率 | X1 “1 0 / 0 2 m
类 别
表 8 常 用 铜 合 金 的 比 热 容值
维普资讯
锻 压 工 业 中 的 感 应 加 热
第 讲 及 合 的 应 热 感 器 设 与 数 算 六 铜 铜 金 感 加 及 应 的 计 参 计
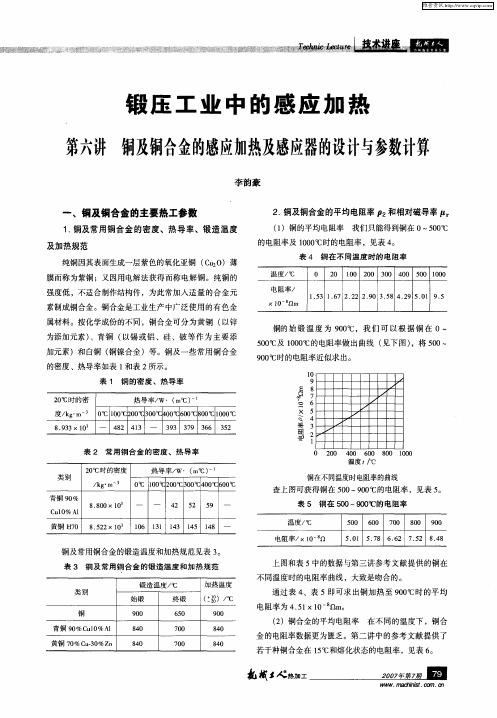
李韵豪 2 铜及铜合金的平均电阻率 p 和相对磁导率 . 2
()铜 的平 均电阻率 1 我们只能得 到铜 在 0 50C ~ 0 ̄
0 2 0 0 40 0 60 8 0 10 0 0 0 0
温 度 f/ ℃ 热 导 率 / -( C) W m ̄
铜在不同温度时电阻率的曲线
查上图可获得铜在 50 90C 0 ~ 0  ̄的电阻率 ,见表 5 。
表 5 铜 在 5 0~9 0 的 电 阻率 0 0℃
温度/ ℃ 电 阻 率 /×1 一n 0 50 60 70 80 90 0 0 0 0 0 5 0 5 7 6 6 7 5 8 4 . 1 .8 .2 .2 .8
比热容/ J k  ̄ k ・( gC) 铜合金 铜 9 %C 、5 A 5 u % I 1 5 05
l ℃ 5
锻造工艺及模具技术期末考试综合复习
《锻造工艺及模具技术》考试复习绪论一、锻造加工金属零件的优势1. 锻造的定义锻造——借助工具或模具在冲击或压力作用下加工金属零件的方法2. 特点:生产率高,锻件形状尺寸稳定、加工余量少,能消除内部缺陷和提高综合力学性能。
3. 优势:锻件韧性高、金属纤维组织合理、性能与内在质量稳定。
二、锻造方法分类、作用、应用范围分类:自由锻、模锻、特种锻。
作用:提高生产率,降低成本,提高质量。
应用范围:汽车、飞机、重机等有质量与特殊性能要求的零件。
第一章锻造用材料锻造用材料:主要有碳素钢、合金钢、有色金属及其合金按加工状态分:钢锭(大型锻件),轧材、挤压棒材和锻坯(中小型锻件)1.1 锻造用钢锭与型材钢锭主要缺陷:偏析——成分与杂质分布不均匀现象夹杂——不溶于金属机体的非金属化合物(非金属夹杂物)气体——残留在钢锭内部或表皮下形成的气泡缩孔和疏松——钢液冷凝收缩形成的收缩空洞、晶间空隙和气体析出的孔隙溅疤——浇注时钢液冲击模底飞溅并附着在模壁上的溅珠,与钢锭不能凝固成一体形成的疤痕锻造工艺在很大程度上可以消除上述缺陷,提高其综合力学性能。
型材主要缺陷:表面缺陷——划痕、折叠、发状裂纹、结疤、粗晶环等内部缺陷——碳化物偏析、非金属夹杂、白点等上述表面缺陷应在锻前去除,内部缺陷则应避免。
第二章锻前加热2.1 锻前加热的目的及方法目的:提高金属塑性,降低变形抗力,增加可锻性,使金属易于流动成型,使锻件获得良好的锻后组织与力学性能。
方法:1. 燃料(火焰)加热利用固体(煤、焦炭)、液体(重油、柴油)或气体(煤气、天然气)等燃料燃烧产生的热能加热。
燃料在燃烧炉内通过高温炉汽对流(650゜C )、炉围辐射(650~1000゜C )、炉底传导(1000゜C 以上)等方式使金属锻坯获得热量而被加热。
2. 电加热将电能转换成热能对锻坯加热。
加热方式:1)电阻加热(1)电阻炉:利用电流通过电热体产生热量加热(P14图2-1)(2)接触电加热:坯料接入电路利用自身电阻产生热量加热(P15图2-2)(3)盐浴炉加热:通过盐液导电产生热量加热(P15图2-3)2)感应加热感应器通入交变电流产生交变磁场,置于感应器中的锻坯内产生交变电势并形成交变涡流,进而通过锻坯的电阻产生的涡流发热和磁滞损失发热加热锻坯。
感应锻造加热炉

f —— 电流的频率(Hz) (2)邻近效应
通以交流电流的相邻两金属导体的电流密度要重新分布。 当两导体的电流方向相反时,最大值出现在导体内侧,反 之,最大值出现在导体外侧。这种现象称为邻近效应。
12
邻近效应产生的原因:设在任何瞬间,两平行导体中的电流方 向相反,在导体之间由两电流所建立的磁场方向相同,两导体 间的总磁场增大,而两导体外侧的磁场减弱。位于导体外侧的 电流“线”比内侧电流“线”交链较多的磁通,因而沿外侧的 电流线比内侧感应的反电势大,外侧的电源电势与反电势之和 较内侧低,因此,导体外侧电流密度较内侧小。 如两平行导体的电流在任何瞬间方向相同(图 1-5b )导体外侧 电流密度较内侧大。 (3)圆环效应 当交变电流通过圆环形线圈时,最大电流密度出现在线圈导体 的内侧,这种现象即是圆环效应。 磁力线在环内较密集,环外分散,因此,外侧电流线较内侧穿 透较多的磁通,反电势大,所以,外侧的总电势和电流密度较 内侧小。
感应加热的电磁效应 (1)趋肤效应
8
线圈导体中的交变电流和金属坯料内的涡流在其横截面上的 电流密度不均匀分布,最大电流密度出现在该横截面的表层, 并以指数函数规律向心部衰减,这种现象称之为趋肤效应。
9
趋肤效应产生的原因:当金属坯料两端施以交流电压 U时,则在 金属坯料中建立起交变电场。由于电磁感应,坯料中电流所形 成的交变磁场又产生一个方向相反的感应电势 e。由于坯料心部 穿透的磁通比表面多,心部的感应电动势 e1 大于表面的感应电 动势e2,即U-e1< U-e2,故表面电流密度i2>心部电流密度i1。
4
感应加热基于两个基本物理现象:法拉第电磁感应、焦耳效应。 当线圈中通过交变电流 I1 ,则在线圈周围空间建立交变磁场。 处于该交变磁场中的金属坯料内产生出感应电动势E。
锻压和热处理中的感应加热技术
来加 热 ,所需 功率 可按 下式计算 。
P:
竹
生一个选择性很高的热源 ,即产生集 肤效应 。感应加 热 不依靠 外部热源 ,也不要求工件 与感 应线 圈接触 ,而是 利用受 热工 件 自身作为热源。可根据 频率选择 不 同的加
式中 P ——感应加热电源所需的输出功率 ; 卜
△
璎 黟 .
≯; 黪 嚣 量。 一
计算频率时,现有的热处理 淬火设备 中,中频 电源
一
( 接第 4 上 2页 )
给量过大 ,则会展宽过 多,使坯料侧 面承受过大 的拉应
般在 7— 0 H 之 间 ,那 是 由于频率 的选 择直 接影 响 1k z
工件的加 热方 式、淬火 质量 及感 应 器 的设 计。依 据经
经验公式 :
3
≤
基础 ,来计算 和设计感应 加热 装置 中的感 应器 与负载变 压器等 的一 门技术 。
6
2 .感应加热设备的组成
锻压 和热处理生产 中的感 应加热设备 大多数 由以下
式中 D —— 坯料直径 ,m。 当 D= .5 00 m时 ,加 热 频率 段 为 84—16 H ,取 3 68 z
3 .感应加热设备功率及频率选择
( ) 锻压生产 中,坯料大部分用透热式感 应加热炉 1
竹 —— 中频淬火变压器与感应器 的效率之积 ;
感应加热 电源所需 的输 出功率 。
参磊 工热 工 丝 箜m et !生i ! ■ 加 塾 塑 重 a| Or整!980.圈 k ng1 com 塑 WWW. w
角淬火机床 的控制和操作 系统现在多 以数控为 主。 圆角 淬火机床 中运动轴多 以伺服 电动机来驱 动 ,具有 工作效 率高 、定位准确及加工 的产 品质量 高等优点 。
高频感应加热设备应用于哪些行业
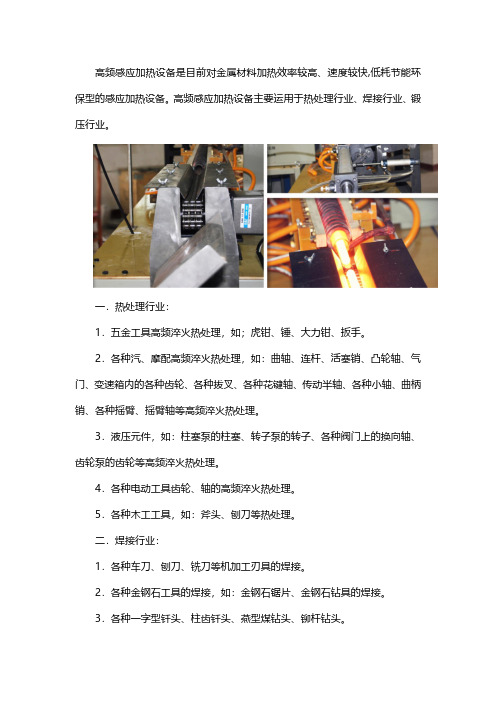
高频感应加热设备是目前对金属材料加热效率较高、速度较快,低耗节能环保型的感应加热设备。
高频感应加热设备主要运用于热处理行业、焊接行业、锻压行业。
一.热处理行业:
1.五金工具高频淬火热处理,如;虎钳、锤、大力钳、扳手。
2.各种汽、摩配高频淬火热处理,如:曲轴、连杆、活塞销、凸轮轴、气门、变速箱内的各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴、曲柄销、各种摇臂、摇臂轴等高频淬火热处理。
3.液压元件,如:柱塞泵的柱塞、转子泵的转子、各种阀门上的换向轴、齿轮泵的齿轮等高频淬火热处理。
4.各种电动工具齿轮、轴的高频淬火热处理。
5.各种木工工具,如:斧头、刨刀等热处理。
二.焊接行业:
1.各种车刀、刨刀、铣刀等机加工刃具的焊接。
2.各种金钢石工具的焊接,如:金钢石锯片、金钢石钻具的焊接。
3.各种一字型钎头、柱齿钎头、燕型煤钻头、铆杆钻头。
4.各种采煤机截齿的焊接、各种掘机截齿的焊接。
5.各种机械用刀具的焊接。
三.锻压行业:
1.各种标准件,非标准件的热墩。
2.钳子、扳手等五金工具的锻前加热等。
3.钎具、钎尾尾柄、锥体、钎头锻造等。
以上就是成都金科智电子有限公司为大家介绍的高频感应加热设备应用于哪些行业的相关内容,希望对大家有所帮助!。
锻压工业中的感应加热:第九讲坯料的局部感应加热及矩形、U形、多孔位感应器的设计与参数计算
√c [ I( 一1 7 F ) ]
Z = — — — _= =
宽度 b 坯料 的总宽度 b 大很 多时 , 两侧多 出部分 比 2 将
弯曲 9 。 O,就变成 u形感应 器。因此 ,u形感应 器与矩
2 ar k
形感应器 的设计与参数计算基本相同。
矩形感应器和 u形感应器用于局部加热设计 的具体
热损率 。 局部加热时 ,坯 料轴 向温度 分布 曲线 的近似求法 : 从加热区与非加热 区分界处 开始 ,设定 n个 △ 值 ,n 值大小取决 于所需精度 。 各点温度按下式求出 :
= o
( )u形感应器进出料机构 比矩形感应器简单 。 1 ( )U形感应器线 圈的宽度 b 与坯料 的总宽度 b 2 , 2
矩形感应器的宽度 6 =6 +2x l 2 2b+2 0= ( .5+2 d 04
器线圈高度 , 、炉衬 高度 , 、 圈宽 度 6 同第七 讲 J 。 J 线 。
的有关内容。 局部 加热矩形感应器长度 n =n l 2+△ ,n n 2为加热
区长度。考虑 到感应器端部效应 和加热 区向非加 热区 的 热传导 ,根据 经验 ,n 计算时应增加一个补充长度 △n . ,
()圆形截面坯 料等效代换 为正方形截 面坯料 圆 1 形截面坯料 的直径为 d ,正方形截 面坯料 的边长为 D2 2 。
按面积进行等效代换 ,则有
厂
D2=
d 2
矩 形感应器 内,坯料的宽度 b =n 2 D2( n为矩形感 应器内坯料 的个数 ) 。
() 2 频率
矩形 感应器频率计 算公式 ,可参见第 七
器 隔热层 的热损失功率为 △ P ,矩形感应器 端部 敞 E辐 l
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锻压工业中的感应加热之五钢蓝脆下料、温锻感应加热及感应器的设计与参数计算李韵豪5-1钢蓝脆下料、温锻的感应加热钢在感应加热冷态规范的温度范围,正好是蓝脆下料和温锻的温度段。
以45钢为例,它在不同温度时的力学性能变化:抗拉强度σb从室温到300℃略有下降,在300~450℃之间,出现上升峰值,这一区间即为蓝脆区。
过了蓝脆区下降较为剧烈:650℃时σb约为200MPa,到800℃约为100Mpa,塑性指标明显上升。
低碳钢、中碳钢、低合金钢和轴承钢等都有蓝脆现象,其中,低碳钢、中碳钢的蓝脆区一般在300~450℃,合金结构钢在300℃左右。
将棒料加热到蓝脆区,可以得到较为匀整的剖切面,即所谓蓝脆下料,这是锻压工厂常用的下料手段。
温锻的变形温度一般在室温与热锻温度之间。
黑色金属温锻温度范围一般为200~850℃。
钢坯料典型的温锻温度见下表表5-1 钢坯料典型温锻温度钢在冷态规范条件下,它的电阻率、相对磁导率等与热态规范有较大差异(详见2-1节)因此,感应加热时的电流频率、感应器的效率、加热时间的确定,以及参数计算等都与热态规范不同。
钢感应加热的中间规范是冷态规范到热态规范的中间过渡阶段,在这个阶段它同时存在两个截然分开的金属层:表面层(即所谓的有效加热层)为热态,与表面层相邻的一层仍为冷态。
中间规范的计算用于表面淬火。
对锻造感应透热而言,中间规范是一个过渡过程,因此,一般不就中间规范进行讨论。
5-2 冷态规范钢的平均电阻率ρ2和相对磁导率μr1、平均电阻率ρ2平均电阻率ρ2是指钢从初始温度(20℃)到始锻温度各点的电阻率的积分平均值。
在工程上,可由始锻温度之前的若干点温度之和并除以点数作为它的平均电阻率。
表5-2 几种钢的电阻率与温度的关系(×10-6Ωm)Cr0.91 Ni”其蓝脆下料温度定为400℃,可将20℃、100℃、200℃、400℃的电阻率的算术平均值求出,近似作为加热到400℃时的积分平均值。
ρ2=(0.280+0.325+0.395+0.572)×10-6/4 =0.393×10-6 (Ωm)这种钢的温锻温度为700℃,用同样方法可求出:ρ2=0.564×10-6(Ωm)图5-1钢在初始温度到居里温度之间平均电阻率的近似值如果某种钢各温度点的电阻率无法知道,可以用更近似的办法:将钢在初始温度(20℃)时的平均电阻率ρ2取0.2×10-6(Ωm),650℃时的平均电阻率取0.6×10-6Ωm。
从初始温度到居里温度的温度值与其平均电阻率的关系曲线可以认为是线性的。
通过查图5-1即可得到初始温度到居里温度的平均电阻率ρ2值。
经验表明,这种近似虽然对感应器效率和功率因数的计算数据有一定影响,但不会影响感应器参数计算的精度。
2、相对磁导率μr感应加热过程中的相对磁导率是一个很复杂的变量。
为了确定磁导率,必须参考钢的磁化曲线B=f (H)。
通常感应加热的磁场强度H>4×104A/m,当H>4×103A/m时,各种钢的磁化曲线彼此之间差别就已经很小,这样就有可能编制出平均磁化曲1 —— B=f(H)2、3、4 ——H2rμ= f(H)(三条曲线分别将H2rμ值乘以109、1010、1011)5 ——μ= f(H)图5-2钢的平均磁化曲线线B=f(H)、μ= f(H)和H2rμ= f(H),曲线如图5-2。
H2rμ=3.67×102 P0/f2ρ(5-1)其中:H——磁场强度的有效值(A/m)B ——按磁场强度的有效值,在磁化曲线上找到的磁感应强度(特斯拉,简称特)P0——单位功率(w/m2)ρ2——平均电阻率(Ωm)f ——频率(Hz)相对磁导率确定的步骤:①求单位功率P0P0=P2/(πD2a2)(w/m2)(5-2)P2——坯料中的总功率(w)a2——坯料在感应器中的长度(m)D2——坯料直径(m)②由式(5-1)求H2rμ值。
③根据纵座标上H2rμ值,找出对应曲线,在横座标上查得:H④再根据式(5-1)求出μr 。
5-3 钢冷态规范的电流频率、加热时间1、频率的选择 按式(2-3)2226103D r μρ⨯≤f ≤2226106D r μρ⨯ 将钢在冷态规范的平均电阻率ρ2和相对磁导率μr 代入上式即可求出频率。
按照上式确定的频率在进行感应器参数设计的时候会遇到以下问题:按较低的频率计算出来的感应器匝数密度较高,为了在一定长度内将这些线圈匝数排布开,可以采用中频变压器将晶闸管变频器的中频电压降低、由电感线圈分压,或者采用多层线圈的方案。
但工程上往往通过适当提高频率,使计算出的线圈匝数能排布开。
由于频率的提高会造成加热时间的延长(感应器的长度也要延长),由于处于冷态,因感应器长度增加带来的热损的影响还是可以容忍的。
2、功率的确定 由式2-14P=ηTP =()tGT T c ·0η- 其中:c —— 坯料的平均比热容。
单位:KJkg -1℃-1表5-3 钢在不同温度的热容例如,钢(0.3%C )在650℃时的热容为379KJkg -1,平均比热容C 为:379/650=0.583(KJkg -1℃-1)T -T 0 —— 始锻温度与初温(20℃)之差 G —— 坯料质量(kg ) T —— 节拍(S )η —— 钢在冷态规范时的感应加热的总效率η=0.80-0.92,其中电效率ηu 为0.90~0.95,热效率为ηt 为0.90~0.96。
3、最短加热时间的确定 ① 钢的导温系数钢的热态规范(通常加热到1200~1300℃)的导温系数是取800℃时的参数作为平均值,α取6.4×10-6m 2/s 。
钢在冷态规范的导温系数的平均值可由下表求出。
表5-4 钢的导温系数(×10-6m 2/s )将一些常用碳钢、低合金结构钢初温到居里温度的导温系数的平均值再求一次算术平均值,取8.5×10-6(m 2/s )作为钢在冷态规范时的导温系数。
②钢冷态规范最短加热时间简化公式的推导 按由初始温度加热到居里温度、心表温差 ΔT=50℃时来核算:α=1-Δ2/R 2 令Δ2=0,α=1 查图2-3 S (1,1)=0.125 S (1,0)=-0.125将α=1、S (1,1)=0.125、S (1,0)=-0.125 代入式(2-17)得, τ=150650650)125.0(50650650125.0---⨯--=3.125 在冷态及中间状态时运用式(2-17)时,我们没有像在热态规范时将心表温差乘以2,这是因为冷态时不必考虑热量向周围空间散热这一因素。
将τ、D 2、Δ2、a 代入式(2-15) t k = ()aD 4222∆-τ=9.2×104(D 2-Δ2)2(s ) (5-3) 取a=8.5×10-6m 2/s 同样,可得: ΔT=100℃t k = 4.4×104(D 2-Δ2)2(s ) (5-4) ΔT=150℃t k = 2.8×104(D 2-Δ2)2(s ) (5-5) 依照经验,钢冷态规范,变匝距感应加热最短时间的简化计算公式:ΔT=50℃t k =3.9×104(D 2-Δ2)2(s ) (5-6) ΔT=100℃t k =1.9×104(D 2-Δ2)2(s ) (5-7) ΔT=150℃t k =1.4×104(D 2-Δ2)2(s ) (5-8)5-4 冷态规范螺线管感应器的参数计算*冷态规范感应器设计思路:求出ρ2、μr其中:r 2=1.3711a D π×21∆ρ、X 2m = 37.12r。
其余部分的计算与热态规范相同。
例:内燃机的活塞销温挤压成形坯料加热的感应器由两部分组成,第一部分将坯料的表面温度由初始温度加热至80~120℃,取100℃,坯料出感应器,马上进入商业水基石墨润滑剂槽内,使每只坯料表面浸涂0.5g 左右的润滑剂,再进入第二部分感应器内继续加热至温挤压温度,加热好的坯料送入压力机中温挤压成形。
坯料材质:20Cr ;坯料规格:υ45.5×66;质量:0.842kg ;挤压温度:650±10℃,加热节拍:5s ;心表温差:≤30℃。
计算步骤如下:1、ρ2和μr 的确定及最短加热时间的计算 ①坯料的平均电阻率ρ2 查图5-1,ρ2=0.58×10-6Ωm ②相对磁导率μr首先计算坯料中的总功率P 2 坯料加热的平均有效功率P TP T = C ΔT G/t=0.583×[(100-20)+(650-80)]×0.842/5 =63.815kW通过感应器的隔热层损失的功率ΔP T ΔP T =311ln36002D D a ⨯λπ(T 2-T 1)=5.059kWλ —— 高铝硅酸铝纤维的导热系数,取λ=0.83KJ/m ℃hT 2 —— 炉衬内表面温度,近似等于温挤压温度,T 2=650℃。
T 1 —— 炉衬外表面温度,近似等于感应器线圈温度,T 1=60℃D 1 ——感应器线圈内径。
D 1=0.09m D 3 ——炉衬内径。
D 3=0.06ma 11 ——坯料由初始温度加热至表面达到100℃的感应器长度,设a 11=0.4ma 12 ——坯料由80℃升温到温挤压温度的感应器长度,设a 12=2.0ma 1 ——感应器长度, a 1= a 11+a 12=0.4+2.0=2.4m P 2=P T +ΔP T =63.815+5.059=68.874kW ηt = P T /P 2=0.927 求单位功率P 0P 0=222a D P π=4.20455.010874.683⨯⨯⨯π=20.1×104 W a 2 ——感应器内坯料的总长度(m ) `* 本文中感应器参数设计举例的计算由王新、王海燕同志完成。
H2r μ=3.67×102×fp 20ρ=1.97×109H=0.19×105(A/m )μr =30求单位功率时,坯料在感应器内的长度a 2尚未确定,这时,可先根据经验预设,等求出μr 、△2后,再根据最短加热时间公式求出a 2值,用a 2值重新核算μr 。
③电流透入深度△2△2=503f r μρ2=5032400301058.06⨯⨯-=0.0014 m 取f=2400Hz ④最短加热时间T k =9.2×104(D 2-△2)2=180s感应器内坯料件数n=t k /t=180/5=36(件) 如果用连续式加热,有:a 1=a 2=a 2'n=0.066×36=2.376m ≈2.4m 将a 1=2.4m 分为2段,第1段a 11用于初始温度加热至100℃,第2段a 12用于从80℃到挤压温度650℃(石墨润滑剂槽内降至80℃)。