热镀锌线锌锅配套天然气燃烧系统方案
热镀锌生产线方案
热镀锌生产线方案设计一、技术指标1、生产能力:150000吨/年;2、镀锌能力:5~6杠/小时。
3、单杠重量:≤18吨4、锌锅尺寸(长×宽×高):15m×3m×4 m5、吊杠长度:15000+1600(酸槽壁厚400×2,吊杠两端突出长度400×2)=16600mm;6、锌锅烟尘处理后烟气黑度达到一级,固体颗粒小于90mg/m3 、HCl 除去率:90%。
7、酸气、酸雾处理后应达到国家排放标准(HCl≤100mg/ m3)。
8、镀锌产品标准:符合GB/T 13912-2002要求。
二、方案(一)总体布局车间布置如图1、图2所示。
根据热镀锌多年经验和试验结果,酸洗池需10个, 1个漂洗池、一个助镀池,共12个池。
酸洗池尺寸为(长×宽×高):15.5m×3.2×4m,酸洗池之间的隔壁厚度为0.4m,酸洗池、漂洗池、助镀池、总长度为43.6m。
采用先进的L型热镀锌工艺布局,酸洗和浸锌分段布置,待镀件在挂具上横向步进酸洗后,物料流向转90度轴向进入浸锌工位,物料流向成L 形流动,改变了传统的物料横向进入浸锌工位的输送方式。
酸洗时采用横向、垂直运动机械化,经PLC编程,实现酸洗步进自动化作业。
酸洗工段采用步进方式,厂房封闭方便。
锌锅在独立的空间内,空间体积小,减小了引风机的排量,从而减小了电机功率和运行费用。
1、设备组成总体布局如图1所示。
设备主要由冷却槽、钝化槽、半门式起重机、酸洗槽、水洗槽、助镀槽、酸洗自动控制系统、全封闭烟雾收集系统、热浸锌烟气净化设备、助镀液除铁盐设备、全封闭酸雾收集处理系统、酸液加热设备、烘干换热器、助镀液加热设备、浸锌环轨起重机、酸洗自动线、自行式进料地轨车、锌锅燃烧及控制系统、废酸处理设备等组成。
1-冷却槽 2-钝化槽 3-半门式起重机 4-酸洗槽 5-水洗槽 6-助镀槽 7-锌锅燃烧及控制系统 8-全封闭烟雾收集系统 9-热浸锌烟气净化设备 10-助镀液除铁盐设备11-全封闭酸雾收集处理系统 12-酸液加热设备 13-烘干换热器 14-助镀液加热设备 15-浸锌环轨起重机 16-酸洗自动线及控制系统 17-自行式进料地轨车热镀锌生产线生产运行过程:⑴将挂有待镀件的吊杠放在进料地轨车上,启动自行进料地轨车,进入全封闭酸洗工段;⑵步进式自动酸洗系统(水平、垂直升降)按规定的程序将待镀件按多槽酸洗工艺要求进行酸洗除锈处理,并按工艺要求依次递进自动完成整个酸洗过程,此时酸雾回收净化设备启动,将脱脂除锈时产生的酸雾进行回收净化处理,处理率达91.2%,处理后的气体达标排放(气体中HCL含量小于100mg/m3)。
宝钢冷轧热镀锌生产线锌锅设备控制方式的探讨
第 2期
总第 16期 8
冶 金
丛 刊
Su .1 6 m 8
NO. 2
2 0 10 年 4 月
METALLURGI CAL COLLECTI ONS
Ap i 2 0 rl 10
宝 钢 冷 轧 热 镀 锌 生 产 线 锌 锅 设 备 控 制 方 式 的探 讨
文 献标 识 码 : A 文章 编 号 :6 1 3 1 ( 0 0 0 0 3 0 1 7 — 8 8 2 1 ) 2— 0 0— 3
中 图分 类 号 : G 3 . 1 T 33 1
DS I CUS I ON RoL M oDE oF Z NC BoI E E S ON ON C T I L R QU P E I M NT
o t0 nr】
宝 钢 冷轧 热 镀 锌机 组 1和 3 生 产线 锌 锅 设 备 。
均采 用感 应加 热陶瓷通 道式锌 锅 , 主要 由炉 体 、 感应
电气控 制柜 内 , 每档抽 头 的电压可 调。 其
由于 感 应 加 热 器 对 电源 输 入 要 求 为单 相 电源 ( 0 z工 频 ) 一 般 动 力 变 压 器 二 次 侧 为 三 相 5H ,
热镀锌连续退火炉

段 。加热段的作用 :一是还原带钢表 面的氧化铁 皮 ,使 之 形 成 活 性 海 绵 状 纯 铁 层 ,以便 进 行 热 镀 锌 ;二是加热带钢到规定的退火温度f 5 _ 。
2 o 竽 尊 期( 6 o 期 …
y z .  ̄@a f l T Z c e m cFH|
一
重技 术
机 、排 烟风机 、空燃气管道及烟 囱等组成 ,分 区
控 制 ,最 高 炉 温 约 9 5 0 c c 。加 热 段共 配 置 w 型燃
可根据不同工艺要求 ,准确地调节冷却风量 ;在 喷箱及管道上设有可调气体分割装置使气体均匀 地冷却带钢,并使带钢保持 良 好 的板型。
造 。为使 带钢受 热 均匀 ,辐射 管在带 钢两 侧交 错布
置。辐射管 内采取负压操作 ,主要 目的是防止辐射 管破裂时 ,燃烧气体漏人退火炉内氧化带钢。燃烧 方 式 为抽鼓 式 ,为 降低燃 气 消耗 ,每 只辐 射管 内均 设有高效换热器 ,利用辐射管的高温废气预热助燃 空气至 3 5 0 ℃。该辐射管不仅降低燃料消耗 ,而且 还能降低 N O 的排出。该 退火炉采用先进的 O N — O F F燃 烧 控制 方式 ,使烧 嘴始 终处 于最佳 的燃 烧状
4 . 2 加 热段 ( R T HF )
通过 预 热段 与加 热段 间 的通道 ,带 钢进 入 加热
态, 从而降低能耗 ,提高辐射管的使用寿命。在加 热段装有隔热板 ,可有效地降低辐射管加热带钢过 程 中对炉辊造 成的直接热辐射 ,减少带钢 的热瓢 曲。 燃 烧 系 统 由辐 射 管 、烧 嘴 、换 热 器 、助 燃 风
度 8 0 0 ~ 1 2 5 0 m m。产 品级 别 为 C Q、D Q、D D Q 和
热镀锌除尘系统方案

热镀锌除尘系统方案热镀锌除尘系统技术设计方案XXXXXXXXXXXXXXXXXXX公司地址:XXXXXX联系人:XXXXX手机:XXXXXX传真:XXXXXXXXXX前言XXXXXXXXXX公司是一家集设计、制造、安装、调试及售后服务于一体的公司,是国内高档次、高质量、高性能环保产品技术开发和生产基地。
公司拥有世界先进的技术加工自动生产设备,并且有一套可行的质量保证体系。
企业始建于XXX年,现已发展成为全省同行业十强企业,主要生产四大系列100多种除尘设备及配件,产品远销全国各地。
一、粉尘分析1、概述随着国家对环境保护的日益重视,热镀锌行业也顺应潮流,对生产工艺中的各种设备,增设除尘、净化废水等各种环保措施。
在热镀锌生产过程中,除了燃料燃烧时产生的废气外,还有一些生产过程中产生、挥发、蒸发出来的废气和烟雾。
2、粉尘性质的分析燃烧废气:当热镀锌炉采用煤、油或气体作为燃料时,其主要产物为烟气流,它是由固体、液体和气体物质组成的多相气溶胶。
其主要成分包括:①在燃料燃烧过程中未参与燃烧的空气中的CO2与氮;②燃烧过程中的最终产物CO2、H2O、NO2和SOx等;③不完全燃烧的产物CO、NO和残余燃料;④燃料中的灰分、残渣经燃烧后生成的烟尘;⑤燃质分子在燃烧时,发生的裂解、环化、缩合、聚合等反应而最终形成的黑烟和其他有机碳氢化合物。
文章中存在格式错误,需要进行修改。
删除明显有问题的段落后,需要对每段话进行小幅度的改写。
燃料燃烧时会产生烟尘,其中粒径在0.001~1000μm之间。
较大的颗粒会沉降到地面上,而较小的粉尘则会随着大气流传播到较远的地方。
这些粉尘不易下沉,会悬浮在大气中,对大气质量造成损害,而人吸入大量粉尘也会对健康产生严重影响。
此外,XXXX公司的除尘系统技术设计方案中,大量的硫化物(多为SO2)会排放到大气中,与大气中的液滴结合,引发酸雨的产生,对环境造成严重危害。
通常情况下,煤燃烧时产生的硫化物及粉尘量最大,而燃气时基本不产生粉尘。
浅谈热镀锌线锌锅的使用和维护

区域治理综合信息浅谈热镀锌线锌锅的使用和维护樊甲利河钢邯钢冷轧厂,河北 邯郸 056001摘要:随着我国热镀锌生产工艺的不断成熟,热镀锌产品的品质也在逐步地提升。
由于热镀锌产品的各种突出优势,目前,热镀锌产品已经被广泛地应用在社会的各个领域。
锌锅在热镀锌产品的生产过程中发挥着重要的作用,是热镀锌生产线重要的组成部分。
锌锅作为热镀锌生产线的重要设备,其使用不但能够影响热镀锌产品的质量,还能够影响热镀锌产品的生产成本,本文就镀锌线锌锅的使用和维护做了相关的阐述。
关键词:热镀锌线;锌锅;使用;维护锌锅设备是热镀锌生产线重要的组成部分,其主要的功能就是将固态锌熔化,为带钢浸锌的过程提供足够的锌液,同时对锌液进行供热。
锌锅设备的正常运行是提升热镀锌生产线生产效率的重要保障。
另外,锌锅设备还是决定热镀锌产品表面质量和锌层性能的主要因素之一。
一、锌锅设备概述1 锌锅设备的生产设计在生产锌锅设备的过程中,不但要选取合适的制造材料,还要确保锌锅的型号能够与加热系统、热镀锌件以及生产能力相匹配。
在符合生产需求的基础上,要尽可能地减小锌锅的面积,这样做的话,不但可以有效地减少热损耗,还可以有效地减少锌灰的生成。
另外,在设计锌锅设备的过程中,还需要重视锅壁热负荷这一重要因素,因为锅壁热负荷直接影响着锌锅设备的使用寿命。
2 锌锅设备的发展在以往的热镀锌产品生产过程中,锌锅设备通常使用的是铁制的锌锅。
铁制锌锅也经历了一系列的发展过程,从铸铁锌锅到后来的工业纯铁锌锅,最后又发展成为低碳钢板锌锅。
铁制锌锅的加热方式有很多种,包括煤气加热、重油加热和电阻加热等。
铁制锌锅还是有很多的优点的,铁制锌锅不但生产成本较低,制造起来也较为方便。
另外,铁制锌锅由于结构比较简单,所以维护起来也比较容易。
在实际的生产过程中,铁制锌锅还可以有效的减低能源的消耗。
但是,铁制锌锅也存在一定的弊端,一方面是使用寿命较短,另一方面是会生成很多的底渣。
随着时代的不断发展,铁制锌锅逐步地被陶瓷锌锅所取代,现代化的热镀锌生产线大多使用的是陶瓷锌锅,陶瓷锌锅可以有效地解决锌耗较多的问题。
镀锌炉技术特性(天然气)
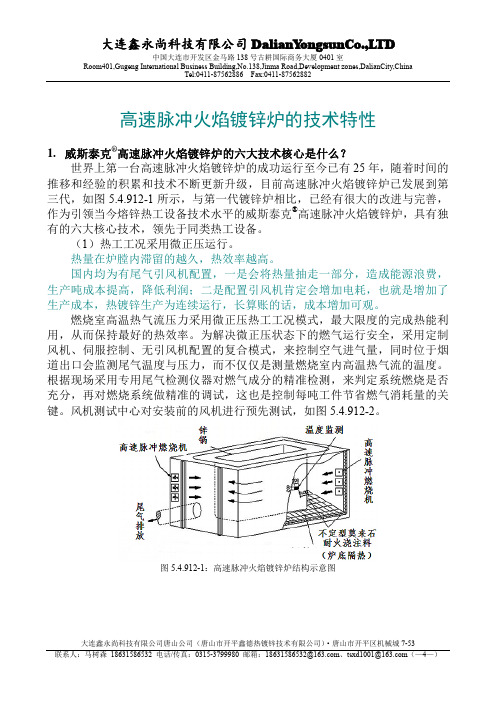
Tel:0411-******** Fax:0411-********高速脉冲火焰镀锌炉的技术特性1.威斯泰克®高速脉冲火焰镀锌炉的六大技术核心是什么?世界上第一台高速脉冲火焰镀锌炉的成功运行至今已有25年,随着时间的推移和经验的积累和技术不断更新升级,目前高速脉冲火焰镀锌炉已发展到第三代,如图5.4.912-1所示,与第一代镀锌炉相比,已经有很大的改进与完善,作为引领当今熔锌热工设备技术水平的威斯泰克®高速脉冲火焰镀锌炉,具有独有的六大核心技术,领先于同类热工设备。
(1)热工工况采用微正压运行。
热量在炉膛内滞留的越久,热效率越高。
国内均为有尾气引风机配置,一是会将热量抽走一部分,造成能源浪费,生产吨成本提高,降低利润;二是配置引风机肯定会增加电耗,也就是增加了生产成本,热镀锌生产为连续运行,长算账的话,成本增加可观。
燃烧室高温热气流压力采用微正压热工工况模式,最大限度的完成热能利用,从而保持最好的热效率。
为解决微正压状态下的燃气运行安全,采用定制风机、伺服控制、无引风机配置的复合模式,来控制空气进气量,同时位于烟道出口会监测尾气温度与压力,而不仅仅是测量燃烧室内高温热气流的温度。
根据现场采用专用尾气检测仪器对燃气成分的精准检测,来判定系统燃烧是否充分,再对燃烧系统做精准的调试,这也是控制每吨工件节省燃气消耗量的关键。
风机测试中心对安装前的风机进行预先测试,如图5.4.912-2。
图5.4.912-1:高速脉冲火焰镀锌炉结构示意图Tel:0411-******** Fax:0411-********图5.4.912-2:每一台高速脉冲火焰镀锌炉均需进行风机定制和预先测试(2)高速脉冲高温气流。
燃烧机的初始速度越高或者越稳定,循环气流越好,锌锅的受热越均衡,寿命也越长。
全球顶级品牌为美国“天时”燃烧机,注意甄别其他进口品牌,以及国产品牌。
高速的、高温热气流从燃烧机喷嘴出来后,速度高达150.00m/s,高温热气流在惯性作用下,环绕锌锅外壁加热,热工强度均匀,大大降低了锌锅内壁在锌液中的浸蚀速率,提高了锌锅的服役寿命;而燃烧室内高温热气流随着热量交换,速度逐渐降低,低速、低温热气流,在无引风机状态下,由烟囱被动排放。
热镀锌生产线燃烧控制及节能降耗
4 结 束 语 、
加热炉高效燃烧控制系统的使用 , 提高 了加热炉控制水平 。实 际
运行结果 证明,对于降低能耗 ,提高钢坯加热质量有明显的效果。希
文献标识码 :A
2 退 火 炉 燃 烧控 制 技 术 、
() 度控制技术 1 温 退火炉温度控制包括两 方丽 :一足板 温控 制,
二足炉温控制 ,板温控 制足镀锌。对于连续卧式炉来讲 , 炉温控制也
足重要的一环。实践 证明,由于不同的加工成形性是带钢具有小同的 再结 品温度 。因此 ,对 于某~种产品应 陔结合使用情况确定出最佳的
此外 ,蓄热式烧嘴的使 用寿命也 比普通烧嘴 长。
践证明高炉温能保证 N F 的无氧化气氛, 可能避免带钢的二次氧 O 段 尽
化,有利于 R H段还 原作用的进行。但是温度控制要遵循高炉温、低 T 板温原则 。具体来说 ,出直燃加热段最后的加热区炉温要达到 10  ̄ 20 右 ,但板 温要控制在 60 5 ℃左右 ,对于热轧板镀锌控制在 50 5 ℃左 右,这样既能避免钢带高温变形 ,义保证九氧化加热气氛。 ( 空燃 比控 制 空燃 比控制直接影响退火炉的退火能力 , 个 2) 每
影响到热镀锌产品的质地 与性能。
繁静降耗
要J 在带钢连续热镀锌机组 中连续退火炉足带钢连续热镀锌 艺段 主要 下序之一, I : 也足机组 的心脏。 它将完成带钢热镀锌前的退 火工艺 , 能降耗 文章编号:10 — 1X (0 2 6 1 6 O 9 9 4 2 1 )0 — 4 一 1 0 要 ‘ 都足如何 回收排 出废气中的热量 。在现代化镀锌线中 ,主要采 用的回收方式有 :①在加热段设置废气 叫收装置 ,改 良森吉米尔法足 直接利用 高温则气预热带俐 ,美钢联法 则需先用高温烟气加热保护 气 体. 用保护气体预热带钢。 利用高温炯气通过空气预热器加热助 ② 燃空气, 这样 町以提高燃烧效率 , 降低能源消耗。③ 设置二次燃烧 设
热浸镀锌用浸入式燃气内加热器

第 3期
李铁喜 : 热浸镀锌用浸入式燃气 内加热器
・3 7・
低 , 般 只有 3 % ~ 5 , 部分 热 能从 烟 道 排 出 , 一 0 3% 大
造成 能源的 巨大 浪 费。许多 厂家 已经 对 排放 的 烟道
镀锌设备 外 方提 供 。根 据 以上 参 数 , 用 8支 ( 采 6支
peet ytesus hp ea ha ec agr s gs oewt nr et xhne , a t pe bu 2 rha db p r saem t et xhn e ui m k i i e a eca gr fme e sedi a ot 0~ e h l n hn h l j s 1
采 用外 加 热 的方 式 对 锌锅 进 行加 热 , 常 是 把 通
热、 感应加热等, 加热方式各具优缺点。
1 1 铁 锅镀 锌 .
铁 锅镀 锌 加 热方 式 通 常 为外 加热 , 界 公认 并 业
广 泛采 用 的为 A MC R O铁 , 当采 用 4 0~ 5 C低温 4 4 0o
L e. i lTi X
( innG n d a a in qi et o ,t , in n30 0 C ia Taj og aG l n i E u m n C . Ld Taj 0 42, hn ) i v zg p i
Ab t a t Ho i av n z d p t a r n p t ea c z cp ta d c u i l i cp t t .h ai gme h d h su p r e t s r c td p g l a ie o sio o ,c r mi i o n r cb e zn o c e t t o a p e a — h n e n h
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热镀锌流水线锌锅配套天然气燃烧系统方案
1.锌锅基本参数
锌锅尺寸:4000*1700*1000mm
加热物料:锌锭
锌锅容重:45T
锌液工作温度:450℃
燃气类型:天然气
2.配置说明
燃烧设备:450kw天然气高速烧嘴
烧嘴数量:2台
烧嘴布局方式:同侧布局(建议对角交叉布局,因此现场条件有限采用同侧布局方式)
燃气使用压力:5-8kpa
助燃系统:高压离心风机1台
火焰检测方式:离子针检测
控温方式:自动控温
3.系统简介
本燃烧系统采用自动点火,熄火保护,自动控温方式,降低对工人操作技术的要求,安全可靠、经济实惠。
烧嘴、点火装置、电磁阀、火焰检测器、手动阀门、比例阀、执行器共同组成燃烧系统,
系统运行过程为:点火前人工吹扫炉膛→点火器打火→电磁阀打开→燃气喷出并点燃→火焰检测器发现火焰→电磁阀继续打开→火焰正常燃烧→PID智能仪表调温。
本系统采用连续比例调节燃烧,执行器控制风量大小,通过比例阀调节燃气大小,达到空燃比例燃烧。
每个烧嘴上设置燃气电磁阀,每个烧嘴配有独立点火器,具有自动点火,及火焰检测,熄火报警功能。
采用的烧嘴属于低压高速烧嘴,自带双电极(点火电极与检测电极),烧嘴内部设置稳焰盘,有效避免因天然气燃料自身原因导致的易脱火及离焰问题,调节比可达1:10,高温烟气每秒达100米,对流传热有效提高炉膛热利用率。
自动点火装置由烧嘴控制器及点火电极组成,点火电极对点火柱或是烧嘴内壁通过高压放电产生电弧以点燃燃气,烧嘴控制器自身配置点火变压器。
熄火保护是由火焰检测器和电磁阀共同完成,火焰检测采用离子棒检测,利用火焰的导电性,一旦火焰存在,电磁阀接通,信号产生,经烧嘴控制器放大信号,并输出是否火焰存在。
断电及其他紧急情况下电磁阀出于关闭状态,安全性高。