连续热镀锌生产线锌锅设备的改进
镀锌线锌锅辊系自动刮刀结构改进优化
镀锌线锌锅辊系自动刮刀结构改进优化马维杰① 刘海军 贺磊兴(酒钢宏兴钢铁股份公司碳钢薄板厂 甘肃嘉峪关735100)摘 要 酒钢镀铝锌开发过程中,板面锌渣和锌花不均缺陷严重制约产品质量提升。
通过在锌锅辊系上增加自动刮刀替代岗位人员手动刮渣后,一定程度上减轻了人工刮渣作业强度,但是也不能保证辊面去渣后的平整性,带钢表面锌花不均现象仍较严重。
另外,刮刀故障率较高,严重影响了刮刀的正常使用。
经过对自动刮刀结构进行了优化改进,改善板面质量,延长刮刀使用寿命。
关键词 镀锌线 热镀铝锌 自动刮刀 改进中图法分类号 TG155.4 文献标识码 BDoi:10 3969/j issn 1001-1269 2022 Z2 0251 前言镀铝锌硅产品表面锌花不均及锌渣缺陷是镀锌界公认的难题,镀铝锌硅板档次越高该缺陷影响就越大。
在现有的热镀锌生产线上,锌锅沉没辊是镀锌工艺段中与带钢直接接触的重要辊子,由于锌锅的锌液成分复杂,温度很高,导致锌锅沉没辊工况条件极为恶劣,尤其是因铁元素的代入而产生的大量锌渣。
这些锌渣黏附在锌锅内的沉没辊上就会在带钢上产生锌渣、锌花不均等严重质量缺陷,降低产品的合格率。
近年来由于产品升级,汽车板、电器柜板及高档家电板的大量市场需求对产品表面质量提出了越来越高的要求,这一问题更为凸显。
传统的辊面去渣采用手动刮刀,工人劳动强度大,再加上人为因素,去渣效果不佳,后宝钢设计开发丝杠驱动的和导轨定位的自动刮刀,酒钢镀锌线引进后,用在热镀铝锌硅产品上,也不能保证辊面去渣后的平整性,带钢板面锌花不均现象仍较严重,另外刮刀在锌液温度600℃的上方高温及充满锌粉杂质的恶劣环境下,刮刀晃动达到5mm左右,且丝杠螺母润滑不良,结构磨损很快,寿命非常低。
并且随着机械设备磨损的加剧,沉没辊刮刀行走装置也频繁出现卡阻现象,甚至丝杠变形损坏的情况也时有发生,严重影响了刮刀的正常使用,刮刀使用寿命仅有3-5天,被迫停机更换刮刀,同时产生大量废次品。
连续热镀锌生产线锌锅设备的改进
的运行成本 ,比优化改造前降低了大约 8 4 元 。 5 9. 6 7
加 上前 两 项改造 带来 的效益 ,每 台设 备每年 的运行
成本 产生 的经济效益 1 6万余元 。
小, 价格便宜, 调速范围大, 操作方便灵活, 还节省电
力, 经济寿命 长 , 减少 了维护检修 费用 。
经 济效 益分 析 :X 一 包 芯线 机在 优 化 改造 C Z 2型 前, 使用 1台 5 W 直 流发 电机 , 每班 有效工 作时 5 k 按 间7 、 两班生产 、. 元 /W ・ h 05 6 k h计算 , 电力运 行成本
<> 00 -<> ●<> ●<> 00 - > ● > -<> 00 < <
相 同条 件 下 , 粘渣 的量 就越 大 , 一旦 粘 附锌 渣 , 锌渣
● >● >● < <
●<> -<> ●<> ● <> -<> ●<> ●<> -<> ●<> ● > ● > ●<> ●<> ●<> -<> -<> ● > ●<> ●<> ●<> ● < < < <> ● <> - > ●<> ●<> ●<> -<> ●<> ● < <> ● > -<> ●<> ●<> -<> ●0 <
提高 , 了生产机组的综合成本。 降低
关键词 : 热镀锌生产线 ; 沉没辊 ; 辊 ; 稳定 镀锌板 表面质量
中图分类 号:G155 T 5. 文献标识码 : B 文章编号 :0 4-60 20 )3 0 7 — 2 10 - 2 ( 0 70 — 0 9 0 4
1 前
言
这些 铝铁锌 合金 元素会 附着在 辊面上 ,形成 不均匀
的结 瘤 , 即粘 渣沉 没辊装 置在运行 一段 时间后 , 由于
济南鲍 德彩 板有 限 公 司镀锌 线 自投 产 以来 , 沉 没辊 使用 3~5 , d后 在其 表 面粘渣 而硌伤 镀锌 板 表 面 , 7~1 , 到 0d 粘渣 量 越来 越厉 害 , 被迫 更换 沉 没 辊。 另外 , 辊 的轴 套轴瓦 , 擦阻力 大 , 沉没 其摩 常使得
连续热镀锌工艺的现状及发展
内蒙古科技大学本科生课程论文题目:连续热镀锌工艺的现状及发展学生姓名:学号:专业:材料成型机控制工程班级:指导老师:连续热镀锌工艺的现状及发展摘要本文主要是介绍了带钢连续热镀锌工艺及其改进,包括热镀锌工艺流程、以及热镀锌的核心设备及改进设备和连续热镀锌退火设备的技术进步,发展了热镀锌保护气体的技术和常用的几种热镀锌钢板生产技术以及锌金属制品概况及技术,讨论了新型热镀锌材料的开发,指出了国内外发展状况及差距,介绍连续热镀锌产品发展趋势,以及对连续热镀锌产品。
关键词: 连续热镀锌; 工艺技术; 合金化; 高强钢Current process and technology investigation situation in the field of steelstrip continuous hot-dip galvanizationAbstract This paper mainly introduces the hot dip galvanizing process and its improvement, technological progress includes hot dip galvanizing process, as well as the core equipment of hot dip galvanizing and improved equipment and continuous hot dip galvanizing annealing equipment, development of hot dip galvanizing protective gas technology and several commonly used galvanized steel production technology and of zinc metal products and technology, discussion the development of new hot dip galvanized material, and points out the development status and the gap between China and abroad, the development trend of continuous hot dip galvanized products, as well as to the continuous hot dip galvanized products.前言热镀纯锌( GI, galvanized) 产品及其合金化( GA, galvannealed) 产品具有优良的耐蚀性能, 成本也相对较低, 而且随着热镀锌技术的进步, 其产品表面质量几乎可以与电镀锌产品相媲美, 因而在汽车上得到了广泛地应用。
连续热镀锌线加锌机构故障分析及解决措施
设备管理与维修2019№7(下)连续热镀锌线加锌机构故障分析及解决措施李鑫,宋龙朝,李保卫(首钢京唐钢铁联合有限责任公司冷轧作业部,河北唐山063200)摘要:加锌机构连续做为热镀锌产线的重要设备,对保证锌锅液位和锌层稳定起到关键作用。
在正常运行中,加锌机构频繁发生卡阻问题,使产线降速。
通过对发生故障进行分析制定有效解决措施,对同类钢厂该设备维护具有指导意义。
关键词:加锌机构;故障;措施中图分类号:TF37文献标识码:B DOI :10.16621/ki.issn1001-0599.2019.07D.330引言近年,随着世界经济的发展,尤其是汽车、家电及建筑业的发展,对镀锌带钢的需求量大大增加,市场需求非常可观。
在美、日等钢材生产大国,热镀锌钢板在钢材中所占比例高达13%~15%,而用于汽车行业的热镀锌板已占其总产量的40%以上[1-2],稳定精准的锌锭补给对锌锅液位稳定及减少带钢表面锌渣有决定性影响。
该加锌机构在线装机量两台,分布在锌锅入口方向操作侧及驱动侧。
加锌锭时,工人通过电动葫芦将锌锅吊至加锌小车上。
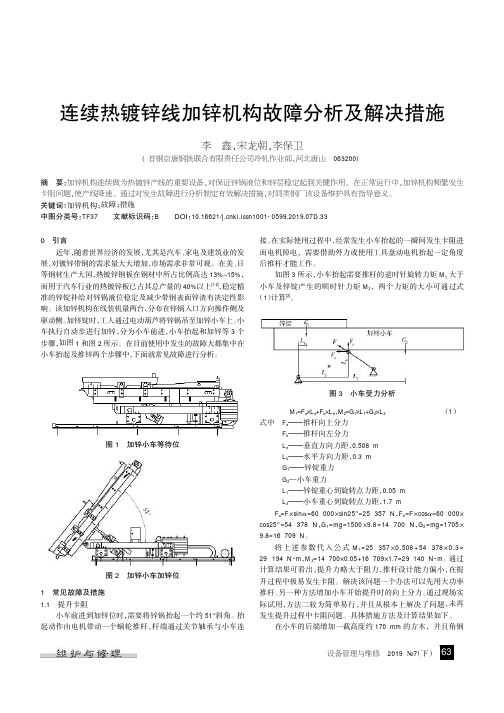
小车执行自动步进行加锌,分为小车前进,小车抬起和加锌等3个步骤,如图1和图2所示。
在目前使用中发生的故障大都集中在小车抬起及推锌两个步骤中,下面就常见故障进行分析。
1常见故障及措施1.1提升卡阻小车前进到加锌位时,需要将锌锅抬起一个约51°斜角。
抬起动作由电机带动一个蜗轮推杆,杆端通过关节轴承与小车连接。
在实际使用过程中,经常发生小车抬起的一瞬间发生卡阻进而电机掉电,需要借助外力或使用工具盘动电机抬起一定角度后推杆才能工作。
如图3所示,小车抬起需要推杆的逆时针旋转力矩M 1大于小车及锌锭产生的顺时针力矩M 2,两个力矩的大小可通过式(1)计算[3]。
M 1=F a ×L a +F b ×L b ,M 2=G 1×L 1+G 2×L 2(1)式中F a ———推杆向上分力F b ———推杆向左分力L a ———垂直方向力距,0.508m L b ———水平方向力距,0.3m G 1———锌锭重力G 2—小车重力L 1———锌锭重心到旋转点力距,0.05mL 2———小车重心到旋转点力距,1.7mF a =F ×sin α=60000×sin25°=25357N ,F b =F ×cos 琢=60000×cos25°=54378N ,G 1=mg =1500×9.8=14700N ,G 2=mg=1705×9.8=16709N 。
镀锌线改造方案
关于镀锌线设备改造的初步方案一、现状:我厂20万吨连续热镀锌生产线2003年组建,原设计生产定位为中低端市场的中、高档建材板,其中CQ级建材板14万吨,DQ级建材板6万吨。
随着市场的快速变化,近年来我国镀锌机组建设迅猛发展,特别是大量的民营资本进入该行业,在我厂镀锌机组投产后的短短几年时间里,国内就新建了近100条大型镀锌机组,其中大部分机组的产品都针对的是建筑、轻工等中低端市场,导致了国内中低端镀锌产品的产能严重过剩,市场竞争激烈,价格长期低位徘徊。
我厂热镀锌生产线采用美钢联法生产工艺,钢带表面洁净、基板与镀锌层结合力强;前处理设备、工艺段设备已具备生产高质量热镀锌板的能力。
但是影响镀锌板内在质量、机械性能、外观质量的后处理设备(光整机、拉矫机和钝化装置)和电气控制精度,还难以满足市场对高品质镀锌板的要求,难以满足高附加值产品的需要。
二、存在的主要问题:(一)光整机的不适应性1.光整机设计能力小,光整机的最大轧制力只有250T,光整机投入后不能完全消除屈服平台,使光整后的镀锌板表面质量和机械性能不能满足市场要求。
目前国内各大钢厂镀锌线光整机轧制力一般在500-1000t左右,用于提高镀锌板表面质量和机械性能,生产高强度、深冲性板,满足市场低成本、高质量产品要求。
2、控制功能不完善,例如张力闭环控制、延伸率闭环控制、弯辊力闭环控制、防皱辊和防卷边装置等功能存在缺陷。
(二)拉矫机的不适应性1、现有拉矫机为一弯一矫,在改善板型、提高机械性能方面不稳定,控制精度低不能满足高强度镀锌板的生产要求;在故障状态下,必须停产检修,造成减产和产品降级。
2、目前使用的一弯一矫拉矫机,在板型方面不能满足客户要求。
3、拉矫过程中产生的拉矫纹缺陷严重影响了镀锌板的表观质量,而且拉矫纹严重的产品彩涂后耗漆量增加15%左右,产品色差大,严重影响产品质量。
(三)钝化装置的不适应性1、镀后化学处理系统采用喷淋挤干钝化方式处理,挤干辊更换频繁且更换不方便。
热镀锌锅结构的优化改进
热镀锌锅结构的优化改进作者:曹雷来源:《卷宗》2020年第21期摘要:在热镀锌过程当中,热镀锌锅为关键的设备。
它的使用寿命直接关乎着热镀锌产品质量以及生产的成本。
本文对国内外的热镀锌锅技术现状进行了简单分析,并且对企业热镀锌锅容易出现变形、锅沿焊缝容易撕裂以及锌锅的底部焊缝四周容易出现开裂以及变形的情况,对热镀锌锅结构进行了改进以及优化,增加热镀锌锅使用的寿命,不断提升了能源的使用效率。
除此之外,还大大进校了热镀锌生产的成本。
关键词:热镀锌锅;结构优化;使用效率热镀锌是一类对金属进行防腐的有效手段。
钢铁的材料通过热镀锌之后,其耐腐蚀性能能够大大提升几十倍,使用寿命能够使用二十五年之上。
在镀锌工艺过程当中,热镀锌锅是一个非常重要的设备。
它的主要功能为将熔融状态的锌液附着在了镀件的表面,进而形成了一层表面的镀层,实现了提升钢铁件耐腐蚀的作用[1]。
然而,熔融锌在钢铁材料方面有着腐蚀性比较强,进而造成了热镀锌锅使用寿命变短,让热镀锌锅使用的寿命直接对镀锌产品质量以及生产的成本发生直接的影响[2]。
因此,本文按照热镀锌层控制技术国内外研究状况,优化改造了热镀锌锅结构,进而大大提升了热镀锌使用的寿命,减小镀锌的能量消耗,给企业生产成本的降低做出了巨大贡献。
1 国内外热镀锌锅的技术现状分析在热镀的温度环境当中,热镀锌对熔融锌耐腐蚀性能比较差。
在热镀的锌锅内,铁将会和锌液进行化学反应,进而生成了铁锌合金,造成了锌锅不断的变薄和变形,进而出现穿孔,锌液泄露以及报废的问题,另外还提升了锌材料的消耗量[3]。
所以,对热镀锌锅的深入研究主要目的为大大提升热镀锌锅使用的时间,减小能量的消耗。
进而减小了热镀锌的生产成本,最后实现提升企业的经济效益的目的[4]。
目前,在热镀锌锅炉技术研究结果当中,热镀锌锅材料、锌锅的结构以及解热方法等都存在了巨大的发展。
1.1 锌锅材质制造锌锅的材质是锌锅使用寿命长短的决定因素之一。
国外锌锅的材质多为低硅、低硫、低磷的优质钢板,其使用寿命较长,而我国锌锅的材质多为08F或05F等优质低碳钢板使用寿命较短一般在3~24个月。
热镀锌生产线改造方案
热镀锌生产线改造方案
详细
一、改造背景
热镀锌生产线是涂层热锌、半涂层热锌和抛光热锌的重要生产设备,用于制造汽车、家具、电器、建筑、重工等行业的不锈钢件,其具有良好的附着力和耐腐蚀性。
但由于机组老化、配置不合理、工艺不佳等原因,在使用过程中容易出现各种故障,影响生产效率,因此有必要对热镀锌生产线进行改造。
二、改造目的
1、提高生产线的可靠性和稳定性。
2、提升生产线的效率和精度,满足更高的客户要求。
3、提升生产线的安全性和可操作性,保障员工的安全。
4、提高生产线的维护效率,减少故障率,实现设备老化改造。
三、改造措施
1、引进先进的控制技术,采用可编程序控制器(PLC)作为生产线的主要控制单元,实现整体控制;同时采用相关测控设备(如温度控制器、开关量检测仪等)对温度或者液位进行全程自动检测,以保证生产线运行稳定可靠。
2、采用更加先进的工艺,如可控温度的加热装置、全自动进料/出料机及自动连续抽水机等,提高生产线的效率和精度,满足客户高标准的技术要求。
热镀锌生产线改造方案
热镀锌生产线改造方案一、概述热镀锌生产线是将钢材经过一系列的表面处理过程后,通过浸泡在热镀锌槽中,使其表面覆盖上一层锌,以防止钢材腐蚀的生产线。
根据市场需求的变化和技术的发展,热镀锌生产线需要根据实际情况进行改造优化,以提高生产效率、降低成本、保障产品质量。
二、问题分析根据市场调研和产线运营情况,目前热镀锌生产线存在以下问题:1.生产效率低:工艺流程繁琐,设备老化,生产效率低下。
2.能源消耗大:传统的热镀锌槽加热方式采用火焰加热,能源消耗大,不环保。
3.产品质量不稳定:由于设备老化和操作不规范,产品质量存在波动。
4.安全隐患:设备老化导致生产过程中存在一些安全隐患。
三、改造方案基于以上问题,提出以下改造方案:1.设备升级:对设备进行全面升级,更换老化设备、增加自动化生产设备,减少人工操作,提高生产效率。
2.工艺改进:优化热镀锌工艺流程,精简生产步骤,减少材料浪费,提高生产效率。
3.采用新技术:引入新颖的热镀锌工艺技术,如电加热镀锌槽、离心式镀锌机等,提高能源利用效率,降低生产成本。
4.加强设备维护:建立设备维护制度,定期对设备进行检修和维护,保证设备的正常运行和安全性。
5.增加自动化控制系统:采用先进的自动化控制系统,实时监测生产数据,提高生产线运行的稳定性和产品质量的一致性。
6.增加环保措施:引入循环利用技术,合理利用废水和废气,减少对环境的污染。
四、改造效果通过以上改造方案的实施1.提高生产效率:设备升级和工艺改进可以显著提高生产效率,降低生产成本。
2.保证产品质量的稳定:采用新技术和自动化控制系统可以保证产品质量的稳定性,减少次品率。
3.降低能源消耗:引入新技术和环保措施可以显著降低能源消耗,减少生产成本。
4.提升安全性:设备升级和加强设备维护可以消除潜在的安全隐患,保障生产线的安全运行。
综上所述,通过对热镀锌生产线的改造,可以提高生产效率、降低成本、保障产品质量,同时提升安全性和环保性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连续热镀锌生产线锌锅设备的改进
摘要:热镀锌锌锅设备是热镀锌生产线中最重要的设备之一。
针对沉没辊系统容易粘渣和轴套轴瓦的摩擦力大且寿命短的问题,对沉没辊系统的结构进行了改进,调整了轴套轴瓦的材质,使用寿命延长至15 d以上,使镀锌板的表面质量得到了提高,降低了生产机组的综合成本。
关键词:热镀锌生产线;沉没辊;稳定辊;镀锌板表面质
1前言
济南鲍德彩板有限公司镀锌线自投产以来,沉没辊使用3~5 d后,在其表面粘渣而硌伤镀锌板表面,到7~10 d,粘渣量越来越厉害,被迫更换沉没辊。
另外,沉没辊的轴套轴瓦,其摩擦阻力大,常使得辊子在锌锅中不转动或转动不同步,导致镀锌板表面出现擦伤或划伤等表面缺陷,且轴套轴瓦的磨损量大,两边不均匀,造成了在锌锅处跑偏,形成边浪,严重影响了镀锌板的表面质量,有时轴套轴瓦的摩擦力控制不好,辊子在锌锅内上下跳动,出现锌层不均的现象,这就必须更换沉没辊。
对于一条连续生产线,换辊停产前后都要出1~3 t的废品和10~20 t的降级品,所以减少换辊次数是提高产品质量的途径之一。
2技术分析与改进措施
2.1 控制辊面的粘渣量和延长辊面的粘渣时间
为了提高锌在钢带表面的附着力,现代热镀锌是在锌液里加入少量的铝合金元素,在镀锌过程中这些铝铁锌合金元素会附着在辊面上,形成不均匀的结瘤,即粘渣沉没辊装置在运行一段时间后,由于沉没辊、稳定辊辊面粘渣给带钢表面造成压痕等缺陷,从而导致镀锌板表面锌层不均、质量下降。
如果能解决和降低结瘤程度,则可提高沉没辊的使用寿命[1]。
比较沉没辊、前稳定辊、后稳定辊的粘渣情况,发现沉没辊的粘渣量较稳定辊的粘渣量轻,前稳定辊的粘渣情况较后稳定辊要轻。
锌锅表面附着一层由铝铁锌组成的锌渣(称之为浮渣),在生产时由于气刀气流和沉没辊搅动的影响,浮渣会浸入到锌液上层(0~100 mm)的深度,而且随着越接近表面,浮渣的悬浮物也越多,此时浮渣碰到稳定辊,就会沾附在上面,形成不均匀的结瘤,稳定辊位于锌锅内的最上面,后稳定辊距离锌液面只有50 mm。
所以,辊面距离锌液面的距离是沾渣的主要原因。
稳定辊在锌锅内的作用就是稳定带钢,使位于锌锅上方气刀部位的钢带不至于前后摆动,以得到一个均匀的锌层,如果片面的增大稳定辊与液面的距离,将对锌层和板面不利。
经过计算和分析得出,将稳定辊降低100 mm,并且适当降低气刀的高度,达到了一个最理想的效果。
造成辊子粘渣的另一个因素是稳定辊和沉没辊的表面质量。
辊面粗糙度低,辊面的表面积就越大,相同条件下,粘渣的量就越大,一旦粘附锌渣,锌渣越聚越多,最终加速了粘渣。
为此,把表面的粗糙度由原来的Ra=1.6,提高到Ra=0.8,以前的车床加工改为磨床加工。
辊面的油脂和灰尘对粘渣的影响。
沉没辊和稳定辊在加工完后,为了不使辊面生锈,往往要在辊面涂上一层黄油,如果擦拭不干净,黄油在预热炉(300 ℃)里是挥发不掉的,放到锌锅里,在无氧的状态下发生炭化,形成的碳牢牢的附着在辊面上,加速粘渣。
沉没辊安装完后,还要放置一段时间,辊面容易粘灰,粘附的灰尘如果清理不干净,其作用跟油脂是一样的,为此,制定详细的操作规程和验收记录,每次沉没辊预热前要用煤油擦拭干净。
沉没辊虽然距离浮渣的距离最大,但是由于辊子自身的搅动和距离底渣最近,又由于其与钢带的接触面积最大,张力最大,所以沉没辊如果粘渣,其影响比稳定辊要严重。
沉没辊表面沟槽的作用就是当有锌渣接近辊面时,会自动的跑
到沟槽内,不至于在表面形成结瘤。
原设计沟槽的宽度为2 mm,其排渣能力有限,遇到稍微大点的便会在辊面结瘤,为此,将沟槽的尺寸增大到3.5 mm,将原有的倒角改为倒圆角。
沉没辊的材料为316L,这种材料硬度高并且粘刀,很难加工出合格的圆角,因此使用专用刀具,制作专用工装,加工出合格的沉没辊沟槽,降低了钢带的划伤。
2.2 调整轴套和轴瓦的材质
在带钢连续热镀锌生产时,带钢通过浸在锌液(温度为455~470 ℃,含铝0.15%~0.20%)中的沉没辊而改变方向,随钢带的运动而转动的沉没辊通过两侧的轴套支撑在固定架上,轴套起滑动轴承的作用,锌液作为其润滑剂。
在460 ℃左右的锌液内,轴套和轴瓦必须转动灵活、耐高温、耐锌液腐蚀及耐磨损,以满足生产的需要。
针对沉没辊的轴套和轴瓦使用寿命短(7-10 d)问题,经过分析,认为原先所用的AR-7材料主要成分为20%的Cr和14%的Ni,该材料硬度高,但耐磨性差。
为了延长沉没辊轴套和轴瓦的使用寿命,根据轴套、轴瓦摩擦形式的不同(轴套是一种周期性的转动磨损,而轴瓦是一种固定的磨损),将轴套和轴瓦分别采用了不同材料。
对轴套采用的材料先后试用了20Cr25Ni20Si2、Co30、Co40、Co50(含钴50%的合金),每种材料轴套的使用情况见表1。
根据表1中的情况,最后确定轴套的材质为Co50。
轴瓦采用的材料是在AR-7的基础上,加入了微量的钴和提高镍的含量,从而改善了轴瓦的金相组织,细化了晶粒,提高了韧性和耐磨性。
另外,轴套、轴瓦必须成套供应,避免两个批次在材料和工艺上的差异造成的两个轴套轴瓦磨损不均的情况。
通过这些改进,使沉没辊的转动灵活,对钢板的滑伤明显减轻,轴套和轴瓦的使用寿命稳定在15 d以上。
表1 各种材料的轴套使用情况对比
材料使用时间/d 使用结论
20Cr25Ni20Si2 9~10 该材料的焊接性能不好,容易开裂
Co30 10~12 沉没辊运行不稳定、振动,造成钢带有振痕
Co40 12~13 轴套的磨损量较大,使用时间短
Co50 15~20 使用较稳定,磨损量减少
3结语
改造后,其粘渣量明显减少,改善了热镀锌过程中锌层不均的现象,解决了辊子在锌锅内不转动或转动不好(不同步)的问题,减少了镀锌板表面的擦伤或划痕等表面缺陷,板面质量得到了明显提高,沉没辊寿命由7~8 d延长到15 d 以上。
同时,也提高了机组的生产效率,减少了停机换辊的次数,增加了生产时间,降低了换辊的备件成本,减少了停机检修所产生的废次品,提高了成材率,降低了生产机组的综合成本。
参考文献:
[1] 李九岭.带钢连续热镀锌[M].北京:冶金工业出版社,2001.。