AAMA 2605-05(中文版)
aama2605粉末涂料标准

粉末涂料是一种应用广泛的涂料类型,在各种工业领域中都有着重要的作用。
为了确保粉末涂料的质量和使用效果,制定了一系列的国家标准和行业标准。
本文将围绕aama2605粉末涂料标准这一主题展开讨论,介绍该标准的背景、内容和应用,帮助读者了解和理解这一标准的重要性和影响。
一、背景aama2605是美国建筑制造商协会(AAMA)制定的粉木涂料标准,其前身为aama605。
aama成立于1936年,是美国建筑行业的重要组织之一,致力于制定并推广建筑行业的标准和规范,旨在提高建筑制品的质量和性能。
aama2605标准是该协会在建筑领域中颇具影响力的标准之一,是粉木涂料行业的重要参考依据。
二、内容aama2605标准主要涵盖了粉木涂料的性能要求、测试方法以及外观评定等方面的内容。
具体来说,该标准包括以下几个方面的要求:1. 耐候性:aama2605标准规定了粉木涂料在暴露于不同气候条件下的耐候性能要求,包括颜色保持性、光泽度和表面不均匀性等指标;2. 膜厚和粘附力:标准对粉木涂料的膜厚和粘附力进行了详细的规定,确保涂层的厚度和附着力符合要求;3. 耐化学性能:标准还测试涂料在化学品接触下的耐受能力,包括酸碱性物质、溶剂和盐雾等;4. 耐磨损性:涂料在使用过程中往往会受到各种物理因素的影响,aama2605标准对涂料的耐磨损性进行了严格的要求;5. 铅含量:为保障环境和人体健康,标准对涂料中的铅含量进行了限制。
三、应用aama2605标准主要应用于建筑行业中的铝合金门窗和幕墙系统等产品。
由于这些产品通常处于室外环境中,需要具备较高的耐候性和耐久性。
采用符合aama2605标准的粉木涂料,可以确保建筑制品具备优异的抗风化能力和长久的美观效果,从而提高了产品的质量和使用寿命。
这也有助于降低建筑物的维护成本,减少了对环境的影响。
四、总结aama2605标准是粉木涂料行业的重要标准,其严格的性能要求和测试方法,为建筑行业提供了优质的粉木涂料产品,有助于提高建筑制品的质量和性能。
AAMA2603[1][1][1].02 Chinese Ver
![AAMA2603[1][1][1].02 Chinese Ver](https://img.taocdn.com/s3/m/16c42a21aaea998fcc220e1e.png)
AAMA2603.02,对喷涂在铝型材和铝板上的有色的有机涂料的性能要求和测试程序,非官方的规格.目录前言1.0 范围2.0 目的3.0 定义解说4.0 综述5.0 测试样品6.0 测试7.0 测试报告8.0 标准范围前几年,建筑团体已经公认AAMA603和AAMA605作为测试和在建筑铝型材和铝板上的有机涂料的性能的标准.现在技术取得了重大的发展,促使修订这些规格.AAMA2603, “非官方的规格,对喷涂在铝型材和铝板上的有色的有机涂料的性能要求和测试程序”AAMA2604, “非官方的规格,对喷涂在铝型材和铝板上的较高级的有机涂料的性能要求和测试程序”AAMA2605, “非官方的规格,对喷涂在铝型材和铝板上的高级有机涂料的性能要求和测试程序”说明AAMA 2603, “非官方的,对喷涂在铝型材上的有色的有机涂料的性能要求和测试程序”; 和AAMA 2605 “对喷涂在铝型材和铝板上的较高级的有机涂料非官方的规格,”也对这些文件所有的修订.AAMA2603 只包括了编辑上的改变.性能标准等同于AAMA603.1.0 范围1.1 本规格描述了对喷涂在铝型材和铝板上的有色的有机涂料的性能要求和测试程序”. 1.2 本规格只包括工业生产喷涂的涂料.1.3 本文的测量单位主要是公制的.在SI单位中描述的值视为标准.括号里值只供参考.2.0 目的本规格将帮助建筑师,业主和承包人来指定和获得工业生产的有机涂料,它们将来今后多年在涂膜完整性,室外耐候性和表面状态等方面有良好的性能水平.3.0 定义解说3.1 术语”涂膜”和”涂层”在本规格中可以替换使用,定义是”喷涂到铝表面的有色的有机材料的薄膜”3.2 暴露面是当被喷涂的产品在安装后那些可见的表面.这就可能同时包括了闭合的展开的方向,窗框,通风设备,门或板材.3.3 喷涂涂料: 通过雾化作用形成喷雾或薄雾,然后固化成为连续涂膜的,应用树脂质的涂料的过程.4.0 综述4.1 为了限制能符合本规格,产品测试必须符合本文中规定的所有要求.4.2 涂膜目视必须: 在离金属表面3米距离,与表面成90度目视,暴露面的涂膜没有流挂痕迹,条纹,水泡,或者其他的表面缺陷.4.3 总的干式涂膜膜厚可以用ASTM D1400 方法,在装饰面膜厚最少是20 微米.80% 的测量结果必须达到或超过20微米的总膜厚.不能有膜厚值低于17 微米或者85%的规定膜厚.涂膜的规定可能因为颜色的选择和涂料的类型而根据涂料供应商的建议增加.备注:因为铝型材的形状复杂和喷涂设备的局限性, 不可能整支型材的所有表面的干式膜厚都达到最低膜厚,例如,内藏的死角和槽位.想知道这些受影响地方的具体资料,喷涂之前联系喷涂商。
AAMA2605 铝窗(板)更高标准有机喷涂的非官方标准、性能要求、测试程序
前言多年以来,美国建筑协会已确立了建筑铝窗(板)有机噴涂的测试和性能标准:AAMA 603 和AAMA605。
随着技术的重大进步,需要修改这些标准。
AAMA2603:铝窗(板)有机有色噴涂的非官方标准、性能要求、测试程序。
AAMA2604:铝窗(板)高标准有机噴涂的非官方标准、性能要求、测试程序。
AAMA2605:铝窗(板)更高标准有机噴涂的非官方标准、性能要求、测试程序。
标准及其修订AAMA 603:铝窗有机有色噴涂的非官方性能要求、测试程序。
AAMA605及其修订本:铝窗(板)高标准有机噴涂的非官方标准。
AAMA2605是近十年来随着AAMA605.2-92标准对产品性能要求的提高而出现的要求更高的噴涂标准。
在这一标准中,产品的抗风化、抗磨损、盐水喷雾和抗潮湿的能力有了很大的提高。
1.0 范围1.1AAMA2605-02 描述了用作建筑材料的铝窗(板)更高标准有机噴涂的检测程序和性能要求。
1.2该标准仅适用于工厂噴涂。
1.3在这一标准中,主要的测量单位是米制的。
用国际制单位表示的数值是标准的,括号中的数值仅供参考。
2.0 目标该标准有助于建筑师、业主和合同方详细规定工厂应用的有机噴涂并获得该产品。
根据多年后膜层的完整性、外部抗侵蚀能力和整体外观,按照该标准噴涂后的产品具有并保持了一种更高标准的性能。
3.0 定义3.1在AAMA2605-02标准中, 术语“膜层”和“噴涂”可以互换, 并用来详细说明用于铝材表面的有机材料层.3.2薄膜噴涂产品安装后,外露面应当清晰可见。
外露面可能包括正在运转的窗扇、通风机、门或嵌板打开和关闭的部分。
3.3雾化噴涂:将树脂质的涂料雾化成薄雾,然后将薄雾凝固成不间断的薄膜。
4.0总括4.1为证明噴涂符合AAMA2605-02标准, 接受检测的样品必须满足本文规定的所有要求。
4.2在离金属表面3米(10英尺)处观察或与金属表面成90度的角度检测金属表面, 在干薄膜状态下,膜层上应当看不到流水线、条纹、汽泡和其他的表面缺陷。
aama2605 标准氟碳漆

1. 什么是aama2605标准氟碳漆?aama2605标准氟碳漆是一种高质量的涂料,广泛应用于建筑行业。
它具有出色的耐候性和耐腐蚀性,能够在恶劣的环境条件下保持长久的美观和保护性能。
2. aama2605标准氟碳漆的特点aama2605标准氟碳漆具有以下特点:- 耐候性强:能够在特殊的气候条件下保持良好的外观和性能,不会因日晒、雨淋、风吹等自然因素而出现褪色、变色、起泡等问题。
- 耐腐蚀性好:具有良好的抗化学腐蚀能力,能够抵抗酸碱、盐雾等腐蚀性物质对涂层的侵蚀。
- 耐磨损:表面硬度高,抗刮擦能力强,不易被外界物体划伤。
- 良好的光泽度和平整度:表面平整光滑,具有良好的光泽度,呈现出美观的外观效果。
- 良好的粘附性:与基材粘附牢固,不易剥落、脱落。
3. aama2605标准氟碳漆的应用领域由于其优异的性能特点,aama2605标准氟碳漆被广泛应用于建筑行业中的外墙涂装。
比如高层建筑、别墅、商业综合体等建筑外墙的装饰和保护,以及采用铝合金、钢结构等材料制作的窗框、门框等部件的涂装。
4. aama2605标准氟碳漆的施工要求在施工aama2605标准氟碳漆时,需要严格按照相关要求进行操作,保证施工质量和涂层性能。
包括:- 基材表面处理:要求基材表面必须清洁、干燥且平整,不得有油污、锈蚀、水渍等缺陷。
- 涂装工艺:采用喷涂工艺进行涂装,要求喷涂均匀、稳定,保证涂层厚度和质量一致。
- 涂层干燥:涂装后要求进行适当的干燥处理,确保涂层的硬度和耐候性。
5. aama2605标准氟碳漆的市场前景随着建筑工程的不断发展和建筑材料的不断更新换代,aama2605标准氟碳漆作为一种高性能的建筑涂料,具有广阔的市场前景。
尤其是在高端建筑装饰领域,对于外墙涂装要求较高的项目,aama2605标准氟碳漆将会得到更多的应用和推广。
6. 结语aama2605标准氟碳漆作为一种高质量、高性能的建筑涂料,在建筑行业中具有重要的地位和作用。
MAX2605-MAX2609中文资料
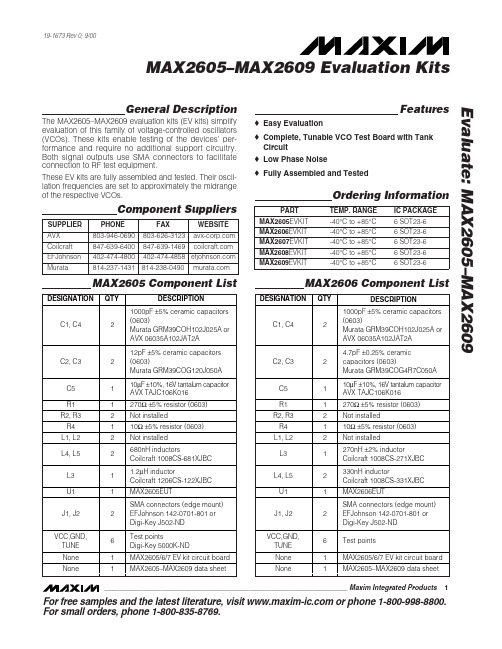
General DescriptionThe MAX2605–MAX2609 evaluation kits (EV kits) simplify evaluation of this family of voltage-controlled oscillators (VCOs). These kits enable testing of the devices’ per-formance and require no additional support circuitry.Both signal outputs use SMA connectors to facilitate connection to RF test equipment.These EV kits are fully assembled and tested. Their oscil-lation frequencies are set to approximately the midrange of the respective VCOs.Featureso Easy Evaluationo Complete, Tunable VCO Test Board with Tank Circuit o Low Phase Noiseo Fully Assembled and TestedEvaluate: MAX2605–MAX2609MAX2605–MAX2609 Evaluation Kits19-1673 Rev 0; 9/00Ordering InformationComponent SuppliersFor free samples and the latest literature, visit or phone 1-800-998-8800.For small orders, phone 1-800-835-8769.MAX2606 Component ListMAX2605 Component ListE v a l u a t e : M A X 2605–M A X 2609MAX2605–MAX2609 Evaluation Kits 2_______________________________________________________________________________________Quick StartThe MAX2605–MAX2609 evaluation kits are fully assembled and factory tested. Follow the instructions in the Connections a nd Setup section for proper device evaluation.Test Equipment Required•Low-noise power supplies (these are recommended for oscillator noise measurement). Noise or ripple will frequency-modulate the oscillator and cause spectral spreading. Batteries can be used in place of power supplies, if necessary.– Use a DC power supply capable of supplying +2.7V to +5.5V. Alternatively, use two or three 1.5V batteries.– Use a DC power supply capable of supplying +0.4V to +2.4V, continuously variable, for TUNE.Alternatively, use two 1.5V batteries with a resistive voltage divider or potentiometer.•An RF spectrum analyzer that covers the operating frequency range of the MAX2605–MAX2609• A 50Ωcoaxial cable with SMA connectors •An ammeter (optional)Connections and Setup1)Connect a DC supply (preset to +3V) to the V CC and GND terminals (through an ammeter, if desired) on the EV kit.2)Turn on the DC supply. If used, the ammeter readingMAX2607 Component ListMAX2608 Component ListEvaluate: MAX2605–MAX2609MAX2605–MAX2609 Evaluation Kits_______________________________________________________________________________________3approximates the typical operating current specified in the MAX2605–MAX2609 data sheet.3)Connect the VCO output (OUT+ or OUT-) to a spec-trum analyzer with a 50Ωcoaxial cable.4)Apply a positive variable DC voltage between 0.4V and 2.4V to TUNE.5)Check the tuning bandwidth on the spectrum analyz-er by varying the tuning voltage (+0.4V to +2.4V).Layout ConsiderationsThe EV kit PC board can serve as a guide for laying out a board using the MAX2605–MAX2609. Generally, the VCC pin on the PC board should have a decoupling capacitor placed close to the IC. This minimizes noisecoupling from the supply. Also, place the VCO as far away as possible from the noisy section of a larger sys-tem, such as a switching regulator or digital circuits.The VCO ’s performance is strongly dependent on the availability of the external tuning inductor. For best per-formance, use high-Q components and choose their val-ues carefully. To minimize the effects of parasitic ele-ments, which degrade circuit performance, place the tuning inductor and C BYP close to the VCO. For higher-frequency versions, include the parasitic PC board inductance and capacitance when calculating the oscillation frequency. In addition, remove the ground plane around and under the tuning inductor to minimize the effect of parasitic capacitance.Noise on TUNE translates into FM noise on the outputs;therefore, keep the trace between TUNE and the control circuitry as short as possible. If necessary, use an RC filter to further suppress noise, as done on the EV kits.E v a l u a t e : M A X 2605–M A X 2609MAX2605–MAX2609 Evaluation Kits 4_______________________________________________________________________________________Figure 2. MAX2608/MAX2609 EV Kits SchematicFigure 1. MAX2605/MAX2606/MAX2607 EV Kits SchematicEvaluate: MAX2605–MAX2609MAX2605–MAX2609 Evaluation Kits_______________________________________________________________________________________5Figure 3. MAX2605/MAX2606/MAX2607 EV Kits ComponentPlacement Guide—Top Silk ScreenFigure 4. MAX2608/MAX2609 EV Kits Component PlacementGuide—Top Silk ScreenFigure 5. MAX2605/MAX2606/MAX2607 EV Kits PC BoardLayout—Component SideFigure 6. MAX2608/MAX2609 EV Kits PC Board Layout—Component SideMa xim ca nnot a ssume responsibility for use of a ny circuitry other tha n circuitry entirely embodied in a Ma xim product. No circuit pa tent licenses a re implied. Maxim reserves the right to change the circuitry and specifications without notice at any time.6_____________________Maxim Integrated Products, 120 San Gabriel Drive, Sunnyvale, CA 94086 408-737-7600©2000 Maxim Integrated ProductsPrinted USAis a registered trademark of Maxim Integrated Products.E v a l u a t e : M A X 2605–M A X 2609MAX2605–MAX2609 Evaluation Kits Figure 7. MAX2605/MAX2606/MAX2607/MAX2608/MAX2609EV Kits PC Board Layout—Ground Plane。
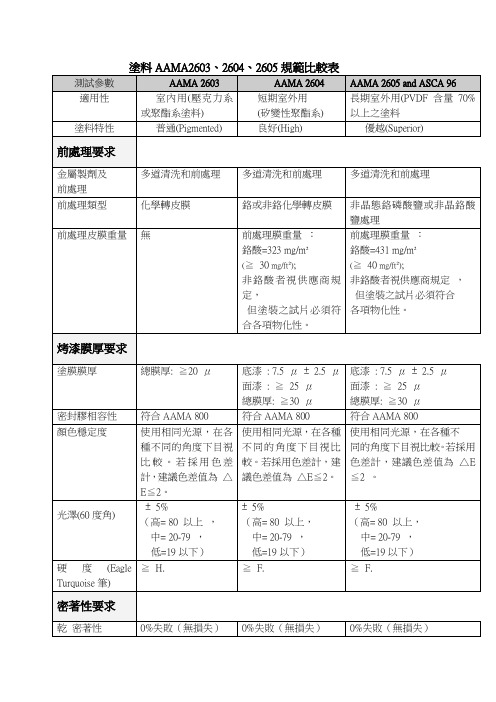
AAMA2603&2604&2605
耐灰泥(24小時
Mortar)
塗膜不變色或起泡變化
塗膜不變色或起泡變化
塗膜不變色或起泡變化
耐硝酸
70 % ACS 實驗級30分鐘
無
色差Delta△E≦5
色差Delta△E≦5
耐洗滌劑
(38℃,72小時)
不掉漆,不變色,不起泡
不掉漆,不變色,不起泡
不掉漆,不變色,不起泡
耐窗戶清洗劑
無
24小時暴曬:沒有起泡或出現變化
24小時暴曬:沒有起泡或出現變化(ASCA 96無具體規定)
耐蝕性要求
耐濕試驗
(38℃,100% RH)
1,500 小時:
ASTM D 714
3,000小時:,
ASTM D 714
4,000小時:
ASTM D 714
耐鹽霧
(5% ,38℃)
1,500小時的鹽溶液: (ASTM D 1654)
前處理要求
金屬製劑及
前處理
多道清洗和前處理
多道清洗和前處理
多道清洗和前處理
前處理類型
化學轉皮膜
鉻或非鉻化學轉皮膜
非晶態鉻磷酸鹽或非晶鉻酸鹽處理
前處理皮膜重量
無
前處理膜重量 :
鉻酸=323 mg/m²
(≧30mg/ft²);
非鉻酸者視供應商規定,
但塗裝之試片必須符合各項物化性。
前處理膜重量 :
鉻酸=431 mg/m²
3,000小時的鹽溶液: (ASTM D 1654)
4,000小時的鹽溶液:
(ASTM D 1654)
耐候性要求
加速曝曬試驗
1,000 小時:會輕微粉化及褪色
無
aama2605标准氟碳漆膜厚
aama2605标准氟碳漆膜厚氟碳漆膜厚度是指涂覆在物体表面的一层氟碳漆的厚度,它是指氟碳漆膜由底漆、面漆等组成的整体厚度。
氟碳漆膜的厚度对于漆膜的性能和使用寿命有重要影响,一般情况下,氟碳漆膜的厚度在10-40μm之间。
氟碳漆膜厚度的选择应根据涂装物体的具体要求而定。
根据一些行业的标准,如建筑行业、航空航天行业等,对于氟碳漆膜厚度有着具体的要求和标准。
例如,在建筑行业,氟碳漆膜一般采用三层涂装工艺,包括底漆、中间漆和面漆。
根据《建筑行业金属构件涂装工程技术规范》(GB50205-2001)的规定,氟碳漆膜厚度应达到25-35μm。
在这个范围内,可以保证氟碳漆膜具有良好的耐候性、耐腐蚀性和耐紫外线照射性能。
在航空航天行业,氟碳漆膜涂装一般采用四层涂装工艺,包括底漆、防腐漆、阻燃漆和面漆。
根据《航空航天产品外表面特有技术要求检验标准》(GB/T24354-2009)的规定,氟碳漆膜厚度应达到20-30μm。
在这个范围内,可以确保氟碳漆膜具有良好的防腐蚀性能和抗紫外线能力。
除了以上两个行业的标准,还有一些国际标准也对氟碳漆膜厚度提出了要求。
例如,ISO标准中的《有机涂层系统和涂装系统的设计和应用指南》(ISO12944-3:2017),提出了钢结构涂装系统中氟碳漆膜的最小和最大厚度要求。
在这个标准中,氟碳漆膜最小厚度为30μm,最大厚度为60μm。
需要注意的是,氟碳漆膜厚度的选择应根据实际使用环境和要求来确定,过薄的氟碳漆膜可能会影响其防腐蚀和耐候性能,过厚的氟碳漆膜可能会增加涂装成本和制造工艺难度。
因此,在选择氟碳漆膜厚度时,需要综合考虑涂装物体的用途、使用环境、涂装工艺及成本等因素。
总之,氟碳漆膜厚度的选择应根据涂装物体的具体要求和相关标准来确定,一般控制在10-40μm范围内。
制定标准可参考建筑行业、航空航天行业以及国际标准等相关规范。
美国AAMA检验标准

(引用地址:)目录:网商感悟浏览字体:大中小《铝合金建筑型材第4部分:粉末喷涂型材》编制说明1.任务来源近年来,随着我国建设步伐的加快,铝合金建筑型材市场有了长足的发展。
目前,我国铝合金建筑型材年产量达200多万吨,已成为世界上铝合金建筑型材生产第一大国。
粉末喷涂在我国起步的时间虽然不长,但由于中国经济的快速发展,使它也得到了迅猛的发展。
为了给后面铝合金建筑型材国家标准的修订提供技术支持和依据,全国有色金属标准化委员会于2004年10月13日在广东省佛山市南海金都大酒店召集铝型材质检、生产及相关单位共11家22名代表对铝型材试验方案进行了认真研讨,并确立了实验室试验方案和专题试验研究大纲。
通过一年的试验研究,目前各试验(包括专题试验)项目已取得了阶段性成果。
为了更好的规范市场,保证铝合金建筑型材的产品质量,由全国有色金属标准化技术委员会提出,对《铝合金建筑型材第4部分:粉末喷涂型材》进行修订。
2.工作简况根据2005年度全国有色金属标准化年会确定的标准制修订计划与任务,成立了以福建闽发铝业有限公司为第一起草单位,并由多家铝型材生产企业共同起草的编制小组,承担《铝合金建筑型材第4部分:粉末喷涂型材》的修订任务。
为了确保完成本标准的修订工作,年会后,闽发铝业有限公司专门成立了国标修订工作小组。
工作小组于2005年11月份起多次召开国标专门会议,首先就标准修订初稿的起草工作进行安排,然后通过认真调查、分析和试验,并研究欧盟、美国等国内外铝合金粉末喷涂型材的生产技术状况及分析检测手段,对我国铝合金粉末喷涂型材产品的生产企业进行调研,采集具有代表性的粉末喷涂型材产品样品,分别在国家有色金属质量监督检验中心等单位进行产品性能试验,获得了大量的试验数据。
最后,在综合研究、分析、整理所有试验数据的基础上,对各技术要素、性能指标、试验方法等进行确立,从而形成了本标准的征求意见稿。
3.标准的制定原则、标准的主要内容说明与试验结果3.1标准制定原则(1)本次修订主要是在《铝合金建筑型材第4部分:粉末喷涂型材》的基础上,参照欧洲Qualicoat第10版《建筑用铝型材表面色漆、清漆和粉末涂层的质量控制规范》、美国建筑制造业协会AAMA2603-02《铝型材、板材,有色有机聚合物涂层的性能要求与试验方法》、AAMA2604-02《铝型材、板材高性能有机聚合物涂层的性能要求与试验方法》、AAMA2605-02《铝型材、板材超高性能有机聚合物涂层的性能要求与试验方法》、英国BS6496《建筑外部件用铝表面有机粉末涂层》等标准制订。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国建筑业制造商协会AMERICAN ARCHITECTURAL MANUFACTURERSASSOCIATION针对用于挤出铝型材及板材表面的具有优异性能有机涂层的自发性设计规范,性能要求及检验程序目录前言------------------------------------------------------------------------------------------------------------1.0适用范围 32.0目的 33.0定义 34.0总则 35.0检测样本 36.0金属的准备及前过程 47.0检测 48.0检测报告89.0参考标准81.0适用范围1.1本规范用以描述对应用在建筑用铝型材及板材表面上的高性能有机涂层的检测程序及性能要求。
1.2本规范只限于工厂喷涂的涂层。
1.3在本规范中以公制为基本测量单位,以在SI单位中的值作为标准,括号中的值仅作参考。
2.0目的本规范旨在帮助建筑师、业主和承包商制定并获得由工厂施工的有机涂层,该涂层能提供并保持数十年的优异性能,如:漆膜的完整性,户外耐候性和外观一致性。
3.0定义3.1本标准中所说的“涂膜”和“涂层”可相互替换,是指铝表面的有机涂层。
3.2暴露面指经安装后可见的表面,包括门窗、通风管道、挂板等在开启和关闭时。
3.3喷涂涂料:以树脂为载体的涂料,在施工中通过雾化喷涂,并交联成为一个连续的漆膜。
4.0总则4.1要达到本规范标准,被测产品应满足本文所列出的所有性能要求。
4.2暴露面的干膜应在3米的距离,成90度观察,无明显流线、条纹、气泡等其他表面缺陷。
4.3主要暴露面的总干膜厚度,应采用ASTM D 1400方法,80%的检测结果应达到或超过30微米。
喷涂时可能有低于25微米的情况,但在主要暴露面,不允许有超过5%的读数低于25微米(或85%的指定膜厚),以保证正确的颜色和遮盖。
特殊色漆的膜厚可根据颜色的选择性和油漆的种类,听从油漆供应商的建议。
注意::由于挤出模具的多样性的涂装设备的限制,有可能并非所有型材表面都达到建议的干膜厚度,如内角和内注意壁,对于这些部位,应在涂装前与喷涂商联系。
4.4清洗和金属的准备工作应与本文第6部分一致。
4.5微小的划伤和疵点应可以根据油漆供应商建议使用的产品和方法进行修补。
所用的修补漆应与原漆的颜色和光泽相一致,并且有很好附着力(满足7.4.1.1干膜附着力的要求),修补完成后,应在18-27摄氏度环境下干燥至少72小时后进行漆膜附着力测试。
注意::修补的面积应尽可能小。
注意4.6所使用的密封胶应与有机涂层相容并达到AAMA 800 对密封胶的性能要求,不能对有机涂层有任何的损坏,如:玷污、脱膜、起鼓、掉色和从基材上脱落。
注意:强烈建议幕墙制作商在密封胶制造商的建议下选择正确的密封胶产品,建议用AAMA800中所描述的,进行卷附着力的测试。
AAMA800中的密封胶指标不能保证一个特殊涂料的附着力,理解这一点非常重要。
确保附着力的最好方法是提交特殊涂料样板给密封胶制造商或AAMA认可的独立实验室去测试和听取建议。
5.0检测样本5.1检测样本应由涂层板或有代表性的型材组成。
须有足够数量的样本送至实验室,且被测涂层平面至少为长150mm,宽75mm。
喷涂商或安装商应标明暴露面或提交图纸,检测将按图纸注明的暴露面或试样标明的表面进行。
6.0金属的准备及前处理注意注意::必须采用多级清洗及前处理系统以除去金属表面的有机、无机污物和沉积的氧化物,并涂附一层化学转化膜,以使有机涂层能牢固地附着其上。
6.1用于连接烘烤过有机涂层的前处理,在指定的相关测试方法下,应符合冲击,附着力,耐洗涤,湿热,盐雾性能要求。
6.2化学转化膜重6.2.1程序膜重检测应与最新颁布ASTM D 5723 X射线荧光检测法或其他测定膜重的标准方法相一致。
6.2.2性能铬转化膜重最小为431毫克/平方米(40毫克/平方英尺)。
非铬转化膜重满足供应商的建议要求注意:经常性的现场监测,控制前处理过程以确保获得高质量转化层。
7.0检测7.1颜色一致性7.1.1程序:在均一光源下随机检测样品,进行多角度观察。
同时,仪器检测是强制性的7.1.2性能:颜色一致性应符合确认方与喷涂商达成的颜色变化的允许范围。
根据ASTM D 2244, 6.3部分,建议色差与认可的颜色标准不大于2△E。
注意:颜色和涂层的外观可能会因喷涂设备,喷涂线,以及日常生产程序的不同而有所不同。
强烈建议最终的颜色确认应以实际喷涂线上的样品为准,而不是实验室所提供的色板为准。
对于珠光云母粉和金属铝粉漆,由于其反射和散射的不同,因此,不应该期望有完全相同的颜色。
当从不同的角度和距离观察颜色时,轻微的色差是允许的。
当有不同喷涂商时,考虑设备影响颜色将特别关键。
7.2镜面光泽度7.2.1程序:测试按照最新颁布的ASTM D 523(60度),样品须达到最低膜厚要求。
7.2.2性能:镜面光泽度值的范围应在涂料供应商制定值±5范围内。
注意注意::标准光泽参照值如下:光泽度镜面光泽度值高中低80以上20-79 19以下7.3干膜硬度7.3.1程序:使用Berol鹰牌Turquolse铅笔,硬度最小为F级,削至露出完整圆柱体的铅芯6-10mm,用细砂纸或金刚砂纸以90度角度磨平,所握住铅笔以与漆膜成45度角,以不折断铅芯的力,用力前推6mm。
详细参考ASTM D 3363。
7.3.2性能:漆膜不被破坏,参照ASTM D 33637.4漆膜附着力7.4.1程序7.4.1.1干附着力:用划格器在漆膜上划出11条间距为1mm的线,再以90度交差划出11条相同间距的线,贴上20mm 宽PERMACEL99胶带或替代物,压紧以除去间隙和气泡,然后以垂直于基材表面的角度快速拉起胶带,测试应在环境温度18-27摄氏度下进行。
7.4.1.2湿附着力:如7.4.1.1,将试样放入38摄氏度的蒸馏水或去离子水中浸泡24小时,取出擦干,5分钟内重复7.4.1.1测试。
7.4.1.3沸水试验:如7.4.1.1,将试样放入99-100摄氏度的蒸馏水或去离子水,浸泡20分钟,测试期间水必须保持沸腾,取出擦干,5分钟内重复7.4.1.1测试。
7.4.2性能:在划格区内外无漆膜脱落,湿样不起泡,以百分比形式报告附着力损失,如:10个方格脱落就为10%。
7.5抗冲击能力7.5.1程序:使用直径16mm圆鼻状冲击机,测试范围为18N-m的GARDNER测试机,冲击锤直接面对漆膜表面,用力冲击使之产生最小3±0.3mm的变形量,贴上20mm宽的PERMACEL99胶带或替代物,压紧以除去间隙和气泡,然后以垂直于基材表面的角度快速拉起胶带,测试应在环境温度18-27摄氏度下进行。
7.5.2性能:基材表面无漆膜脱落。
注意::受冲击的漆膜可以有微小的裂纹,但不能有漆膜脱落。
注意7.6耐磨损性7.6.1程序:采用落砂试验ASTM D 968方法,以下列公式计算磨损系数:磨损系数(升/密尔)=V/TV:所用砂的体积;T:漆膜厚度。
7.6.2性能:磨损系数值不得小于40。
7.7耐化学性7.7.1耐盐酸性(15-分钟点滴试验)7.7.1.1程序:在样品上滴加10滴10%(体积比)的盐酸(用37%的工业用盐酸稀释后得),盖上玻璃杯。
测试温度和酸溶液温度为18-27摄氏度,15分钟后用自来水冲洗掉酸液。
7.7.1.2性能:肉眼观察漆膜不起泡,外观无可见变化。
7.7.2耐灰浆性7.7.2.1程序:用75克建筑石灰(参考ASTM C 207)和225克干沙,经10目的筛过滤,加100克水调成灰浆,立即涂到喷涂完成24小时后的试板上,形成面积1300平方毫米,厚度12毫米的灰浆层,然后在温度38摄氏度,湿度为100%的环境下放置24小时。
7.7.2.2性能:灰浆应很容易从涂层表面除去,所有残余物均可用湿布擦去,所有石灰残留物都可用10%的盐酸洗去(见7.7.2.1)。
肉眼观察无外观变化和漆膜损失。
注意:在桔红色,黄色或金属色上可能会有轻微污点或变色,这应在选择颜色前和指定方讨论。
7.7.3耐硝酸性7.7.3.1程序:在8盎司广口瓶中加入半瓶70%分析级硝酸,将试板涂层朝下完全盖住瓶口,30分钟后用自来水清洗试样,擦干,1小时后检测颜色变化。
试验硝酸应使用FISHER A-200或相类似的试剂,最低69.0%最高71.0%,7.7.3.2性能:采用ASTM D 2244方法,检测经酸腐蚀后的涂层表面和未腐蚀的表面间的颜色变化,色差应小于5△E(HUNTER 制)。
7.7.4耐洗涤剂性7.7.4.1程序:制备3%(重量比)的洗涤剂蒸馏水溶液,按ASTM D2248方法,放入至少2块样板于38摄氏度下浸泡72小时。
取出样板擦干,贴上20毫米宽的PERMACEL99胶带或替代物,压紧以除去间隙和气泡,将胶带按样品的长度方向粘贴,如发现气泡,需在该区域贴上胶带并进行评级,然后以垂直于基材表面的角度快速拉起胶带进行测试,根据ASTM D 3359。
典型洗涤剂配方如下:工业级试剂重量百分比焦磷酸四钠无水硫酸钠无水硅酸钠无水碳酸钠烷芳烃基硫酸钠(90% 片晶级)53.0 19.0 7.0 1.0 20.0总和100.07.7.4.2性能:漆膜不脱落,不起泡,肉眼观察外观无明显变化。
7.7.5耐玻璃清洗剂7.7.5.1程序:制备玻璃清洗剂。
向涂层板上滴10滴,立即盖上玻璃杯,放置24小时,然后用自来水清洗,记录外观变化。
4小时以后进行7.4.1.1干膜附着力检测。
玻璃清洗剂配方如下:原料名称重量百分比Dowanol PM丙烯酸基乙二醇异丙醇水5 5 35 35*DOW CHEMICAL,丙烯乙二醇甲基醚溶液配制及检测应在18-27摄氏度下进行。
7.7.5.2性能:肉眼观察无起泡且外观无明显变化,无漆膜脱落。
7.8.1耐湿气性7.8.1.1程序:将样品放置于按ASTM D 2247或ASTM D 4585方法操作的恒温箱内,温度38摄氏度,相对湿度100%,时间为4000小时。
7.8.1.2性能:所产生的气泡不应大于ASTM D 714中图4所示No. 8“少量”气泡的大小。
7.8.2耐盐雾性7.8.2.1程序:用小刀或刮刀将漆膜划至露出底材,暴露在5%浓度的盐溶液中(参考ASTM D 117)中放置4000小时。
取出,擦干,立即在划痕处贴上20mm宽的PERNACEL99(或替代物)胶带,压紧以除去间隙和气泡,然后以垂直于基材表面的角度快速拉起胶带。
7.8.2.2性能:参照以下表一和表二(参考ASTM D 1654),划伤处或刀口边缘最小为7级,其它测试区域气泡最小为8级。
表一,划伤破坏处级别评定(代表性的平均尺寸)mm 0 0-0.53.0 3.00.5 0.55.02.0--3.03.0--5.00.5--1.01.0 1.01.0--2.02.0 2.0级别10 9 8 7 6 5mm 5.013.0 13.013.0--16.016.0 〉16.016.010.0--13.010.0 10.07.0 7.05.0--7.07.0--10.0级别 4 3 2 1 0表二,除划伤区域外的级别评定(代表性的平均尺寸)20问题区域% 完好0-12-34-67-1010 1111--20级别10 9 8 7 6 5mm 2121--3030 3131--4040 4141--5555 5656--7575 〉7575级别 4 3 2 1 0注意:建议使用带有刻度的塑料格栅作为评价这种破坏的辅助工具。