锌镀层的钝化处理
Zn-Ni合金镀层的黑色钝化工艺研究
工艺开发收稿日期:2004-12-15作者简介:郑环宇(1975-),女,博士研究生。
作者联系方式:安茂忠,(Email)mzan@hi 。
Zn -Ni 合金镀层的黑色钝化工艺研究郑环宇, 安茂忠, 范立双(哈尔滨工业大学应用化学系,哈尔滨 150001)摘 要: 在含Ni 为10%~14%的Zn -Ni 合金镀层上先钝化再进行封闭处理,可获得色泽均匀、结晶细致的转化膜。
讨论了钝化工艺条件及封闭剂、p H 值对转化膜耐蚀性的影响。
经过正交实验和单因素实验,确定了最佳钝化配方为:40g/L 铬酐、40m L /L 醋酸、10g/L 成膜促进剂、0 45g/L 硝酸、温度20 、时间30~40s 。
研究了封闭条件,确定的封闭剂的组成为:120~220g/L 硅酸钠,1~3g /L 氟化钠,0 1~0 3g/L 硫酸锂,最佳p H 值为10 5。
硫酸铜点滴实验、中性盐水浸泡实验、扫描电镜以及交流阻抗测试表明:Zn -Ni 合金镀层先经钝化再经封闭处理后耐蚀性能明显提高。
该钝化工艺操作简单,具有应用价值。
关键词: Zn -Ni 合金; 黑色钝化; 耐蚀性中图分类号: TQ153.2 文献标识码: A 文章编号: 1004-227X(2005)04-0010-04Black passivation process of Zn -Ni alloy depositsZHENG Huan -yu,AN Mao -zhong,FAN L-i shuang(Department of Applied C he mistry,Harbin Institute of Technology,Harbin 150001,China)Abstract:Uniform and dense conversion film can be gained on the surface of Zn -Ni alloy deposits c ontaining 10%~14%of Ni by using passivation sealing technology.The influence s of passivation condi t ions and p H value of sealing a gent on the corrosion re sistance of the c onversion film were studie d.The optimized passiva t ion for mula was de termined by orthogonal test and single fac tor test as follo ws:40g/L of Cr 2O 3,40mL/L of acetic acid,10g/L of accelerator,0 45g/L of nitric acid,te mperature of 20 and time of 30~40s.Sealing c onditions were investiga ted.The compo -nents of sealing agent a re as follo ws:120~220g/L of Na 2SiO 3,1~3g/L of NaF,0 1~0 3g/L of Li 2SO 4,and the optimized pH value is 10 5.CuSO 4dropping corrosion test,NSS -test,SEM and electrochemic al impedance spec trosc opy measurements sho w that the corrosion resistance of Zn -Ni alloy deposit is inc reasing obviously by passivating firstly and then sealing.The passivating process is easy -to -operate and can be applic able to production. Keywords:Zn -Ni alloy; black passivation; corrosion resistance1 前言钢铁件在空气中,特别是在湿热环境中极易锈蚀。
锌与锌合金镀层三价铬钝化工艺的发展
加金 属黑 色氧化 物 、 金属 硫化 物或 磷衍生 物 , 在锌镀
层上也 获得 黑色 钝 化层 。 目前该 工 艺 已 经成 熟 , 几
2 三 价 铬 钝 化 工 艺
三价铬钝 化 替代六 价铬钝 化 总体上 降低 了耐蚀 膜
刘 心峰译 ( 上海 尚思通表 面技 术有 限公 司, 海 2 0 6 ) 上 0 0 2
中 图分 类 号 : G 1 4 T 7 文 献标 识 码 : A 文 章 编 号 :0 04 4 ( 0 8 0 0 80 1 0 ~ 7 2 2 0 ) 50 0 — 3
0 概 述
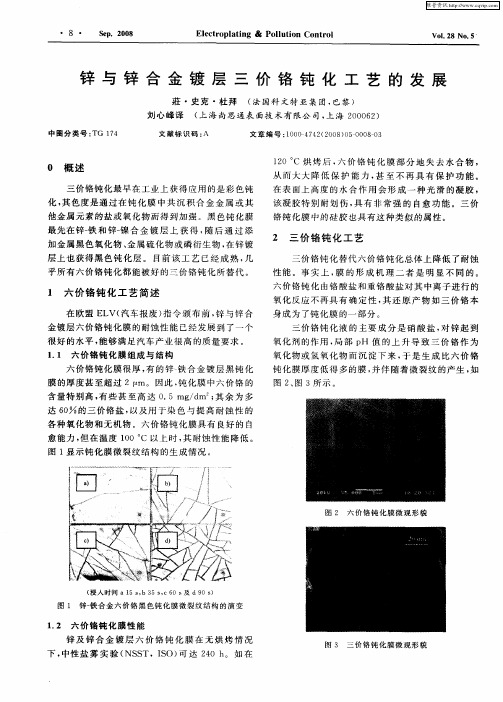
三价铬 钝化 最早在 工业 上获得 应用 的是 彩色钝 化, 其色度 是通过 在 钝 化膜 中共 沉 积合 金 金 属 或其 他金属 元素 的盐 或氧 化物 而得 到加 强 。黑 色 钝化膜 最先 在锌一 和 锌一 合 金镀 层 上 获得 , 后 通 过 添 铁 镍 随
六 价 铬 钝 化 由铬 酸 盐 和 重 铬 酸 盐 对 其 中 离 子 进 行 的
乎所 有六价 铬钝 化都能 被好 的三价 铬钝 化所 替代 。
1 六 价 铬 钝 化 工 艺 简述
在 欧盟 E V( L 汽车 报废 ) 指令 颁 布前 , 与锌 合 锌
氧化 反应不再 具 有确 定 性 , 还原 产 物 如 三价 铬 本 其 身成 为 了钝化 膜 的一部 分 。 三价铬钝 化 液 的 主要 成 分是 硝 酸 盐 , 对锌 起 到 氧化剂 的作用 , 局部 p 值 的上 升 导 致 三价 铬 作 为 H
维普资讯
’8 。
Sp 0 8 e .2 0
Elc r pltn & Polu i n Co r l eto aig l to nto
锌镀层的钝化处理

锌镀层的钝化处理发布时间:2008-09-12一、六价铬钝化处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀。
镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,这就叫锌层铬酸盐钝化处理。
这层厚度只有0.5μm以下的铬酸盐薄膜,能使锌的耐蚀性能提高6倍~8倍,并赋予锌以美丽的装饰外观和抗污能力。
目前钝化主要有六价铬钝化与三价铬钝化。
铬酸盐钝化不仅作为防护层,而且在一些低档产品上经白钝化,或者白钝化经有机料着色,可作为防护-装饰用途。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液发生作用,导致锌溶解、六价铬还原成三价铬,并在反应中消耗氢离子,当锌和溶液界面上的pH值上升到3以上时,产生一系列的成膜反应,凝胶状钝化膜就在锌界面上形成。
关于钝化膜形成的机理和膜层的化学组成仍有争论。
一般认为锌层钝化膜是由碱式铬酸铬、碱式铬酸锌和水合三氧化铬等组成的水合物。
经分析膜中三价铬含量占28.2%,六价铬占8.68%,水分占19.3%。
其中三价铬是钝化膜的骨架,六价铬靠吸附、夹杂和化学键力填充于三价铬的骨架之中,故六价铬的含量直接影响钝化膜的耐蚀性。
当钝化膜受到磕、划、碰伤时,在潮湿空气中六价铬可溶于水膜内,在破损处成膜给予自动修复,这是铬酸盐膜的重要优点之一。
长期以来人们认为钝化膜的彩虹色是由于化学组成决定的。
三价铬呈淡绿色和绿色;六价铬呈橙红至红色;不同价态和不同量的铬相混合就出现了五颜六色。
这就是化学成色学说。
但是它不能解释从不同角度看颜色各异;不同钝化手法可得到有层次的色阶;随钝化膜厚度增加颜色的变化规律同所见光光波所显示的颜色相同;以及干燥过程色彩变化等现象。
如是我国研究者提出了物理成色即光波干涉成色的学说。
根据光波干涉原理,入射光到达钝化膜表面一部分被反射,一部分透过钝化膜由锌层表面再反射出来,于是从外表面和从内表面反射出来的光产生光程差。
当光层差等于某颜色的光波之半或它的奇数倍时,就会发生光波干涉而抵消一部分,我们肉眼所见只是该色的辅色。
锌镀层钝化

锌镀层性质与用途锌镀层在大气条件下对钢铁零件为阳极性镀层,经彩色钝化后,明显地提高了镀层的保护性能并改善了外观。
主要用于防止钢铁零件的腐蚀,其镀层价格低廉,耐腐蚀性能优良,应用量大面广。
镀锌工艺的种类1、氰化镀锌:分高氰镀锌、中氰镀锌、低氰镀锌;2、酸性镀锌:硫酸盐镀锌、弱酸性氯化钾镀锌、氨三乙酸-氯化铵镀锌;3、碱性无氰锌酸盐镀锌。
各种镀锌工艺的优缺点1、氰化镀锌优点:镀层结晶细致,镀液的分散能力和覆盖能力较好,对钢铁设备无腐蚀作用。
缺点:镀液含有剧毒氰化物,排放的废水和废气对环境有危害。
2、硫酸盐镀锌优点:成本低,镀液稳定,电流效率高,允许的阴极电流密度上限值很高,沉积速度快。
缺点:均镀能力和深镀能力较差,镀层结晶较粗,只适用于镀外形简单的零件。
镀液对钢铁设备有腐蚀作用。
3、弱酸性氯化钾镀锌优点:无氰,镀液成分简单、稳定,投产成本不高,电流效率高,节约电能,沉积速度快,生产效率高,适用于铸铁零件、高碳钢零件镀锌。
镀层光亮、细致,整平性好。
缺点:镀液对钢铁设备有腐蚀作用。
如果后处理不好,彩色钝化膜的抗盐雾性能比碱性镀锌差。
4、氨三乙酸-氯化铵镀锌优点:由于氨三乙酸对锌的络合能力较强,显著增加了锌沉积时的阴极极化作用,镀液的分散能力和覆盖能力较好,镀层比较光亮。
缺点:镀液对钢铁设备有腐蚀严重。
5、碱性锌酸盐镀锌优点:无氰,对钢铁设备无腐蚀,钝化膜在湿热的大气中不容易变色发黑。
缺点:在镀层的结合力和脆性方面于氰化镀锌相比有一定的差距。
镀锌钝化处理的定义将镀件在一定的钝化液中进行化学处理,使锌层表面形成一层致密的稳定性较高的薄膜,即钝化膜。
这层钝化膜可使锌镀层的耐腐蚀能力提高6~8倍,并赋予锌以美丽的装饰外观和提高耐污染的能力。
作为油漆或染色的前处理,钝化膜能增加锌层与漆层的结合力,使防护性能提高很多;经过高孔隙化钝化处理的多孔钝化,有利于吸附各种染料,达到钝化无法达到的装饰效果。
镀锌钝化的种类1、镀锌白色钝化;2、镀锌蓝白色钝化;3、镀锌彩色钝化;4、镀锌军绿色钝化;5、镀锌黑色钝化。
对镀锌层无铬钝化技术的研究进展探讨

对未来研究的建议和展望
进一步研究无铬钝化技术在不同环境条件下的耐 腐蚀性能和粘附性。
探讨无铬钝化技术在提高锌涂层耐腐蚀性能的同 时,对其他性能如硬度、耐磨性等方面的影响。
针对不同基材和镀锌工艺,研究开发适用于各种 情况的无铬钝化剂。
开展绿色制造和环保方面的研究,优化生产工艺 ,降低能耗和废弃物排放。
《对镀锌层无铬钝化技术的研究 进展探讨》
xx年xx月xx日
目录
• 研究背景和意义 • 镀锌层无铬钝化技术的研究现状 • 无铬钝化技术的理论基础 • 无铬钝化技术的实验研究 • 无铬钝化技术的工业应用 • 研究结论和展望
01
研究背景和意义
镀锌层无铬钝化技术的应用领域
汽车工业
镀锌钢板在汽车工业中广泛应用于提高防腐蚀性能。无铬钝化技术可以替代传统的铬酸盐 钝化,以减少对环境和健康的危害。
05
无铬钝化技术的工业应用
工业应用的主要领域和实例
汽车制造业
在汽车制造过程中,镀锌零件需要进行无铬钝化处理以增强防腐 蚀性能。例如,汽车轮毂、发动机零件和底盘等。
家电制造业
在家电制造中,镀锌材料被广泛应用于金属外壳和内部结构部件 。无铬钝化处理可提高其耐腐蚀性能和外观质量。
建筑行业
在建筑领域,镀锌钢材广泛应用于桥梁、高速公路、建筑结构和管 道系统。无铬钝化技术可以提高其耐腐蚀性能和延长使用寿命。
工业应用的潜力和未来发展趋势
潜力
随着环保意识的不断提高和技术的不断发展,无铬钝化技术的工业应用前景广阔 。未来,无铬钝化技术将在更多领域得到广泛应用,如新能源、海洋工程和航空 航天等。
发展趋势
未来,无铬钝化技术将朝着提高耐蚀性、增强稳定性和降低成本的方向发展。同 时,随着新材料的不断涌现,无铬钝化工艺将不断优化,以满足不同材料和工况 的需求。
镀锌钝化工艺及配方(1)
镀锌常用钝化工艺有铮酸盐钝化(俗称六价铮钝 化)、三价铭及无铭工艺。应用不同的钝化液,可以使 钝化膜形成多种颜色。外表的色泽有彩虹色、蓝白 色、白色、黑色、军绿色等。
为提高钝化膜的附着力和耐蚀性能,干燥这道工 序很关键,可采用热风老化,也可用压缩空气吹干。 —般温度不得超过80 T ,15 min以下即可。此过程 称为"老化”。
图1六价锯彩钝化产品 (1) 无硝酸六价铭低铭彩色(红绿色)钝化膜钝 化剂 A剂(开缸剂): 铭酸軒300 g/L,无水硫酸钠20 g/L,氯化钠(试 剂)200 g/L,盐酸 50 mL/L。 工作液:10 mL/L浓缩液,pH 1.50 B剂(补充剂): 銘酸軒150 g/L,无水硫酸钠20 g/L,氯化钠(试 剂)100 g/L,盐酸 300 mL/L。 工作液:10 mL/L浓缩液,pH 1.0~1.5o (2) 红色重的低铭钝化液配方 铭酸酹5 g/L,重铭酸钾0.5 g/L,元明粉0.5 g/L,氯化钠5.5 g/L,室温,滚镀12 s、挂镀17-20 s。 (3) 彩钝工作液
1六价铅钝化
1.1六价锯钝化膜的形成机理⑴ 六价铭钝化具有工艺成熟稳定、价格低廉、品种
多样、耐蚀性好和拥有自修复能力等诸多优点 ,一直 以来成为镀锌钝化工艺的首选。
锌镀层的铸酸盐钝化过程,是一个"固-液"(即 金属与溶液)两相界面上氧化还原的过程。反应很复 杂,成膜也由多方面的因素决定。不管高铭酸还是低 铸酸钝化,它们总是锌镀层与六价铸进行了氧化还原 反应,锌被氧化,六价铭被还原,反应消耗了氧离子, 使界面pH升高形成了氢氧化铭胶核。还有其他一系 列反应生成复杂的胶状盐,沉积在镀层表面,干燥后 就变成一层抗蚀性良好的保护膜,即钝化膜。
钝化处理
一、六价铬钝化处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀。
镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,这就叫锌层铬酸盐钝化处理。
这层厚度只有0.5μm以下的铬酸盐薄膜,能使锌的耐蚀性能提高6倍~8倍,并赋予锌以美丽的装饰外观和抗污能力。
目前钝化主要有六价铬钝化与三价铬钝化。
铬酸盐钝化不仅作为防护层,而且在一些低档产品上经白钝化,或者白钝化经有机料着色,可作为防护-装饰用途。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液发生作用,导致锌溶解、六价铬还原成三价铬,并在反应中消耗氢离子,当锌和溶液界面上的pH值上升到3以上时,产生一系列的成膜反应,凝胶状钝化膜就在锌界面上形成。
关于钝化膜形成的机理和膜层的化学组成仍有争论。
一般认为锌层钝化膜是由碱式铬酸铬、碱式铬酸锌和水合三氧化铬等组成的水合物。
经分析膜中三价铬含量占28.2%,六价铬占8.68%,水分占19.3%。
其中三价铬是钝化膜的骨架,六价铬靠吸附、夹杂和化学键力填充于三价铬的骨架之中,故六价铬的含量直接影响钝化膜的耐蚀性。
当钝化膜受到磕、划、碰伤时,在潮湿空气中六价铬可溶于水膜内,在破损处成膜给予自动修复,这是铬酸盐膜的重要优点之一。
长期以来人们认为钝化膜的彩虹色是由于化学组成决定的。
三价铬呈淡绿色和绿色;六价铬呈橙红至红色;不同价态和不同量的铬相混合就出现了五颜六色。
这就是化学成色学说。
但是它不能解释从不同角度看颜色各异;不同钝化手法可得到有层次的色阶;随钝化膜厚度增加颜色的变化规律同所见光光波所显示的颜色相同;以及干燥过程色彩变化等现象。
如是我国研究者提出了物理成色即光波干涉成色的学说。
根据光波干涉原理,入射光到达钝化膜表面一部分被反射,一部分透过钝化膜由锌层表面再反射出来,于是从外表面和从内表面反射出来的光产生光程差。
当光层差等于某颜色的光波之半或它的奇数倍时,就会发生光波干涉而抵消一部分,我们肉眼所见只是该色的辅色。
镀锌层无铬钝化
无 铬 钝 化 简 介(无机物钝化)
锆盐钝化 — 代替铬酸盐用于铝基表 面的处理已被确认, 锆基无铬钝化液也可 处理锌基表面,作为涂层的前处理。锆的 稳定化合物为氟锆酸盐,其钝化液主要含 有H2ZrF6 ,另需加入少量的HF,操作时应 予充分注意。
无 铬 钝 化 简 介(无机物钝化)
稀土金属盐稀土金属铈、镧和钇等的 盐被认为是有色金属在含氯溶液中的有效 缓蚀剂。含 CeCl3溶液处理锌表面,生成 了一层黄色转化化膜,有效地降低锌的氧 还原的速度。该膜层为含铈的氧化物和氢 氧化物,具有很好的耐蚀性。
-E(V) 0 20 40 60 80 100 120 140 160 180 200 220 240
钼酸盐、单宁酸/HEDP 钝化
1.02 1.01
1 0.99 0.98 0.97 0.96
时间(s)
钝化膜溶膜曲线
钼酸盐、单宁酸/HEDP 钝化
未钝化试样(24h)
钝化试样 (72h)
盐雾试验的表面形貌
25 20 15 10
5 0
10 30 60 90 120 150 180 钝化时间(s)
钝化时间与腐蚀率
钼酸盐、单宁酸/HEDP 钝化
腐蚀率(%)
30
25
20
15
10
5
0
30
40
50
60
70
80
钝化温度(℃)
钝化温度与腐蚀率
腐蚀率(%)
钼酸盐、单宁酸/HEDP 钝化
15 14 13 12 11 10
硅酸盐、植酸/聚乙烯醇钝化
由于这种钝化膜层具有双层结构,外层是 致密的聚乙烯醇膜,表面形成隔离层,使腐蚀 介质很难通过膜层对锌层进行腐蚀。内层是硅 酸盐钝化膜,改善锌镀层与外层聚乙烯醇膜的 结合力,另外由于植酸/硅酸盐的缓蚀作用, 在钝化层表面出现划伤时也可得到保护。
电镀锌及锌合金镀层钝化处理的应用与发展
电镀锌及锌合金镀层钝化处理的应用与发展张景双安茂忠杨哲龙屠振密摘要电镀锌及锌合金广泛用于钢铁表面的防护,钝化处理后可进一步提高其耐蚀性。
目前,广泛用铬酸盐作钝化处理。
由于六价铬毒性大,严重污染环境,近来人们在研究和使用无六价铬钝化工艺,并取得了一定的效果。
尽管用一些新工艺处理的钝化膜的耐蚀性已接近铬酸盐钝化膜,但还需进一步提高。
关键词电镀锌锌合金镀层转化膜钝化处理耐蚀性电镀锌及锌合金后一般都要作钝化处理,使其表面生成一层致密稳定性较高的薄膜,以大大提高其抗蚀性,增加表面光泽性和抗污染能力。
1 钝化处理锌与锌合金镀层的钝化处理可采用不同含量的铬酐和不同成分的钝化溶液及不同的工艺条件,得到耐蚀性不同和色彩各异的钝化膜,如彩虹色、蓝白色、橄榄色、蓝色、黄色和黑色等色调,起到不同的装饰效果,达到不同的耐蚀性能。
1.1 镀锌层铬酸钝化[1~5]1.1.1 高铬彩虹色过去镀锌后,普遍采用高浓度铬酸的三酸彩虹色钝化。
该类钝化液性能稳定,钝化膜光泽性和抗蚀性好,但使用的铬酸浓度高,对环境污染严重,目前除某些军工产品及特殊产品外已很少使用高铬彩虹。
高铬彩虹色典型工艺如下:CrO3200~300 g/LHNO315~30 ml/LH 2SO410~25 ml/L温度室温时间钝化3~15 s,空停5~10 s1.1.2 低铬彩虹色低铬钝化液中的铬酐含量低,只相当于高铬钝化液中的几十分之一,减少了对环境的污染,也节省了废水处理设备的投资,其典型工艺如下:CrO33~5 g/LHNO30.4~0.7 ml/LH 2SO40.6~0.9 ml/L温度室温时间30~50 s低铬钝化膜比高铬钝化膜的色泽淡,但耐蚀性相当。
低铬钝化液对锌镀层抛光性能差,常常需先出光,再作钝化处理。
近几年来随着环保意识的增强,研制的超低铬钝化工艺的铬酐含量相当于低铬钝化液中的1/3左右,节约了铬酐用量,废水可直接排放。
该工艺要求比较严格,钝化液稳定性较差,其典型工艺如下:CrO31.5~2.5 g/LHNO30.7~1.4 ml/LH 2SO40.5~0.7 ml/L温度15~35 ℃时间20~30 s搅拌空气(首选)镀锌层铬酸钝化后,一般要作老化处理,处理温度60~70 ℃,时间10~15 min。
锌镀层的钝化处理
锌镀层的钝化处理发布时间:2008-09-12一、六价铬钝化处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈〞腐蚀。
镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,这就叫锌层铬酸盐钝化处理。
这层厚度只有0.5μm以下的铬酸盐薄膜,能使锌的耐蚀性能提高6倍~8倍,并赋予锌以美丽的装饰外观和抗污能力。
目前钝化主要有六价铬钝化与三价铬钝化。
铬酸盐钝化不仅作为防护层,而且在一些低档产品上经白钝化,或者白钝化经有机料着色,可作为防护-装饰用途。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液发生作用,导致锌溶解、六价铬复原成三价铬,并在反响中消耗氢离子,当锌和溶液界面上的pH值上升到3以上时,产生一系列的成膜反响,凝胶状钝化膜就在锌界面上形成。
关于钝化膜形成的机理和膜层的化学组成仍有争论。
一般认为锌层钝化膜是由碱式铬酸铬、碱式铬酸锌和水合三氧化铬等组成的水合物。
经分析膜中三价铬含量占28.2%,六价铬占8.68%,水分占19.3%。
其中三价铬是钝化膜的骨架,六价铬靠吸附、夹杂和化学键力填充于三价铬的骨架之中,故六价铬的含量直接影响钝化膜的耐蚀性。
当钝化膜受到磕、划、碰伤时,在潮湿空气中六价铬可溶于水膜内,在破损处成膜给予自动修复,这是铬酸盐膜的重要优点之一。
长期以来人们认为钝化膜的彩虹色是由于化学组成决定的。
三价铬呈淡绿色和绿色;六价铬呈橙红至红色;不同价态和不同量的铬相混合就出现了五颜六色。
这就是化学成色学说。
但是它不能解释从不同角度看颜色各异;不同钝化手法可得到有层次的色阶;随钝化膜厚度增加颜色的变化规律同所见光光波所显示的颜色一样;以及枯燥过程色彩变化等现象。
如是我国研究者提出了物理成色即光波干预成色的学说。
根据光波干预原理,入射光到达钝化膜外表一局部被反射,一局部透过钝化膜由锌层外表再反射出来,于是从外外表和从内外表反射出来的光产生光程差。
当光层差等于*颜色的光波之半或它的奇数倍时,就会发生光波干预而抵消一局部,我们肉眼所见只是该色的辅色。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锌镀层的钝化处理发布时间:2008-09-12一、六价铬钝化处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀。
镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,这就叫锌层铬酸盐钝化处理。
这层厚度只有0.5μm以下的铬酸盐薄膜,能使锌的耐蚀性能提高6倍~8倍,并赋予锌以美丽的装饰外观和抗污能力。
目前钝化主要有六价铬钝化与三价铬钝化。
铬酸盐钝化不仅作为防护层,而且在一些低档产品上经白钝化,或者白钝化经有机料着色,可作为防护-装饰用途。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液发生作用,导致锌溶解、六价铬还原成三价铬,并在反应中消耗氢离子,当锌和溶液界面上的pH值上升到3以上时,产生一系列的成膜反应,凝胶状钝化膜就在锌界面上形成。
关于钝化膜形成的机理和膜层的化学组成仍有争论。
一般认为锌层钝化膜是由碱式铬酸铬、碱式铬酸锌和水合三氧化铬等组成的水合物。
经分析膜中三价铬含量占28.2%,六价铬占8.68%,水分占19.3%。
其中三价铬是钝化膜的骨架,六价铬靠吸附、夹杂和化学键力填充于三价铬的骨架之中,故六价铬的含量直接影响钝化膜的耐蚀性。
当钝化膜受到磕、划、碰伤时,在潮湿空气中六价铬可溶于水膜内,在破损处成膜给予自动修复,这是铬酸盐膜的重要优点之一。
长期以来人们认为钝化膜的彩虹色是由于化学组成决定的。
三价铬呈淡绿色和绿色;六价铬呈橙红至红色;不同价态和不同量的铬相混合就出现了五颜六色。
这就是化学成色学说。
但是它不能解释从不同角度看颜色各异;不同钝化手法可得到有层次的色阶;随钝化膜厚度增加颜色的变化规律同所见光光波所显示的颜色相同;以及干燥过程色彩变化等现象。
如是我国研究者提出了物理成色即光波干涉成色的学说。
根据光波干涉原理,入射光到达钝化膜表面一部分被反射,一部分透过钝化膜由锌层表面再反射出来,于是从外表面和从内表面反射出来的光产生光程差。
当光层差等于某颜色的光波之半或它的奇数倍时,就会发生光波干涉而抵消一部分,我们肉眼所见只是该色的辅色。
例如钝化时间短,膜薄光波干涉发生在紫外区,这时的颜色取决于化合物的本色,如青灰色。
随膜层增厚,蓝色发生光波干涉而减弱,人们看到黄色(蓝色的辅色),依此类推,当膜厚大于0.7μm时,钝化膜又呈现本色——棕褐色。
由于工件运动,膜层厚度不均匀,各种颜色交迭一起就呈现五彩缤纷的外观。
尽管如此,上述两种成色学说都还不能互相替代,有待继续研究。
钝化膜从外观可分白钝化、淡蓝色、彩虹色钝化、金黄色、黑色钝化、军绿色钝化。
这些钝化膜耐蚀强弱的顺序是军绿色>黑色>彩虹色>金黄色>淡蓝色>白色。
所以凡用于耐蚀目的机械零件镀锌都必须进行彩虹色钝化。
钝化液依浓度可分为高浓度、中浓度、低浓度。
因钝化中生产消耗铬酸不足5%,而95%被零件带出损失,造成严重的环境污染。
采用低浓度钝化液可降低生产成本、减轻污染,钝化膜质量与高浓度铬酸钝化相当,故以介绍低铬钝化为主。
(一)铬酸盐彩色钝化1.铬酸盐彩色钝化工艺规范(见表3—1—15)表3—1—15 铬酸盐彩色钝化工艺规范2.组成铬酸钝化液的三要素钝化配方虽然很多,但任何有实用价值的配方必须包括主盐、活化剂和一定的氢离子浓度。
(1)主盐及其浓度。
主盐大都采用铬酐,是成膜的主要成分,浓度可在3g/L~400g/L的范围内变化。
铬酐浓度高,反应速度快,钝化时间缩短,浓度低则相反。
低浓度一般用5g/L~10g/L;高浓度用l50g /L~200g/L为宜。
实践表明:钝化膜的耐蚀性和色彩的浓淡与铬酐浓度无必然的联系,关键是主盐与活化剂要搭配恰当。
(2)活化剂及其浓度。
铬酸是强氧化剂,锌层一经浸入铬酸盐溶液中很快就生成一层无色透明的氧化膜,故只有铬酸而无活化剂时,锌层处于钝态,阻碍了锌层和六价铬之间的氧化还原反应,不能获得彩色钝化膜。
加入活化剂防止了锌层氧化,使氧化还原反应得以顺利进行,所以加入活化剂是获得彩色钝化膜的必要条件。
活化剂可采用硫酸及可溶性硫酸盐,盐酸及可溶性盐。
例如硫酸、硫酸钠、盐酸、氯化钠等。
活化剂浓度依铬酐浓度而定,并要保持一定的比例。
就低铬钝化而言,比值范围大致为Cr03/SO42-=(5~10):1;Cr03/C1-=1:(1~1.2)。
活化剂不足,成膜速度慢,易发生白雾。
采用氯化物作活化剂还有利于提高膜层的结合力。
(3)一定的氢离子浓度(pH值)。
高浓度铬酸盐钝化,溶液是强酸陛,只能提出零件在空气中停留数十秒钟才能成膜,叫“气相成膜”。
而低铬钝化,酸度低,可在溶pH值液中一次成膜,叫做“液相成膜”这是两种钝化工艺的主要区别。
锌层与钝化液反应会消耗氢离子,pH值将升高,直接影响六价铬的氧化还原速度,当pH值达到3时,铬酸氧化还原能力很低,不能形成彩色钝化膜,所以必须维持一定的pH值。
低浓度钝化液的pH值范围为l~1.5,pH值过低,膜薄而多孔,pH值>2成膜速度很慢。
3.锌镀层低浓度铬酸钝化工艺流程镀锌→清洗→清洗→2%~3%的硝酸出光2s~5s→清洗→低铬彩色钝化→清洗→热水洗→甩干→烘烤老化→入库。
4.注意事项(1)镀层质量要求细致、光泽较好。
因低浓度钝化液无化学抛光能力,故必须保持锌镀层的质量一致。
(2)钝化温度以15℃~35℃最好。
温度低,成膜慢,色淡膜薄;温度高,膜厚而疏松,附着不牢。
自动线生产最好控制在25℃左右,以确保在一定时间内获得同一色彩。
5.钝化时间依主盐浓度、pH值、活化剂浓度和温度而定。
自动线尤其要保持上述因素在规范范围内。
在其他条件相同时,夏季钝化时间相应缩短;冬季则适当延长。
(1)钝化时零件与钝化液要相对运动,有利于溶液的对流扩散,防止零件粘叠,使膜层均匀一致。
自动线上钝化一定要用压缩空气剧烈搅拌。
(2)清洗一定要彻底,尤其高浓度铬酸钝化,如果残留有铬迹或重铬酸锌时,将成为过早“泛白点”腐蚀的主要原因。
热水的温度应不超过50℃,否则易掉膜。
(3)彩色钝化一定要经烘烤老化,以提高膜层的附着力和耐蚀性能。
但老化温度不得超过65℃。
温度高时膜层脱水开裂,耐蚀性明显降低。
采用红外线干燥时除注意温度外,老化时间也不得超过15min,否则耐蚀性也下降。
6.低浓度铬酸钝化故障及纠正方法(见表3—1—16)表3—1—16低铬钝化故障及纠正方法(二)锌镀层的白色钝化锌层白色钝化有两种,一种是纯白色的,俗称“白钝化”;另一种是略带蔚蓝色,外观似镀铬层,俗称“蓝钝化”。
前者纯粹是一种无色透明的氧化锌薄膜,因几乎不含铬,故耐蚀性极差;后者尚含有0.5mg/dm2~0.6mg/dm2的三价铬,耐蚀性比白钝化好,这两种钝化膜只能用作低档产品的防护-装饰。
1.白色钝化工艺流程光亮镀锌→清洗→出光(2%~3%HN03) →清洗→白钝化(铬酐5g/L,硝酸0.5mL/L~1mL/L,碳酸钡1g/L,醋酸镍1g/L~3g/L,室温钝化3s~8s,空气中停留5s~10s) →清洗两次→90℃以上开水烫→甩干→干燥。
配方中加碳酸钡的目的是去除铬酐中带入的硫酸根,防护黄色钝化膜生成;氯化物镀锌白钝化膜易变色,加入少量醋酸镍可以大大提高抗变色能力,为节约成本其他镀锌体系可不加;白钝化之后一定要用近沸的热水烫洗,以彻底除去夹带的六价铬有色膜,并迅速干燥。
2.获得蓝钝化膜的方法有直接蓝钝化和彩色膜溶薄两种方法。
(1)直接蓝钝化工艺规范(见表3—1—17)。
直接蓝钝化工艺流程:光亮镀锌→清洗→清洗→蓝钝化→充分清洗两次→在含0.1g/L~0.2g/L的铬酐的热水(80℃~l00℃)烫洗→甩干→干燥。
表3—1—17 直接蓝钝化工艺规范操作维护中注意事项:①配方中的三氯化铬在新配溶液时一次加入,以后不必补充;氟化钠可用HF、NH4Cl或KF代替。
②氟化物是化学抛光增强剂,若含量过高会使膜层发雾。
③操作温度要低于35℃,过高膜发雾。
④本钝化液酸度高,锌溶解快,钝化时间以3s~7s为宜。
⑤钝化后在空气中停留时间与外观变化关系为银白→浅蓝→深蓝→湖绿→黄绿,要抓住色调达到要求时立即清洗。
⑥为提高耐蚀性和抗变色能力,在高温热水中加入0.1g/L~0.2g/L的铬酐很起作用,并可防止黄迹和水迹等疵病。
(2)彩色钝化后溶薄。
彩色钝化后溶薄工艺流程:镀锌→清洗→清洗→3%HN03溶液出光→清洗→彩色钝化→清洗→清洗→碱漂(Na2S 20g/L,NaOH 20g/L,室温下漂20s左右) →清洗两次→90℃以上热水烫洗→迅速甩干或烘干)。
目前市售白钝化,蓝钝化和彩色钝化溶液一般采用超低铬,如果光亮氯化物镀锌,光亮氰化镀锌等可采用超低铬钝化。
(三)锌镀层军绿色钝化工艺军绿色钝化又称五酸钝化,能获得厚实的草绿色膜,耐蚀性能优于其他钝化膜。
这种钝化成本较高,维护管理较难。
1.军绿色钝化工艺规范(见表3—1—18)表3—1—18 军绿色钝化工艺规范钝化液中含有磷酸根离子,所得油光草绿色膜是由铬酸盐和磷酸盐复混的、结构很复杂的膜。
铬酸、磷酸、硫酸是钝化液的基本成分,硝酸对钝化膜的结合力影响很大,不宜太高。
盐酸对膜层结合力和抗蚀性能均有一定影响。
配制钝化液时先溶解铬酐,然后加入其他成分,新配液应加少量锌粉搅拌数分钟,放置4h~8h让其自然冷却后方可试用。
2.工艺流程镀锌→清洗→出光(2%~3%HN03) →清洗→军绿色钝化→清洗三次→干燥。
3.注意事项钝化可用铝或塑料夹具;钝化时零件不得互相屏蔽或碰撞,要轻轻晃动零件或缓慢来回移动;钝化后在空气中搁置5s~10s使之老化,未干时很嫩,不能有水猛冲,亦不能洗得太久,要防止六价铬溶解。
军绿色钝化膜外观为油光草绿色,允许轻微淡绿色、淡黄色或微灰色。
本工艺不适宜锌层厚度小于6μm 的小紧固件。
(四)锌镀层的黑色钝化锌层的黑色钝化膜同军绿色相似具有很高的耐蚀性能,国外采用薄锌黑钝化来强化抗蚀能力,还可开拓机能方面的用途,所以是一种很有发展前途的工艺。
黑色钝化膜可从含银盐和铜盐两种配方中获得。
(1)锌层黑色钝化工艺规范(见表3—1—19)。
表3—1—19锌层黑色钝化工艺规范(2)溶液的配制(以配方1为例)。
配制时用蒸馏水或去离子水,不能用自来水。
计算量的(A)剂加入盛有水的槽中搅匀;计算量的(B)剂先用水稀释,然后在剧烈搅拌下慢慢加人槽中,入槽之时有棕色沉淀,但在搅拌下可溶解,然后测pH值,待温度合适后即可使用。
配方2配好后按体积加1g/L锌粉处理。
配方3是铜盐配方,成本低些,但黑度较银盐者差。
将各成分溶于水后,稀至总体积,用稀氢氧化钠调整pH、值至2~3。
(3)黑钝化工艺流程:镀锌→清洗两次→2%~3%的HN03溶液出光→充分清洗→黑钝化→充分清洗(时间<20s) →封闭(1%的铬酐溶液,加热60℃~70℃更好,时间2s~3s) →迅速干燥。