生产工艺流程示意图和工艺说明
啤酒生产流程图及说明
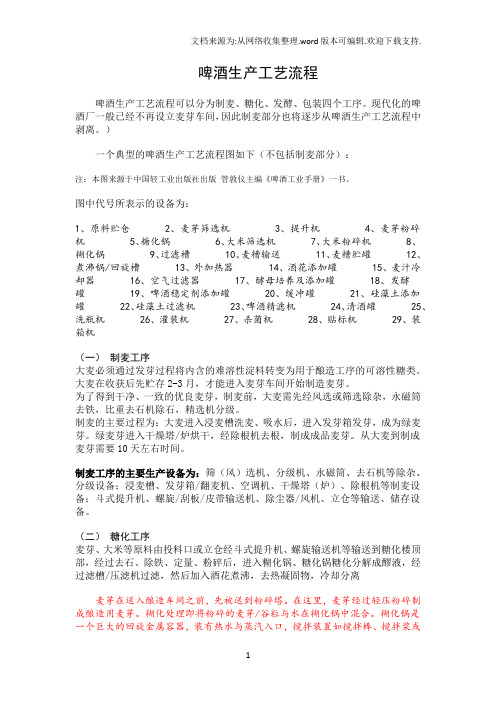
啤酒生产工艺流程啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。
现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。
)一个典型的啤酒生产工艺流程图如下(不包括制麦部分):注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽 10、麦糟输送 11、麦糟贮罐 12、煮沸锅/回旋槽 13、外加热器 14、酒花添加罐 15、麦汁冷却器 16、空气过滤器 17、酵母培养及添加罐 18、发酵罐 19、啤酒稳定剂添加罐 20、缓冲罐 21、硅藻土添加罐 22、硅藻土过滤机 23、啤酒精滤机 24、清酒罐 25、洗瓶机 26、灌装机 27、杀菌机 28、贴标机 29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。
大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。
绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。
从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。
(二)糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔。
饲料酵母生产工艺流程图
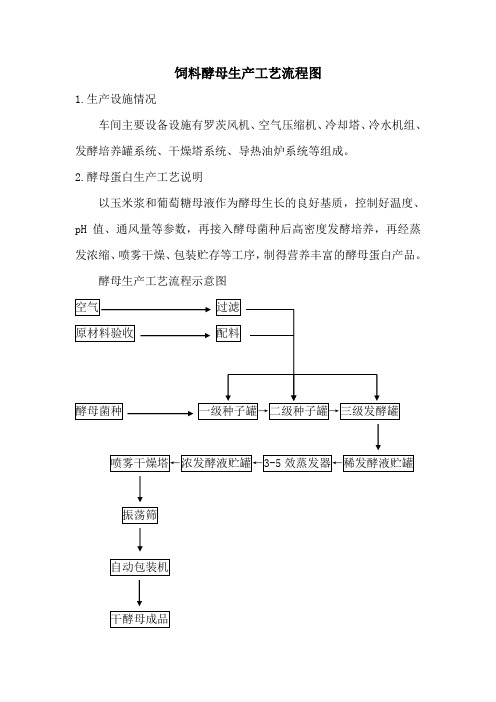
酵母生产工艺流程示意图
空气
过滤
原材料验收
配料
酵母菌种
一级种子罐→二级种子罐→三级发酵罐
喷雾干燥塔←浓发酵液贮罐←3-5 效蒸发器←稀发酵液贮罐
振荡筛
自动包装机
干酵母成品
饲料酵母生产工艺流程图
1.生产设施情况
车间主要设备设施有罗茨风机、空气压缩机、冷却塔、冷水机组、
发酵培养罐系统、干燥塔系统、导热油炉系统等组成。
2.酵母蛋白生产工艺说明
以玉米浆和葡萄糖母液作为酵母高密度发酵培养,再经蒸
发浓缩、喷雾干燥、包装贮存等工序,制得营养丰富的酵母蛋白产品。
生产工艺流程图和工艺描述
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
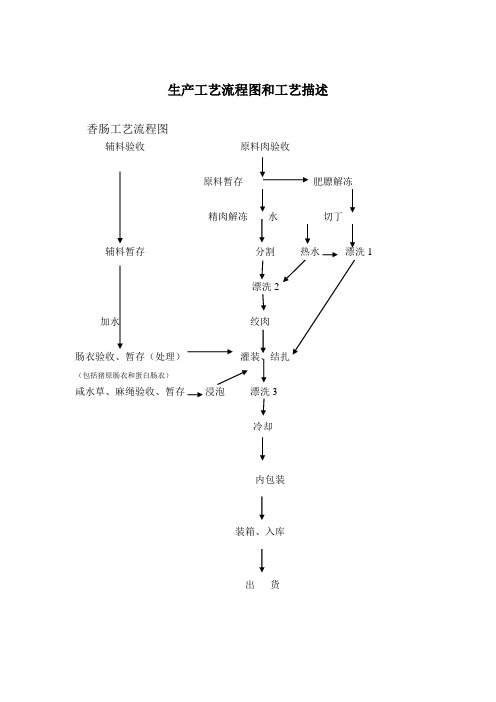
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
纯巧克力生产工艺流程图和工艺说明

纯巧克力生产工艺流程图和工艺说明1.引言本文档旨在描述纯巧克力的生产工艺流程,并通过流程图和工艺说明的方式进行详细解释。
纯巧克力作为一种受广大消费者喜爱的零食,其生产工艺的合理性和高效性对于确保产品质量至关重要。
通过本文档的阐述,读者能够全面了解纯巧克力的生产过程和相关的工艺要点。
2.工艺流程图下面是纯巧克力的生产工艺流程图(仅供参考):graph LRA(开始)B(研磨可可豆)C(加入糖和牛奶粉)D(混合搅拌)E(均质化)F(调整温度)G(成型)H(降温)I(包装)J(结束)A --。
BB --。
CC --。
DD --。
EE --。
FF --。
GG --。
HH --。
II --。
J3.工艺说明3.1 研磨可可豆生产纯巧克力的第一步是将可可豆进行研磨。
可可豆通过破壳、脱壳和碾磨等过程,将其转化为可可团,以便后续的加工使用。
3.2 加入糖和牛奶粉将研磨好的可可团与适量的糖和牛奶粉进行混合搅拌。
糖的添加量可以根据口味要求进行调整。
3.3 混合搅拌通过搅拌设备对可可团、糖和牛奶粉进行充分混合,使各种原料充分融合,达到均匀分散的状态。
3.4 均质化经过混合搅拌后的巧克力浆液需要进行均质化处理。
均质化的目的是通过高速搅拌和增加温度,使巧克力浆液达到更为细腻的状态,提升巧克力口感的细腻度。
3.5 调整温度在均质化完成后,需要对巧克力浆液进行适当的调温。
调温的目的是使巧克力浆液达到适宜的成型温度,以便后续的成型操作。
3.6 成型将调温后的巧克力浆液倒入模具中,经过一定的时间进行冷却,使其形成固体的巧克力产品。
3.7 降温成型完成后的巧克力产品需要进行降温处理,使其达到适宜的储存温度,并保持其外观和口感的稳定。
3.8 包装经过降温后的纯巧克力产品需要进行包装,以确保产品的卫生和保质期。
3.9 结束至此,纯巧克力的生产工艺已经完成,产品可以进行销售和流通。
4.结论本文档通过流程图和工艺说明的方式,详细描述了纯巧克力的生产工艺流程和相关的工艺要点。
工艺流程图和工艺流程示意图的区别

工艺流程图和工艺流程示意图的区别在工程设计和制造领域,工艺流程图和工艺流程示意图是两种常见的图示工具,用于传达复杂的工艺流程信息。
尽管它们都可以用来描述材料或信息在整个流程中的流动或转换,但它们之间有一些关键的区别。
本文将探讨工艺流程图和工艺流程示意图的区别以及它们在实际工程中的应用。
工艺流程图的定义和特点工艺流程图是一种详细的描述产品或项目从原料到成品的生产过程的图表。
工艺流程图通常包括各种操作单元、设备、管道、存储设施等在一个图纸上细致地展示。
图中通常包含各种符号和标记以表示不同类型的操作或设备,并且具有严格的标准和规范。
工艺流程图的主要特点包括: - 详细的展示了整个生产过程中的每一个步骤和单位操作; - 包括各种操作单元的标识符号和连接线; - 一般用于实际制造过程中对生产线的控制和监控。
工艺流程示意图的定义和特点工艺流程示意图是对产品或项目生产流程的一种简化描述,主要用于说明生产过程的逻辑顺序和关键步骤。
工艺流程示意图通常不展示具体的设备或操作单元,而是用简单的符号和图形来表示整个流程的结构和关系。
工艺流程示意图的特点包括: - 强调流程的逻辑顺序和重要步骤; - 不包含具体的设备或操作单元的详细信息; - 一般用于初步的设计阶段和对生产流程的整体把控。
工艺流程图和工艺流程示意图的区别1.详细程度:工艺流程图相对于工艺流程示意图更加详细,包含了更多的设备、操作单元和管道等具体信息,而工艺流程示意图通常只展示了整个流程的逻辑框架和关键步骤。
2.应用阶段:工艺流程图一般用于具体的生产过程中,作为生产线控制和监控的重要工具;而工艺流程示意图通常用于初步的设计或方案讨论阶段,帮助工程师整体了解生产流程。
3.符号和标记:工艺流程图中的符号和标记相对固定且严格,而工艺流程示意图可能更加灵活和简化,可以根据具体情况进行调整和修改。
实际应用与意义在工程设计和制造中,工艺流程图和工艺流程示意图都是非常重要的工具,它们有助于工程师和设计师更好地理解和规划复杂的生产过程。
链条、齿轮等七个机械零件的加工工艺
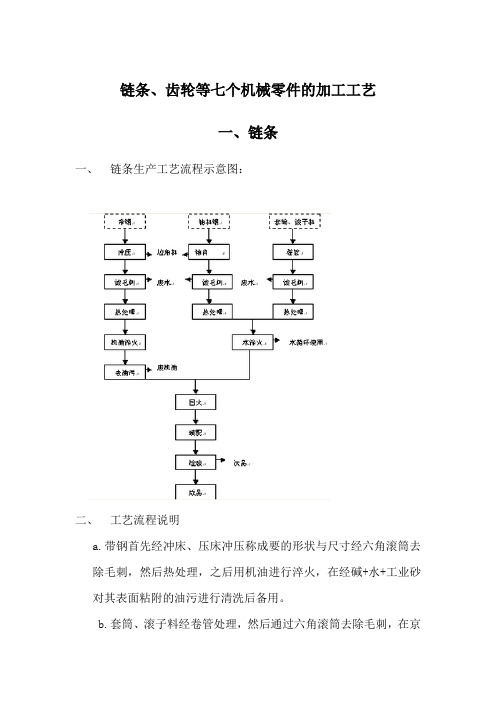
链条、齿轮等七个机械零件的加工工艺一、链条一、链条生产工艺流程示意图:二、工艺流程说明a.带钢首先经冲床、压床冲压称成要的形状与尺寸经六角滚筒去除毛刺,然后热处理,之后用机油进行淬火,在经碱+水+工业砂对其表面粘附的油污进行清洗后备用。
b.套筒、滚子料经卷管处理,然后通过六角滚筒去除毛刺,在京哈热处理之后用水淬火,然后对其表面的油污进行去除。
c.轴料钢首先经轴销机处理制成需要的形状与尺寸,然后通过六角滚筒去除毛刺,再经热处理后用水淬火,然后对其表面的油污进行去除。
d.最后将个零件进行回火,最后装配成型。
经检验合格后即为成品。
三、工艺1、热处理:在热处理设备中,在高温下采用各种辅助介质,改善零件的组织结构,提高各种物品性能。
2、渗碳:将零件置在热处理设备中加热至一定温度并保温一定时间,再通入含碳介质,将碳渗入零件表面,以提高链条硬度和耐磨性能。
3、淬火:零件在热处理设备中加热到一定温度后,保温一定时间,然后按照要求在不同的介质中冷却,从而提高零件硬度。
4、回火:经过淬火后的零件在热处理设备中以一定的温度进行加热,并保温一定时间后冷却。
零件经过回火可以降低淬火硬度,消除淬火应力,提高韧性。
5、发黑:采用高分子有机聚合原理,利用热处理工艺过程中回火余热成膜发黑。
发黑后工件带有光泽,耐腐蚀,防锈性能强;降低劳动强度,改善生产环境。
6、发蓝:把零件加热至一定的温度后,经过化学水溶液冷却,皂化,使零件表面颜色呈现蓝色。
经过发蓝处理的链条外观美观,还有防锈的作用。
不足之处就是这些化学水溶液对环境造成很大的污染。
7、磷化:将零件浸置在一定温度的磷化液内,使零件表面形成磷化层,可使零件表面颜色呈现黑色或灰色,提高链条美观的同时达到防腐的目的。
这些磷化液可循环利用,对环境污染较轻。
8、镀镍:采用电镀或化学镀镍的方法,在零件表面形成镀镍层,镀镍层既可以美观链条,又可以防腐。
镀镍链条一般用在露天场合。
9、镀锌:采用电镀或化学镀锌的方法,在零件表面形成镀锌层,镀锌层既可以美观链条,又可以防腐。
生产工艺流程图及简述
生产工艺流程图及简述
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
链条生产工艺流程示意图
(1)链条生产工艺流程示意图:
(2)工艺流程说明:
a. 带钢首先经冲床、压床冲压成需要的形状与尺寸,经六角滚筒去除毛刺,然后热处理,之后用机油进行淬火,再经碱+水+工业砂对其表面粘附的油污进行清洗后备用。
b. 套筒、滚子料经卷管处理,然后通过六角滚筒去除毛刺,再经热处理之用水淬火,然后对其表面的油污进行去除。
c. 轴料钢首先经轴销机处理制成需要的形状与尺寸,然后通过六角滚筒去除毛刺,在经热处理后用水淬火,然后对其表面的油污进行去除。
d. 最后将各零件进行回火,最后装配成型。
经检验合格后即为成品。
注:本项目营运期热处理采用回转式电阻炉和网带炉,前者用于小批量部件的热处理,后者用于大批量部件的热处理,该工序温度控制在820℃左右,均采用电加热。
生产工艺及流程图
消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。
各行业工艺流程示意图
目录印刷行业工艺流程 1 丝网印刷工艺流程 3 热处理行业工业流程 4 熔炼行业工艺流程图 5 蓄电池行业工艺流程 6 有色铸造行业工艺流程 7 铝制品行业工艺流程 8 玩具行业工艺流程 8 铸钢铸造行业工艺流程 9 铜铸件工艺流程10 家具行业(沙发)工艺流程 11 服装行业工艺流程 12 涂装行业工艺流程13电镀行业工艺流程建材行业工艺流程(一) 建材行业工艺流程(二) 建材行业工艺流程(三) 建材行业工艺流程(四) 化工行业部份产品工艺流程 纺织行业工艺流程 玻璃行业工艺流程 汽车修理工艺流程 皮具厂工艺流程 艺术品工艺流程 发电厂工艺流程 造纸厂工艺流程 硫酸制造工艺流程 烧碱制造工艺流程 其它行业生产工艺流程印刷行业工艺流程1 of 31塑料印刷苯系物噪声2 of 31丝网印刷工艺流程丝网印刷3 of 31热处理行业工业流程4 of 315 of 31熔炼行业工艺流程图铝铅尘、铅烟、噪声、高温铅铜注:如熔炼炉为池炉,则会有煤尘和一氧化碳等有害物产生。
以上为钳锅生产工艺。
蓄电池行业工艺流程注:规模小的单位,只有买进阴阳极板后进行最后一条流水线。
6 of 31有色铸造行业工艺流程7 of 31铝制品行业工艺流程玩具行业工艺流程长毛绒玩具8 of 31铸钢铸造行业工艺流程9 of 31铜铸件工艺流程10 of 31家具行业(沙发)工艺流程11 of 31服装行业工艺流程注:一般情况新的工业缝纫机的噪声不会超标12 of 31涂装行业工艺流程油漆类13 of 31油墨类甲苯、二甲苯乙酸乙酯、噪声甲苯、二甲苯、乙酸乙酯水性涂料噪声、粉尘注:涂料中的稀释剂据油漆的要求不同需不同。
14 of 31电镀行业工艺流程氢氧化钠硫酸盐酸15 of 31建材行业工艺流程(一)瓷砖:16 of 31建材行业工艺流程(二)玻璃钢类:塑钢门窗类:噪声17 of 31建材粉:RS色艺石(人造大理石):18 of 31建材行业工艺流程(三)大理石:多层夹板:19 of 31建材行业工艺流程(四)水泥砖、瓦20 of 31化工行业部份产品工艺流程氯化锰乙酸锰硝酸锌21 of 31纺织行业工艺流程纺织22 of 31玻璃行业工艺流程制瓶23 of 31显象管玻壳24 of 31汽车修理工艺流程皮具厂工艺流程粉尘甲苯、二甲苯、乙酸丁酯25 of 31艺术品工艺流程礼盒水晶艺品26 of 31发电厂工艺流程火力发电:2燃气发电:27 of 31造纸厂工艺流程硫酸制造工艺流程2323328 of 31烧碱制造工艺流程2 3 2 2 3其它行业生产工艺流程绝缘胶带不粘胶注:稀释剂品种较多,据实际情况而定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AHF生产工艺流程示意图和工艺说明
干燥的萤石粉经螺旋机进入斗式提升机、卸入萤石粉储仓,再由储仓定时加入萤石计量斗,经电子秤,变频调节螺旋输送机将萤石粉定量送入反应器。
来自硫酸储槽的98%硫酸经电磁流量计、调节阀调节流量送至H2SO4吸收塔吸收尾气中的HF,而后进入洗涤塔洗涤反应气体夹带的粉尘及其夹带的重组分,然后进入混酸槽。
发烟硫酸经电磁流量计、调节阀调节流量与98%硫酸配比计量后一并送至混酸槽。
在混酸槽中经过混合,使SO3与98%硫酸中的水分及副反应水分充分反应,达到进料酸中水含量为零,而后进入反应器。
进入反应器的萤石和硫酸严格控制配比,在加热的条件下氟化钙和硫酸进行反应。
反应所需热量由通过转炉夹套的烟道气提供。
烟道气来自燃烧炉由煤气燃烧产生。
煤气发生炉产生的煤气经管道输送至燃烧炉。
离开回转反应炉夹套的烟道气经烟道气循环风机大部分循环回燃烧炉,少量烟道气经烟囱排空。
反应系统为微负压操作,炉渣干法处理。
反应生成的粗氟化氢气体,首先进入洗涤塔除去水分、硫酸和粉尘。
洗涤塔出来的气体经粗冷器将其大部分水分、硫酸冷凝回洗涤塔。
粗冷后的气体经HF水冷、一级冷凝器和二级冷凝器将大部分HF 冷凝,冷凝液流入粗氟化氢中间储槽;未凝气为SO2、CO2、SiF4、惰性气体及少量HF进入H2SO4吸收塔,用硫酸吸收大部分HF后进入尾气处理系统。
粗HF凝液自粗HF中间储槽定量进入精馏塔,塔底为重组分物料,返回洗涤酸循环系统,塔顶HF经冷凝后进入脱气塔,从脱气塔底部得到无水氟化氢经成品冷却器冷却后进入AHF检验槽,分
析合格后进入AHF 储槽,后送至充装工序灌装槽车或钢瓶出售。
从脱气塔顶排出的低沸物和部分未凝HF 气一起进入H 2SO 4吸收塔,在此大部分HF 被硫酸吸收。
工艺尾气经水洗、碱洗后,除去尾气中的SiF 4及微量HF ,生成氟硅酸,废气经洗涤处理后达标排放。
生产装置采用DCS 集散控制系统。
其化学反应过程如下:
CaF 2+H 2SO 4−→− 2HF ↑+CaSO 4 (1)
SiO 2+4HF −→−
SiF 4+2H 2O (2) SiF 4+2HF −→
−H 2SiF 6 (3) CaCO 3+H 2SO 4
−→
−CaSO 4+H 2O +CO 2 (4)
·生产采取的工艺技术主要包括7个生产装置 萤石干燥单元 萤石给料计量单元 酸给料计量单元 反应单元 精制单元 尾气回收单元 石膏处理单元
附:生产工艺流程示意图 ↓ ↓
生产工艺流程示意图
98%硫酸 放空
副产氟硅酸
槽车或钢瓶充装
硫酸大槽 泵
计量槽
计量泵
吸收塔
洗涤塔 混酸槽
计量泵 计量槽 泵 烟酸大槽 莹石烘干 斗提机 莹石粉仓
计量给料
转炉
煤气炉
出渣螺旋
链板机 斗提机 渣斗
洗涤塔
粗冷器 一冷 二冷 尾气吸收塔 水洗塔 水洗碱洗 尾气风机 精镏塔 中间槽 成品大贮槽 成品检验槽 脱气塔 残酸泵 洗涤塔 粗冷器 水冷 燃烧炉
循环风机。