焊钳基础知识分解
NIMAK焊钳培训文件 1 焊钳使用安全操作注意事项以及型号识别

1. 安全指导1.1.2.设在点焊钳上的标识本操作手册内容包括手持式点焊钳的所有操作指导。
使从事此项工作的人员从中获得焊接技术方面的知识。
为此,要求使用者在操作前认真阅读本手册,为了你个人的安全和焊钳的安全。
将此手册放置在方便的位置,便于所有使用者阅读。
1234561.1. 安全指导和标识789这些标识包括警告标识、强制标识、禁止标识。
这些标识可在手册和/或点焊钳上找到。
在点焊钳的警告、强制和禁止标识不得去除和遮盖,并保持清晰。
请检查是否满足以上要求。
1011121.1.1. 在操作手册中的标识这个危险标识出现在所有安全指导项目前。
请按照要求操作,确保人员和焊钳的安全。
标识注释:当“N.B.”标识在某段文字前出现时,表明这段文字的重要。
1)危险警示.2) 危险电压. 3) 电磁场.4) 可能导致伤害. 5) 表面有高温. 6) 磁场.7) 不得带有金属物品. 8) 不得带有手表9) 带有心脏起搏器者止步. 10) 保护服 11) 护镜.12) 查阅手册 .1.2.标准和说明国际和国家标准和要求(如:DIN标准,VDE 要求,事故预防标准)是“公认的技术规范”,必须遵守。
除此之外还有:所有的修理工作都必须由专业人员进行。
修理时必须关闭焊钳开关和切断电源。
DIN VDE0100设置一般电压到1000V的高电压.修理时只能使用本手册标明的器件,否则会对焊钳造成损害。
DIN VDE0113/EN60204DIN VDE0545/EN50063DIN ISO669气缸的移动只能按照设定的程序执行。
如在修理时,强行扳动气缸会造成焊钳部件的损坏。
确认将设置重置为“0”BG B11电磁场UVV-VBG4预防事故规章始终遵守焊钳上的警示和提示。
如不注意安全提示,会造成人员和设备的损害。
使用者要注意存在的危险。
更换电焊钳的部件必须使用原厂产品,如使用其它配件,生产厂商将不承担任何责任。
e除此之外,永远不要试图自行修理焊钳, 否则会将自己置于高压电击的危险中。
焊钳知识

小原便携式焊钳培训资料

无损检测
采用X射线、超声波等方法检测焊缝内部质 量,确保无裂纹、气孔等缺陷。
金相分析
通过金相显微镜观察焊缝的金相组织,分析 其微观结构,评估其质量。
04
维护与保养
日常维护
清洁
使用干燥的布擦拭焊钳表面,保 持清洁,避免灰尘和杂质的积累。
检查
每天使用前检查焊钳的导线、接头 和开关是否完好,如有损坏应及时 更换。
参加更高级别的技能培训,提升专业 技能水平
拓展相关领域的学习,如机械加工、 装配等,提高综合素质
THANKS
感谢观看
产品特点
01
02
03
04
高效率
小原便携式焊钳采用先进的焊 接技术,提高了焊接效率,减
少了焊接时间。
稳定性强
该焊钳具有良好的稳定性和可 靠性,保证了焊接质量的稳定
性和一致性。
安全性高
小原便携式焊钳采用多重安全 保护设计,有效降低了焊接过 程中可能出现的意外风险。
易于携带
该焊钳轻便、紧凑,方便携带 ,适合在各种环境下进行焊接
润滑
定期在需要润滑的部位涂抹润滑油, 如轴承、导轨等,以保证其正常运 转。
定期保养
01
02
03
清洗
定期拆开焊钳进行彻底清 洗,去除内部的灰尘和杂 质,保证其正常运转。
检查紧固件
定期检查焊钳的紧固件, 如螺丝、螺母等,如有松 动应及时紧固。
更换磨损件
定期检查焊钳的易损件, 如轴承、导轨等,如有磨 损应及时更换。
作业。
应用领域
建筑行业
适用于钢结构、钢筋等 金属材料的焊接工作。
制造业
适用于各种金属制品的 焊接和维修工作。
汽车维修
便携式普通焊钳培训资料

便携式普通焊钳培训资料欢迎参加我们的便携式普通焊钳培训课程!在本次课程中,我们将教授您如何正确地使用和维护便携式普通焊钳,以及一些基本的焊接技巧和注意事项。
请您认真听讲并做好笔记,以便在今后的工作中能够正确、安全地使用焊钳。
第一部分:便携式普通焊钳的基本知识在这一部分,我们将介绍便携式普通焊钳的基本构造和工作原理,包括焊钳的主要零部件和功能、电源需求、以及常见的故障及解决方法。
第二部分:便携式普通焊钳的正确使用方法在这一部分,我们将详细介绍如何正确地使用便携式普通焊钳,包括穿戴个人防护装备、安全操作规程、连接电源和工件、焊接技巧等。
第三部分:焊接技巧和注意事项在这一部分,我们将向您展示一些常见的焊接技巧,包括角度、速度、加热时间等注意事项。
我们还将介绍常见的焊接问题和解决方法,以及如何正确地清洁和维护焊钳。
通过本次培训,您将对便携式普通焊钳有一个全面的了解,能够正确地进行焊接操作,并且在工作中能够安全地使用焊钳。
谢谢您的参与,祝您工作顺利!很好,下面让我们继续深入了解便携式普通焊钳的相关内容。
第四部分:常见的焊接问题和解决方法在使用便携式普通焊钳时,可能会遇到一些常见的焊接问题,比如出现气孔、裂纹、渣滓等情况。
在这一部分,我们将给大家介绍这些常见问题的产生原因以及解决方法。
例如,气孔的产生可能是由于焊接材料表面存在脏物或者杂质,解决方法是在焊前进行材料清洁,并且选择合适的气体保护焊接方法。
这一部分将帮助大家更好地理解焊接过程中可能出现的问题,并且学会如何解决这些问题。
第五部分:清洁和维护焊钳正确的清洁和维护对于焊钳的使用寿命和焊接质量至关重要。
在这一部分,我们将介绍如何正确清洁焊钳,包括拆卸和清洁焊钳的关键部件、选择合适的清洁剂以及防止腐蚀等方法。
另外,我们还将介绍如何进行定期的维护保养,包括润滑、紧固螺丝、更换易损件等。
正确的清洁和维护将确保焊钳的稳定性和工作效率,延长焊钳的使用寿命。
第六部分:安全操作规程在使用便携式普通焊钳时,安全是首要考虑的问题。
NIMAK焊钳培训文件 3 焊钳的装配、连接及操作(附带气缸工作原理)

装配,连接5.装配,连接5.1.运输手动点焊钳运输包装有两种方式—木箱或带有托盘的纸箱。
假使焊钳分解成几部分(电源和焊接控制),这些都会单独包装。
所有的连接都会分解开。
我们建议你使用提升机或铲车搬运货物。
5.2.存放手动点焊钳须存放在清洁和封闭的房间内,温度在+5°C和+45°C之间。
如焊钳存放的时间过长(超过3个月)或其它的环境,请与尼玛克公司联系。
5.3.悬吊点焊钳是专门为汽车工业设计的。
为了便于使用,设计思想主要是如何减轻重量。
使用与焊钳重量相匹配的平衡器(附件),可在使用时感觉不到重量。
将焊钳吊在吊臂的圆孔中(1)。
图5-1:吊杆/平衡器在装焊钳时,建议在吊杆与平衡器之间安装绝缘装置!15!为了使焊钳可以在任何位置上使用,钳身上装有万向节,可以保持重心平衡。
当确定重心位置后,必须将焊钳放下,比如摆放在桌子上!在组装和调试设备时,必须注意所有的部件一定要上紧。
注意对以下螺栓的要求:z M 12 = 110 Nm z M 16 = 180 Nm z M 20 = 200 Nm图 5-2: 平衡调节杆当将平衡调节杆上的六角螺帽(1)松开, 焊钳可调整到所需要的垂直位置。
在悬吊时,调节工作一定要注意安全。
焊钳必须保证平衡器弹簧拉力调整适当。
另外, 焊钳可通过转盘(1)做 360° 旋转,用锁销(2)锁定。
2图 5-3: 转盘/锁销16!115.4. 压缩空气的连接手动点焊钳需要使用压缩空气,确保要与供气网连接。
需要的空气压力可在技术数据中找到。
根据焊接的需要,留有适当的长度。
德语"Luft" 意思是"空气" (1).5.5. 冷却水的连接手动点焊钳使用封闭的水冷却系统。
变压器、次级电路和电极臂都是经过水冷却。
两个冷却水管直接连接在焊钳上。
("Wasser-Vorlauf"(进水)和"Wasser- Rücklauf" (出水)) (1).图 5-5: 冷却水的连接图 5-4: 压缩空气的连接在更换新管时,注意不要将赃物带进气管对焊钳造成损伤。
固定式焊钳培训资料

焊钳主要零件代码: R-56A-E1381 R:表示R型焊钳 56A:表示焊钳电极臂代码“R-56A” E1381:表示GUN HEAD的代码“R-E1381” 这些代码输入到OJ的Work Manager的Modle Name 或Remarks中,可以查找到相对应的图号
45
标准SEN GUN的命名方法
36
通过WORK MANAGER查找标准GUN HEAD的方法
37
通过《EQ 电极MATRIX》查找标准GUN HEAD
YOKE HEAD
YOKE HEAD的查找方法: 确定外型,查找相对应的 代码,通过《EQ 电极 MATRIX》查YOKE HEAD的图 号
38
SEN焊钳标准Yoke Heads型状
3.限位螺栓与摇架要有1mm间隙(动侧电极臂)
4.气缸分为筒气缸、铸造气缸两种,筒气缸的活塞是串联的,因此气缸长、 直径小.设计时要注意气口仕样、方向 5.用EQ筒气缸时,注意活塞运动到底部时,活塞杆的外露标准尺寸 6.确认焊钳的给电方式。通常有两种:M12螺纹、D=13的通孔 7.结合客户仕样,确认电极臂图号
N0.5,6,7-气缸及方向 电缆连接口
限位螺钉
NO.4-摇架 (Z型、W型) NO.2-支轴(Z型、W型)
49
50
YOKE HEAD的查找方法:确定外型,查找相对应的代码, 通过《EQ 电极MATRIX》查YOKE HEAD的图号
39
标准R GUN的命名方法
40
SET型焊钳工作顺序
1.P.ROD退回 2.PIN进入SLIDE ADJUSTER 3.焊钳变为旋转运动 4.开放的同时,YOKE HEAD 向 前运动
20
3.标准PE2型摇架、支轴查找方法
一体化点焊钳培训资料

螺栓紧固扭矩表
尺寸 M5 M6 M8 M10 M12
M16
M20
螺栓形状 使用垫片 六角螺栓 内六角螺栓 六角螺栓 内六角螺栓 六角螺栓 内六角螺栓 六角螺栓 内六角螺栓 六角螺栓
内六角螺栓
六角螺栓
内六角螺栓
六角螺栓
内六角螺栓
标准扭矩 N.m(kg.f-cm)
6.8-7.6 (69-77) 7.9-8.8 (80-89) 11.5-12.8 (117-130) 13.3-14.8 (135-150) 28.2-31.3 (287-319) 32.9-36.5 (335-372) 55.9-62.2 (570-634) 65.4-72.6 (666-740)
15
焊接加压力检测方法
测试时焊钳不能有电流通过 控制箱上没有压力检测开关
手动将电极闭合至与测压计接触,然后利用工具触动工作电磁阀的触点不放,使电磁阀工 作,焊钳处于加压状态,观察压力表值 松开触点后,焊钳即不再加压
控制箱带有压力检测开关
正常焊接工作时,压力检测开关置于 OFF 状态 测量焊钳加压力时,压力检测开关置于 ON 状态 手动将电极闭合至与测压计接触,再按动焊钳手柄启动开关并保持,工作电磁阀启动并保 持,焊钳一直处于闭合状态,观看压力表值 松开焊钳手柄启动开关后,工作电磁阀关闭并复位,焊钳恢复开放状态
一体化点 焊钳
PTC型
加压时,电极作直线 运动,活塞杆运动方 向与加压方向一致,
PTX型
加压时,电极作圆弧 运动,焊钳呈“X” 型结构
2
PTC型焊钳
3
PTC型焊钳结构
护罩盖片 电极零件
大护罩
握杆头
吊具
手柄开关
手柄支座 气缸组件
02-中频伺服焊钳原理
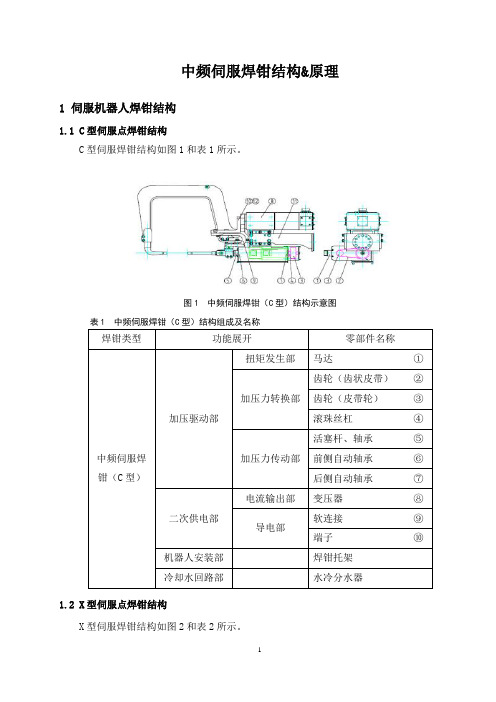
中频伺服焊钳结构&原理1 伺服机器人焊钳结构1.1 C型伺服点焊钳结构C型伺服焊钳结构如图1和表1所示。
图1 中频伺服焊钳(C型)结构示意图1.2 X型伺服点焊钳结构X型伺服焊钳结构如图2和表2所示。
图2 中频伺服焊钳(C型)结构示意图表2 中频伺服焊钳(X型)结构组成及名称2 中频伺服焊钳加压原理2.1 加压状态动作过程详见图3,伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者同时接近工件,同时接触工件表面。
图3 中频伺服焊钳双侧电极同时接触工件的加压过程2.2 打开状态动作过程详见图4,伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者同时远离工件。
图4 中频伺服焊钳焊接完成打开过程伺服点焊钳移动侧电极帽由机器人第7轴伺服电机驱动,固定侧电极帽由机器人其余6轴伺服电机驱动,两者都由控制器精确控制,能够实现同时运动,同时接近工件,同时接触工件表面。
这就是机器人伺动点焊钳优越性能的来源。
伺服点焊钳可以进行全方向的平衡处理,伺服点焊钳的平衡动作由机器人主体轴进行控制(6轴),因此不需要向气动点焊钳那样需要弹簧等平衡装置。
2.3电极修磨焊钳电极表面容易氧化形成氧化膜,并且在使用中也会随着打点次数增加而有所损耗,影响焊接质量,所以需要对电极进行修磨以避免产生不合格焊点。
自动线电极修磨方式一般分为整线修磨和计点修磨两种,并且在修磨后由于电极截面增大,需要焊接控制器逐级增大焊接电流以保证焊接质量。
整线修磨:整线的机器人完成一定量的台车数量后,结束循环,统一进行修磨;计点修模:由焊接控制器计打点数,当步增电流达到最后一步,且本次递增后的焊接点数也已经完成,在机器人完成当前循环之后,进行单台机器人焊钳的修磨,待修磨完成后,焊接控制器打点数量及步增电流复位。
电极修磨后的磨损量:在焊钳修模后,需要通过焊钳空打以及焊钳打板两个步骤让机器人自己计算出两侧电极的磨损量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OBARA 便携式(UC、UX型) 焊钳培训资料
0
一、 OBARA 焊枪的主要分类
C型 普通型 X型 C型 X型
便携式焊钳`
一体化型
手工操作
焊钳
EQ(自 平衡焊钳)
C型
X型 与夹具配合,固定 在夹具上
RC型
RX型 机器人焊钳 RTC型 RTX型
1
与机器人配合,由 机器人操作
2
二、 OBARA 焊钳的主要结构特点
检查部位 气缸主体 气缸盖 活塞杆 更换周期 按实际需要 按实际需要 按实际需要 故障判定标准 是否漏气(加压力降低) 是否漏气(加压力降低) 运动不平稳,异常抖动 轻微滑动磨损 深度磨损或有烧伤 是否漏气(加压力降低) 轻微滑动磨损影响正常工作 最大允许0.2mm 更换 目测重新安装 对策 更换 更换 清除表面的灰尘 不影响正常工作 更换
7
五、便携式焊钳的主要技术参数
电极加压力(F)计算方法 C型焊钳 F=πR2x5x0.95 R——活塞有效截面积半径(cm) 空气压(标准为5kg/cm2) 加压效率(95%) X型焊钳 F=πR2x5x0.90xB/A R——活塞有效截面积半径(cm) A——焊点到支轴的垂直距离(cm) B——支轴到活塞杆的垂直距离(cm) 空气压(标准为5kg/cm2) 加压效率(90%)
限位柄 活塞 挡圈 绝缘衬套
按实际需要 按实际需要 按实际需要 2-3百万点
绝缘垫片 垫片 空气管 挡块 绝缘板 绝缘键 绝缘管 Scraper油封 Packing密封垫 O型密封圈 弹性挡圈 螺栓
2-3百万点 2-3百万点 2-3百万点 2-3百万点 2-3百万点 2-3百万点 2-3百万点 1百万点 1百万点 1百万点 按实际需要 按实际需要
(加压力降低) (加压力降低)
12
气缸拆卸注意事项
1) 2) 3) 4) 5) 6) 7) 旋下气缸盖上的四个六角螺钉,拆下气缸盖; 检查O型密封圈,是密封气缸盖的。如需要,请用小起子更换; 将活塞杆从气缸主体中推出,连带出活塞。检查内部的磨损。 旋下气缸盖片上的四个螺钉,拆下气缸盖片,检查气缸主体前端的Scraper油封; 检查气缸主体前端的绝缘衬套; 检查气缸主体前端的PSD或P型密封圈;(一般来说,需要更换) 更换气缸主体前端的绝缘衬套,按以下步骤进行: A. 拆下气缸盖片; B. 拆下Scraper油封; C. 从气缸主体的后端,用锤子和长杆起子敲打出绝缘衬套和绝缘垫片 D. 更换密封圈; E. 更换绝缘垫片; F. 将气缸主体的后端放置在平台上,将新的绝缘衬套压入。 8)检查PSD或P型密封圈,如需要,请更换; 9)将活塞杆和活塞一起放在台钳上,夹紧于活塞杆的平面上; 10)旋下U型螺母和垫片; 11)从活塞杆上取出活塞,检查两面的磨损状况; 12)检查在活塞外周上的PSD或P型密封圈,如需要,请更换; 13)检查在活塞杆上的O型密封圈,如需要,请更换;
8
六、OBARA焊钳附件(吊具、手柄)的型号规格 1)、手柄
9
2)、吊具
10
便携式焊钳主要零件的使用寿命及出现故障的处理方法
检查部位 电极帽 电极柄 电极接头 电极握杆 电极臂(枪体,动轭) 气缸 绝缘衬套 更换周期 3,000-5,000 点 300,000-500,000点 300,000-500,000点 1百万点 按实际需要 (详细说明见后) 2-3 百万点 故障判定标准 消耗达6mm 变形、裂纹或断裂 变形、裂纹或断裂 变形、裂纹或断裂 对策 更换 更换 更换 更换
3
便携式UC型焊钳的主要组成零件
4
三、便携式UC型焊钳的选型
焊钳手柄
焊钳喉宽
电缆联 接方式 焊钳喉深 工作行程 气缸直径
电极消耗行程
辅助行程
1)、根据焊钳的工作位置、工件形状选择焊钳的喉深、喉宽。 2)、根据焊接板厚、加压时间等条件选择电极加压力,从而选择气缸直径。 3)、L1是焊钳焊接时打开的距离,L2是焊钳最大打开的距离,L3是电 极消耗时补偿距离,由焊钳行程选择气缸的长度。 4)、根据客户要求选择电缆联接方式。 5)、根据焊接条件来选择手柄型号。
13
5
便携式UX型焊钳的主要组成零件
6
四、便携式UX型焊钳的选型
焊钳手柄 焊钳喉深 气缸直径 电缆联接 方式 工作行程 焊钳喉宽 电极消耗 行程 辅助行程 1)、根据焊钳的工作位置、工件形状选择焊钳的喉深、喉宽。 2)、根据焊接板厚、加压时间等条件选择电极加压力,从而选择气缸直径。 3)、L1是焊钳焊接时打开的距离,L2是焊钳最大打开的距离,L3是电 极消耗时补偿距离,由焊钳行程选择气缸的长度。 4)、根据客户要求选择电缆联接方式。 5)、根据焊接条件来选择手柄型号。
轻微滑动磨损 凹凸不平磨损 裂纹或断裂 端面安装不平超过2mm
不影响正常工作 最大允许0.2mm 更换 目测重新安装
绝缘垫片 垫片 绝缘板 绝缘键 绝缘管 螺栓 内六角螺钉 螺母
2-3 百万点 2-3 百万点 2-3 百万点 2-3 百万点 2-3 百万点 按实际需要 按实际需要 按实际需要
11
气缸主要零件的使用寿命及出现故障的处理方法