浴室柜生产工流程
浴室柜生产工艺流程
浴室柜生产工艺流程浴室柜作为一种家居产品,在现代家庭中起到了承载和整理洗浴用品的重要作用。
下面将介绍一下浴室柜的生产工艺流程。
首先,浴室柜的生产工艺流程包括设计、材料选购、切割、组装、喷涂、包装等几个关键环节。
首先就是设计环节,根据市场需求和客户要求,设计师们会绘制出符合时尚潮流和实用性的浴室柜图纸。
接下来就是材料选购环节,浴室柜的常见材料有人造石、陶瓷、不锈钢等。
根据设计图纸,采购员会去选购符合质检标准的材料,并进行质量检测。
然后是切割环节,将选购的材料通过机器进行切割成所需的形状和尺寸。
比如人造石材料,可以通过数控机器来精确切割成柜体、面盆等。
接下来是组装环节,将切割好的各个部件进行组装。
组装工人会根据设计图纸,使用胶水、螺丝等工具将各个部件连接在一起,形成完整的浴室柜架构。
然后是喷涂环节,将组装好的浴室柜进行喷涂。
首先是打磨,将柜体进行打磨,使其表面平整光滑。
然后进行底漆喷涂,再经过干燥后进行面漆喷涂。
喷涂工艺能够增加浴室柜的美观性和防水性。
最后是包装环节,将喷涂好的浴室柜进行包装。
通常会使用泡沫板或纸板进行包裹,以保护柜体不受损坏。
同时还会给浴室柜上标签、贴上说明书等。
整个生产工艺流程完成后,一台完整的浴室柜就诞生了。
生产工艺流程中的每个环节都需要工人们经过严格的操作和检验,确保每台浴室柜都符合质量标准。
只有这样,才能保证消费者购买到优质的浴室柜,并满足他们的需求。
浴室柜的生产工艺流程涉及到很多环节,每一环节都是制作高质量浴室柜的重要步骤。
只有通过不断改进和完善生产工艺,才能生产出更加优质、美观实用的浴室柜产品。
浴室柜的工艺流程
浴室柜的工艺流程浴室柜是浴室的重要家具之一,它不仅能够提供储物空间,还能够美化浴室的整体装饰效果。
一个优质的浴室柜需要经过多道工艺流程才能完成,下面我们就来详细了解一下浴室柜的工艺流程。
1. 设计浴室柜的工艺流程首先是设计阶段。
设计师根据客户的需求和浴室的实际情况,进行浴室柜的设计。
设计包括整体结构、尺寸、材质、颜色等方面的考量。
设计师需要充分考虑到浴室柜的实用性和美观性,确保设计方案符合客户的要求。
2. 材料选择在确定好设计方案后,接下来是材料选择。
浴室柜通常使用的材料有实木、人造板、不锈钢等。
不同的材料具有不同的特点和用途,设计师需要根据设计方案和客户的要求选择合适的材料。
材料选择的好坏直接影响到浴室柜的质量和使用寿命。
3. 切割一般来说,浴室柜的主体结构是由板材构成的,因此在制作浴室柜时需要进行板材的切割。
切割工艺需要使用专业的切割设备,确保切割的尺寸准确无误。
切割完成后,需要对板材进行打磨,确保表面光滑平整。
4. 拼接板材切割完成后,需要进行拼接工艺。
拼接是将各个板材按照设计方案进行组合,通常使用胶水、螺丝等材料进行固定。
拼接工艺需要工匠们具备一定的技术和经验,确保拼接的牢固性和稳定性。
5. 表面处理浴室柜的表面处理是非常重要的一道工艺流程。
表面处理包括喷涂、贴膜、喷漆等工艺,这些工艺能够提高浴室柜的防水性能、耐磨性能和美观性。
表面处理需要进行多道工序,确保表面处理的质量和效果。
6. 组装经过表面处理后,接下来是浴室柜的组装工艺。
组装工艺需要将各个部件进行组合,通常需要使用螺丝、铰链等配件进行固定。
组装工艺需要工匠们熟练的操作技能和严谨的工作态度,确保组装的牢固性和稳定性。
7. 装配最后一道工艺流程是浴室柜的装配。
装配工艺包括安装抽屉、门板、拉手等配件,确保浴室柜的功能完善和美观大方。
装配工艺需要工匠们细致耐心的操作,确保装配的精准和完美。
经过以上的工艺流程,一个优质的浴室柜就完成了制作。
洗手盆柜施工
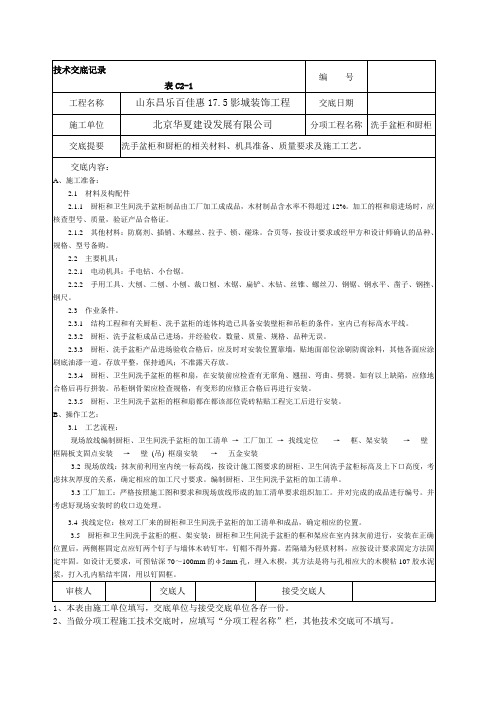
3.7.5安装扇:安装时应将合页先压入扇的合页槽内,找正后拧好固定螺丝,进行试装,调好框扇间缝隙,修框上的合页槽,固定时框上每支合页先拧一个螺丝,然后关闭、检查框与扇的平整,无缺陷符合要求后,将全部螺丝装上拧紧。木螺丝应钉入全长1/3,拧入2/3,如框、扇为黄花松或其他硬木时,合页安装。螺丝安装应划位打眼,孔径为木螺丝直径的0.9,眼深为螺丝长度的2/3。
2.3.5厨柜、卫生间洗手盆柜的框和扇都在都该部位瓷砖粘贴工程完工后进行安装。
B、操作工艺:
3.1工艺流程:
现场放线编制厨柜、卫生间洗手盆柜的加工清单→工厂加工→找线定位→框、架安装→壁框隔板支固点安装→壁(吊)框扇安装→五金安装
3.2现场放线:抹灰前利用室内统一标高线,按设计施工图要求的厨柜、卫生间洗手盆柜标高及上下口高度,考虑抹灰厚度的关系,确定相应的加工尺寸要求。编制厨柜、卫生间洗手盆柜的加工清单。
3.3工厂加工:严格按照施工图和要求和现场放线形成的加工清单要求组织加工。并对完成的成品进行编号。并考虑好现场安装时的收口边处理。
3.4找线定位:核对工厂来的厨柜和卫生间洗手盆柜的加工清单和成品,确定相应的位置。
3.5厨柜和卫生间洗手盆柜的框、架安装:厨柜和卫生间洗手盆柜的框和架应在室内抹灰前进行,安装在正确位置后,两侧框固定点应钉两个钉子与墙体木砖钉牢,钉帽不得外露。若隔墙为轻质材料,应按设计要求固定方法固定牢固。如设计无要求,可预钻深70~100mm的φ5mm孔,埋入木楔,其方法是将与孔相应大的木楔粘107胶水泥浆,打入孔内粘结牢固,用以钉固框。
2.1.2其他材料:防腐剂、插销、木螺丝、拉手、锁、碰珠。合页等,按设计要求或经甲方和设计师确认的品种、规格、型号备购。
陶瓷卫浴生产流程
陶瓷卫浴生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!陶瓷卫浴是现代家居装饰中常见的一种材料,它在卫生间的装修中扮演着重要的角色。
洁具生产工艺流程
洁具生产工艺流程洁具生产是指以陶瓷材料为主要原料,通过特定的工艺流程制造出洗手盆、浴缸、马桶等洁具产品。
洁具生产工艺流程主要分为原料准备、制模、成型、烘干、烧结、喷釉、包装等几个环节。
首先是原料准备。
洁具生产的主要原料是陶瓷粉末,一般是通过采矿和磨研制作而成。
这些陶瓷粉末需要进行筛选和称量,以保证质量稳定。
接下来是制模。
制模是将原料陶瓷粉末放入模具中进行成型的过程。
模具一般采用石膏模具,根据产品的形状和尺寸要求进行设计制作。
将陶瓷粉末放入模具中,经过压实、挤压等工艺操作后,可以得到成型的洁具产品。
然后是成型。
成型是将经过制模的洁具产品进行修整、除边等处理。
修整是用刀具对洁具产品进行修整,保证产品的平整和规格尺寸的准确性。
除边是用砂轮进行打磨,去除洁具产品边缘的毛刺和粗糙。
紧接着是烘干。
烘干是将成型的洁具产品放入烘干房中进行干燥的过程。
烘干是为了使洁具产品中的水分蒸发,提高产品的硬度和强度,防止开裂和变形。
烘干的时间和温度需要根据洁具产品的形状和尺寸进行调整。
然后是烧结。
烧结是将烘干后的洁具产品放入窑炉中进行高温煅烧的过程。
煅烧温度一般在1200摄氏度以上,持续时间较长。
烧结的目的是使陶瓷粉末在高温下发生融合反应,形成致密的结构,提高产品的密度和强度。
接下来是喷釉。
喷釉是将经过烧结的洁具产品表面喷涂一层陶瓷釉料的过程。
喷涂的时候需要控制好喷涂的厚度和均匀度,以保证产品的光洁度和美观度。
喷釉后的产品需要进入再次烧结,使釉料在高温下熔化形成光滑的表面。
最后是包装。
包装是将成品洁具产品进行包装封装,以保护产品不受损坏。
常见的包装方式有纸箱包装和木箱包装,根据产品的尺寸和重量进行选择。
包装完成后,洁具产品就可以进行运输和销售。
以上就是洁具生产的主要工艺流程。
从原料准备到制模、成型、烘干、烧结、喷釉、包装,每个环节都需要严格控制工艺参数和质量要求,以确保最终产品的质量和性能。
洁具生产工艺流程的完善和精细化,对于提高产品品质、降低生产成本具有重要意义。
惠达浴室柜

自动封边机
进口自德国 品牌是豪迈。 性能是: 密封性好 准确度高, 效率高 降低成本、 有竞争优势
马氏六排钻
设备采自广东 其性能是: 多孔一次成型 准确度高 节省人工效率高
全封闭喷漆房
油漆简介: 表面油漆:聚酯漆,硬度高, 耐磨度高 其它品牌:烤漆或贴面, 硬度低 易划伤 亮光:光洁度高,易清洁 其它品牌:亚光、亮度低
材质:实木+实木组合板 颜色:全浅亚 特点:挂柜,不占地面 。小巧,适合小的卫生 间。
主推主销产品
HDCHG-FL051
600*450*450
材质:橡胶木
颜色:全浅亚
特点:挂柜,小巧,纯 实木柜体。
2010年浴室柜新品
HDCHG-A038-02
850*515*530
材质:科技木+杨木组 合板 颜色:全浅亚 特点:文理清晰顺畅 ,美观,漂亮大方。
拉手
锌合金拉手系列 手感细 腻 款式多样 铝拉手系列,优点不易划 伤 不易剥皮脱落 陶瓷拉手美观大方,不生 锈
挂件、柜脚
浴室柜柜脚 采用不锈钢 201材质 优点 在同等的 环境下不会生锈,铝柜 脚不会氧化剥皮脱落 挂件 采用冷压彩锌钢板 制作。不易生锈 采用50 吨冲压机重压
银镜
惠达浴镜系列采用优质浮法玻璃作为原片,依次经过
惠达浴室柜日常保养
2.应定期保养,每一季度保养 一次,用干净软布揩净家具表 面污迹后,可用家具专用上光 蜡均匀涂擦表面,稍后再用软 布擦亮,能使家具表面涂层持 续光亮且能增加其使用寿命。
惠达浴室柜日常保养
3. 门铰链和抽屉导轨等五 金配件每季度适当加些缝纫 机油,防止锈蚀及磨损;
惠达浴室柜常见故障及解决方法
760*500*420
卫浴陶瓷生产工艺流程
卫浴陶瓷生产工艺流程
《卫浴陶瓷生产工艺流程》
卫浴陶瓷是指在卫生间使用的陶瓷制品,包括洗手盆、马桶、浴缸等。
其生产工艺流程是经过多道工序制作的,下面将介绍一下其生产工艺流程。
首先是原料准备。
卫浴陶瓷的主要原料是粘土和瓷石,进入生产车间后要经过搅拌、干燥等处理,将原料制成坯料。
然后是成型。
坯料经过挤压、注塑等工艺加工成型,常见的有旋转成型、注塑成型和冲压成型。
接着是烧制。
成型后的卫浴陶瓷要经过高温烧制,一般烧制温度在1200℃以上。
这个过程是非常关键的,烧制的温度和时
间都会直接影响产品的质量。
之后是喷釉。
烧制后的卫浴陶瓷表面会进行喷釉处理,这个过程可以增加产品的光泽度和防水性能,同时也可以增强产品的美观性。
最后是包装。
经过一系列工序后的卫浴陶瓷产品需要进行包装,这个过程包括产品检验、包装设计和标识标牌添加等。
以上就是卫浴陶瓷的生产工艺流程,这个过程非常繁琐,需要经验丰富的工人来进行操作。
只有经过精心设计和严格管理,才能生产出高质量的卫浴陶瓷产品。
实木浴室柜工艺流程图
浴室柜分厂 实木柜车间生产工艺流程图【流程图】 【 流程说明】 1. 由各品牌产品部下达生产指令单 2. 经分厂生管办审核录入下发车间生产调度 3. 经车间调度录入生产排核实同时安排物控员采购物料 4. 调度员下达生产ERP 单各班长安排生产5. 由木工班长安排组长生产单6. 按产品受控图纸的规格厚度进行领料7.按产品要求正面见光材料或底板主次分明 8. 选料时根据产品的要求,同类产品的色差应保持大体一致 9. 完成工件不允许爆裂、内裂、发霉等的现象 10. 截料后所剩残料达到150mm 以上长度的必须齿接后另行使用,以防浪费 11. 完成工件应清点数量,放入地台板、写好流程单转下工序12. 按产品图纸的规格,根据材料的弯直来取截 13. 过完修边机材料后所剩残料达到25mm 以上宽度的必须拼好后另行使用,或者作小方条利用 14. 所备材料的修边面与其平整基本成直角90度 15. 修边机比标准规格尺寸宽、厚度各加3-5mm 。
16. 完成工件应清点数量,放入地台板、写好流程单转下工序17. 已完成单片纵锯的规格材料,产品所需受控图纸文件 18. 同等规格材料要求一次性刨完,以确保尺寸统一 19. 送料时,左手托起木料,右手握住木料尾端木料的基准面紧贴台面,加工面顺木纹方向送进 20. 刨压好的材料必须光滑,平整方正,无崩角缺边 21. 压料过程中,吃木不能太多,注意木板纹理的逆纹\顺纹 22. 完成工件应清点数量,放入地台板、写好流程单转下工序 23. 已完成双面压刨工序,待加工橡胶木的规格材料 24. 装上合适尺寸的梳齿刀具(按材料的大小不同而定)25. 调整刀具的高度,在一般的情况下,齿外两边平位是相对称的26. 待机械运转达到高速时,先试两条,查看梳齿的松紧度以及平整度 通常用手对压接入留1mm 以下,即为标准27. 首件必须自检,梳齿加工要求非常高,松紧与整体力度相关,缝隙要求压在0.2mm 以下。
柜子生产流程及施工标准
柜子生产流程及施工标准
概述
本文档旨在介绍柜子生产流程及施工标准,以指导相关工作人员在柜子生产过程中的操作。
生产流程
柜子的生产流程包括以下几个主要步骤:
1. 设计阶段
- 确定客户需求和要求
- 绘制柜子设计图纸
- 与客户确认设计方案
2. 材料准备
- 选择合适的板材和五金配件
- 准备所需的材料和工具
3. 切割与组装
- 根据设计图纸进行板材的切割
- 使用合适的连接方式进行柜子组装
4. 表面处理
- 进行砂光和抛光,以获得平滑的表面
- 进行涂漆、喷漆或贴膜等表面处理工艺
5. 质量检验
- 检查柜子的结构是否牢固
- 检查柜子的表面是否平整、无划痕等
6. 包装与交付
- 进行柜子的包装,确保安全运输
- 根据客户要求进行交付
施工标准
为了保证柜子的质量和使用寿命,应当遵守以下施工标准:
1. 材料选择
- 选择高质量的板材和五金配件,确保柜子的稳定性和耐久性
2. 切割与组装
- 精确切割板材,确保各部件的尺寸和角度准确
- 使用合适的连接方式,确保柜子的结构牢固
3. 表面处理
- 进行充分的砂光和抛光,以确保柜子表面光滑、有质感
- 使用环保的涂漆和贴膜,以保护柜子表面
4. 质量检验
- 检查柜子的结构是否平稳,无松动和变形等问题
- 检查柜子的表面是否光滑,无划痕和漏涂等问题
5. 包装与交付
- 使用适当的包装材料,确保柜子在运输过程中不受损
- 交付柜子之前进行最终的检查,确保符合客户要求和标准
以上即是柜子生产流程及施工标准的简要介绍,希望能对相关工作人员有所帮助。
浴室柜陶瓷盆生产工艺流程
浴室柜陶瓷盆生产工艺流程英文回答:The production process of a ceramic basin for a bathroom cabinet involves several steps. Firstly, the raw materials, such as clay and various minerals, are collected and processed. These materials are mixed together inspecific proportions to create a clay body with the desired properties. This clay body is then shaped into the form ofa basin through various methods, such as molding orthrowing on a potter's wheel.Once the basin shape is formed, it undergoes a drying process to remove any excess moisture. This is important to prevent cracking or warping during the firing process.After drying, the basin is carefully inspected for any imperfections or defects. Any necessary repairs or adjustments are made at this stage.Next, the basin is fired in a kiln at high temperatures.This firing process transforms the clay into a durable and heat-resistant ceramic material. The temperature andduration of the firing process are carefully controlled to achieve the desired strength and finish of the basin. After firing, the basin is allowed to cool down slowly to avoid any thermal shock that could cause it to crack.Once the basin has cooled, it is ready for glazing. Glazing is the process of applying a thin layer of glass-like material to the surface of the basin. This not only enhances the appearance of the basin but also provides a protective layer that makes it easier to clean and maintain. The glaze is carefully applied to the basin and then fired again at a lower temperature to fuse it to the ceramic surface.After glazing, the basin is inspected once again to ensure that the glaze is evenly applied and free from any defects. Any necessary touch-ups or corrections are made before the final firing. The basin is then fired for thelast time to give it a glossy finish and complete the production process.中文回答:浴室柜陶瓷盆的生产工艺流程包括几个步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钉装
第一次 手工底漆
板件底漆 半成品
油漆
板件底漆
板件底漆
半成品
半成品
第一次 油磨
擦格丽斯
打钢刷
刷封闭底漆
木磨
板件底漆 半成品
板件底漆 半成品
第二次油磨
油漆
第二次 手工底漆
板件底漆 半成品
第三次 油磨
喷面漆
入库
橡木浴室柜 成品
包装、钉架
橡木浴室柜 半成品
包装材料
组装
板件面漆 半成品
五金配件
半成品检验
注意事项
拆装结构:
1、封边时选择的封边条要跟板件表面材质一致(如:双面 贴橡胶木皮多层板要选择橡胶木皮封边条)
2、热弯工序只有PVC材质能做,实木和多层板需要弯板可 以直接在冷压机上完成。
3、部分拆装结构的板件需要进行钉装,如:抽盒,柜脚+铰 链垫板等。
4、没有造型的实木板件是不需要过封闭底工序的。 5、板件允许手工喷边+辊面 不允许手工喷面+辊边 6、双面贴橡胶木皮多层板的油漆工序与实木的油漆工序一
板件uV漆 半成品
柜体UV漆 半成品
白坯组装
面漆
板件面漆 半成品
入库
橡木浴室柜 成品
包装材料
包装、钉架
橡木浴室柜 半成品
五金配件
组装
橡木浴室柜 半成品
半成品 检验
工艺流程:
开料—钻孔—木磨—UV辊边 —UV辊面—油磨—面漆 注:拆装结构,板件为平板 可以辊面,边为直边可以辊 边。
工艺流程:
开料—镂铣(镂边,打下水孔)—钻孔(NC钻孔)—木磨 —封闭底漆—手工底漆(喷边)—辊面—油磨—面漆
致
7、白胚组装时只组装主柜主体不需要组装门板、抽屉。
注意事项
8、白胚组装时只能组装颜色一致的板件,当主柜主体有两 种或两种以上的颜色时根据图纸BOM表判定是否需要白胚 组装
钉装结构: 1、实木钉装结构的浴室柜所有板件需要进行封闭底。 2、柜体钉装时只钉装颜色一样的板件,当部分板件与柜体
颜色不一时则不进行钉装。 3、钉装结构的浴室柜门板,抽面等单独板件可以考虑辊边
—打磨—面漆
PVC浴室柜(拆装平面)生产工艺流程
PVC板
原材料检验
板件
开料
封边
板件
镂铣/钻孔
板件UV漆
白坯组装 半成品
柜体UV漆 半成品 柜体面漆 半成品
面漆
油漆
UV自动线 (辊面)
板件UV漆 半成品
PVC浴室柜 半成品
半成品检验
五金配件
板件
板件UV漆 半成品
边缘辊边机
边缘辊边机
组装
PVC浴室柜 半成品
注:板件为拆装结构,板件为直边可以辊面,边有造型不能 辊边需手工喷边。
工艺流程:
开料—镂铣(NC镂铣,手工镂铣, 打铰链孔)—钻孔(拉手孔)—木 磨—封闭底漆—打磨—手工底漆—
打磨—手工底漆—打磨—面漆
PVC浴室柜(钉装)生产工艺流程
PVC板
原材料检验
板件
开料
木磨
半成品
钉装
板件
钻孔
板件
热弯
精切
板件
包装、钉架
橡木浴室柜 半成品
包装材料
组装
板件面漆 半成品
五金配件
半成品检验
实木浴室柜(平面)生产工艺流程
橡木指接板
板件
板件
原材料检验
开料
镂铣
钻孔
板件UV漆
半成品
边缘辊边机
(可视边)
边缘辊边机
板件底漆 半成品
刷封闭底漆
板件
板件 油漆
木磨
板件uV漆 半成品
UV自动线
板件uV漆 半成品
UV自动线 (可视面板件)
实木浴室柜(异形面)生产工艺流程
橡木指接板
板件
板件
原材料检验
开料
镂铣
钻孔
板件
第一次 PE底漆
板件底漆 半成品
第一次 油漆 油磨
板件底漆 半成品
刷封闭底漆板件 油漆木磨板 Nhomakorabea底漆 半成品
板件底漆 半成品
第二次油磨
油漆
板件底漆
第二次 半成品 第三次
PE底漆
油磨
板件底漆
白坯组装 半成品
油漆
喷面漆
入库
橡木浴室柜 成品
辊面。其余钉装过的板件不考虑
仿古柜: 1、红橡木、白蜡木可以做开放漆,其余材质不考虑。 2、做开放漆时需要进行打钢刷工序,不是开放漆则不考虑
注意事项
3、擦格丽斯工序根据所做的油漆进行判定,如 雪山白,米黄色等油漆不需要擦格丽斯。
4、仿古柜所有板件都需要擦底得宝。
封边
板件
板件
镂铣
半成品
手工底漆
油磨
半成品
面漆
半成品
半成品检验
入库
成品
成品
包装
组装
钉装结构:除门板,抽屉外所有相同颜色的
板件钉装在一起后进行油漆加工
工艺流程:开料—镂铣(镂造型,镂下水孔
)—钉装(和侧板,隔板,后栈,前栈,幕前板钉 一起后进行油漆加工)—打磨—手工底漆—打磨—
面漆
工艺流程:
开料—热弯(PVC板 )—精切—镂铣( 镂铰链孔,拉手) —打磨—手工底漆
包装材料
包装、钉架
PVC浴室柜 成品
入库
多层板(三聚氰胺板)浴室柜生产工艺流程
多层实木板
板件
原材料检验
开料
镂铣
多层实木板浴室柜 半成品
包装、钉架
包装材料
组装
多层实木板浴室柜 半成品
五金配件
半成品检验
多层实木板浴室柜 成品
入库
板件
封边
板件
板件
钻孔
仿古柜生产工艺流程
原材料检验
板件
板件
开料
压料
镂铣
钻孔