全系列外圆车刀详细资料
45度外圆车刀要点

45度外圆车刀要点1.外圆车刀的结构和分类外圆车刀的结构包括刀体和刀柄两部分,刀体一般由硬质合金制成,形状为圆柱或圆锥形。
刀柄用于固定刀体,一般由高强度合金钢制成。
2.外圆车刀的刀尖选择刀尖是外圆车刀的关键部件,影响切削质量和加工效率。
常用的刀尖材料有硬质合金、高速钢和陶瓷等。
硬质合金刀尖具有硬度高、抗磨性好的特点,适用于加工硬度较高的材料。
高速钢刀尖具有寿命长、价格低廉的特点,适用于一般加工。
陶瓷刀尖具有耐高温、抗磨性好的特点,适用于高速加工。
根据工件的材料和加工要求选择合适的刀尖,刀尖的安装要注意固定牢固,切削角度要正确。
3.外圆车刀的工艺参数外圆车刀的工艺参数包括进给量、切削深度和切削速度等。
进给量是指刀具每转进给的距离,选择合适的进给量可以保证加工表面质量。
切削深度是指刀具切削的工件表面厚度,一般根据工件硬度和加工要求选择合适的切削深度。
切削速度是指刀具每分钟切削的线速度,选择合适的切削速度可以提高加工效率。
外圆车刀的工艺参数需要根据具体的工件材料、硬度和加工要求进行选择和调整,合理的工艺参数可以保证加工质量和效率。
4.外圆车刀的使用注意事项在使用外圆车刀时,需要注意以下几点:(1)刀具要经常检查并保持良好的状态,如有破损或磨损严重,及时更换。
(2)切削液要选择合适的种类和浓度,及时补充和更换,以保持良好的润滑和冷却效果。
(3)进给量和切削深度要根据不同的工件进行选择,避免过度切削或切削不足。
(4)切削速度要根据工件材料和加工要求进行选择,避免过高或过低导致刀具磨损或加工质量下降。
(5)使用外圆车刀时要保持切削过程的稳定,避免突然变化或振动引起刀具破损或工件表面质量下降。
通过正确选择刀尖、合理调整工艺参数和注意使用事项,可以使外圆车刀在加工过程中发挥出最佳的性能,提高加工质量和效率。
5常用车刀种类介绍

第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片

端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。
数控刀具外圆车刀表

a=20;b=20;L=125;h=20;s=25;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=38
查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看
外 圆 车 刀
型号 CCLNL2020K12 CCLNL2525M12 CCLNL2525M16 CCLNR2020K12 CCLNR2525M12 CCLNR2525M16 CCLNR3225P16 CDJNL2525M15 CDJNL3225P15 CDJNR2525M15 CDJNR3225P15 CKJNL2525M16 CKJNL3232P16 CKJNL4040R16 基本尺寸(mm) 基本尺寸 适用 刀片 型号 详细信息 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看 查看
a=32;b=25;L=170;h=32;s=32;e=32 a=32;b=32;L=170;h=32;s=40;e=38 a=32;b=32;L=170;h=32;s=40;e=45
a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32 a=32;b=25;L=170;h=32;s=32;e=32 a=25;b=25;L=150;h=25;s=32;e=32
常用车刀简介
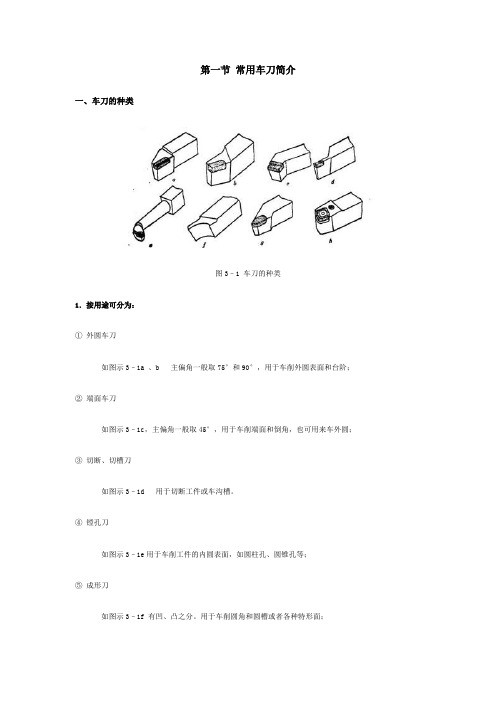
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
90°外圆车刀参数
90°外圆车刀参数90°外圆车刀是一种常用的车削刀具,它主要用于加工圆柱形、锥形和球面等外圆面,具有高效、精度高、寿命长等特点。
在使用90°外圆车刀时,需要了解其参数,以确保加工质量和效率。
一、刀体参数1. 刀体长度:指整个车刀的长度,通常为50mm或者63mm。
2. 切削角度:指车刀前端与工件表面的夹角,通常为90°。
3. 切削深度:指车刀可以达到的最大加工深度,通常为15mm。
4. 切削宽度:指车刀可以达到的最大加工宽度,通常为4mm或5mm。
5. 螺纹规格:指车刀与机床主轴连接的螺纹规格,通常为M16或M20。
6. 切削方向:指车刀适用于内径还是外径加工,在外径加工中使用。
二、切削刃参数1. 切削角度:指每个切削齿的前后夹角,通常为45°或60°。
2. 齿数:指每个车刀上装有多少个齿,通常为2-4个齿。
3. 齿距:指相邻两个齿的中心距离,通常为1.5mm或2.0mm。
4. 切削深度:指每个切削齿可以达到的最大加工深度,通常为0.5mm 或1.0mm。
5. 切削宽度:指每个切削齿可以达到的最大加工宽度,通常为1.5mm 或2.0mm。
6. 刃尖半径:指每个切削齿的刃尖半径大小,通常为0.2mm或0.4mm。
三、材质参数90°外圆车刀的材质对其加工效果和寿命有着很大的影响。
一般来说,90°外圆车刀的材质主要有以下几种:1. 高速钢(HSS):具有良好的耐磨性和耐腐蚀性,在加工低硬度金属时效果较好。
2. 硬质合金(WC):具有高硬度、高强度和高耐磨性,在加工高硬度金属时效果较好。
3. 陶瓷(Ceramic):具有极高硬度、极强抗磨损能力和优异的耐高温性能,在加工高硬度、高温度金属时效果最佳。
四、使用注意事项1. 在使用90°外圆车刀时,应根据加工材料和要求选择合适的切削速度、进给量和切削深度,以确保加工质量和效率。
普通外圆车刀的组成
普通外圆车刀的组成
普通外圆车刀是一种用于车削工件外圆形状的切削工具,主要由
刀柄、刀片和刀头组成。
刀柄是外圆车刀的主体部分,一般由高速钢或硬质合金制成。
刀
柄的形状有直柄、角柄和外锥柄等多种形式。
刀柄的主要功能是承受
切削力,并将其传递到刀片上。
刀柄的尺寸和结构需要与车床的刀架
相匹配,以确保刀具的稳定性和刚性。
刀片是实施切削操作的部分,也是最重要的部分。
刀片一般由高
速钢、硬质合金或陶瓷制成,具有良好的硬度和刚性。
刀片的形状有
直刀片、角刀片和半圆刀片等多种形式,不同形状的刀片适用于不同
类型的车削操作。
刀片通常通过夹紧机构固定在刀柄上,以确保刀片
的稳定性和精度。
刀头是刀片的后部延伸部分,它连接刀柄和刀片,具有连接和承
载功能。
刀头一般由钢制或硬质合金制成,具有良好的强度和刚性。
刀头的设计通常与刀片和刀柄的形状相匹配,以确保刀具的稳定性和
精度。
另外,普通外圆车刀还包括辅助部件和附件。
辅助部件主要包括
固定螺钉、调整螺钉和调整垫片等,用于夹紧和调整刀片的位置。
附
件主要包括切削液供给系统和切削力测量装置等,用于提供冷却和润
滑切削液,并监测切削过程中的切削力。
总结起来,普通外圆车刀的主要组成部分包括刀柄、刀片和刀头,辅助部件和附件。
这些部件的合理设计和配合,能够实现外圆车削操
作的高效率、高质量和高精度。
同时,使用普通外圆车刀时需要注意
选择合适的刀具材料、刀具形状和刀具参数,以满足不同工件的加工
要求。
外圆车刀的设计详解
外圆车刀的设计详解外圆车刀是用于车削工件外圆面的一种切削工具。
它广泛应用于机械加工行业,能够实现高效精确的车削加工。
以下是对外圆车刀设计的详解。
1.外圆车刀结构:外圆车刀主要由刀体、刀柄和刀片组成。
刀体是外圆车刀的主体部分,一般由合金钢或硬质合金制成。
刀体的设计通常考虑刚度、切削力和刀片的定位。
刀柄用于固定刀体,并且能够提供稳定的切削条件。
刀片是外圆车刀最关键的部分,通常由硬质合金或陶瓷材料制成,具有良好的切削性能和耐磨性。
2.外圆车刀的工作原理:外圆车刀在车削过程中,通过刀片的旋转运动和工件的进给运动,将工件的外圆面进行切削。
刀片的设计通常包括前角、后角、刀点与刃口的夹角等参数。
前角和后角影响刀片的切削力和切削质量,刀点与刃口的夹角决定切削刃的形状。
3.外圆车刀的分类:外圆车刀根据刀片的形状和切削方向可以分为不同类型,如V型、C 型、D型等。
V型外圆车刀适用于外圆车削和外圆镗削;C型外圆车刀适用于外圆车削和端面车削;D型外圆车刀适用于外圆车削和倒角。
4.外圆车刀的设计要点:外圆车刀的设计需要考虑多个因素,如刀片的材料、刀片的形状、刀片的固定方式等。
刀片的材料应具有良好的硬度和耐磨性,常用的材料有硬质合金、陶瓷等。
刀片的形状应根据车削工件的要求来设计,通常有圆形、角形等。
刀片的固定方式有夹持式、螺钉式等,应选择适合的固定方式。
5.外圆车刀的应用范围:外圆车刀广泛应用于各种工件的车削加工中,如轴类零件、法兰类零件、齿轮、滚筒等。
外圆车刀能够实现高效精确的车削加工,提高工件的精度和表面质量。
综上所述,外圆车刀的设计考虑了刀体、刀柄和刀片的结构,刀片的形状、材料和固定方式等因素。
它是一种非常重要的切削工具,能够实现高效精确的车削加工,广泛应用于机械加工行业。
在实际应用中,需要根据具体的工件和加工要求来选择合适的外圆车刀,并保持刀具的良好状态,以获得良好的加工效果。
90度、75度 45度外圆刀用途
90度、75度45度外圆刀用途摘要:一、外圆刀简介1.定义与分类2.常见的外圆刀类型二、90度、75度、45度外圆刀用途1.90度外圆刀用途2.75度外圆刀用途3.45度外圆刀用途三、外圆刀的选择与应用1.根据加工材料选择2.根据加工方式选择3.根据加工精度选择四、外圆刀的使用与维护1.使用注意事项2.刃磨与更换3.保养与存放正文:一、外圆刀简介外圆刀是一种常见的切削工具,主要用于加工圆柱形、圆锥形及圆弧形零件的外表面。
根据刀具角度的不同,外圆刀可分为90度、75度、45度等不同类型。
这些不同类型的外圆刀具有不同的刀尖强度和切削性能,因此适用于不同的加工场合。
二、90度、75度、45度外圆刀用途1.90度外圆刀用途90度外圆刀的刀尖强度较高,适用于粗加工和半精加工。
在钢铁、铸铁等较硬材料的加工中,90度外圆刀具有较好的切削性能。
此外,90度外圆刀还常用于加工大型零件的外圆表面。
2.75度外圆刀用途75度外圆刀的刀尖强度适中,切削性能较好,适用于一般的精加工。
在加工不锈钢、铜、铝等较软材料时,75度外圆刀可获得较高的加工精度和表面质量。
因此,75度外圆刀在通用机床上得到了广泛应用。
3.45度外圆刀用途45度外圆刀的刀尖强度较低,但切削刃较长,适用于精细加工和半精加工。
在加工小型零件、微型零件及具有复杂形状的零件时,45度外圆刀可获得较好的加工效果。
此外,45度外圆刀还适用于加工薄壁零件和易变形零件。
三、外圆刀的选择与应用在选择外圆刀时,应根据加工零件的材料、加工精度、加工方式等因素进行综合考虑。
合理选择外圆刀具,可提高加工效率,降低加工成本,提高零件加工质量。
1.根据加工材料选择不同材料的外圆刀具有不同的切削性能。
在选择外圆刀时,应根据加工材料的硬度、韧性等特点选择合适的角度和形状的外圆刀。
2.根据加工方式选择外圆刀在加工过程中,可分为车削、铣削等不同方式。
根据加工方式的不同,外圆刀的设计和刀尖强度也会有所不同。
外圆车刀的种类和用途
外圆车刀的种类和用途以外圆车刀的种类和用途为标题,我们将介绍外圆车刀的定义、分类、特点以及在机械加工中的常见应用。
一、定义外圆车刀是一种用于加工工件外圆的切削工具。
它通常由刀杆和刀片两部分组成,刀片上有一或多个切削刃,通过刀杆将刀片固定在机床上。
二、分类根据外圆车刀的结构和功能特点,可以将其分为以下几类:1. 固定刀片外圆车刀:刀片固定在刀杆上,不能更换或调整切削刃的位置。
这种外圆车刀结构简单,使用方便,适用于一些简单的外圆车削加工。
2. 可调式刀片外圆车刀:刀片可以在刀杆上调整位置,以适应不同直径的工件加工。
这种外圆车刀具有较大的灵活性和可调性,可以适用于不同规格的工件加工。
3. 旋转式刀片外圆车刀:刀片固定在刀杆上,并可以旋转,使切削刃与工件接触形成切削。
这种外圆车刀适用于高速车削和精密车削,具有较高的工作效率和加工精度。
4. 特殊形状刀片外圆车刀:根据工件加工的需要,刀片可以设计成特殊的形状,如V型、U型等。
这种外圆车刀适用于特殊形状工件的加工,可以提高加工效率和质量。
三、特点外圆车刀具有以下几个特点:1. 刀片材料硬度高:为了保证刀片的切削性能和寿命,外圆车刀通常采用硬质合金、高速钢等材料制造,具有较高的硬度和耐磨性。
2. 切削刃的形状多样:外圆车刀的切削刃可以设计成不同的形状,如圆弧形、直线形等,以适应不同形状的工件加工需求。
3. 刀片的刃数可变:外圆车刀的刀片上可以有一或多个刃,刃数的选择与工件加工的要求有关,可以根据需要进行调整。
4. 刀片的固定方式多样:外圆车刀的刀片可以通过夹紧、螺纹等方式固定在刀杆上,固定方式的选择与加工精度和切削力的要求有关。
四、应用外圆车刀在机械加工中具有广泛的应用,常见的应用包括以下几个方面:1. 外圆车削:外圆车刀主要用于工件的外圆车削,可以加工出不同直径和形状的外圆表面。
2. 内外径车削:通过调整外圆车刀的刀片位置和角度,可以实现对工件内外径的同时加工,提高加工效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MS830
QQ:250183839 18098923678
h
b
切 槽 切 断 加 工
B06
R
MZG
数控车刀
CNC Turning Tool
QQ:250183839 18098923678
MCMNN-100型
外圆车削
40度倒角
40°
刀片:A01 零配件:K01
主偏角40°
h1
MDJNR/L 1616H11 16 16 100 31.5 16 20
PL20
2020K11 20 20 125 33 20 25 DN..1104.. CTM617 MD1103
PL30
切
2525M11 25 25 150 33 25 32
HL1814
槽
1616H15 32 32 170 31.5 32 20
L1
5°
L
b
h
h1
外
刀把型号
尺寸 Dimensions
刀片Insert 中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 压板Clamp Stock
Screw
圆
Ordering code
h b L L1 h1 f
RL
车
MCLNR/L 1616H12 16 16 100 32 16 20
削
2020K12 20 20 125 32 20 25
16 8 20 10
CN..1204.. CTM617 MC1204 25 12.5 32 16 25 12.5
CN..1606.. CTM822 MC1604 32 16 32 16 CN..1906.. CTM1022 MC1904
PL25 PL30
PL30 PL40 PL40
MS625 HL1814
RL
螺
MCGNR/L 1616H12 16 16 100 32 16 20
纹
2020K12 20 20 125 32 20 25
PL25
CN..1204.. CTM617 MC1204
MS625 HL1814
2525M12 25 25 150 32 25 32
PL30
车
3232P12 32 32 170 32 32 40
b
R
MZG
数控车刀
CNC Turning Tool
QQ:250183839 18098923678
MCFN型
外圆车削 端面车削
91°
91°
L1 6°
L
f
h
h1
刀片:A01 零配件:K01
6°
主偏角91°
刀把型号
尺寸 Dimensions
刀片Insert
中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 Screw
50°
f
0° 9°
50° L
L1
车 削
刀把型号
Ordering code
尺寸 Dimensions h b L L1 h1 f
MC MN N 1616H12-100 16 16 100 35 16 8
刀片Insert
中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 Screw
压板Clamp Stock RL
尺寸 Dimensions b L L1 h1 f
刀片Insert
中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 Screw
压板Clamp Stock RL
16 100 35 20 125 35 25 150 38 32 170 38 25 150 43 32 170 43 32 170 45
外圆车削
F
B
端面车削
内
刀片:A01
孔
零配件:K01
车
削
主偏角
95°
95° E
L
A
E-TYPE
刀把型号
尺寸 Dimensions
刀片Insert 垫片 Shim 中心销 Pin 压板Clamp 螺丝 Screw C 扣环 扳手 Wrench Stock
Ordering code
螺
ABL EF
RL
纹
ECLNR/L 2020K12 20 20 125 32 25
MS830 HL2217
3232P16 32 32 170 37 32 40
PL40
组
3232P19 32 32 170 37 32 40
化
CN..1906.. CTM1022 MC1904 PL40 MS830 HL2217 4040R19 40 40 200 38 40 50
车
削
ECLN 93°
MS625
切
2020K15 25 25 150 39 25 25 DN..1504..
MD1506 PL25
CTM619
HL2114
2525M15 32 32 170 40 32 32 DN..1506..
MD1504 PL30
断
3232P15 32 32 170 42 32 40
PL30
CN..1606.. CTM822 MC1604
MS830
3232P16-100 32 32 170 43 32 16
PL40
HL2217
小
3232P19-100 32 32 170 45 32 16 CN..1906.. CTM1022 MC1904 PL40 MS830
零
h1 f
件
加
MDPNN型
PL25
CN..1204.. CTM617 MC1204
MS625 HL1814
2525M12 25 25 150 32 25 32
PL30
3232P12 32 32 170 32 32 40
2525M16 25 25 150 37 25 32
PL30
模
CN..1606.. CTM822 MC1604
RL
MDPNN 1616H11 16 16 100 31.5 16 8
模
PL20
2020K11 20 20 125 33 20 10 DN..1104.. CTM617 MD1103
组
2525M11 25 25 150 33 25 12.5
PL30
HL1814
化
1616H15 32 32 170 31.5 32 8
车
CN□□ SMC
CN
LW030
2525M12 25 25 150 32 32
LW-4
CS80 C-6
1204□□ -432
12- 2
LW040
削
3232P12 32 32 170 32 40
2525M16 25 25 150 32 32 CN□□ SMC
CN
LW-5
CS80 C-6 LW040
3232P16 32 32 170 32 40 1606□□ -416
刀
2020K12-100 20 20 125 35 20 10
PL25
CN..1204.. CTM617 MC1204
MS625 HL1814
2525M1 2-100 25 25 150 38 25 12.5
PL30
具
3232P12-100 32 32 170 38 32 16
2525M1 6-100 25 25 150 43 25 12.5
孔 外圆车削
车
削
EDJN型
93°
3°
L1
6°
L
刀片:A02
6°
螺
主偏角93°
零配件:K01
纹
车
刀把型号
尺寸 Dimensions
刀片Insert 中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 压板Clamp Stock
Screw
削
Ordering code
h b L L1 h1 f
RL
削
MCMNN-80型
外圆车削 50度倒角
刀片:A01 零配件:K01
50°
主偏角50°
0° 9°
f
40°
40° L1
L
h1
刀把型号
Ordering code
h
MCMNN 1616H12-80 16 2020K12-80 20 2525M12-80 25 3232P12-80 32 2525M16-80 25 3232P16-80 32 3232P19-80 32
RL
MCSNR/L 1616H12 16 16 100 32 16 20
2020K12 20 20 125 32 20 25
PL25
CN..1204.. CTM617 MC1204
MS625 HL1814
模
2525M12 25 25 150 32 25 32
PL30
组Leabharlann 3232P12 32 32 170 32 32 40
刀片Insert
中心销 Pin 刀垫 Shim 扳手Wrench 双头螺丝 Screw
压板Clamp Stock RL
车 削
2020K12 20 20 125 32 20 25
PL25
CN..1204.. CTM617 MC1204
MS625 HL1814
刀
2525M12 25 25 150 32 25 32
PL30
CN..1606.. CTM822 MC1604
3232P16 32 32 170 37 32 27
PL40
3232P19 32 32 170 37 32 27 CN..1906.. CTM1022 MC1904 PL40