标准工时测定时间记录表
标准工时统计表样板
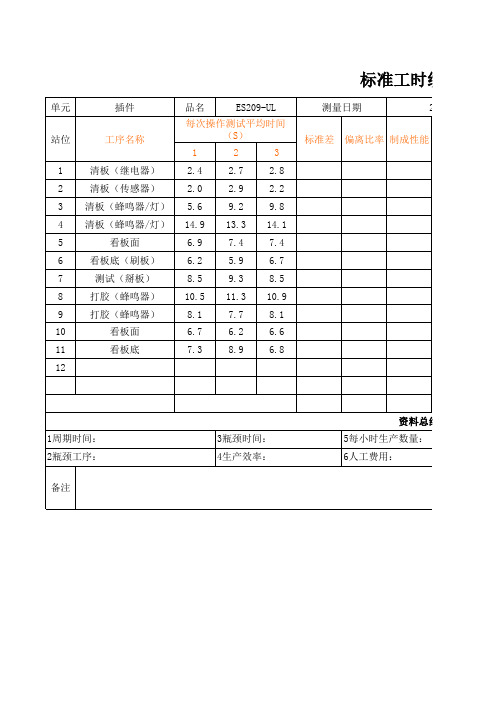
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时表样板
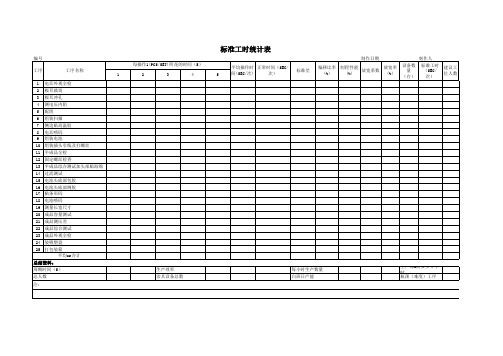
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时表

标准工时(工序) 标准工时(工序)测量记录表
产品名称 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 空调扇 (外销) 工序名称
左装饰条+前壳固定、锁螺丝 右装饰条+前壳固定、锁螺丝 短叶片+连杆组装 短叶片装入前壳 负离子、负离子盖+前壳固定、锁螺丝 短叶片压条+前壳固定、锁螺丝 水箱装脚轮、装水塞 水箱试水出、水管装入水泵固定 固定左右耳、水位支架、锁螺丝 水泵、水泵压盖+水箱固定、锁螺丝 加水门装磁铁粒、左侧板装门吸铁片、装加水门 电源线穿入左侧板固定.装线扣、锁螺丝 水箱、左侧板装入前壳固定、锁螺丝 压线码固定、扎线 右侧板+前壳固定、锁螺丝 电机+风轮固定、锁螺丝 轴承组装 挡风板、轴承+风轮支架固定、锁螺丝 电机组件+风轮支架固定 风轮组件装入前壳固定、锁螺丝 装长叶片、摆杆、打油 固定保护网、锁螺丝 变压器、同步电机+上连接板固定、锁螺丝 偏心轮+风向电机固定、启动电容+上连接板固定 接收窗、灯板+PCB支架固定、锁螺丝 按键、按键板装入支架固定、锁螺丝 PCB支架组件装入前壳固定 上连接板组件装入固定、锁螺丝 主机板装入上连接板、插排线 主PCB板、电源线+上连接板固定 打线帽、插排线
型号 DF-168B(01) 拉别
K
记录人
观测时间(秒) 28 28 24 32 28 28 27 28 24 24 35 29 36 26 29 33 23 28 28 34 35 32 32 24 36 32 29 33 33 28 24 29 29 26 24 29 27 25 29 26 27 35 28 35 28 31 32 29 22 26 32 36 34 32 26 34 36 26 31 31 27 28 27 29 32 28 29 29 25 30 26 28 26 28 35 28 30 32 28 26 22 35 30 33 33 26 32 35 26 30 32 28 26 28 30 31 27 27 29 26 27 26 28 32 30 36 23 31 35 28 26 26 29 31 33 33 25 30 32 25 30 32 27 25 29 30 28 26 28 28 28 28 25 27 25 26 30 24 32 28 32 28 26 24 34 30 32 26 32 30 26 26 34 27 25 30 30 27 27 26 30 27 29 24 29 36 26 34 26 31 20 30 27 28 32 34 30 30 23 30 31 27 30 31 30 26 30 28 30 32 25 27 35 28 25 27 34 28 32 24 30 28 32 26 22 33 32 32 32 24 30 27 24 32 32 24 24 28 29 30 30 29 31 27 32 24 28 34 27 31 21 30 36 30 28 26 27 32 30 30 26 31 26 26 26 32 27 25 30 30 27 31 32 30 34 29 25 27 25 30 35 24 30 36 22 28 24 29 31 33 31 22 34 24 22 32 31 29 25
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
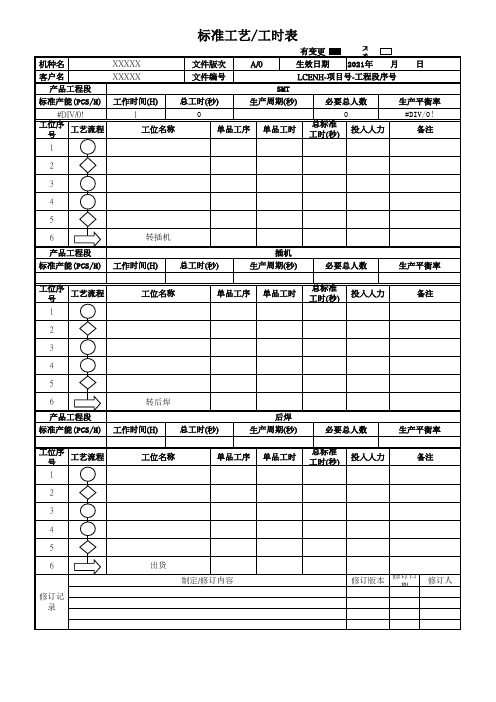
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
标准工时作业规范(含表格)
标准工时作业规范(ISO9001-2015)1.目的规范标准工时作业流程,为人力设备需求评估、产能估算、生产计划、费用率及成本析等相关工作提供可靠之工时数据。
2.范围适用标准工时管理作业3.名词解释3.1.标准工时(S/T):具有平均熟练程度的操作者,在标准作业条件和环境下,以正常的作业速度和标准的程序方法,完成某一项作业所需要的总时间。
其计算公式为:『标准工时=实测作业时间×评比系数×(1+宽放率)=正常作业时间×(1+宽放率)』3.1.1平均熟练程度的操作者:经培训认可合格,在某工种有5个月以上的工作实践经验者,可视为该工种之平均熟练程度的操作者。
3.1.2标准作业条件和环境:即工作区域之设备、工装夹具、物料、微气候等处于安全合适的条件下。
3.1.3正常的作业速度和标准的程序方法:在不至于引起过度的精神或身体的疲劳的速度下,以规定的操作步骤、操作方法进行作业。
3.1.4实测作业时间:即观测者测得的作业人员在标准条件实际作业所需时间。
3.1.5正常作业时间:合格工人按规定的作业规范进行工作所需要的时间。
『正常作业时间=实测作业时间×评比系数』3.1.6工作评比:即把操作者的实际绩效与标准绩效进行比较,亦随之将实测作业时间调整为正常作业时间之方法。
3.1.6.1.评比系数:由于操作者的作业速度存在个体差异,需要在实测作业时间的基础上加入的修正系数。
3.1.6.2.平准化法(Leveling):又称西屋法(Westinghousesystem)﹐为美国西屋电气公司所首创﹐是时间研究中应用最为广泛的一种评比方法。
它将熟练﹑努力﹑工作环境﹑一致性四者作为衡量工作的主要评比因素﹐每个评比因素再分为超佳(或理想)﹑优﹑良﹑平均﹑可﹑欠佳六个高低程度的等级。
3.1.7宽放率(%):指操作者因为生理因素、操作方法、客观条件等因素造成的时间延误比率,在正常时间基础上加入的修正系数,通常以工作抽样法获取基础数据来确定。
标准工时测量记录表

工序名称: 设备名称 产品名称
观测者: 设备型号 零件名称
日期: 工艺参数: 零件编号:
N o
作业单元
人机关 系 作业
测定时间
人 机 人数 1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
标准时间
代 表
符号
超 级
A
修正数 +0.15
熟练程度评比系数表
动作特点
动作绝对顺畅,难以分清动作之间的分界
C
+0.05 能过持续长久的最佳动作
D
0
平稳 地工作,似有多少未尽余力
较 差
E
劣F
-0.05 -0.16
很多犹豫不诀,动作有些笨拙 犹豫不诀十分明显,笨拙,有很多错误
较差 劣
E
-0.05 工作慢
F
-0.12 工作慢且明显地浪费时间
代表 超级
优B
+0.11
动作十分顺畅
优
良C
+0.06
动作顺畅,没有犹豫不诀
良
平 均
D
0
动作组合尚佳,犹豫不诀难以发现
平均
作业班组:
材料规格:
10
平均时间
秒
努力程度评比系数表
符号 修正数
动作特点
A
+0.13 最大可能的努力,不可能继续下去
B
+0.10 十分努力,不能保持超过几天
标准工时统一表格(模板)
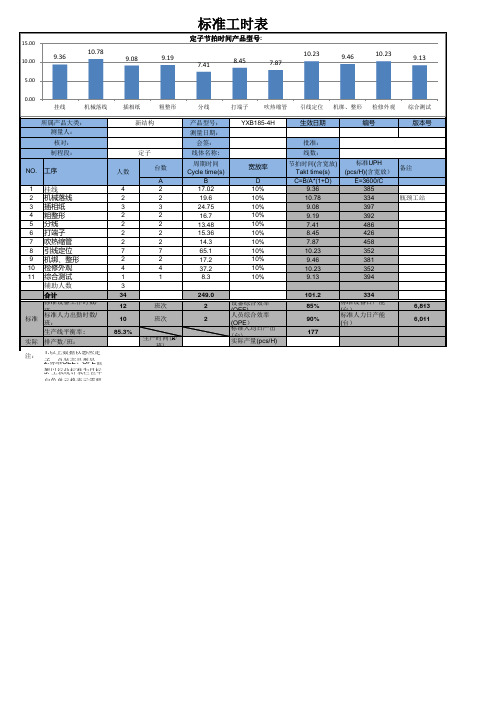
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时测定方式

理想 优 良 平均 可 劣 备注:设 某项作业 在测时测 定之时, 评被观测 者的熟练 系数为 B2,努力 系数为 C2,经查 系数表: B2=+0.08 ,E2=+0.0 2,若平均 值为 0.075min ,则正常 工时 =0.075* (1+0.08 +0.02) =0.083mi n.
2.平准化 评比 主要将影 响速度的 原因区分 为四大原 因,即熟 练程度、 努力程度 、工作环 境、和一 致性,每 一要项
(3)有温度变化较大 (4)温度变化极大,对人不利 (1)光照度在标准之间 (2)正常一般照明水平 (3)光线弱或过强,影响人的情绪 (4)非常弱的光线并且明暗变化剧烈,严重影响情绪 (1)地面光洁 (2)普通状态地面 (3)潮湿不干净 (4)潮湿容易滑倒的地面
一、标准 工时观测 次数
作业周期时间(min) 40以上 20-40 10-20 5-10 2-5 1.0-2.0 0.75-1.0 0.5-0.75
0.25-0.50 0.10-0.25 0.10以下
GE观测次 数表
二、标准 工时异常 摒除法
1、标准 差和平均 值法 先计算出 所收集数 值的标准 差和平均 数,一般 取2个标 准差为范 围,以平 均数为中 心, 将超过或 低于平均 数2个标 准差的观 测值全部 去除,再 重新计算 平均值。
2、算术 平均法
观测次数 3 5 8 10 15 20 30 40 60 100 200
求算所收 集数值的 算术平 均,求出 比总平均 高或低于 一定比例 者,例如 高于 30%,低 于25%。
三、宽放 的制定