标准工时测试记录表
标准工时统计表样板
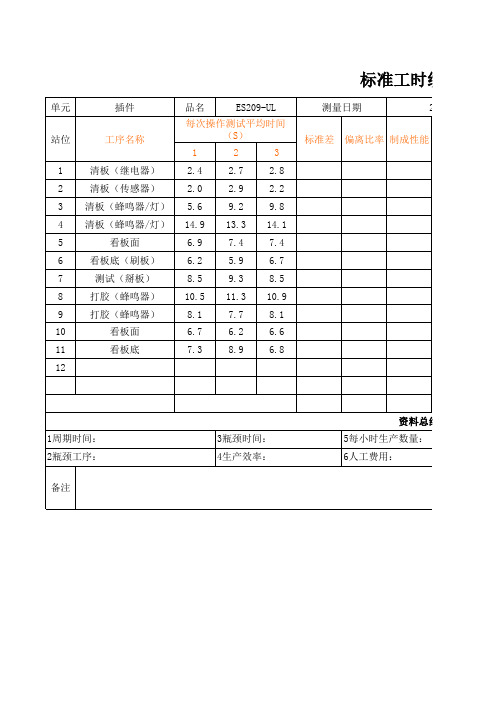
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时表样板
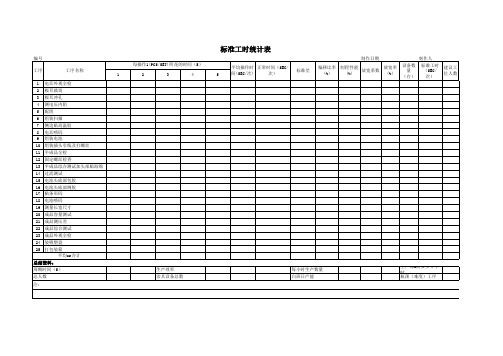
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时的测量方法
标准工时的测量方法一.概述目前测量标准工时的方法很多,诸如马表抽样测量法(Stop-watch Time Study),简明工作要素分析法(Basic Work Factor),时间预测评估法(PTS)等 ,为使IE测量技术人员能够有一个共同测时依据,结合公司的特点,考虑成本及效率因素,配合生产线之作业型式,本公司采用的是马表抽样测量法(Stop-watch Time Study).二.目的利用时间研究马表法收集的数据, 配合生产线之作业方式,研拟一套标准工时的测量方法及流程,以此作为IE工作人员测量工时依循的步骤及方法,使标准更合理化,以符合实际应用之需求.三.适用范围冲压,塑料,组装,烤漆均适用之四.内容(一)名词界定马表直接测时法(Stop-watch Time Study):以马表直接测量所欲测量之作业单元(Element),再视受测者之精神状况及工作之难易程度,给予宽放值及评比.标准工时(Standard Time简记为S/T):所谓标准工时,是指在一定的标准状况下(工作环境舒适,无压力),一个合格正常且有良好训练之操作员.以正常的操作速度完成指定的作业所需之工时.瓶颈工时(Longest Time简记为L/T):系指流程中影响产能最大的工序所花费的时间.基准周期时间(Cycle Time简记为C/T):系指完成各工序一次之循环时间.(不含宽放)平衡率(Balance Rating):是指反映流水线人员分配之合理与否的一个指标.宽放率(Allowance Rating):在生产过程中由于生理因素,疲劳因素,工作环境等因素而给操作动作一适切的宽放.(二) 计算公式瓶颈工时(L/T)=(C/T)max标准工时(S/T)=(C/T)max*标准人数*(1+宽放率)*(1+评比%) 平衡率=Σ(C/T)i/(C/T)max*标准人数(三)影响标准工时之因素(1)操作方式(2) 材料及零件(3)设备及工具(4)工作位置及布置(5)工作环境(6)质量之要求(7)日产量之设定(四)标准工时的测量作业流程(参见附件(一))(五)标准工时的测量步骤(1)步骤一:准备测量的设备及时间研究表格A.马表(Stop Watch)B.时间观测板(Time Study Board)C.时间研究表格(Time Study Form)(参考附件二:标准工时测量记录表)D.计算器(Calculator)(2)步骤二:收集研究操作之相关资料时间研究作业之前必须对受测试的机种,材料的规格,观测对象的选定与操作方法等有充分的了解,数据必须相当齐全,才不至于观测时间造成不必要的困扰.(3)步骤三:决定工时的测量方式a.塑料产品,电子产品等机器设备操作之测量方式参考附件三b.其余制程人工操作工时测量方式参考附件四(4)步骤四:决定人员配置根据作业的难易及生产线的实际情况,结合操作单元动作要素之相互关系,对每一工位以合理的人员配置,确保流水线顺畅,不影响产能.(5)步骤五:决定观测次数观测次数的多少会影工时的可信度,最好依照信赖度的原则,并考虑经济性,决定最后的次数.(6)步骤六:测量基准周期时间测量基准周期时间(C/T)是指操作者完成一次作业之循环时间.在测基准周期时间时会因人员的疏忽,不熟练,或外来因素,如换刀具,治具,组长询问,造成作业延迟,这些数值必须作特殊记录.(7)步骤七:摒弃异常值将步骤六归纳的观测值进行数据分析,将异常值予以摒弃.再将摒弃异常值后,所剩的有效样本值,求其平均值.摒弃异常值的方法参考附件五.(8)步骤八:选择瓶颈工时(9)步骤九:决定宽放值(Allowance)(a)意义:操作员在作业过程中,不可能一直以相同的速度操作,会有干扰,或精神上的疲劳造成速度降低,这些非作业时间,就是所谓的宽放时间.(b)宽放时间的种类:宽放时间可分为一般宽放和特殊宽放(1)一般宽放时间可分为:私事,疲劳和作业等三种(一)私事宽放:例如上厕所,喝水等方面的宽放(二)疲劳宽放:恢疲劳所必须的休息时间(三)作业时间:进行作业时发生的小事.例如:清扫铁屑,作业上的讨论等琐事所造成的时间延迟.(2)特殊宽放时间可分为:管理,小组,特殊干扰等.(3)本公司宽放之规定:作业宽放2%,疲劳宽放5%,生理宽放2%,管理宽放1%,机器宽放4%,其它特殊宽放1%,合计15%.(10)步骤十:决定评比(Performance Rating)A:意义:评比是一种判断或评价的技术,目的在使实际的操作时间,在正常的标准工作环境之下,调整至正常的速度基准之下.B:实施时机:观测各操作单元时,必须依据实际操作情况给予评比.C:方法:评比的方法中,最被广泛应用的是“平准化法(Leveling)”.此法是以“熟练(Skill)”, “努力(Effort)”, “工作环境(Conditions)”和“一致性(Consisyency)”四项为主要的衡量要素.每个评比因素又分若干程度的等级,各等级赋予固定而适当的系数,评比时将各因素系数相加,既得评比系数.通常“一致性”和“熟练”近似相关,可并入“熟练”因素中考虑.而“工作环境”在评比时一般视为“平均”,其调整通常并在“宽放”中.所以,严格说来,只需评比“熟练”及“努力”两项因素.各因素之评比系数参考附件七.(11)步骤十一:计算标准工时标准工时=瓶颈工时*标准人数*(1+评比%)*(1+宽放率)五.附件(一)标准工时测量流程(二)标准工时的测量记录表(三)机器设备工时测量方式(四)制程人工工时测量方式(五)摒弃异常值的方法(六)宽放的种类与公同规定(七)各因素之评比系数参考附件。
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
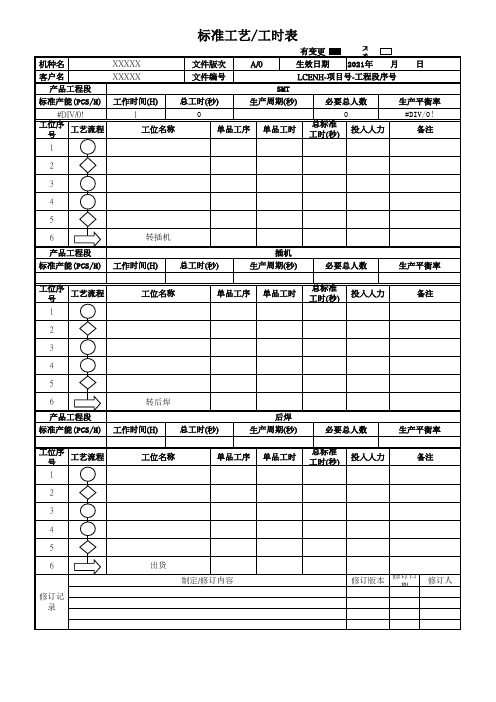
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
sap标准工时底表
sap标准工时底表SAP标准工时底表是一个用于记录和跟踪员工工时信息的表格。
它通常包含以下列:1. 员工编号(Employee ID):用于唯一标识员工的编号。
2. 员工姓名(Employee Name):员工的全名。
3. 日期(Date):工时记录的日期。
4. 上班时间(Start Time):员工当天开始工作的时间。
5. 下班时间(End Time):员工当天结束工作的时间。
6. 工时数(Hours Worked):员工当天实际工作的工时数。
7. 工种/职位(Job Title):员工的职位或工种。
8. 部门(Department):员工所属的部门。
9. 工作地点(Work Location):员工的工作地点。
10. 备注(Notes):其他需要记录的信息,如请假、加班等特殊情况。
通过SAP标准工时底表,企业可以方便地跟踪员工的工时记录,了解员工的出勤情况、加班情况等,并据此进行薪资计算和绩效评估。
同时,该表格还可以帮助企业监控工时合规性,确保符合相关法律法规的要求。
SAP标准工时底表具有以下作用和用途:1. 员工工时管理:SAP标准工时底表用于记录和跟踪员工的工时信息,包括出勤、加班、请假等情况。
这有助于企业了解员工的实际工作情况,为薪资计算和绩效评估提供依据。
2. 薪资计算:SAP标准工时底表中的工时数和相关字段可用于计算员工的薪资。
企业可以根据员工的工时记录和薪资标准计算工资,确保工资计算的准确性和及时性。
3. 绩效评估:SAP标准工时底表中的工时数和其他字段可用于评估员工的工作表现。
通过对员工的出勤、加班等情况进行分析,可以了解员工的工作态度和工作效率,为绩效评估提供依据。
4. 工时合规性监控:SAP标准工时底表可以帮助企业监控工时合规性,确保符合相关法律法规的要求。
企业可以通过对工时记录的审查和分析,发现可能存在的工时违规情况,及时进行调整和纠正。
5. 生产计划和调度:SAP标准工时底表中的数据可用于生产计划和调度。
标准工时表
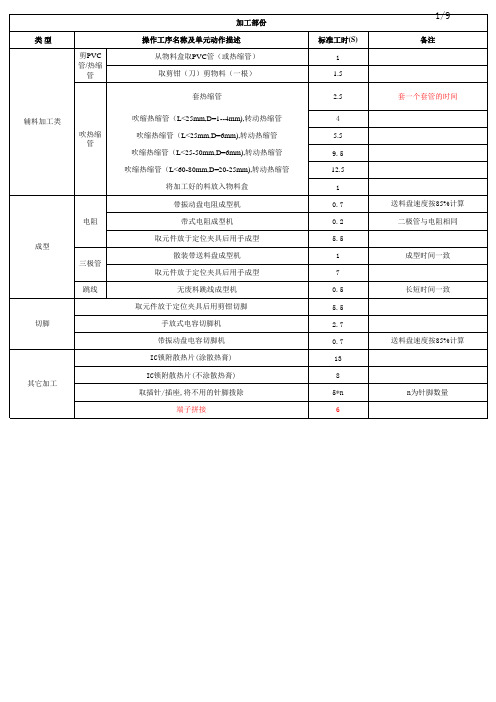
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
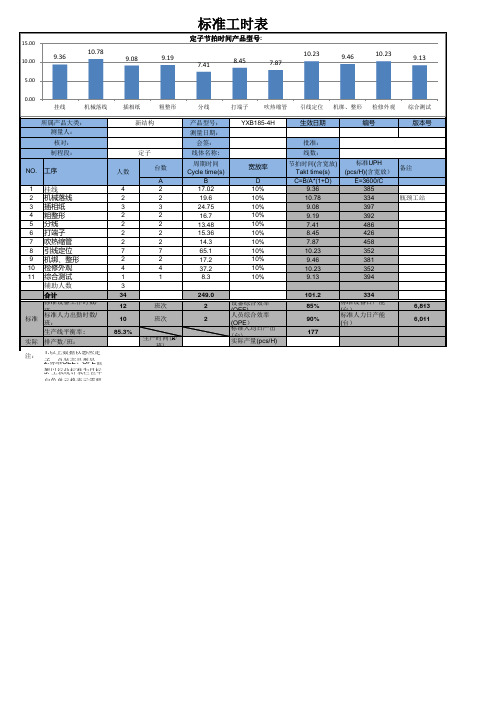
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时统计表-新

之和;5.产线平 人)时间之和;8.
1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1
1.0 1.1 1.2 1.0 1.1 1.0 1.0 1.1 1.0 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.1
1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0%
8.5 25.9 11 9.6 11.6 16.7 1.3 21.4 34.6 33.1 16.8 21.5 40.5 54.6 22.5 40.4 38.3 61.9 47.9 30.9 549.00
1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1
1 1 1 1 1 1 1
8.3 25.9 11.2 9.3 11.2 17.2 1.3 20.3 32.7 65.2 15.4 21.3 39.5 54.4 22.3 40.6 38 61.3 46.8 35
0.93 0.09 0.69 1.08 1.75 1.01 0.65 1.10 1.09 0.32 1.10 0.65 0.62 0.71 3.51
标准工时及产能统计表
单元
工序
目标效率: 目标良率: 2018/11/23 8:55
平均操作 生产 数 时间 量 (sec/次) (set/次) 评定 系数 宽放率
90% 98% 吴木辉
装配
工序名称
品名
E123
每次操作时间(s) 标准差 0.27 0.54 0.37 0.13 0.22
测量日期
偏离 比率 制程 性能
8.9 26.2 11.4 9.5 11.8 17.6 1.2 21.3 34.8 68.7 17.6 20.9 40.2 54.7 22.8 41.3 37.9 61.5 48.2 29
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
扩电加热孔模 扩孔
整形(两次) 切角冲孔 翻边冲孔 拍平 折弯1 折弯2 折弯3 切角冲孔 折弯 折弯 切角冲孔 翻四边 切角 拉伸冲孔模 冲孔模
1 1 7.93 9.28 8.25 7.85 9.12 1 1 10.41 11.24 9.85 8.72 8.68 1 1 9.37 10.38 8.53 8.28 7.79 1 1 7.59 7.16 6.81 8.00 8.22 1 1 12.97 12.65 8.90 10.82 8.66 1 1 11.50 12.19 12.46 10.90 10.54 1 1 11.50 11.11 10.69 9.35 8.22 1 1 8.34 8.03 8.25 9.41 8.44 1 1 11.00 10.06 10.44 9.74 10.93 1 1 14.11 13.22 16.14 14.12 15.25 1 1 15.28 13.44 16.06 14.16 13.75 1 1 8.74 8.22 8.94 7.94 6.93
105T2底盘(P0000621906) 105T2底盘(P0000621906) 105T2底盘(P0000621906) 890前后上盖板(200795100395) 890前后上盖板(200795100395) 890前后上盖板(200795100395) 890前后上盖板(200795100395) 890前后上盖板(200795100395) 198薄风管35T2底盘(P73002082061)
310顶盖(200748200026)
310顶盖(200748200026) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921) 310隔板(P0000360921)
210电机支架(201248100160)
方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441)
112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 112Q围板III(P0000146785) 8R0左后立柱(200748900016) 8R0左后立柱(200748900016) 8R0左后立柱(200748900016) 十匹柜机隔板(201286900066) 十匹柜机隔板(201286900066) 150(32)水箱上盖(201256102014) 150(32)水箱上盖(201256102014) 150(32)水箱上盖(201256102014)
198薄风管35T2底盘(P73002082061) 198薄风管35T2底盘(P73002082061) 198薄风管35T2底盘(P73002082061) 198薄风管35T2底盘(P73002082061) 198薄风管35T2底盘(P73002082061) 198薄风管35T2底盘(P73002082061)
84 10.26 85 10.26 86 10.26 87 10.26 88 10.26 89 10.26 90 10.27 91 10.27 92 10.27 93 10.27 94 10.27 95 10.27 96 10.27 97 10.27 98 10.27 99 10.27 100 10.27
8R0右后侧板(200748900009) 8R0右后侧板(200748900009) 8R0右后侧板(200748900009) 105T2右侧板(P0000652254) 105T2右侧板(P0000652254) 105T2右侧板(P0000652254) 105T2右侧板(P0000652254) 105T2右侧板(P0000652254)
龙门冲
龙门冲 3 1 11.81 17.81 13.81 13.66 17.38
龙门冲
2 1 10.00 12.44 9.02 13.91 13.56
1 1 9.50 11.03 8.78 11.65 8.81
1 1 11.19 7.68 6.28 11.13 9.56
1 1 8.37 8.81 8.31 7.59 7.88
16 10.20
翻边翻孔
龙门冲
17
210电机支架(201248100160)
成型中间台阶
18
210电机支架(201248100160)
冲电机孔
19
210电机支架(201248100160)
折一端
20
210电机支架(201248100160)
整形
21
210电机支架(201248100160)
折两端
22 10.21 方型水箱外壳100L(201290503441)
精冲风扇箱孔模(两 次)
30
方型水箱外壳100L(201290503441) 冲背部上出水管模
31
方型水箱外壳100L(201290503441) 冲背部下出水管模
32
方型水箱外壳100L(201290503441)
翻电加热孔模
33 34 35 36 10.21 37 10.21 38 10.21 39 10.21 40 10.21 41 10.21 42 10.22 43 10.22 44 10.22 45 10.22 46 10.22 47 10.22 48 49
53 11.03 150(32)水箱下盖(201256101787)
冲孔
1
8.37 7.46 6.78 8.15 7.53
54 10.22 150(32)水箱下盖(201256101787)
冲孔
160T冲压 1 6
16.75 20.75 21.40 22.00 12.72
55 10.22 150(32)水箱下盖(201256101787)
1 6 17.43 10.82 10.26 13.52 14.26
1 1 8.25 7.34 6.83 6.66 6.41
龙门冲
龙门冲 4 1 10.84 9.00 10.02 11.25 9.94
龙门冲
210电机支架(201248100160)
4 1 10.84 9.00 10.02 11.25 9.94
105T2法兰围板Ⅰ(P0000622021) 105T2法兰围板Ⅰ(P0000622021) 105T2法兰围板Ⅰ(P0000622021) 105T2法兰围板Ⅰ(P0000622021) 105T2法兰围板Ⅰ(P0000622021) 880前中间立柱(201295100410) 880前中间立柱(201295100410) 880前中间立柱(201295100410) 880前中间立柱(201295100410) 880前中间立柱(201295100410)
上端切边冲孔
2 1 34.09 31.19 31.37 32.03 29.62
23 10.21 24 25
方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441) 方型水箱外壳100L(201290503441)
下端切边冲孔
端部折弯压级模(两 次)
折弯R一模(两次)
工序名称
切角冲孔 折两长边 翻边压筋
拉伸 修边 翻直 侧冲孔 切角压包 冲孔 正反折弯
折弯
切角冲孔 冲孔
压筋折小边
设备
人员 在制 配置 品数
1
2
3
实测时间(s)
4
5
1 1 12.00 13.00 12.15 12.43 10.00
1 1 11.08 11.96 7.51 9.40 7.90
1 1 13.37 13.51 14.41 12.56 14.69
序号
测量日 期
1 10.20 2 10.20 3 10.20 4 10.22 5 10.22 6 10.22 7 10.20 8 10.20 9 10.21 10 10.21 11 10.21 12 10.21 13 10.20 14 10.20 15 10.20
物料名称 105T2顶盖(P0000978776) 105T2顶盖(P0000978776) 105T2顶盖(P0000978776)
2 1 28.59 30.60 34.38 29.50 30.63
26
方型水箱外壳100L(201290503441)
折弯大R成型模
27
方型水箱外壳100L(201290503441)
背部压级整形模(两 次)
28
方型水箱外壳100L(201290503441) 压风扇箱台(两次)
29
方型水箱外壳100L(201290503441)
冲孔
6
7.44 10.75 7.15 5.07 18.75
56 10.22
238中间横梁隔(201280400437)
切角冲孔
1 1 12.34 11.87 18.28 12.90 15.59
57 10.22
238中间横梁隔(201280400437)
折弯
1 1 14.59 12.90 13.01 13.10 13.85
落料冲孔
250T冲压 1 1 20.69 17.62 19.72 18.87 24.00
67 10.23 68 10.23 69 10.23 70 10.23 71 10.23 72 10.23 73 10.23 74 10.23 75 10.24 76 10.24 77 10.24 78 10.26 79 10.26 80 10.26 81 10.26 82 10.26 83 10.26
17.68 16.81 20.97 16.94 18.94 1 1 12.62 13.02 15.61 16.54 15.28 1 13.77 15.92 14.06 13.79 13.74 1 18.05 18.14 19.30 18.28 18.53 1 10.19 9.72 11.25 11.56 9.60 1 11.35 12.00 10.65 12.18 14.44 1 11.06 12.47 14.22 13.69 13.91 1 20.28 16.23 16.66 15.93 15.47 1 16.00 17.97 14.84 18.23 16.22 1 14.22 13.72 17.31 15.58 14.97