压力容器焊工考试培训教材
压力容器焊工培训大纲
理论考试
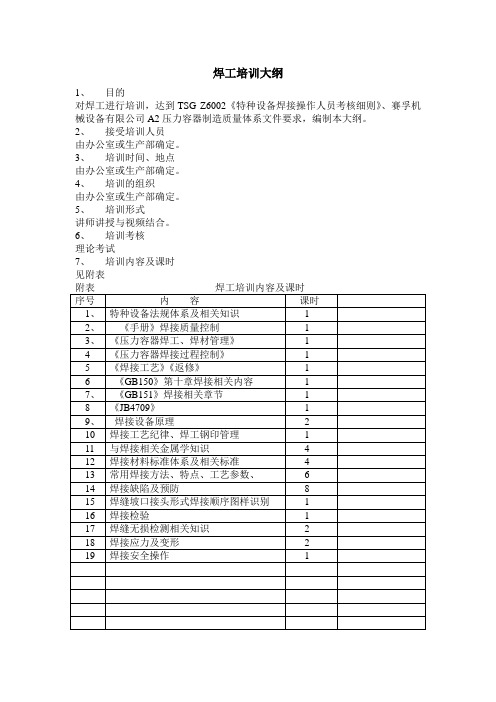
7、培训内容及课时
见附表
附表焊工培训内容及课时
序号
内容
课时
1、
特种设备法规体系及相关知识
1
2、
《手册》焊接质量控制
1
3、
《压力容器焊工、焊材管理》
1
4
《压力容器焊接过程控制》
1
5
《焊接工艺》《返修》
1
《GB150》第十章焊接相关内容
1
7、
《GB151》焊接相关章节
1
8
《JB4709》
1
9、
焊接设备原理
2
10
焊接工艺纪律、焊工钢印管理
1
11
与焊接相关金属学知识
4
12
焊接材料标准体系及相关标准
4
13
常用焊接方法、特点、工艺参数、
6
14
焊接缺陷及预防
8
15
焊缝坡口接头形式焊接顺序图样识别
1
16
焊接检验
1
17
焊缝无损检测相关知识
2
18
焊接应力及变形
2
19
焊接安全操作
1
焊工培训大纲
1、目的
对焊工进行培训,达到TSG Z6002《特种设备焊接操作人员考核细则》、赛孚机械设备有限公司A2压力容器制造质量体系文件要求,编制本大纲。
2、接受培训人员
由办公室或生产部确定。
3、培训时间、地点
由办公室或生产部确定。
4、培训的组织
由办公室或生产部确定。
5、培训形式
讲师讲授与视频结合。
压力容器焊工考试培训教材

第七章 焊接接头组织和性能及其影响因素
7.1 什么是热影响区?
答:焊接过程中基体金属受热的影响(但未熔化)而发生的金相组织和力学性能变化的区域,称为热影响区。
7.2 焊接接头由哪几部分组成?
答
第三章 锅炉压力容器用钢材
3.1 钢材技术标准中五项基本性能是什么?
答:(1)屈服点(强度概念)
(2)抗拉强度(强度概念)
(3)伸长率(塑性概念)
(4)冲击韧性(韧性概念)
(5)冷弯(工艺性能概念)
3.2 压力容器用钢的基本要求有哪些?
答:(1)良好的综合力学性能
(2)良好的可焊性
(3)二氧化碳:纯度>99.5%,含水量<0.05%
第五章 焊接设备
5.1 简单说明电弧放电的基本原理?
答:电弧放电是焊接电源供给具有一定电压的两电极与焊件间在气体介质中产生强烈而持久战的放电现象。
5.2 非脉冲电弧焊的熔滴过渡形式有哪几种?它们各在怎样的焊接条件下呈现?
答:有三种:喷射过渡、粗滴过渡和短路过渡。
答:电弧光包括可见光、红外线、紫外线。
可见光:可使人眩目,长时间受照射,眼睛会疼痛。
红外线:长期使用会使人体温度升高、头痛、呕吐。
紫外线:对人的皮肤和眼睛造成损害,易造成角膜炎、视力下降、甚至失明。
2.5 对电弧光的防护措施有哪些?
答:(1)按规定穿好工作服等防护用品。
(2)使用带滤光镜片的防护面罩。
(3)良好的加工性能
(4)表面质量好、厚度均匀
第四章 焊接材料
4.1 简述焊条药皮的作用?
答:(1)机械保护作用
焊接压力容器安全培训教材
焊接压力容器安全培训教材第一章:引言焊接压力容器是一项具有重大风险的工艺,涉及到人员的安全和设备的稳定性。
为了降低事故的风险,提高工作人员的安全意识和技能水平,本安全培训教材将重点介绍焊接压力容器的操作规范和安全要求。
第二章:焊接压力容器的基本知识2.1 焊接压力容器的定义焊接压力容器是指通过焊接技术将多个零件连接在一起形成的密封容器,用于储存或运输气体、液体或固体物质。
常见的焊接压力容器包括储罐、管道和锅炉等。
2.2 焊接压力容器的分类根据不同的应用领域和性质,焊接压力容器可分为静力容器和动力容器。
静力容器主要用于储存和运输气体、液体等,动力容器则用于生产过程中的能量转化。
2.3 焊接压力容器的结构和材料焊接压力容器的结构包括壳体、底板、法兰等组成部分,材料通常选择高强度的钢材或合金材料。
对于不同的工作环境和介质,需要选用适应性强的耐压材料。
第三章:焊接压力容器的安全要求3.1 设计安全要求焊接压力容器的设计必须满足相关标准的规定,并考虑到工作环境、工作压力、工作温度等因素,确保容器的结构牢固、安全可靠。
3.2 操作安全要求焊接压力容器的操作必须按照相关的工作程序进行,操作人员应经过专业培训,熟悉操作规程和相关安全要求,严禁违章操作。
3.3 维护安全要求焊接压力容器需要定期进行检修和维护,发现问题及时处理,确保容器内部清洁、防止腐蚀和泄漏。
第四章:焊接压力容器的安全操作4.1 装配前的准备在焊接压力容器装配之前,必须进行相关材料和设备的预检查,确保质量和安全。
4.2 焊接工艺要求焊接压力容器的焊接工艺应符合相应的标准和规范,包括焊接电流、工艺参数、焊接材料的选择等。
4.3 焊接过程中的安全措施焊接压力容器的焊接过程中,必须严格按照工作程序进行操作,戴好防护用品,确保焊接安全。
4.4 焊接结束后的处理焊接完成后,对焊缝进行质量检查,必要时进行无损检测,确保焊接质量符合要求。
第五章:焊接压力容器的事故案例分析5.1 焊接质量不合格导致泄漏事故通过分析焊接过程中质量不合格导致的泄漏事故,强调焊接工艺的重要性和质量控制的必要性。
压力容器作业人员培训讲义汇总课件

可能达到的最高压力:锅炉的出口压力。在相同的压
力下,水蒸汽的体积是饱和水的 1000 多倍。锅炉内饱和水
泄漏后体积膨胀很大。
2024/3/7
8
2 )产生于容器内:
主要由容器内介质:主要指反应容器聚集状态发生改变而增 大压力:液态或固态在容器内受热、蒸发或分解为气体体积 剧烈膨胀而增加压力。
如: 液态的二氧化硫,当温度低于-10.1 ℃(标准沸点)时, 在密闭的容器内其蒸汽压力低于大气压力,而当温度升高到
10M3的容器存储水,压力为 1MPa时,若发生爆破时的释
放能量约为 21.6 × 102 焦耳;
存储水爆破时的释放能量约为盛装气体的 1/6200 倍。
2024/3/7
11
对于最高工作温度高于其标准沸点的液体和液化气
体,在容器内承压而呈液态(实际上是汽、液两相共存
的饱和状态),一旦爆破或泄漏,压力急剧上升,这些
力); b.内直径(非圆形截面指其最大尺寸)大于或等于
0.15m,且容积大或等于 0.025m3; c.盛装介质为气体,液化气体或最高温度高于等于
标准沸点的 液体。
GB150中压力容器界限范围:
2024/3/7
14
5.压力容器的应用:
压力容器被广泛应用在国民经济的各部
门,各行各业都与压力容器密切相关,我们
一、压力容器简介
1.压力:
压力 (F) :工程上把垂直作用在物体表面的力叫做压力。 单位为;牛顿,用符号 N 表示。
压强 (P):物理上把单位面积( 1m2)上承受垂直方向力叫 做压 强。单位为;帕斯卡,用符号 Pa 表示。亦即1Pa=1 N/m2 。
习惯上把压强称为压力,亦即单位为:帕斯卡,用符号 Pa 表 示。
压力容器培训教材
壓力容器的事故處理
4.需要進行檢修的容器表面,特別是腐蝕部位和可能 產生裂紋缺陷的部位,應徹底的清掃乾淨. 5.檢驗用的燈具和工具的電源電壓,應符合GB3805 《安全電壓》的規定. 6.內部檢修時,應有專人監護,並有可靠的聯絡措施.
Thanks !
壓力容器一般由: 筒體. 封頭. 法蘭. 接管. 人孔. 支座等部分組成.
支座 封頭 接管
筒體 法蘭 人孔
壓力容器的基本結構及材料
壓力容器的常用材料: 大多數的壓力容器是碳鋼.低合金鋼.不锈鋼製成的,此外還 有銅及銅合金等. 壓力容器上所使用的碳鋼一般都是低碳鋼,含有較多的雜質 但生產成本較低,性能良好,故多用於介質腐蝕性不大的壓力 容器.
壓力容器的基本結構及材料
壓力容器的參數:
壓力:
1.最高工作壓力:對承受內壓的容器在正常的使用過程中,頂部 可能出現的最高工作壓力. 2.設計壓力:設計壓力不低於最高工作壓力. 3.最大允許工作壓力:使用最大允許工作壓力時,應在圖樣和銘 牌中注明. 溫度: 直徑:
壓力容器的基本結構及材料
壓力容器的組成
基礎知識
壓力容器介質危害程度分類表(根據HB20660壓 力容器中化學介質毒性危害及爆炸危險程度分 類):
最高容許濃度 危害程度
HB20660 舉例
<0.1 mg/m^3
極度危害 高度危害 中度危害 輕度危害
0.1-~<1.0mg/m ^3 1.0-~<10mg/m^3
黄磷 甲醛 硝酸 丙酮
>10mg/m^3
安全附件
壓力容器上最常用的有槓桿式和彈簧式兩種,他們是利用 槓桿與重錘或彈簧彈力的作用壓住容器內的介質,當介質 壓力超過槓桿與重錘或彈簧彈力所能維持的壓力時,閥心 被頂起,介質向外排放,器內壓力迅速降低,當器內壓力小 於槓桿與重錘或彈簧彈力後,閥芯再次與閥座閉合.
压力容器知识培训之焊接基本知识PPT课件

• 酸性渣不能有效地清除熔池中的硫、磷等 杂质,因此焊缝金属产生偏板的可能性较 大,出现热裂纹的倾向较高,焊缝金属的 冲击韧度较低。
• 酸性焊条突出的优点是价格较低,焊接工 艺性较好,容易引弧,电弧稳定,飞溅小, 对弧长不敏感,对油锈不敏感,对焊前准 备要求低,而且焊缝成形好,广泛用于一 般结构。
• 3.冶金作用 药皮中加有脱氧剂和合金剂, 通过熔渣与熔化金属的化学反应,可减少 氧、硫、磷等有害杂质,使焊缝金属获得 符合要求的力学性能。
• 4.渗合金 药皮中加有铁合金,这些合金元 素熔化后过渡到熔池中,可提高焊缝金属 中合金元素的含量,从而改善焊缝金属的 性能,通过渗合金甚至可获得性能与母材 完全不同的焊缝金属,如在碳钢上堆焊不 锈钢、高速钢等。
•
表示焊条
• 注:焊条的牌号与型号编号不一样,目前我们所 使用的焊条上既有牌号又有型号,不锈钢焊条大
家对牌号要熟悉得多如:A102、A302、A022、 A002、A132等
• 4、堆焊焊条 这类焊条用于金属表面层的 堆焊,熔敷金属在常温或高温下,具有一 定程度的耐磨、耐蚀性能,使堆焊表面具 有特殊性能。
• 2.焊芯的分类及牌号 根据GB1300-7《焊接用钢丝》标准 规定,专门用于制造焊芯和焊丝的钢材,可分为碳素结构 钢、合金结构钢、不锈钢三类。焊条钢牌号一律用汉语拼 音字母H做字首,其后紧跟钢号,表示方法与优质碳素结 构钢、合金钢相同。
• 若钢号末尾注有高字(或用字母A表示),为高级优质焊 条钢,含硫、磷量较低。若末尾注有“特”字(或用字母 E表示),为特级焊条钢,含硫、磷均小于0.03%。
压力容器焊接培训资料讲解36页PPT
谢谢!
压力容器焊接培训资料讲解
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
鼻子 走。— —莎士 比
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
压力容器操作人员培训教材
Created with novaPDF Printer (). Please register to remove this message.
( 5 )低压容器(仅限毒性程度为极度和高度危害介质,且 PV 乘积大于等于 0.2MPa.m ) ; (6)高压、中压管壳式余热锅炉(包括用途属于压力容器并主要按压力容器标
3
准、规范进行设计和制造的直接受火焰加热的压力容器。 )
(7)中压搪玻璃压力容器; ( 8) 使用强度级别较高 (指相应标准中抗拉强度规定值下限大于等于 540MPa) 的材料制造的压力容器; (9)移动式压力容器,包括铁路罐车(介质为液化气体、低温液体) 、罐式汽 车(液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车) 和罐式集装箱(介质为液化气体、低温液体)等; (10)球形储罐(容积大于等于 50 m3 ) ; (11)低温液体储存容器(容积大于 5m3) 。 下列情况之一的,为第二类压力容器(本条第 1 款规定的除外) : (1) 中压容器 (2) 低压容器(仅限毒性程度为极度和高度危害介质) ; (3) 低压反应容器和低压储存容器(仅限易燃介质或毒性程度为中度危害介 质) ; (4) 低压管壳式余热锅炉; (5) 低压搪玻璃压力容器 低压容器为第一类压力容器(本条第 1 款、第 2 款规定的除外) 。 注 3: (1)易燃介质是指与空气混合的爆炸下限小于 10%,或爆炸上限和下限之 差值大于等于 20%的气体,如:一甲胺、乙烷、乙烯、氯甲烷、环氧乙烷、环丙烷、氢、
6、 《容规》不适用于下列压力容器: 1.超高压容器。 2.各类气瓶。
3
Created with novaPDF Printer (). Please register to remove this message.
压力容器的焊接基础知识培训课件
本课程将带您深入了解压力容器的焊接基础知识,包括定义、分类以及焊接 对于压力容器的重要性。
压力容器的定义
压力容器是一种能够承受内部或外部压力的封闭容器,常用于储存、运输或处理气体、液体或混合物。
压力容器的分类
按用途分类
包括储罐、锅炉、反应器等。
按材料分类
包括碳钢、不锈钢、合金钢等不同材料。
焊缝质量控制
包括焊接参数的控制、焊接材料的选择等。
焊接安全
包括焊接操作员的防护设备、焊接现场的安全措施 等。
焊接缺陷与质量控制
1 常见焊接缺陷
包括气孔、裂纹、未熔合等。
3 破坏性检测
包括拉伸试验、冲击试验等。
2 非破坏性检测
包括超声波检测、射线检测等。
常见的焊接方法
气焊
适用于简单的焊接操作,如焊 接薄板。
电弧焊
适用于多种材料的焊接,如钢、 铝等。
激光焊ቤተ መጻሕፍቲ ባይዱ
适用于高精度焊接,如电子器 件。
焊接后的测试与评估
1
破坏性测试
通过对焊接件进行破坏性测试,评估其强度和可靠性。
2
非破坏性测试
通过超声波、射线等检测方法,评估焊接缺陷和质量。
3
性能评估
测试焊接件在实际工作条件下的性能。
按结构分类
包括球形、圆柱形、圆锥形等不同形状。
按压力分类
包括低压容器、中压容器、高压容器等。
焊接对压力容器的重要性
焊接是制造压力容器的关键工艺,能够确保容器具有足够的强度和密封性,同时提高容器的可靠性和使用寿命。
压力容器焊接的基础知识
焊接设备
包括气焊、电弧焊、激光焊等多种焊接方法。
焊接过程
工程金属管道及压力容器的焊接培训教材
(四)管线用钢管 长输管线上用的钢管主要有: 1、电焊钢管 2、直缝埋弧焊钢管 3、螺旋埋弧焊钢管 4、无缝钢管
19
(五)管线钢钢管选用原则 管线钢钢管的选用针对性很强,具体原则是: 根据使用要求,如输送介质条件,运行压力、环境温度、铺设方
式等要求,确定管型、管径、钢级、壁厚;确定材质的化学成分、 强韧等力学性能;确定腐蚀性能;确定可焊性。
29
3)电阻热:利用电流通过电阻较大的导体时产生的电阻热作为热源, 如电阻焊、电渣焊等。
4)摩擦热:由机械摩擦而产生的热能作为焊接热源,如摩擦焊。 5)等离子弧:利用高度电离的等离子弧作为热源,此热源功率大,
温度高,目前的等离子弧焊及切割就应用此热源。 6)电子束:在真空中,利用高压、高速运动的电子流轰击金属局部
熔化焊接时,在热源的作用下,与焊条金属熔化的同时,被焊
金属-母材也发生局部熔化。在母材上由熔化的焊条金属和母材组成
的,有一定几何形状的液体金属叫焊接熔池。如不填加金属,则焊
接熔池由完全熔化的母材组成。熔池形状不仅与热源移动状态有
关,而且与焊接电流、电弧长度、焊接速度等焊接规范有密切的关
系。熔池形状对焊缝质量的影响
焊及细丝气体保护电弧焊)、搭桥过渡(用于非熔化极气体保护 焊); 2、自由过渡又分为:滴状过渡(弧压高,分为粗滴和细滴过渡,粗 滴过渡飞溅大,细滴过渡适于CO2气体保护焊接和酸性焊条焊接 和铝合金熔化极氩弧焊或大电流焊接或活性气体保护焊中)、喷 射过渡(适于氩气或富氩气体焊接厚板)和爆炸过渡等; 3、渣壁过渡出现在焊条电弧焊和埋弧焊中
8
(三)铸铁 1、从化学成分上看,铸铁中碳与硅的含量均高于钢,硫磷等杂质的 控制也比钢要松。一般组成如下:2~4.5%C;0.5~3.5%Si;0.5~ 1.5%Mn;0.1~1.0%P;S<0.15%。 2、从组织结构上看,铸铁是由钢的基体(金属基体)与散布在其中 的(非金属)石墨所组成。 3、铸铁的性能,尤其是抗拉强度、塑性等主要是由金属基体的组织 以及非金属石墨的形状、大小和分布情况来规定。 4、按照石墨化程度的大小,铸铁的金属基本可以是铁素体、铁素体 +珠光体、或完全的珠光体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器焊工考试培训教材第一章锅炉压力容器的特殊性及其分类1.1 什么是压力容器?答:压力容器,是指盛装气体或者液体,承载一定压力的密闭设备,其范围规定为最高工作压力大于或等于0.1MPa(表压),且压力与容积的乘积大于或者等于2.5MPa.L的气体、液化气体和最高工作温度高于或者等于标准沸点的液体的固定式容器和移动式容器;盛装公称工作压力大于或者等于0.2MPa(表压),且压力与容积的乘积大于或者等于1.0MPa.L的气体、液化气体和标准沸点等于或者低于60℃的液体的气瓶;氧舱等。
1.2 压力容器的受压元件包括哪些?答:压力容器的受压元件一般包括筒体、封头、开孔与接管法兰、密封元件、安全附件等。
1.3 锅炉压力容器的特殊性答:锅炉压力容器存在着多种的失效可能,特别是存在着爆炸的危险:一旦失效,会对整系统造成影响,以至停产;一旦爆炸,造成的损失就难以估量。
所以,要求其制造质量特别是焊接质量具有较高的安全可靠性;同时,对锅炉压力容器的修理,特别是焊缝的修理,要有严格的质量控制。
1.4 锅炉压力容器压力管道焊接质量应有严格要求,主要是因为它们的哪些运行工况所决定的?答:主要有以下五个方面:(1)连续运行(2)压力的作用(3)腐蚀的危害(4)温度的影响(5)对安全性能的其他影响条件第二章焊接安全技术2.1 罐内进行焊接作业前,应做哪些准备工作?答:(1)可靠隔离。
(2)清洗和置换。
(3)取样分析。
(4)通风。
(5)监护。
(6)现场清理。
2.2 焊接过程中,物理有害因素有哪些?答:有弧光辐射、高频电磁场、热辐射、噪声、放射线。
2.3 焊接过程中,化学有害因素有哪些?答:有电焊烟尘、有毒气体。
2.4 电弧光对人体有哪些伤害?答:电弧光包括可见光、红外线、紫外线。
可见光:可使人眩目,长时间受照射,眼睛会疼痛。
红外线:长期使用会使人体温度升高、头痛、呕吐。
紫外线:对人的皮肤和眼睛造成损害,易造成角膜炎、视力下降、甚至失明。
2.5 对电弧光的防护措施有哪些?答:(1)按规定穿好工作服等防护用品。
(2)使用带滤光镜片的防护面罩。
(3)焊接现场设防护屏风。
(4)焊接照射后,用凉水浸敷法等消除。
2.6 焊接中烟尘有哪些主要有害物质?答:有氧化铁、氧化硅、氧化锰、甲醛、一氧化碳等。
2.7 焊接中的烟尘对人体有什么危害?答:(1)对呼吸、神经系统造成损伤。
(2)尘肺现象。
(3)氟中毒。
(4)锰中毒。
(5)不锈钢烟尘中的铬、镍等元素有致癌倾向。
2.8 针对焊接作业中环境,有哪些改善劳动条件的办法?答:(1)通风排尘。
(2)尽量采用无烟尘或少烟尘的焊接方法。
(3)提高焊接过程中机械法、自动化程度。
(4)开发和使用新材料。
第三章锅炉压力容器用钢材3.1 钢材技术标准中五项基本性能是什么?答:(1)屈服点(强度概念)(2)抗拉强度(强度概念)(3)伸长率(塑性概念)(4)冲击韧性(韧性概念)(5)冷弯(工艺性能概念)3.2 压力容器用钢的基本要求有哪些?答:(1)良好的综合力学性能(2)良好的可焊性(3)良好的加工性能(4)表面质量好、厚度均匀第四章焊接材料4.1 简述焊条药皮的作用?答:(1)机械保护作用(2)冶金处理作用(3)改善焊接工艺性能4.2 说明E4303、E5015焊条型号的含义?答:E4303是指熔敷金属最小抗拉强度为43kgf/mm (420MPa),适用于全位置焊接的交直流两用的钛钙型药皮的焊条。
E5015是指熔敷金属最小抗拉强度为50kgf/mm (490MPa),适用于全位置焊接的,只能采用直流反接的低氢钠型药皮的焊条。
4.3 碳钢焊条的选用原则是什么?答:一般按焊缝与母材等强原则选用。
焊缝冷却速度较大者也可选强度比母材低一级的焊条。
若厚板的多层焊及焊后需正火处理的可选强度高一级焊条,不同强度级别的母材焊接应先用强度级别较低的钢焊条。
4.4 低合钢焊条的选用原则是什么?答:对强度级别较低的钢材,可按等强度原则选用。
对高强度钢应侧重于焊缝的塑性。
对铬钼钢应考虑焊缝接头的高温性能。
对镍钢应考虑焊缝接头的低温韧性。
对异种钢焊接时,应按低钢种选用焊条,而施焊工艺则依据较高钢种的工艺4.5 简述埋弧焊剂的作用?答:(1)保护作用(2)渗合金作用(3)稳弧改善焊缝成形4.6 埋弧焊剂分为几类?并简单说明。
答:按制造方法不同分类可分为熔炼焊剂、烧结焊剂和粘结焊剂三种。
(1)将设计好的配方原料在电炉中熔炼,然后水冷粒化烘干而成的叫熔炼焊剂。
(2)将配方原料加入粘结剂,在700-900℃间烧结成块,再粉碎、筛选而成的叫烧结焊剂。
(3)将配方原料加入粘结剂,在低温下烘干(一般在400℃以下)而成的叫粘结焊剂。
4.7 选用焊剂的一般原则是什么?答:(1)低碳钢、低合金钢焊接:可选用高锰、高硅焊剂匹配无锰、低锰焊丝,或用无锰、低锰、高硅焊剂匹配含一定锰量的焊丝。
(2)低合金高强度钢的焊接:可选用中锰、中硅、中氟焊剂匹配适当的焊丝(3)耐热钢、低温钢、不锈钢的焊接:可选用低锰、中硅、中氟或低硅型焊剂。
4.8 焊接用氧气、氩气、二氧化碳的纯度和含水量要求如何?答:(1)氧气:纯度>99.2%,含水量≤20ppm(2)氩气:焊接钢、铝合金时纯度>99.7%,焊接钛合金时纯度>99.94%,含水量<100ml/瓶。
(3)二氧化碳:纯度>99.5%,含水量<0.05%第五章焊接设备5.1 简单说明电弧放电的基本原理?答:电弧放电是焊接电源供给具有一定电压的两电极与焊件间在气体介质中产生强烈而持久战的放电现象。
5.2 非脉冲电弧焊的熔滴过渡形式有哪几种?它们各在怎样的焊接条件下呈现?答:有三种:喷射过渡、粗滴过渡和短路过渡。
(1)喷射过渡是大电流富氩气体保护焊和细丝大电流埋弧焊呈现。
(2)粗滴过渡一般是在手弧焊、埋弧焊、小电流熔化极惰性气体保护焊及大电流粗丝气体保护焊。
(3)短路过渡是碱性焊条直流反接,200A以下低电压CO2气体保护焊及熔化极惰性气体焊呈现。
5.3 简单说明交流电弧与直流电弧的特征。
答:交流电弧的特征有:电弧周期性熄灭、引燃,如果焊接回路没有足够的电感,则电弧不稳定,甚至断弧;焊接电流和电弧电压波形畸变,电弧越不稳定,畸变越大;变流电弧空间的热变化滞后于电变化。
直流电弧特征是:能源是直流电源、燃烧稳定、有极性可供工艺选择,但常伴有弧偏吹。
5.4 对弧焊电源调节特性有什么要求?答:为了适应各种结构、材质、厚度及焊接位置的焊接,要求调节电源能够提供适当的规范。
5.5 请说明直流焊接时极性选择的一般原则?答:焊条电弧焊,酸性焊条,直流正反接焊条电弧焊,碱性焊条,直流反接埋弧焊,直流反接熔化极气体保护焊,直流反接第六章焊接方法和工艺6.1 焊条电弧焊的工艺参数主要有哪些?这些工艺参数确定的主要原则是什么?答:手工电弧焊的焊接工艺参数,主要是指焊条直径,焊接电流,电弧电压,焊接速度,焊接层数,电源种类和极性等。
(1)焊条直径的选择:在能保证焊接质量的前提下,应适应选用较大直径的焊条,以提高生产率,焊条直径的选择主要取决于焊件厚度、材质、接头形式、焊接位置以及焊接层数等。
(2)焊接电流:主要取决于焊条的种类、焊件材质、焊条直径、焊件厚度、焊接形式、焊接位置以及焊接层次等。
(3)电弧电压:电弧电压是由电弧长度来决定的,焊接过程中,要求电弧长度不宜过长,否则会出现燃烧不稳定的现象。
(4)焊接速度:焊接速度应与焊接电流及电弧电压有合适匹配,以便有一个合适的线能量。
(5)焊接层数:在焊件厚度较大及压力容器焊接中的低合高强钢、低温钢、耐热钢、不锈钢等材料的焊接,都应采用多道焊。
根据经验,每层厚度约等于焊条直径0.8-1.2倍时生产率高,且比较容易操作,一般每层厚度不超过4-5mm。
(6)电源种类和极性:电流种类和极性主要取决于焊条的类型。
直流电源的电弧燃烧稳定,焊接接头质量容易保证,交流电源的电弧燃烧没有直流电源稳定,可根据焊接要求选用。
采用直流电源焊接应根据焊材及厚度选用直流正接或反接。
6.2 什么是埋弧自动焊?其工作原理如何?答:埋弧自动焊是电弧在焊剂层下燃烧的一种方法。
其原理在焊剂层下,电弧在焊丝末端与焊件之间燃烧,使焊剂熔化、蒸发,形成气体,在电弧周围形成一个封闭空腔,电弧在这个空腔中稳定燃烧,焊丝不断送入,以熔滴状进入熔池,与熔化的母材金属混合,并受到熔化焊剂的还原、净化及合金化作用形成焊道。
6.3 埋弧自动焊有哪些主要工艺参数?它们对焊接质量有哪些影响?答:(1)焊接电流和焊接电压(2)焊接速度(3)焊丝直径与伸出长度(4)焊丝与焊件表面的相对位置(5)电源的种类和极性(6)焊剂种类(7)坡口形式和装配间隙电流过大,熔深和余高过大,焊缝形状系数下降,易产生热裂纹,焊接过程中甚至引起烧穿;电流过小,易产生未焊透、夹渣等缺陷。
电弧电压过大,焊宽显著增大,但熔深和余高会减小,由于电弧过长,电弧燃烧就不稳定,易造成焊缝气孔和咬边缺陷,同时焊剂熔化量也增加,造成浪费;电弧电压过小,熔深和余高就加大,形状系数下降。
焊接速度,焊接速度对焊接成形的影响,焊接速度过大,熔宽显著减小,会产生余高小、咬边、气孔等缺陷;焊接速度过慢,熔池满溢,会产生余高大,成形粗糙,未熔合、夹渣等缺陷。
焊丝直径与伸出长度:焊接电流一定时,减小焊丝直径,电流密度增加,电弧对熔池底部吹力增大,熔深也相应增加,焊缝形状系数小。
焊丝的伸出长度一般在30-40mm。
焊丝伸出长度越大,则受电阻热也越大,焊丝熔化快,熔深减小,余高增高。
6.4 埋弧焊的焊缝形状系数和熔合比的含义?答:焊缝横截面上,焊缝宽度(或熔度)与焊缝计算厚度之比值,称为焊缝的形状系数。
熔合比是指被熔化的母材在焊缝金属中所占的百分比。
第七章焊接接头组织和性能及其影响因素7.1 什么是热影响区?答:焊接过程中基体金属受热的影响(但未熔化)而发生的金相组织和力学性能变化的区域,称为热影响区。
7.2 焊接接头由哪几部分组成?答:焊接接头是由焊缝、熔合区、热影响区三部分组成。
7.3 什么是焊接热循环?有何特点?答:焊接时焊件在加热过程中温度随时间的变化称为焊接热循环,在焊接热循环作用下,焊接接头的组织发生变化,焊件产生应力和变形,所以焊接热循环以焊接接头的性能及应力和变形有很大的影响。
7.4 说明氢在焊缝中的作用和影响?答:焊缝中的氢主要来自于焊条和焊剂中吸附的水分、空气和焊件坡口表面的水蒸汽、锈、油污等,它们在电弧高温下,分解出原子态氢而熔入到焊接熔池中。
熔融的液态金属对氢的溶解度是很高的,当电弧离开,温度下降溶解度降低,熔池结晶时,氢的溶解度突然下降,使氢在焊缝中处于过饱和状态,一部分氢原子转变为氢分子向外逸出,由于焊接时冷却速度很大,当氢来不及逸出时,便留在焊缝内形成了气孔,另一部分氢原子溶解于焊缝金属中的称为固溶氢,其余的称为扩散氢,当温度进一步下降,固溶氢减少,扩散氢增加,由于氢原子半径很小,在常温下也能在金属晶格中自由扩散。