[管理学]11章作业排序1
管理学_高教版_周三多主编_第二版__第11章习题

第十一章领导一、填充题1.领导的作用包括、和。
2.领导是指、、和部下为实现目标而努力的过程。
3.领导的核心在。
4.领导者权力运用方式,可以将领导风格分为两类:和。
5.按领导者在领导过程中进行制度创新的方式,可以把领导风格分为和。
6. 按领导者在领导过程中的思维方式,可以把领导者分为两类:和。
7.战略的基本特征是行动的、和。
8.战略性领导行为系之拥有、、并,以创造所必需的战略变革能力。
9.布莱克和穆顿在提出管理方格式,列举了五种典型的领导方式:、、、和。
10.按照权变理论,领导方式是领导者的、、的函数。
11.权变理论中的领导者特征主要指的是领导者的、和。
12.费德勒模型认为在环境较好和较差的情况下,采用LPC领导方式比较有效,在环境中等的环境下,采用LPC领导方式比较有效。
13.在权变理论中,低LPC型领导比较重视的完成,高LPC型领导比较重视。
14.李克特及其同事(1974)的研究结果发现了两种不同的领导方式:和。
15.密执安大学领导行为方式研究的结论是,与高的群体生产率和高满意率相关,而则与低的群体生产率和低满意度相关。
16.美国俄亥俄州立大学的研究人员弗莱西(E.A.Fleishman)和他的同事们的研究则把发现的十种类型的领导方式分为两个维度,即和。
17.布莱克和穆顿提出的管理方格论时,把管理人员按他们的和进行评估。
18.菲德勒将权变理论具体化为三个方面,即、和。
19.路径—目标理论提出了两类情景变量作为领导行为—结果关系的中间变量,即和。
20.根据赫塞和布兰查德对成熟度的定义,可以把成熟度分为和。
21.领导的权力通常就是指,在组织中就是指。
22.领导权力的五种来源有、、、、。
23.管理方格论中,领导者只重视任务效果而不重视下属的发展和士气的类型是。
24.LPC评价是询问领导者对的评价。
25.在领导生命周期理论中,保罗·赫塞补充了一个因素,表示领导行为在确定是任务绩效还是维持行为更重要之前应当考虑的因素,即。
管理学罗宾斯(第11版)第11章知识
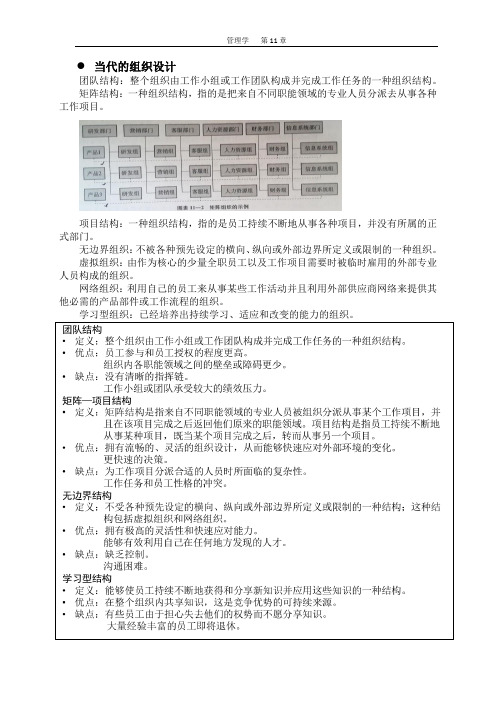
当代的组织设计团队结构:整个组织由工作小组或工作团队构成并完成工作任务的一种组织结构。
矩阵结构:一种组织结构,指的是把来自不同职能领域的专业人员分派去从事各种工作项目。
项目结构:一种组织结构,指的是员工持续不断地从事各种项目,并没有所属的正式部门。
无边界组织:不被各种预先设定的横向、纵向或外部边界所定义或限制的一种组织。
虚拟组织:由作为核心的少量全职员工以及工作项目需要时被临时雇用的外部专业人员构成的组织。
网络组织:利用自己的员工来从事某些工作活动并且利用外部供应商网络来提供其他必需的产品部件或工作流程的组织。
学习型组织:已经培养出持续学习、适应和改变的能力的组织。
●内部协作跨职能团队:由来自不同职能领域的专业人员组成的工作团队特别行动组(或者是特别委员会):为解决某个具体的、影响许多部门的短期问题而组建的临时委员会或工作团队实践社区:共同关注某个事项或一系列问题,或者对某个主题怀有激情,而且通过持续不断的互动和交流来深化自己该该领域的知识和专业技能的一群人员。
●外部协作开放式创新:把研究工作向组织之外的其他人员和组织开放,以获得各种新的创意,并且允许创新可以轻而易举地朝其他方向转移。
战略合作伙伴关系:两个或多个组织之间的协作关系,通过把彼此的资源和能力结合起来以实现某个商业目的。
●灵活的工作安排远程办公:一种允许员工在家办公并通过电脑与公司办公场所相连的工作安排压缩工作周:员工在一个工作周中每天工作更长时间但只工作较少的天数弹性工作时间:一种要求员工每周必须完成固定数量的工时但可以在特定的限制范围内自由改变具体工作时间的工作排班体系工作分享:由两个或者更多人分担一份全职工作●灵活就业的员工队伍灵活就业工人:其工作岗位取决于雇主需要的临时工、自由职业者或合同工当今的组织设计面临的挑战使员工紧密联系起来管理全球的组织结构事项。
第11章制造业作业计划与控制

第十一章 制造业作业计划与控制通过MRP确定各车间的零部件投入出产计划,将全厂性的生产计划变成了各车间的生产任务。
各车间要完成既定的生产任务,还必须将零部件投入出产计划转化成车间生产作业计划,将车间的生产任务变成各个班组、各个工作地的任务。
只有将计划安排到工作地,任务才算真正落到实处。
每个工作地生产作业计划的完成,保证了车间生产作业计划的完成,从而保证了厂级生产作业计划的完成;厂级生产作业计划的完成,又保证了全厂生产计划的完成。
但是,单靠计划和作业计划并不能保证生产任务的按期完成,还必须实行生产控制。
排序的理论与方法是编制车间作业计划的基础。
本章将介绍排序问题的基本概念,重点介绍流水作业排序问题、单件作业排序问题和用于输入/输出控制的漏斗模型。
第一节排序问题的基本概念一、名词术语在生产管理中,常用到“编制作业计划”(Scheduling)、“排序”(Sequencing)、“派工”(Dispatching)、“控制”(Controlling)和“赶工”(Expediting)这些名词。
一般说来,编制作业计划与排序不是同义语。
排序只是确定工件在机器上的加工顺序。
而编制作业计划,则不仅包括确定工件的加工顺序,而且还包括确定机器加工每个工件的开始时间和完成时间。
因此,只有作业计划才能指导每个工人的生产活动。
由于编制作业计划的主要问题是确定各台机器上工件的加工顺序,而且,在通常情况下都是按最早可能开(完)工时间来编排作业计划的。
因此,当工件的加工顺序确定之后,作业计划也就确定了。
所以,人们常常不加区别地使用“排序”与“编制作业计划”这两个术语。
在本章里,讲排序的时候就暗指相应的作业计划是最早时间作业计划。
只有在需要的时候,才将这两个术语区别使用。
“派工”是按作业计划的要求,将具体生产任务安排到具体的机床上加工,属于我们经常说的“调度”范围。
“赶工”是在实际进度已落后于计划进度时采取的行动,也属于“调度”范围。
第11章制造业作业计划

11.1.2 编制作业计划的假设条件
①一个零件不能同时在几台不同的机器上加 工,每台机器同时只能加工一个零件; ②零件在加工过程中采取平行移动方式,即 上一道工序完工后,立即送下道工序加工; ③不允许中断,零件一旦开始加工,须一直 进行到完工,不得中途停止插入其它零件; ④每道工序只在一台机器上完成; ⑤零件数,机器数和加工时间已知.
T = nt 1 + nt 2 + ...nt m = n ∑ ti
i =1 m
2,平行移动方式
工 序1 2 3 4 时间 加工周期
T平 =
m
∑
i =1
ti + ( n 1)t L
tL为最长的单件工序时间
3,平行顺序移动方式
特点:既保持一批零件顺序加工,又尽可能使相邻工 序加工时间平行进行.
工序 1 2 3 4 加工周期 时间
11.2 流水作业排序问题
11.2.1 n项工作在两台机器上的排序问题
排序问题的提出: 零件 加工 总完成时间 号 工时 1 1.5 1.5 2 3 4 0.25 1.5+0.25=1.75 0.5 1.75+0.5=2.25 1.2 2.25+1.2=3.45 零件 加工 总完成时间 号 工时 2 0.25 0.25 3 5 4 0.5 0.25+0.5=0.75 0.6 0.75+0.6=1.35 1.2 1.35+1.2=2.55
排序后的生产周期 0 J2 J4 J5 机器1 J2 J4 机器2
J1 J3
11.2.2 最长流程时间Fmax的计算方法
步骤:①按排序结果列出加工时间矩阵,右上角数为完工时间; ②第1行第1列元素:完工时间=加工时间 ③第1行其它元素:前列完工时间+本列加工时间=本列完工时间 ④第1列其它元素:上行完工时间+本行加工时间=本行完工时间 ⑤第2行到第m行,第2列到第n列:将加工时间与上行前列完工时 间最大值相加. 工件代号i Pi1 Pi2 Pi3 Pi4 1 4 3
【运营管理】第十一章作业排序
11.2.3 n/2排序问题
• 是指n种工件在2台机器设备上进行加工的排 序问题。
• 当两台设备上流水加工工件所用的完工时间 最少时,第二台设备的闲置时间也得到最小 化。
Johnson算法
使用条件: 1、排序的目标是使全部完工时间最小 2、工件在两台设备上的加工顺序完全相同 3、所有工件同时到达第一台设备等待加工 4、每种工件在每台设备上的加工时间均已知
例题
• 假设某银行的一个储蓄所有8名储蓄工作人员,储蓄 所根据历史数据,估计每天顾客对储蓄工作人员的需 求量数据如下表。该所的所长需要为这8名储蓄工作 人员安排工作日,在不影响服务水平的前提下,使这 8名员工每周都能享受2天连续的休息日,并且尽量安 排在周末休息。另外,所长还想了解根据目前的客户 量,储蓄工作人员数是否能够满足需求,是存在人员 不足的问题,还是人员冗余的问题。
1 2 n
Mห้องสมุดไป่ตู้
a11 a21
a12 a22
a1n a2n
1 2
aij表示工件j(j 1,2,, n)在设备i(i 1,2)的加工时间。
假设有六个工件(ABCDEF)需要在机床X和Y上加工, 加工顺序是先X后Y,每个工件所需加工时间(单位:
小时)见表,管理者希望找到一个最优化的排序方 案,使所有工件的加工总时间最少。
顾客到达
排队规则
排队系统
服务机构
顾客离去
排队规则
• 先到先服务 • 后到先服务 • 随机服务 • 有优先权的服务
服务结构
• 是指提供服务的服务人员数或者服务台数量。
2)调整顾客到达率的措施
• 采用预约系统 • 采用预订系统 • 采用差异定价措施
11.3.2服务人员排序
11.作业排序

在M中寻找到的最小值为2,对应的产品为B,
对应的设备为磨床,因此,应 将产品B排在 最后加工。在M中划去产品B,得余下的工时 矩阵M1 :
A B C D E F A C D E F 车床 磨床
3 7 4 6 8 9
M=
5 2 7 4 6 5
3 4 6 8 9
车床 磨床
M 1=
(3)所有工件同时到达第一台设备等待加工;
(4)每种工件在每台设备上的加工时间均已知。 约翰逊算法的基本思路在于:尽量减少第二台设备上
的等待加工的时间,因此,在第二台设备上加工时 间长的工件先加工,在第二台设备上加工时间短的 工件后加工。
约翰逊算法的步骤如下: (1)先作n个工件在两台设备上的加工时间的
磨工序定额工时h
Ⅰ
Ⅱ Ⅲ Ⅳ
6
4 6 2
2
6 4 4
如何具体地组织生产活动、安排作业顺序和
及时反馈信息,对生产活动进行调整与控制, 使各种资源得到合理利用,同时又能按期完 成各项订单任务,是作业排序与控制所需要 研究和解决的问题。
作业排序的主要目标包括:
(1)满足交货日期的需要
(2)降低在制品库存,加快流动资金周转
为C和D,其对应的设备分别为车床和磨床, 因此,应将产品C排在产品A之后加工,而将 产品D排在产品B之前加工。在M2中划去户 品C和D,得余下的工时矩阵M3:
C D E F E 车床 磨床 F
4 6 8 9
8
9
车床 磨床
M 2=
7 4 6 5
M 3=
6 5
在M3中找到的最小值为5,对应的产品为F,
n/m(m≥3)的流水作业排序是一个复杂的问题。
大学管理学PPT十一章 领导
管理方格图
高 9 1.9
8 7 关 6 心 5 人 4 3 2 低 1 1.1 1
9.9
5.5
9.1 2 3 4 5 6 7 观点
• 基本假设:正是下属决定接受或拒绝管理者 的领导,不管管理者做什么,领导的有效性 取决于下属的成熟度。 • 成熟度:人们对自已的行为承担责任的能力 和愿望的大小。它取决于两个方面:任务成 熟度和心理成熟度。 • 推论:每一个人的成熟度是不同的(意愿、 信心、能力都不同)。 • 结论:要提高下属的工作绩效,就必须根据 下属不同的成熟度采取不同的领导方式。
•
•
• 宣传部部长的专业课这个学期特别多,但她还是花了很多时间在 学生会的工作上,按时设计出了本次活动的宣传海报。在她认为 终于可以松口气的时候,却被冯兰叫到了办公室。在办公室里, 冯兰指着宣传部的作品大呼不满,认为海报许多细节都没达到预 期的要求。宣传部长说大家最近都忙,能按时设计出海报已经很 不容易了,这个时候再求全责备似乎不太合适。但是冯兰丝毫没 有给她面子,当着其部员的面直接表达了对她工作的不满,要求 她必须在两天内重新设计交稿。宣传部长是典型的小女生,脸皮 薄,根本经不起这种批评,离开办公室后哭得像个泪人。 • 在此后的几天里,冯兰的信箱中常会收到一些骨干成员对目前学 生会工作分配的不满,他们认为现在课程很紧,又有考试的压力, 大家根本就不可能花很大的心思在活动的准备上。 • 请问:为什么主席团分配的任务,下边的人会不服从?在学生团 体中,权力在这个时候为什么没有效用?怎样才能让大家心甘情 愿地做好学生会的各项工作?
四种管理者领导 行为方式
• 管理者与下属共同参 与决策,管理者着重 给下属以支持及其内 部的协调沟通;
授权式(低工作-低关系)
参与式(低工作-高关系)
管理学第11章20140611版
实际
11
第1节 控制概述│控制的含义
1.1.3 控制贯穿于管理全过程
组织工作----明确分工协作关系
计划工作---明确方向、配置资源
控制工作---检查纠偏、确保成果
管理课件
领导工作------调动员工积极性
12
第1节 控制概述│控制的含义
1.1.4 控制的定义
控制:按照计划标准衡量所取得的成果,并纠正所发生的偏差,以确保计划目标的实现。 控制职能(广义):由管理人员对组织实际运行是否符合预定的目标进行测定并采取措施确保组 织目标实现的过程。
创新
管理的创新职能 企业技术创新 企业组织创新
管理课件
2ቤተ መጻሕፍቲ ባይዱ
第11章 控制与控制过程
• 控制概述 • 控制过程
管理课件
3
控制概述
1 • 控制的含义 • 控制的作用 • 控制的类型
管理课件
4
1 控制的含义
管理课件
5
第1节 控制概述│控制的含义
1.1.1 引例(恒温箱自动控制系统)
水银温度计
P
电
磁
继
管理课件
10
第1节 控制概述│控制的含义
1.1.2 控制的实质
尽管计划可以制定出来,组织结构可以调整得非常有效,员工的积极性也可以调动起来,但是这 仍然不能保证所有的行动按计划执行,不能保证管理者追求的目标一定能达到
——斯蒂芬·罗宾斯
计划
计划
计划
实际
实际
管理控制的实质:确保实际活动与规划活动相一致。
你认为谁的医术高呢?
管理课件
17
第1节 控制概述│控制的类型
1.3.2 控制的类型
运营管理_11第11章MRP与作业计划资料
B1 400
0
500
3000
变形金刚手摇铅笔刀MPS(单位:个)
1
2
3
4
5
6
7
8
1500 1500
1500 1500 1500 1500
1500 1500
1500 1500 1500 1500
夹具MRP
提前期: 1 经济批量: 1000
低位码: 1 已分配量: 0
1
2
3
4
5
6
7
8
1500 1500
1500 1500 1500 1500
mrpmrp的处理逻辑的处理逻辑mrp运算逻辑mpsbom库存信息计划订单下达计划订单入库计划变更执行结果报告例外报告包括原因说明需求预测订单管理设计变更收发存管理mrp输入mrp处理mrp输出采购物料安排作业博士运营管理141111mrpmrp111mrp概述112mrp的处理逻辑113mrp与erp系统114作业计划与排序博士运营管理15从开环从开环mrpmrpinputsinputsprocessprocessoutputsmrpoutputsmrpipomrpipomrp到闭环到闭环mrpmrpclosedclosedloopmrploopmrpclmrpclmrp能力需求计划对变化的反馈更新周期和更新权限的设定113113mrpmrperperp可能的变化可能的变化影响后果影响后果供货商运输人力资源内部加工中心有效负荷产品质量等的变化预期到货量发生变化
有关夹具及框架组、伸缩器、夹轮的编码、提前期、安全库存、 经济订货(生产)批量、已分配量等信息如表11-3、11-4、11-5、116所示。表中同时给出了各物料的预期库存与预期到货。除注明外, 表中数据的单位均为个。
生产管理课件 11作业排序
加工周期为46
课堂作业:求Fmax.
表3顺序S下的加工时间矩阵
i P i1 P i2 P i3 P i4
1 2 3 4 56
3
3
3 6 4 10 212 113 316
25 511 415 318 725 631
510 415 520 727 532 436
111 217 323 229 335 137
2、关键工件法
(1)计算每个工件的总加工时间,找出加工时间最长 的工件C,将其作为关键工件;
(2)对于余下的工件若Pi1≤Pim,则按Pi1不减的顺序排 成一个序列Sa,若Pi1>Pim,则按Pim不增的顺序排列成 一个序列Sb。 (3)顺序( Sa,C,Sb)即为所求顺序。
关键工件法求近优解举例
参数表示法:
n /m /P / Fmax所有零件在每台机器上的 加工顺序相同。如在M1上都是第一道工 序,M2上都是第二道工序。
n /m /F / Fmax不同零件在每台机器上的 加工顺序不同。如零件1在M1上不加工, 在M2上才是第一道工序;而零件2在M1上 是第一道工序。
第二节 流水作业排序问题
Johnson法则只是一个充分条件,不是必 要条件。不符合这个法则的加工顺序, 也可能是最优顺序。如对例11-2顺序(2 ,5,6,4,1,3)不符合Johnson法则, 但它也是一个最优顺序
对于3台机器的流水车间排序问题,只有 几种特殊类型的问题找到了有效算法。
对于一般的流水车间排列排序问题,可 以用分支定界法。
③ 若所有零件都已排序,停止。否则, 转步骤①。
例题:求表11-3所示的6/2/F/Fmax问题的最优解。
表11-3加工时间矩阵
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业排序要解决的问题
工厂:对每个工人和工作地安排每天的 生产任务,规定开始时间和完成时间; 医院:安排病人手术,为此要安排手术 室、配备手术器械、手术医师和护士; 学校:安排上课时间表,使学生能按规 定的时间到规定的教室听事先安排的教 师讲课。 编制作业计划实质上是要将资源分配给 不同的任务,按照既定的优化目标,确 定各种资源利用的时间问题。
10
4
2 3 7 2
12
5 6
1 7 5 3
13
3 6 4 1
16
5
10
11
15
18
25
31
5
15
20 23
27 29
32 35
36 37
11
17
加工周期为37
二、n/2/F/Fmax问题的最优算法
(一)加工时 间。 ② 若最短的加工时间出现在M1上,则对 应的零件尽可能往前排;若最短加工时间出现 在M2上,则对应零件尽可能往后排。然后,从 加工时间矩阵中划去已排序零件的加工时间。 若最短加工时间有多个,则任挑一个 ③ 若所有零件都已排序,停止。否则, 转步骤①。
二、假设条件与符号说明
Ji为工件i Mj为机器j Pij为Ji在 Mj上的加工时间 ri为Ji的到达时间 di为Ji的完工期限 Ci为Ji完工时间 Cmax最长完工时间 Fi为Ji的流程时间 Fmax为最长流程时间 Li为工件的延迟时间 Lmax为最长延迟时间
三、排序问题的分类和表示法
一、名词术语(续)
“零件”则代表“服务对象”。零件可以 是单个零件,也可以是一批相同的零件 “加工路线”是零件加工经过不同机器 构成的路线。比如,某零件要经过车、 钻、冲、磨的路线加工,我们可以用 M1,M2,M3,M4来表示。 “加工顺序”则表示每台机器加工n个零 件的先后顺序,是排序要解决的问题
Johnson法则只是一个充分条件,不是必 要条件。不符合这个法则的加工顺序, 也可能是最优顺序。如对例 11-2 顺序 (2 ,5,6,4,1,3)不符合Johnson法则, 但它也是一个最优顺序 对于3台机器的流水车间排序问题,只有 几种特殊类型的问题找到了有效算法。 对于一般的流水车间排列排序问题,可 以用分支定界法。
p
k 1
L
ik
pik
k 1
1
和
k m 1 L
m
pik
k 311
p
3
ik
pik
k 3
3
即Pi1和Pi3
再计算L=2时的加工时间,
p
k 1
L
ik
pik pi1 pi 2
k 1
2
和
3
k m 1 L
m
pik
k 31 2
p
具体做法,对加工时间
p
k 1
L
ik
和
k m 1 L
p
m
ik
L=1,2,....,m-1
用Johnson算法求(m-1)次加工顺序,取最优.
L表示多少个加工工序. 时间和,
k m 1 L
p
m
p
k 1
L
ik
表示前面L个工序的
ik
表示后面L个工序的时间和。
CDS法可以总结为:
L=1时,求第1道和最后一道工序的加工时间矩阵
L=2时,求前2道和后2道工序的加工时间和的矩阵
L=3时,求前3道和后3道工序的加工时间和的矩阵
L=4时,求前4道和后4道工序的加工时间和的矩阵
L=m-1,求前m-1道和后m-1道工序的加工时间和 的矩阵
如:用CDS求机器数M为3时的加工顺序。 首先,计算L=1时的加工时间,
Pi1 Pi2
Pi3 p i
1
8 4 13
2
4 5 11
6
2 8 16
3
9 2 14
1,2
3 4
作业:P322第2题 用关键工件法求解
3、CDS法
Campbell-Dudek-Smith 三人提出了一个启 发式算法,简称CDS法。他们把Johnson算法用于 一般的n/m/P/Fmax问题,得到(m-1)个加工顺 序,取其中优者。
1、按机器的种类和数量 单台机器的排序问题 单件作业(Job-shop)排序问题: 工件的加工路线不同
多台机器的排序问题
流水作业(Flow-shop)排序问题: 所有工件的加工路线完全相同 2、按工件到达车间的情况 静态排序问题 动态排序问题 3、按目标函数的性质 平均流程时间最短的排序问题 使误期完工的工件数最少的排序问题 ……
2 2
5 5
5
6
6
3 F max=28 最优顺序下的 最优加工顺序为S=(2,5,6,1,4,3)。
课堂作业:
P321第1题
最优排序为(6,5,7,1,8,3,2,4) ;或(6,5,8,7,1,3,2,4)
Fmax=47
(二)算法步骤的改进
把Johnson算法作些改变,改变后的算法 按以下步骤进行: ① 将所有ai≤bi的零件按ai值不减 的顺序排成一个序列A。 ② 将所有ai>bi的零件按bi值不增 的顺序排成一个序列B。 ③ 将A放到B之前,就构成了最优 加工顺序
例题:求表11-3所示的6/2/F/Fmax问题的最优解。
i
表11-3加工时间矩阵 1 2 3 4 5 1 8 5 5 3 6 4
ai
bi
7
2
2
4
7
4
3
将零件2排第1位 2
将零件3排第6位 2 将零件5排第2位 将零件6排第3位
将零件4排第5位 将零件1排第4位 2 5
3 6 3 4 1 4 3
2
10 15
2 2 5 8 2
12
4 1 7 5 3
13
3 3 6 7 4
16
7
12 13
11
20
27
33
17 21
22 25
30 32
35 38
42 46
加工周期为46
课堂作业:求Fmax.
表3顺序S下的加工时间矩阵
i P i1 P i2 P i3 P
i4
1
3 2 1
3
2
3 5 4 2
6
3
4 4 5 3
三、求一般n/m/P/ Fmax问题近优解 (Near optimal solution)的启发式算法 1、Palmer法:按斜度指标排列工件的启发式算法
工件的斜度指标按下式计算:
i [k (m 1) / 2]Pik k=1,2,3...m
k 1
m
m为机器数;Pik 为工件i在Mk 上的加工时间,k是机 器编号,按照各工件λi不增的顺序排列工件,可得 出满意顺序
参数表示法:
n /m /P / Fmax所有零件在每台机器上的 加工顺序相同。如在M1上都是第一道工 序,M2上都是第二道工序。 n /m /F / Fmax不同零件在每台机器上的 加工顺序不同。如零件1在M1上不加工, 在M2上才是第一道工序;而零件2在M1上 是第一道工序。
第二节 流水作业排序问题
参数表示法:
n /m /A /B。 其中, n ──零件数; m ──机器数; A ──作业类型; 在A的位置若标以“F”,则代表流水作业排序 问题。 若标以“P”,则表示流水作业排列排序问题, 即同顺序排序,所有零件在每台机器上的加工 顺序相同。 若标以“G”,则表示一般单件作业排序问题。 当m=1,则A处为空白 B──目标函数,通常是使其值最小。
流水作业排序问题的基本特征是每个零 件的加工路线都一致。即工件流向一致. 只要加工路线一致:M1, M2, M3,….., Mm,不要求每个零件都经过每台机器加工
一、最长流程时间Fmax的计算
最长流程时间又称作加工周期 例题:6/4/p/ Fmax问题,当按顺序S=( 6,1,5,2,4,3) 加工时,求Fmax.
K = 1
m
i [k (3 1) / 2]Pik
k 1
m
i [k 2]Pik
k 1
m
=(1-2) Pi1+(2-2) Pi2+(3-2) Pi3
=- P i1 + P i3
λi =- P i1 + P i3 λ1 = - P 11 + P 13= -1+4 = 3 λ2 = -P21 + P23= -2 + 5= 3 λ3 =- P31 + P33 = -6 + 8 = 2 λ4 =-P 41+P43 = -3 + 2 = -1 按λi不增的顺序排列,得到加工顺序 (1,2,3,4)和(2,1,3,4), 两者均为最优顺序,Fmax=28。
表 11 -4 改进算法
ai≤bi, ai 值不减
i
ai
1
5
2
1
3
8
4
5
5
3
6
4
ai>bi, bi 值不增
bi
7
2
2
4
7
4 5 4
4
i ai bi
2 1 2
5 3 7
6 4 4
1 5 7
3 8 2
序列A为 (2, 5,6,1),序列B为(4,3),构 成最优顺序为 (2,5,6,1, 4,3),与 Johnson算法结果一致。
一、名词术语(续)
“派工” (Dispatching)是在作业计划制定以 后,按照作业计划的要求,将具体生产任务通 过工票或施工单的形式下达到具体的机床和工 人,属于通常所说的“调度”范围。 “赶工” (Expediting)是在实际进度已落后 于计划进度时采取的行动,也属于通常所说的 “调度”范围。 “机器”,可以是工厂里的各种机床,也可以 是维修工人;可以是轮船要停靠的码头,也可 以是电子的计算机中央处理单元、存贮器和输 入、输出单元。表示“服务者”;