气动阀装拆介绍
阀门的拆卸与组装
阀门的拆卸与组装阀门的拆卸与组装是阀门修理中的两个重要工序。
拆卸不当,容易损坏阀件;组装不正,影响阀门的使用。
因此,遵守规程,正确操作,严格把关,精心装配,是提高拆卸与组装质量的重要措施。
第一节修理场地的布置与管理在修理现场应该集中一定的设备和工具,组织一部分有经验的工人,按照现代管理要求,建立阀门修理班组。
这样有利于均衡修理阀门,节约人力物力,加快修理速度,提高修理质量。
一、场地的布局修理场地的合理布置和摆放,集中反映出修理厂的管理水平和职工的精神面貌。
靠墙设置一排多层储物架,其中工具架摆放常用研具和拆装工具、通用工具等;阀件架用来摆放各类阀门易损零部备件,以及垫片、填料、常用紧固件等备品、配件;物料架摆放清理工器具、涂料及油类物料等。
修理作业钳工台一般设置在场地的中心位置,主要用来修理小型阀门及较大型阀门的零、部件。
钳工台上设有旋转平口虎钳和小型研磨平板;下部设有抽屉,用以存放个人保管的各种钳工工具、小型修理用具、磨具、量具等。
钳台旁设有清洗阀件的清洗器皿。
修理场地中间还摆放着一些不同规格的装有单臂吊的作业台,以适应大中型不同规格的阀门的拆、装、起吊、修理等作业。
修理场地设置了多能研磨机、阀体研磨机、闸板及阀瓣研磨机、剪垫机和钻床等设备和工具,供修理阀件、研磨密封面和制作垫片用。
还有大型检验平板、大型研磨平板、阀杆校正架手推车等。
修理场地设有手动、电动试压机,用以检查修理后的阀门的密封性能和强度性能。
其间有水源、汽源、气源等,供试压、吹扫、烘干取暖和驱动工具用,并配有低压照明设施。
修理场地上空配有简易行车、工人可以在地面操纵行车作横向运动,其上的电动葫芦可沿横梁作纵向运动,以便起吊场内各部位的阀门及大型工具。
气动调节阀工作原理、安装、检修
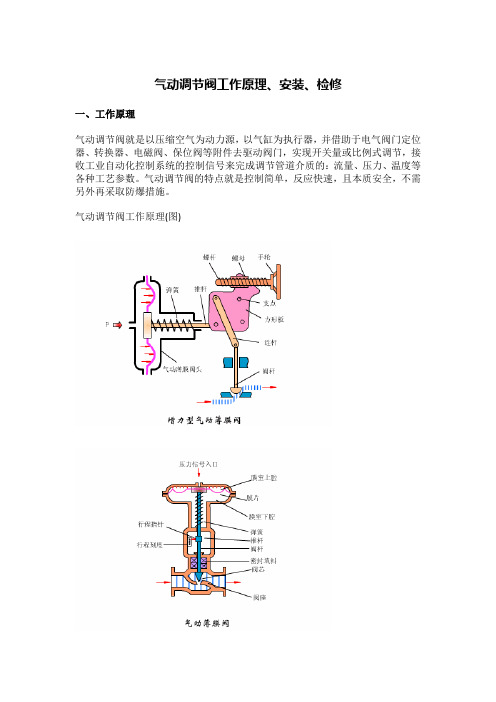
气动调节阀工作原理、安装、检修一、工作原理气动调节阀就是以压缩空气为动力源,以气缸为执行器,并借助于电气阀门定位器、转换器、电磁阀、保位阀等附件去驱动阀门,实现开关量或比例式调节,接收工业自动化控制系统的控制信号来完成调节管道介质的:流量、压力、温度等各种工艺参数。
气动调节阀的特点就是控制简单,反应快速,且本质安全,不需另外再采取防爆措施。
气动调节阀工作原理(图)气动调节阀通常由气动执行机构和调节阀连接安装调试组成,气动执行机构可分为单作用式和双作用式两种,单作用执行器内有复位弹簧,而双作用执行器内没有复位弹簧。
其中单作用执行器,可在失去起源或突然故障时,自动归位到阀门初始所设置的开启或关闭状态。
气动调节阀根据动作形式分气开型和气关型两种,即所谓的常开型和常闭型,气动调节阀的气开或气关,通常是通过执行机构的正反作用和阀态结构的不同组装方式实现。
气动调节阀作用方式气开型(常闭型)是当膜头上空气压力增加时,阀门向增加开度方向动作,当达到输入气压上限时,阀门处于全开状态。
反过来,当空气压力减小时,阀门向关闭方向动作,在没有输入空气时,阀门全闭。
顾通常我们称气开型调节阀为故障关闭型阀门。
气关型(常开型)动作方向正好与气开型相反。
当空气压力增加时,阀门向关闭方向动作;空气压力减小或没有时,阀门向开启方向或全开为止。
顾通常我们称气关型调节阀为故障开启型阀门。
气开气关的选择是根据工艺生产的安全角度出发来考虑。
当气源切断时,调节阀是处于关闭位置安全还是开启位置安全。
举例来说,一个加热炉的燃烧控制,调节阀安装在燃料气管道上,根据炉膛的温度或被加热物料在加热炉出口的温度来控制燃料的供应。
这时,宜选用气开阀更安全些,因为一旦气源停止供给,阀门处于关闭比阀门处于全开更合适。
如果气源中断,燃料阀全开,会使加热过量发生危险。
又如一个用冷却水冷却的的换热设备,热物料在换热器内与冷却水进行热交换被冷却,调节阀安装在冷却水管上,用换热后的物料温度来控制冷却水量,在气源中断时,调节阀应处于开启位置更安全些,宜选用气关式(即FO)调节阀。
干货:气动调节阀工作原理图解及结构图
⼲货:⽓动调节阀⼯作原理图解及结构图⽓动调节阀在化⼯⽣产中是很重要的,它是组成⼯业⾃动化系统的重要环节,它就像是⽣产过程⾃动化的⼿和脚⼀样必须。
⽓动调节阀在⽯油、化⼯、电⼒、冶⾦等⼯业企业中都有着⼴泛的应⽤,接下来就带⼤家来了解⽓动调节阀的相关知识。
⽓动调节阀⼯作原理图解 ⽓动调节阀通常由⽓动执⾏机构和调节阀连接安装调试组成,⽓动执⾏机构可分为单作⽤式和双作⽤式两种,单作⽤执⾏器内有复位弹簧,⽽双作⽤执⾏器内没有复位弹簧。
其中单作⽤执⾏器,可在失去起源或突然故障时,⾃动归位到阀门初始所设置的开启或关闭状态。
⽓动调节阀根据动作形式分⽓开型和⽓关型两种,即所谓的常开型和常闭型,⽓动调节阀的⽓开或⽓关,通常是通过执⾏机构的正反作⽤和阀态结构的不同组装⽅式实现。
⽓动调节阀结构 ⽓动调节阀主要由⽓动执⾏机构、阀体和附件三部分组成。
执⾏机构以洁净压缩空⽓为动⼒,接收4~20毫安电信号或20~100KPa⽓信号,驱动阀体运动,改变阀芯与阀座间的流通⾯积,从⽽达到调节流量的作⽤。
为了改善阀门的线性度,克服阀杆的摩擦⼒和被调介质⼯况(温度、压⼒)变化引起的影响,使⽤阀门定位器与调节阀配套,从⽽使阀门位置能按调节信号精准定位。
执⾏机构由隔膜/活塞、弹簧、⼿轮、⽓动杆、连轴器等主要部件构成;阀体的主要部件有阀笼、阀瓣、阀座、阀杆、阀笼压环等;其他附件如电磁阀、减压阀、过滤器、电流/⽓压转换器、定位器、流量放⼤器等。
为了机组安全运⾏,⼀些重要的阀门设计有电磁阀、保位阀、快速泄压阀等附件,确保调节阀在失电、失信号或失⽓情况下实现快开(关)或保卫功能(三断⾃锁保护功能),满⾜⼯艺系统安全运⾏要求。
控制阀的三断保护:断⽓源保护、断电源保护和断信号源保护。
⽓动调节阀结构图 ⽓动调节阀作⽤⽅式: ⽓开型(常闭型)是当膜头上空⽓压⼒增加时,阀门向增加开度⽅向动作,当达到输⼊⽓压上限时,阀门处于全开状态。
反过来,当空⽓压⼒减⼩时,阀门向关闭⽅向动作,在没有输⼊空⽓时,阀门全闭。
气动电磁阀的安装方法
气动电磁阀的安装方法一、安装前的准备工作1.验收气动电磁阀:在安装之前,需要进行气动电磁阀的验收工作。
首先检查外观是否完好,然后检查电磁阀的型号和规格是否与实际需求相符。
最后可以进行一次全面的功能测试,确保气动电磁阀的各项功能正常。
2.气路准备:在安装之前,需要准备好相关的气路。
首先确定气动电磁阀的入口和出口位置,并按照实际使用需求进行管道的布置和连接。
同时,还需要准备好必要的附件,如法兰、管接头、密封垫等。
3.定位确认:在安装之前,需要确认气动电磁阀的安装位置。
一般来说,安装位置应尽量接近控制装置,便于操作和维护。
此外,还要确保安装位置符合气动电磁阀的使用要求,如避免受到高温、高湿、腐蚀等影响。
二、气动电磁阀的安装步骤1.确定安装位置:根据气动电磁阀的功能和使用要求,确定合适的安装位置。
通常,气动电磁阀的安装位置应该靠近被控制元件,且便于操作和维护。
2.确定安装方法:根据安装位置和工艺要求,确定合适的安装方法。
常见的安装方法有法兰连接、螺纹连接、夹紧连接等。
根据实际情况选择合适的安装方法。
3.安装法兰:如果选择法兰连接方式,需要先将法兰固定在气动电磁阀上。
首先,将法兰盖放在气动电磁阀的连接孔上,然后使用螺丝固定法兰盖,将法兰和气动电磁阀紧密连接。
4.安装管路:根据实际气路布置,确定进气口和出气口的连接方式。
通常,进气口需要接入气源,出气口需要连接被控制元件。
根据管道的连接方式,可以选择螺纹连接、焊接连接、夹紧连接等方法。
5.连接电源:根据电磁阀的工作电压和控制要求,将电源连接到电磁阀的控制端。
注意,必须按照电磁阀的控制端的极性正确连接电源,否则会影响电磁阀的正常工作。
6.调试和测试:完成安装后,需要进行一次全面的调试和测试,确保气动电磁阀的各项功能正常。
可以通过手动操作和自动控制方式对气动电磁阀进行测试,检查其开关状态、响应时间、密封性等指标。
三、安装注意事项1.安装时必须确保气路中无杂质和水分,避免对电磁阀造成损坏。
气动调节阀接线图及安装技巧

气动调节阀接线图气动调节阀就是以压缩气体为动力源,以气缸为执行器,并借助于阀门定位器、转换器、电磁阀、保位阀、储气罐、气体过滤器等附件去驱动阀门,实现开关量或比例式调节,接收工业自动化控制系统的控制信号来完成调节管道介质的:流量、压力、温度、液位等各种工艺过程参数。
气动调节阀的特点就是控制简单,反应快速,且本质安全,不需另外再采取防爆措施。
气动调节阀的信号有阀开、阀关(24VDC)、阀位信号和阀位反馈信号(4~20mA)、阀开到位、阀关到位信号(24VDC),24v的阀开关信号和4~20ma 的阀位信号如何使用呢既然叫调节阀,那么不单单是一开一关两种状态,还有其他状态可调节。
现在一般的启动调节阀的输入信号有4~20mA和0~5V或10V,不过由于电压信号在传输过程中衰减和干扰都较大。
因此使用最多的就是4~20mA信号。
首先经过程序运算后通过模拟量输出(AO)模块向外输出4-20mA信号,该信号通过信号隔离器后直接接到调节阀中,接线也很简单就是信号+接调节阀的+,-接-就可以。
24v气动动调节阀接线图昨天一个朋友给小编发了一个气动调节阀的图,他跟小编说不知道线该怎么接,想必除了小编的这个朋友,应该还有一些朋友同样被这个问题困扰着,下面小编就为大家说说这种24v气动动调节阀接线方法。
该气动调节阀图片如下:这种气动调节阀一共有六根线,其中两根是接24v的,另外4根为信号线,一般来讲,只要两根信号反馈线就好了的,而这里有四根,这就导致了很多朋友不知道该怎么接,其实这还是非常简单的,这个24v气动动调节阀带4~20mA 位置反馈的,也就是说在定位器上面是接四根线的,两个信号线,两根位置反馈线;另外两条是接在电磁阀上面的,起到联锁作用,总结来说就是一组信号线,一组反馈线,一组电磁阀的线,刚好三组六根。
1.安装过程中应始终遵守气动调节阀安装指导和注意点;2.调节阀的工作环境温度要在(-30~+60)相对湿度不大于95%95%,相对湿度不大于95%;3.调节阀前后位置应有直管段,长度不小于10倍的管道直径(10D),以避免阀的直管段太短而影响流量特性;4.在安装阀门之间,先阅读指导手册。
气动阀的安装技术要求

气动阀的安装技术要求气动阀是工业领域常用的一种控制装置,广泛应用于石油、化工、电力、冶金、煤炭、制药等行业。
它通过控制气源的压力来实现对流体介质的控制,具有调节精度高、反应速度快、稳定可靠等特点。
在安装气动阀时,需要注意以下技术要求。
一、安装前的准备工作在安装气动阀之前,需要进行一系列的准备工作,包括选择适当的位置,清理管道系统,确认管道内介质的状态以及对气动阀进行必要的检查和试验,确保各个部件都符合要求。
1.选择适当的位置:根据工艺要求和安全标准,选择合适的位置安装气动阀,应保证其易于操作和维护,同时避免与其他管道、设备和建筑结构发生碰撞。
2.清理管道系统:在安装气动阀之前,应清理管道系统中的杂质、油脂和其他堵塞物,保证介质能够顺畅流动,并且不会对气动阀的正常运行产生不良影响。
3.管道内介质状态确认:确认管道内介质的性质、温度、压力等参数,以及由此产生的对阀门材质和密封方式的要求,确保选择的气动阀能够满足工艺要求。
4.气动阀的检查和试验:在安装之前,必须对气动阀进行全面检查和试验,包括外观检查、功能检测、密封性能测试等,确保阀门本身的质量达到要求。
二、安装过程中的技术要求在实际安装气动阀时,需要遵守以下技术要求,以确保操作正常、安全可靠。
1.气动阀与管道的连接:根据气动阀和管道的连接形式,选择合适的连接方法,如法兰连接、螺纹连接等。
连接过程中需要注意严格按照连接要求进行操作,保证连接的牢固和密封性。
2.定位装置的设置:为了减少气动阀在使用过程中的振动和冲击,需要设置定位装置。
定位装置一般由定位器和行程开关组成,通过行程开关来实现气动阀的自动控制和联锁保护。
3.管道与阀体的支撑:管道和阀体之间需要设置支撑件,以保证气动阀与管道系统之间的相对位置稳定不变,减少振动和载荷对阀门的影响。
4.气源管路的连接:气动阀的正常工作需要有稳定可靠的气源供应,因此需要正确连接气源管路,并根据实际情况设置减压阀、油水分离器等附属装置,保证气源的质量。
阀门的拆卸与组装

阀门的拆卸与组装阀门的拆卸与组装是阀门修理中的两个重要工序。
拆卸不当,容易损坏阀件;组装不正,影响阀门的使用。
因此,遵守规程,正确操作,严格把关,精心装配,是提高拆卸与组装质量的重要措施。
第一节修理场地的布置与管理在修理现场应该集中一定的设备和工具,组织一部分有经验的工人,按照现代管理要求,建立阀门修理班组。
这样有利于均衡修理阀门,节约人力物力,加快修理速度,提高修理质量。
一、场地的布局修理场地的合理布置和摆放,集中反映出修理厂的管理水平和职工的精神面貌。
靠墙设置一排多层储物架,其中工具架摆放常用研具和拆装工具、通用工具等;阀件架用来摆放各类阀门易损零部备件,以及垫片、填料、常用紧固件等备品、配件;物料架摆放清理工器具、涂料及油类物料等。
修理作业钳工台一般设置在场地的中心位置,主要用来修理小型阀门及较大型阀门的零、部件。
钳工台上设有旋转平口虎钳和小型研磨平板;下部设有抽屉,用以存放个人保管的各种钳工工具、小型修理用具、磨具、量具等。
钳台旁设有清洗阀件的清洗器皿。
修理场地中间还摆放着一些不同规格的装有单臂吊的作业台,以适应大中型不同规格的阀门的拆、装、起吊、修理等作业。
修理场地设置了多能研磨机、阀体研磨机、闸板及阀瓣研磨机、剪垫机和钻床等设备和工具,供修理阀件、研磨密封面和制作垫片用。
还有大型检验平板、大型研磨平板、阀杆校正架手推车等。
修理场地设有手动、电动试压机,用以检查修理后的阀门的密封性能和强度性能。
其间有水源、汽源、气源等,供试压、吹扫、烘干取暖和驱动工具用,并配有低压照明设施。
修理场地上空配有简易行车、工人可以在地面操纵行车作横向运动,其上的电动葫芦可沿横梁作纵向运动,以便起吊场内各部位的阀门及大型工具。
上例介绍的只是一个一般的修理厂模型,各厂应该根据本单位的修理规模、厂房条件、环境因素以及设备和人员组成等具体情况确定场地布置。
阀门的拆卸与组装(指南)

阀门的拆卸与组装阀门的拆卸与组装是阀门修理中的两个重要工序。
拆卸不当,容易损坏阀件;组装不正,影响阀门的使用。
因此,遵守规程,正确操作,严格把关,精心装配,是提高拆卸与组装质量的重要措施。
第一节修理场地的布置与管理在修理现场应该集中一定的设备和工具,组织一部分有经验的工人,按照现代管理要求,建立阀门修理班组。
这样有利于均衡修理阀门,节约人力物力,加快修理速度,提高修理质量。
一、场地的布局修理场地的合理布置和摆放,集中反映出修理厂的管理水平和职工的精神面貌。
靠墙设置一排多层储物架,其中工具架摆放常用研具和拆装工具、通用工具等;阀件架用来摆放各类阀门易损零部备件,以及垫片、填料、常用紧固件等备品、配件;物料架摆放清理工器具、涂料及油类物料等。
修理作业钳工台一般设置在场地的中心位置,主要用来修理小型阀门及较大型阀门的零、部件。
钳工台上设有旋转平口虎钳和小型研磨平板;下部设有抽屉,用以存放个人保管的各种钳工工具、小型修理用具、磨具、量具等。
钳台旁设有清洗阀件的清洗器皿。
修理场地中间还摆放着一些不同规格的装有单臂吊的作业台,以适应大中型不同规格的阀门的拆、装、起吊、修理等作业。
修理场地设置了多能研磨机、阀体研磨机、闸板及阀瓣研磨机、剪垫机和钻床等设备和工具,供修理阀件、研磨密封面和制作垫片用。
还有大型检验平板、大型研磨平板、阀杆校正架手推车等。
修理场地设有手动、电动试压机,用以检查修理后的阀门的密封性能和强度性能。
其间有水源、汽源、气源等,供试压、吹扫、烘干取暖和驱动工具用,并配有低压照明设施。
修理场地上空配有简易行车、工人可以在地面操纵行车作横向运动,其上的电动葫芦可沿横梁作纵向运动,以便起吊场内各部位的阀门及大型工具。
上例介绍的只是一个一般的修理厂模型,各厂应该根据本单位的修理规模、厂房条件、环境因素以及设备和人员组成等具体情况确定场地布置。
总之,布局应该有利于上、下工序的衔接、产品运输方便,以提高修理效率。