巴氏杀菌
法规中巴氏杀菌的定义

法规中巴氏杀菌的定义全文共四篇示例,供读者参考第一篇示例:巴氏杀菌是一种用来消除牛奶中有害微生物的加热处理工艺,其名字来源于法国微生物学家Louis Pasteur(路易斯·巴斯德)。
巴氏杀菌法被广泛应用于乳品生产行业,可以使牛奶在不改变营养成分和口感的情况下延长保存期限,确保产品的安全和卫生。
巴氏杀菌法的基本原理是通过将牛奶加热到一定温度并保持一定时间,将其中的细菌、霉菌和酵母等有害微生物全部杀灭。
这种方法可以有效防止由于微生物污染而导致的疾病传播,同时能够延长牛奶的保质期,使其更加安全可靠。
根据中国相关法规的规定,巴氏杀菌的温度和时间是有一定要求的。
一般而言,牛奶在巴氏杀菌的过程中需要加热到摄氏72度以上,并且保持在该温度下不少于15秒。
这样可以确保绝大部分的有害微生物被杀灭,从而达到消毒的目的。
巴氏杀菌法被广泛应用于乳品生产行业,成为确保产品质量和安全的重要措施。
在中国,相关监管部门对乳品生产企业的生产环节和设备都进行严格监管,确保其按照标准要求进行巴氏杀菌处理。
只有通过了相关检验和认证,才能将产品投放市场。
值得注意的是,巴氏杀菌虽然可以杀灭大部分的有害微生物,但并不能完全消除所有微生物。
在生产和消费中仍需注意卫生安全,避免二次污染。
长时间高温处理也可能对牛奶中的营养成分产生一定影响,因此在加工过程中需要平衡好消毒效果和保留营养的关系。
巴氏杀菌法是一种安全高效的乳品加工技术,可以有效保障产品的质量和安全。
在生产和消费过程中,相关部门和消费者都应增强对此技术的认识和了解,共同促进乳品行业的健康发展。
【2000字】第二篇示例:巴氏杀菌是一种用来杀灭微生物的加热处理方法,是食品安全领域中非常重要的环节之一。
巴氏杀菌技术最初由法国微生物学家巴斯德发现并提出,后来被应用到食品生产中,成为了一种常用的消毒方法。
在许多国家的法规中,都规定了食品生产中必须对一些易污染的产品进行巴氏杀菌处理,以保证食品的安全和卫生。
巴氏杀菌法的原理及应用

巴氏杀菌法的原理及应用巴氏杀菌法(Pasteurization)是一种常用的食品加工技术,它通过加热来杀灭食品中的细菌、病毒和其他微生物,延长食品的保质期,并确保食品的安全性。
本文将详细介绍巴氏杀菌法的原理和应用。
巴氏杀菌法的原理是利用适当的温度和时间来杀灭食品中的微生物。
巴氏杀菌法最常用的温度范围是60-85摄氏度,杀菌时间通常为15至60分钟,具体的温度和时间取决于食品的种类和所需的杀菌效果。
巴氏杀菌法首先将食品置于加热设备中,然后加热至特定的温度。
一旦达到预定的温度,食品将保持一段时间,以确保杀菌效果。
在此过程中,温度很重要,因为在适当的温度下,微生物的细胞壁和细胞膜被破坏,导致细菌和其他微生物的死亡。
当温度过高时,食品的质量可能会受损,因此需要谨慎选择温度和时间。
巴氏杀菌法应用广泛,特别是在液态食品的处理中,例如牛奶、果汁和啤酒。
这些食品通常含有大量的微生物,如果不经过处理就直接食用,很容易引起食物中毒和其他疾病。
通过巴氏杀菌法,食品中的致病菌和其他有害微生物可以被有效杀灭,从而保证食品的安全性。
此外,巴氏杀菌法还被广泛用于乳制品的加工过程中。
牛奶是一种富含营养的食品,但同时也是微生物滋生的温床。
经过巴氏杀菌法处理的牛奶可以杀灭其中的细菌和病毒,延长保质期,并保持牛奶的营养价值。
这对于那些无法直接消费鲜牛奶的人来说,如婴儿和过敏体质者,具有重要的意义。
此外,巴氏杀菌法还可以用于酿造酒精饮料的过程中。
啤酒、葡萄酒等酒精饮料加热到适当的温度可以杀死其中的酵母和其他微生物,防止发酵过程中产生有害物质,从而确保产品质量和健康安全。
巴氏杀菌法也有一些局限性。
由于温度较低,杀菌效果相对较差,部分耐热菌可能幸存下来。
因此,巴氏杀菌法并不能完全取代高温灭菌(如高压灭菌)。
此外,巴氏杀菌法只适用于液态食品,并不能杀灭已孵化的孢子。
在一些特殊情况下,可能需要结合其他方法来确保食品的安全性。
总结来说,巴氏杀菌法是一种常用的食品加工技术,通过适当的温度和时间来杀灭食品中的微生物,保证食品的安全性和延长保质期。
巴氏灭菌
巴氏灭菌法目录巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法。
出后会变酸,根本无法饮用。
而且这种变酸现象还时常发生。
巴斯德受人邀请去研究这个问题。
经过长时间的观察,他发现使啤酒变酸的罪魁祸首是乳酸杆菌。
营养丰富的啤酒简直就是乳酸杆菌生长的天堂。
采取简单的煮沸的方法是可以杀死乳酸杆菌的,但是,这样一来啤酒也就被煮坏了。
巴斯德尝试使用不同的温度来杀死乳酸杆菌,而又不会破坏啤酒本身。
最后,巴斯德的研究结果是:以50~60摄氏度的温度加热啤酒半小时,就可以杀死啤酒业。
这种灭菌法也就被称为“巴氏灭菌法”。
繁殖越快。
但温度太高,细菌就会死亡。
不同的细菌有不同的最是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
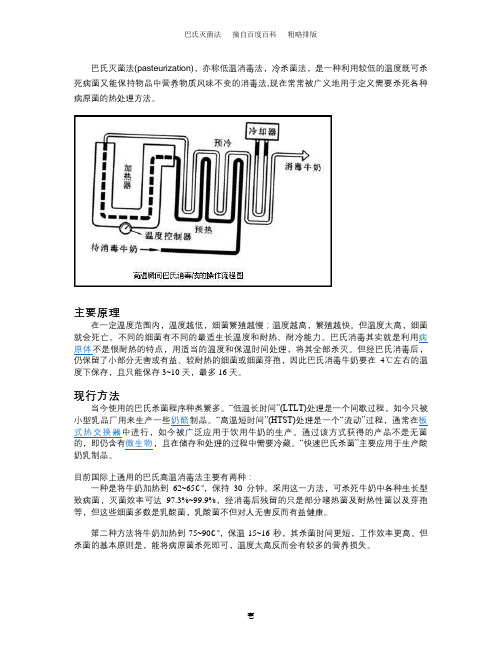
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
目前国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
其中,在60℃以下加热30分钟的方式,作为低温灭菌的标准,早为世界广泛采用。
利用高温处理,虽对乳质多少有些影响,但可增强灭菌效果,这种方法称为高温灭菌(sterilization),也就是在95℃以上加热20分钟。
巴氏灭菌法
巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,现在常常被广义地用于定义需要杀死各种病原菌的热处理方法。
由来巴氏灭菌法的产生来源于巴斯德解决啤酒变酸的问题。
当时,法国酿酒业面临着一个令人头疼的问题,那就是啤酒在酿出后会变酸,根本无法饮用。
而且这种变酸现象还时常发生。
巴斯德受人邀请去研究这个问题。
经过长时间的观察,他发现使啤酒变酸的罪魁祸首是乳酸杆菌。
营养丰富的啤酒简直就是乳酸杆菌生长的天堂。
采取简单的煮沸的方法是可以杀死乳酸杆菌的,但是,这样一来啤酒也就被煮坏了。
巴斯德尝试使用不同的温度来杀死乳酸杆菌,而又不会破坏啤酒本身。
最后,巴斯德的研究结果是:以50~60℃的温度加热啤酒半小时,就可以杀死啤酒里的乳酸杆菌和芽孢,而不必煮沸。
这一方法挽救了法国的酿酒业。
这种灭菌法也就被称为“巴氏灭菌法”。
编辑本段主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
编辑本段现行方法当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
目前国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
巴氏杀菌流程
巴氏杀菌流程巴氏杀菌是一种常用的食品加工技术,通过高温瞬间杀灭食品中的有害菌群,保持食品的新鲜和营养。
下面将详细介绍巴氏杀菌的流程及其重要性。
首先,巴氏杀菌流程的第一步是准备工作。
在进行巴氏杀菌之前,需要对杀菌设备进行彻底的清洁和消毒,以确保食品在加工过程中不受到二次污染。
此外,还需要准备好待杀菌的食品,确保其质量符合要求。
接下来是加热阶段。
将待杀菌的食品放入巴氏杀菌设备中,通过加热的方式将食品加热至一定温度,一般为摄氏72度以上。
在这个温度下,绝大多数的有害菌群都会被迅速杀灭,从而达到杀菌的目的。
然后是保温阶段。
在完成加热后,需要将食品保持在一定的温度下一段时间,以确保所有的有害菌群都被彻底杀灭。
这个时间一般为20分钟左右,具体时间根据不同食品的要求而定。
最后是冷却阶段。
在保温完成后,需要将食品快速冷却至室温,以防止食品在高温下继续变质。
冷却的过程需要在卫生条件下进行,以确保食品的卫生安全。
巴氏杀菌流程的重要性不言而喻。
首先,巴氏杀菌可以有效杀灭食品中的有害菌群,保障食品的卫生安全。
其次,巴氏杀菌可以延长食品的保质期,减少食品变质的可能性,从而减少食品浪费。
最后,巴氏杀菌可以保持食品的营养成分,确保食品的营养价值不因加工而流失。
综上所述,巴氏杀菌流程是食品加工中不可或缺的重要环节,通过严格的流程和标准操作,可以保障食品的质量和安全,为消费者提供健康、安全的食品。
希望本文对巴氏杀菌流程有所帮助,谢谢阅读。
巴氏杀菌和高温杀菌哪个好

巴氏杀菌和高温杀菌哪个好
牛奶想必大家都爱喝吧,那么爱喝牛奶的你们多半也知道,刚从奶牛身上挤出来的牛奶是不能喝的,因为里面有细菌,必须要经过杀菌的工序处理后才能食用,牛奶杀菌的工序分很多种。
那么巴氏杀菌和高温杀菌奶哪个好?牛奶超高温杀菌和巴氏杀菌的区别是什么?
巴氏杀菌比高温杀菌要好一点。
目前国际上通用的巴氏杀菌有两种,一是将牛奶加热到64℃左右,时间为半小时,这种方法足以杀死牛奶中各种有害细菌,消毒后会留下对人体有益的乳酸菌。
第二种是将牛奶加热到75-90℃,时间为15秒,时间短效率高,却足以将有害细菌消灭。
高温杀菌则是将牛奶瞬间加热135-150摄氏度,时间4-15秒,这种方法能够完全消灭并破坏有害细菌,但同时超高的温度也会损失牛奶的部分营养。
牛奶超高温杀菌和巴氏杀菌的区别:
1、温度的区别。
巴氏杀菌采用的温度比较低,在64-90℃之间,而超高温杀菌的温度比较高,通常在135℃以上。
2、味道的区别。
巴氏杀菌的牛奶味道比较新鲜,接近生鲜牛奶的味道,而超高温杀菌的牛奶有一股熟奶味。
3、营养的区别。
巴氏杀菌的牛奶因其温度低营养被破坏的少,超高温杀菌的牛奶因其温度高营养破坏的多。
其实无论是巴氏杀菌还是超高温杀菌,都是各有各的优缺点,
比如说巴氏杀菌的牛奶营养保存的比较全面,但是存放的时间比较短,超高温杀菌虽说破坏了些营养,但保存的时间比较长。
生物巴氏消毒法的原理
生物巴氏消毒法的原理
巴氏消毒法是一种通过加热让液态食品杀灭微生物的方法。
其原理主要包括以下几点:
1. 温度:巴氏消毒法的关键是通过将液态食品加热到一定温度,以杀灭其中的微生物。
一般来说,巴氏消毒法常用的加热温度为60-85摄氏度。
2. 时间:巴氏消毒法要求将食品加热保持一定的时间,以确保杀灭微生物。
常见的加热时间为15-30分钟。
3. 杀菌原理:加热过程中,微生物(如细菌、病毒和酵母菌等)受到的热量会破坏其蛋白质、核酸和细胞结构等,导致其死亡。
4. 杀菌条件:巴氏消毒法要求将食品加热到一定的温度和保持一定的时间,这个温度和时间的组合被称为杀菌条件。
常见的巴氏消毒法条件为加热到71.7摄氏度,保持15秒钟。
5. 冷却:在杀菌完成后,将食品迅速冷却至低温以避免再次被污染。
通过控制加热温度、时间和冷却过程,巴氏消毒法可以有效地杀灭食品中的微生物,从而延长食品的保质期和安全性。
巴氏灭菌法--摘自百度百科(粗略排版)
壱 巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,现在常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
现行方法 当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
目前国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
其中,在60℃以下加热30分钟的方式,作为低温灭菌的标准,早为世界广泛采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
节能措施
• 最主要的是节水节能 1,改进机器: 为了实现节水和节能,我们将水箱分成两部分, ,改进机器: 为了实现节水和节能,我们将水箱分成两部分, 前面是小容量温区水槽,温区水槽做得尽可能小, 前面是小容量温区水槽,温区水槽做得尽可能小,这样升温和降 温迅速,节水节能。后面是大容量的缓冲槽, 温迅速,节水节能。后面是大容量的缓冲槽,按运行曲线及温度 不同划分成若干个缓冲区。当温区水槽的水满后自动溢流到缓冲 不同划分成若干个缓冲区。 槽内贮存, 槽内贮存,缓冲水槽中最热的水经过加热后输送到喷淋管作升温 之用,最冷的水直接输送到喷淋管作降温之用,当冷、 之用,最冷的水直接输送到喷淋管作降温之用,当冷、热水加到 喷淋管后会造成该温区水槽多余的水往缓冲槽溢流, 喷淋管后会造成该温区水槽多余的水往缓冲槽溢流,而且是自动 流向温度相似的缓冲槽内,即热水自动流回热水槽里,冷水自动 流向温度相似的缓冲槽内,即热水自动流回热水槽里, 流回冷水槽及预缓冲槽里。 流回冷水槽及预缓冲槽里。整个系统无需任何阀件就能够自行调 水的处理在机器内自动循环和重复利用, 节,水的处理在机器内自动循环和重复利用,使用水量和能量都 得到了很大的节省。水的损耗主要是瓶子带出机器外的水, 得到了很大的节省。水的损耗主要是瓶子带出机器外的水,而集 中加热和供热也使能量在一定程度上得到了节省。另外, 中加热和供热也使能量在一定程度上得到了节省。另外,冷热水 的自动流向无须任何阀门和动力系统,且只有一个管式加热器, 的自动流向无须任何阀门和动力系统,且只有一个管式加热器, 使杀菌机集中供热系统的结构简单紧凑,也方便了维护和保养。 使杀菌机集中供热系统的结构简单紧凑,也方便了维护和保养。 由于有了这种水箱, 值的自动控制就更加精确 值的自动控制就更加精确、 由于有了这种水箱,PU值的自动控制就更加精确、灵敏 2,保持机器的正常及喷淋管的通畅,停机降低温度,待启动后 ,保持机器的正常及喷淋管的通畅,停机降低温度, 再升温节约蒸汽! 再升温节约蒸汽!
图片欣赏1
图片欣赏2
图片欣赏3
我在浙 江实习 正常杀 菌时的 照片!! 照片!!
图片欣赏4
浙江双鹿 魔酒” “魔酒” 的杀菌只 用下面一 层杀菌, 层杀菌, 保证了每 一瓶啤酒 的平均受 热!!! !!
图片欣赏5
停机时间长, 停机时间长,导致温度升 爆瓶的现象!! !!并且 高,爆瓶的现象!!并且 啤酒PU值过高 值过高, 啤酒 值过高,啤酒风 味变得非常差,并且容易 味变得非常差, 形成沉淀!! 形成沉淀!!
28.0
38.01
48.01
63.00
61.22
46.01
37.51
28.0
33.5
40.0
49.0
64.0
61.2
47.0
39.5
32.0
33.5
41.5
51.5
66.5
61.2
49.5
41.0
33.0
500ML 杀菌各温区温度控制设定
pv 测量值 【practical value】
sv 设定值 【set value】
巴氏杀菌机
09啤酒机电
组长:彭东 组员:林松 刘京 刘仁贵 黄腾
杀菌机
• 目的: 为了保证啤酒的生物稳定性, 为了保证啤酒的生物稳定性,有利于 长期保存。 长期保存。 • 要求: 要求: 在最低的杀菌温度和最短的杀菌时间 杀灭酒内可能存在的有害微生物。 内,杀灭酒内可能存在的有害微生物。
巴氏杀菌
图片欣赏6 图片欣赏
厢 式 巴 氏 杀 菌 机
步移式传送方法
如图所示,交叉布置的固定栅 、活动栅2通过栅条支架分别安装在机体的固定和 如图所示,交叉布置的固定栅l、活动栅 通过栅条支架分别安装在机体的固定和 活动的支承框架上,进退油缸7安装在入口机架端 升降油缸9安装在出口机架 安装在入口机架端, 活动的支承框架上,进退油缸 安装在入口机架端,升降油缸 安装在出口机架 操作时,升降油缸9回缩 动斜块5前移 在斜面滚子的作用下,活动栅2将 回缩, 前移, 端。操作时,升降油缸 回缩,动斜块 前移,在斜面滚子的作用下,活动栅 将 落在固定栅1上的瓶子拾起 如图l0-8(2)所示;然后,进退油缸 外伸,经连杆 上的瓶子拾起, 所示; 外伸, 落在固定栅 上的瓶子拾起,如图 所示 然后,进退油缸7外伸 经连杆8 带动活动栅使瓶子前移,如图10-8(3)所示;接下来,升降油缸外伸,动斜块后 所示; 带动活动栅使瓶子前移,如图 所示 接下来,升降油缸外伸, 活动栅下降,瓶子回落到固定栅上,如图10-8(4)所示;最后,进退油缸 移,活动栅下降,瓶子回落到固定栅上,如图 ( )所示;最后, 回缩,活动栅退回到起始位置,如图10-8(5)所示,瓶子完成一次步移动作。步 所示, 回缩,活动栅退回到起始位置,如图 所示 瓶子完成一次步移动作。 移距离由进退油缸的行程调节控制。步移周期根据工艺要求由时间继电器控制。 移距离由进退油缸的行程调节控制。步移周期根据工艺要求由时间继电器控制。
传动装置
• 传动装置的任务是借助活页链传送带或编 织物传送带,将瓶和罐缓慢地传送并穿过 隧道。传动装置的另一种运动形式是步移 式。在这种结构下,立于水平栅板上的瓶 子,通过作回转运动的中间栅条被反复地 托起和放下,运动缓慢而有节奏。 • 步移式传送优点在于:容器传送平稳,传 动部件始终处在同一温区,相对于传送带 传送方式而言,这种方法不会导致不同温 区之间热量和水的交叉影响。
影响破瓶增多的原因
• 瓶子的质量问题(不圆,厚薄不匀,耐压急 冷等性能差) • 喷淋水与酒瓶温差过大 • 瓶酒的瓶颈空间小于瓶容量的3% • 瓶酒二氧化碳含量过高
纯生线上的杀菌机
在纯生线上,一般没有杀菌机(有的话,也是当成温 瓶机在使用,现在国内生啤酒厂家都设有暖瓶机。暖 瓶机一方面可以对啤酒有害菌起到杀菌作用,另一方 面也保证了贴标机的正常工作。国内啤酒生产厂家的 暖瓶温度各不相同,有的为45,有的为52,最高为60, 暖瓶温度并非越低越好,如果暖瓶温度过低,将直接影 响啤酒泡沫,使泡沫衰减较快.因此52~54为最佳暖瓶 温度,这样既可以对啤酒有害菌进行有效杀灭,又可以 保证损失部分酶活,使啤酒形成泡沫的框架蛋白不会 很快被分解成为低分子的二肽和氨基酸,提高生啤酒 的泡持性,且不破坏啤酒的口味.
巴氏杀菌的原理
• 巴氏杀菌机的工作原理是温度控制仪将设定的PU 值(是巴氏灭菌单位,在60℃下经历1分钟所引起的灭菌效 应为一个巴氏杀菌单位,即一个PU值。)转化为各温区 水槽的实际控制温度曲线,通过对温度的检测精 确控制各温区的温度变化,主传动电机带动上下 两层输瓶链网将瓶装啤酒依次经过三个温区的逐 级升温预热、两个温区的杀菌和三个温区的逐级 降温冷却过程,达到将啤酒杀菌又冷却至室温以 保持风味特性的目的。(当然,根据设计的不同, 杀菌机的温区也有差别)
目录
• • • • • • • • 巴氏杀菌分类 巴氏杀菌的原理 工艺流程图 设备结构 温区控制温度设定值 500ML 杀菌各温区温度控制设定 图片欣赏1,2,3,4,5,6 节能措施
巴氏杀菌机分类
• 按运动方式:连续式杀菌机和步进式杀菌 机 • 按结构层次:单层式杀菌机和双层式杀菌 机 • 按种类划分:隧道式杀菌机和吊篮杀菌机 啤酒厂使用最广泛的是隧道喷淋式杀菌机
工艺流程图
设备结构示意图
温区控制温度设定值
包装瓶型的不同对过程参数的设置影响很大。比如 几个典型代表:350ml易拉罐、500ml玻璃瓶装、 620ml玻璃瓶装、330ml玻璃瓶装(在此不对每种瓶 的个体差异进行考察)
类别 线一 (330ml/350ml) 线二 (500ml) 线三 (620ml) 一温区 二温区 三温区 四温区 五温区 六温区 七温区 八温区
• 为充分利用热能,节省蒸气消耗,在喷淋系统中,I温区 为充分利用热能,节省蒸气消耗,在喷淋系统中, 温区 温区喷淋水互相连通循环使用。 与Ⅷ温区喷淋水互相连通循环使用。 • 温区水箱内,蒸气直接通入加热水到规定温度后, 在Ⅷ温区水箱内,蒸气直接通入加热水到规定温度后, 由泵打到I温区喷淋 预热), 温区喷淋(预热 由泵打到 温区喷淋 预热 ,然后再由泵把这部分用过一次 的水从I温区水箱打到 温区喷淋(冷却 温区水箱打到Ⅷ 冷却)。 的水从 温区水箱打到Ⅷ温区喷淋 冷却 。水温由系统中的 气动薄膜阀自动控制调节。 气动薄膜阀自动控制调节。 • 与此相同, 温区与Ⅶ温区、 温区与Ⅵ 与此相同,Ⅱ温区与Ⅶ温区、Ⅲ温区与Ⅵ温区的喷淋水 也都是互相连通循环使用的,只是热水还需经加热器加热。 也都是互相连通循环使用的,只是热水还需经加热器加热。 • 温区、 温区分别单独配有加热器和水泵 连接水箱, 温区分别单独配有加热器和水泵, Ⅵ温区、V温区分别单独配有加热器和水泵,连接水箱, 自成循环。 自成循环。 • 机器工作的整个过程中,温度实现自动控制。 机器工作的个过程中,温度实现自动控制。
• 巴氏杀菌是最常用的杀菌方法,它由法国 科学家路易 . 巴斯德(1822-1895年)发明 的。啤酒的灭菌温度一般为60度-62度,时 间为10-20分。若仅将温度稍加升高,杀灭 微生物所需的时间则指数下降,既温度越 高杀菌时间越短。50度以上的灭菌温度, 每提高7度,灭菌时间可缩短9/10,即在同 样灭菌时间下,温度每提高7度,杀菌单位 将增加10倍。