品质部管理看板规划方案
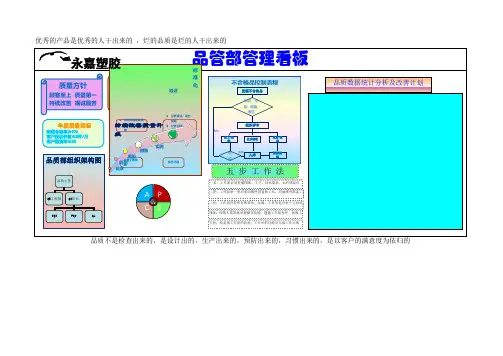
品质部管理看板
标
质量方针
顾客至上 质量第一 持续改善 竭诚服务
年度质量目标
制程合格率≥97% 客户投诉件数≤3件/月 客户退货率≤2%
品质部组织架构图
质量管理的基本原则
准
不制造不良品
化
验证
不接受不良品
不流出不良品
持续改善质量升 标准化现有成绩 遗留问题转入下
级期
分析现状、找出 问题
分析问题、产生 原因
找出主要原因 制订计划、实施
实施 措施
原因
检查工作效
问题率 现状
执行计划
发现不合格品
标识、记 录、隔离、
报告
No
返工/返 修
组织评审
让步接收
退货/报 废
检
yes 入库
验
财务结 算
五步工作法
品质主管
一看:工作前必须看懂图纸、工艺、技术要求,如有错误应
QE工程师 QC组长
IQC
PQC
QA
AP CD
二想:工作前想一想应采用哪些设备和工具,应做哪些准备工 三查:工作前查看所有的设备、仪器、工具等是否处于完好状 四做:做的人要熟练掌握操作技能,遵循工作的程序,按照工 五检:检是指工作前的初检、工作中的自检及完成工作后的
品质数据统计分析及改善计划
品质不是检查出来的,是设计出的,生产出来的,预防出来的,习惯出来的,是以客户的满意度为依归的
IQC供应商品质管理看板
供应商名 称Βιβλιοθήκη 来料总批制程NG批
合格率
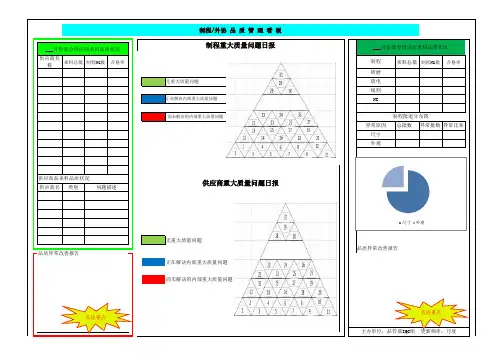
制程/外协 品 质 管 理 看 板
制程重大质量问题日报
无重大质量问题 正在解决内部重大质量问题 尚未解决的内部重大质量问题
供应商品来料品质状况
供应商名 类别
问题描述
供应商重大质量问题日报
品质异常改善报告 关注重点
无重大质量问题 正在解决内部重大质量问题 尚未解决的内部重大质量问题
___月份部分供应商来料品质状况
制程
研磨 放电 线割
NC
来料总批 制程NG批 合格率
异常原因 尺寸 外观
制程批退分布图 总批数 异常批数 异常比率
尺寸 外观
品质异常改善报告
关注重点 主办单位:品管部IQC组 更新频率:月度
检验室管理看板
1.品质部按年 / 月度试验计划进书” 样品
则需求部门送报并提交“检测任务书”明确 样品名称、试验项目、标准及判定标准要求
经品保部审核。
检测任务书 样品
3.实验室人员要向送检部门提出样品的规格 要求。
1.测试员对“检测任务书”进行评审,确认 各项内容的正确性明确性及检测室是否有能
力检测完成检测任务书上的内容
样品 国标、行标等标准
检测任务书
标准、试验规程 检测任务书
检测任务书
标准、试验规程
样品
原始数据记录
测试员 委托人 测试员
样品留存
出具报告及审批
取报告
报告发放
检测记录、报告留存
检测报告
检测任务书 检测报告
检测室布局图
测试能力范围
大禹伟业(北京)国际科技有限公司三河分公司
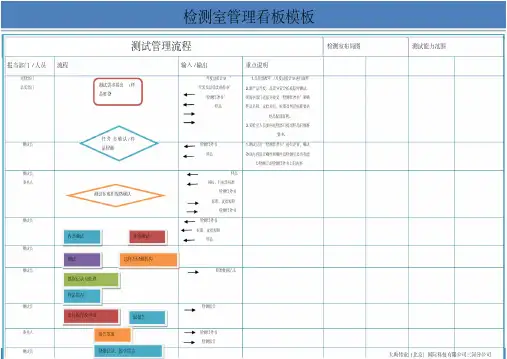
检测室管理看板模板
测试管理流程
报当部门 / 人员
送检部门 品质部门
流程
测试需求提出 / 样 品准备
测试员 测试员 委托人
测试员 测试员 测试员
任务 书确认/样 品检测
测试标准和规格确认
内部测试 测试 数据记录与处理
外部测试 送样至检测机构
输入 / 输出
重点说明
“年度试验计划 ” “开发及品质改进需求”
品质部方针目标
人事部XXX
2022.03
⊕
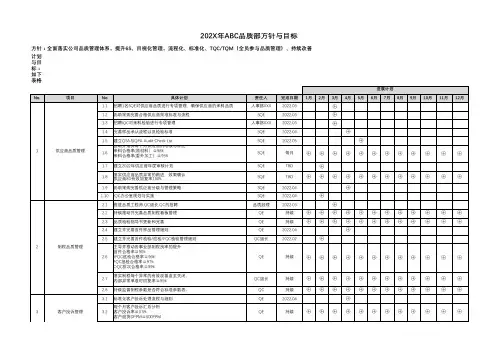
1.2 协助采购完善合格供应商批准标准与流程
SQE
2022.03
⊕
1.3 招聘IQC对来料检验进行专项管理
人事部XXX
2022.03
⊕
1.4 完善样品承认流程以及检验标准
SQE
2022.04
⊕
1.5 建立QSA与QPA Audit Check List
推动并落实每个月供应商的考核与评比
⊕ ⊕
3 品质团队建设
品质经理
持续
⊕⊕⊕⊕⊕⊕⊕⊕⊕ ⊕ ⊕ ⊕
9
其他
4
建立品质失效成本统计,客户退货、报废,厂内返工、报废进行监控并 数据化,品质报废金额≦0.1%
QE
持续
⊕⊕⊕⊕⊕⊕⊕⊕⊕ ⊕ ⊕ ⊕
202X年ABC品质部方针与目标
方针:全面落实公司品质管理体系,提升6S、目视化管理,流程化、标准化、TQC/TQM(全员参与品质管理)、持续改善
计划 与目 标: 如下 表格
进展计划
N9o.
项其目他
No 5 每月改善提案件数≧3次
具体计划
责任人 所有品质人员
完成日期 持续
1月 2月 3月 4月 5月 6月 7月 8月 9月 ⊕⊕⊕⊕⊕⊕⊕⊕⊕
10月 ⊕
11月 ⊕
12月 ⊕
6 ECN关闭状态跟进100%关闭
DCC
持续
⊕⊕⊕⊕⊕⊕⊕⊕⊕ ⊕ ⊕ ⊕
2.1 推进品质工程师,QC组长,QC的招聘
2.2 持续推动并完善品质制程看板管理
2.3 品质检验指导书更新和完善
2.4 建立并完善首件样品管理细则
2.5 建立并完善首件检验/巡检/FQC检验管理细则
品质管理看板

1米*2米质量方针:强调预防为主,坚持持续改进。
满足顾客需求,保持竞争优势。
基本原则:不接收不良,不制造不良,不流出不良。
品质定义影响质量的因素人:操作者的质量意识、技术水平、文化素养、熟练程度和身体素质等。
机器:机器设备、工夹具的精度和维护保养状况等。
材料:材料的化学成分、物理性能和外观质量等。
方法:加工工艺、操作规程和作业指导书的正确程度等。
测量:测量设备、试验手段和测试方法等。
环境:工作地的温度、湿度、含尘度、照明、噪音和震动等。
通常把上述因素称为引起产品质量波动的6大因素或简称“5M1E ”因素。
质量人环机法料品质管理看板质量简介1、什么是质量管理品质管理是Quality Control ,以两个缩写字头,称为QC 。
人的所属部门可能各不相同,大家可能认为所谓品质管理就是判定产品的好与坏,是检查的工作,这样想的人可能很多。
但是真正意义上的品质管理并不是那样,而是全体员工的工作,所有一切工作的质量的提高。
(品质管理的发展)***不让不良品出厂*** → ***依靠检查的品质保证*** → ***不制造出不良品*** → ***依靠工程管理的品质保证*** → ***不企划不良品*** → ***依靠源流管理的品质保证***2、什么是品质既简单又非常难的问题,大概能够回答的人没有。
翻阅的参考书中这样写着:"为了判断其制品或部品是否达到其使用目的与顾客的约定的评价对象和固有的性质"。
对于电子电器产品来讲就是外观、尺寸、性能、强度等。
质量通知主管组长5W1H 分析法也叫六何分析法,是一种思考方法,也可以说是一种创造技法。
是对选定的项目、工序或操作都要从原因(何因)、对象(何事)、地点(何地)、时间(何时)、人员(何人)、方法(何法)等六个方面提出问题进行思考。
这种看似很可笑、很天真的问话和思考办法,可使思考的内容深化、科学化。
品质部架构I P Q 质量曝光排行榜品质改善5 W 1 H 持续改善质量升级O Q C I Q C 科学的思考完善的分析合理的求知满意的结果任务的展开方法方法How 任务的参与人员怎样人员Who任务的时间要求怎样时间When任务的执行的地点地点Where 任务的目的是什么目的Why 任务是什么对象What 基本含义内容5W1H。
部门管理看板设计及管理(附:制造现场管理看板案例集)
部门管理看板设计及管理(附:制造现场管理看板案例集)展开全文1管理看板的目的、意义和影响20世纪初,日本丰田汽车公司从美国引进大批量流水线生产方式。
之后,随着市场的变化,客户对产品提出了多样化、个性化的要求。
为满足客户的要求,丰田汽车从大批量、单品种流水线生产方式随之转化为多品种、小批量、短周期的生产方式,准时化生产(JIT)便应运而生。
看板管理就是实现准时化生产最重要的途径和方法。
在生产过程中,看板管理能够强制性揭露问题,暴漏隐患,由此形成动态自我完善机制。
看板管理不仅仅是生产过程的控制手段,也是系统动态自我完善过程的控制手段,它以顾客为中心控制着生产的过程和进度。
随着现代管理水平的不断提高,看板管理也得到重新的定义,以前人们对看板管理的理解仅局限于生产过程的控制的看板(JIT),范围比较窄;而现在所说的看板管理延伸到整个生产现场管理以及企业各项经营活动,乃至社会活动,特别是在6S/TPM现场管理中得到广泛应用,那些凡是能够用眼睛看且用于显示生产管理活动信息的板状物都是看板。
比如生产进度板、宣传栏、岗位责任栏、光荣榜、电子显示屏等都属于看板。
1、目的:创建“透明的”的工作场所,使任何人站在生人和陌生的角度都可以判断出正常与否,使问题表面化。
只有这样,我们的管理才可以得到落实、改善和提高。
2、意义:就是把工厂中潜在的问题暴露出来,让任何人一看就知道异常情形的所在。
3、全面而有效的使用管理看板,将在六个方面产生良好的影响:1)、展示改善成绩,让参与者有成就感、自豪感。
2)、营造竞争的氛围。
3)、营造现场活力的强有力手段。
4)、明确管理状况,营造有形及无形的压力,有利于工作的推进。
5)、树立良好的企业形象。
(让客户或其他人员由衷地赞叹公司的管理水平)。
6)、展示改善的过程,让大家都能学到好的方法及技巧。
2管理看板的设计及管理管理看板是管理可视化的一种表现形式,即对数据、信息等状况一目了然地表现,主要是对于管理项目、特别是信息进行透明化的管理工具。
品质规划方案
品质规划方案呈:徐总、张总品质部规划方案一.目前现状:1.IQC 共有两人,分别负责电子类、五金类、塑胶类、包材类及辅助材料.从 3 月 1 日到 31 日外协厂商共送货 1046 批,平均每天进料 40 批,目前IQC只有 2 人负责检验难以完成相关检验任务2.2.OQC 目前只有 3 人,其中制程OQC2 人,陪客人验货 OQC1 人,如出现客户验货时制程检验OQC 会被抽走陪客人验货,只要当天有一单验货,制程检验完全处于“瘫痪”状态,以致于长时间积累出现客人验货时还有成品没有抽检的状况.3.IPQC 目前 1 人,在增开 3 条线的情况下,暂时按 1 人编制,如开线 3 条拉以上相应会增加人员,但 IPQC 管理工艺文件及负责转拉时将工艺卡发给每个工位上这点由 IPQC 来完成我个人觉得不太合理,因为排拉时IPQC 重点工作就是核对每个工位所使用的物料是否与 BOM 表一致,而不是寻找工艺卡及悬挂工艺卡.4.FQC 作为最底层检验员此岗位一直以来不稳定,年前所有 FQC 基本上都辞职,年后开拉时临时调整 FQC 人员导致年后这段时间品质极不稳定.二.后续规划:1.IQC 人员方面需再增加至 3 人,组长由品质主管兼任,3 名检验人员分别分担电子/五金类 1 人,塑胶类 1 人,包材及辅助类 1 人,所有来料检验必须在一个工作日内检验完成,办完物料入库手续(特殊的物料如需作可靠性测试除外),后续 IQC 所负责检验的来料不再由实验室完成相关的检验,由检验人员负责完成,实验室人员提供技术支持,后续实验室主要针对研发阶段、工程变更、零组件样品承认及量产阶段相关品质验证工作.2.OQC 需增加 1 人主要负责验货,后续陪客人验货人员共 2 人,如当天只有一单验货的情况不会将制程 OQC 抽走,一天两个客人同时验货再适当调整,如果在客人没有验货的情况,这两名 OQC 人员将会针对制程OQC 检验合格入库的成品按照客人(客人验货前一天或两天)的验货方式(抽样不一定按正常二级抽样水准实施抽样,可按一级水准)对某个订单实施总体的抽样,并要求开具检验报告,这样可以确保在客人验货前产品能够再次得到验证,另一方面根据验货 OQC 检验的数据可以考量我司成品精度会不会出现蠕变的情况.3.建议将 IPQC 负责管理工艺卡这项工作应转为生产部门负责管理,产前助拉将工艺卡准备好交给拉长,拉长排拉时按工艺要求排拉并将工艺卡发给每位员工,操作人员看懂工艺操作要求并要求员工本人将工艺卡挂在操作岗位上。
品质部门工作计划
品质部门工作计划品质部门工作计划光阴的迅速,一眨眼就过去了,成绩已属于过去,新一轮的工作即将来临,一起对今后的学习做个计划吧。
计划怎么写才不会流于形式呢?下面是小编为大家收集的品质部门工作计划,仅供参考,大家一起来看看吧。
品质部门工作计划120xx年是全新的一年,公司品质部将以崭新的环境为契机,积蓄内力,夯实基础,着力做好质量管理的基础建设工作,努力营造良好的生产运作环境,坚持以科学的质量策划为基石,有序可控的过程管理为手段,完善的质量体系为保障,塑造良好的质量形象,提高公司在重要客户中的战略地位,降低内外部故障成本,增强顾客满意。
具体工作将按照以下的步骤展开。
技术要求,物流运输有序。
在关键过程的监控上尽量采用防错技术。
在过程监控的同时关注产品实现过程与顾客导向过程的整体衔接,过程的输入输出关系,力求做到把握重点,兼顾全局。
一、部门建设部门建设是关系到部门工作绩效的大事。
一个部门的带头人如果不能充分调动部门成员的工作积极性,使部门成员的才智得到充分的发挥,必然会导致失败。
新的一年,质保部将以增强部门的凝聚力,战斗力为部门建设的重点,从工作制度,人员培训,绩效考核等方面着手部门建设。
没有规矩,不成方圆,质管部将以公司的各项规章制度为纲,认真切实履行,同时给予部门成员应有的权力,发挥部门成员的创造性,使其成为工作的主人,让部门成员有成就感。
领导的职能从决策转变为服务,在员工迷惑时指明方向,努力为员工创造xxx的工作环境,并通过完善,透明,合理的绩效考核机制,调动员工的积极性。
为了保证部门始终具有战斗力,必须不断地吸取新的知识,增强技能。
有计划,有步骤地组织培训是非常重要的工作。
质管部将拟定详细的培训计划,培训内容包括质理管理方法,质量工具的运用,质量要求的贯彻、精益生产模式,公司管理等多方面,多层次。
从基础到提高,循序渐进。
二、沟通与合作各部门协调一致是实现公司战略目标的基础条件。
如果各部门单打独斗,各自为政将直接影响公司的利益,严重阻碍公司的发展。
质量部门工作计划模板
质量部门工作计划模板质量部门工作计划模板1__年是全新的一年,公司品质部将以崭新的环境为契机,积蓄内力,夯实基础,着力做好质量管理的基础建设工作,努力营造良好的生产运作环境,坚持以科学的质量策划为基石,有序可控的过程管理为手段,完善的质量体系为保障,塑造良好的质量形象,提高公司在重要客户中的战略地位,降低内外部故障成本,增强顾客满意。
具体工作将按照以下的步骤展开。
技术要求,物流运输有序。
在关键过程的监控上尽量采用防错技术。
在过程监控的同时关注产品实现过程与顾客导向过程的整体衔接,过程的输入输出关系,力求做到把握重点,兼顾全局。
一、部门建设部门建设是关系到部门工作绩效的大事。
一个部门的带头人如果不能充分调动部门成员的工作积极性,使部门成员的才智得到充分的发挥,必然会导致失败。
新的一年,质保部将以增强部门的凝聚力,战斗力为部门建设的重点,从工作制度,人员培训,绩效考核等方面着手部门建设。
没有规矩,不成方圆,质管部将以公司的各项规章制度为纲,认真切实履行,同时给予部门成员应有的权力,发挥部门成员的创造性,使其成为工作的主人,让部门成员有成就感。
领导的职能从决策转变为服务,在员工迷惑时指明方向,努力为员工创造__的工作环境,并通过完善,透明,合理的绩效考核机制,调动员工的积极性。
为了保证部门始终具有战斗力,必须不断地吸取新的知识,增强技能。
有计划,有步骤地组织培训是非常重要的工作。
质管部将拟定详细的培训计划,培训内容包括质理管理方法,质量工具的运用,质量要求的贯彻、精益生产模式,公司管理等多方面,多层次。
从基础到提高,循序渐进。
二、沟通与合作各部门协调一致是实现公司战略目标的基础条件。
如果各部门单打独斗,各自为政将直接影响公司的利益,严重阻碍公司的发展。
由于质保部的工作业绩与其他部门的支持密不可分,所以与生产运作各部门之间的通力合作显得至关重要。
质管部在全过程质量管理的过程中,将通过积极的协调与沟通与各部门达成共识,并主动配合采购,生产,物流等生产运作部门解决问题,提出过程优化建议,使公司的各项业务在持续改进的过程中,不断趋向完美。
品质看板
品质管理看板
品质管理看板
品质管理看板
质量方针
质量管理的基本原则
不制造收不良品 不接受不良品 不流出不良品 不合格品控制流程
发现不合格品
标识、记录、 隔离、报告
品质部组织架构图
品质主管
持续改善质量升级
实施
验证
标 准 化
组织评审 No
返工/返修 让步接收 退货/报废
措施 原因 问题 现状
标准化现有成绩 遗留问题转入下期
检验
yes
入库
财务结算
一车间 品管员
二车间 品管员
分析现状、找出问题 分析问题、产生原因 找出主要原因 制订计划、实施
品质记事本
A
C
2013年
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原料检验员(IQC)
品质管理体系认证
ISO9001:2008是质量管理体系标准。 ISO 是国际标准化组 织的英语缩写:International Organization for Standardization ,9001是标准的代号,2008是最新版本号。 ISO9001是ISO9000族标准所包括的一组质量管理体系核心标准之一。 ISO9000族标准是国际标准化组织(ISO)在1994年提出的概念,是 指“由ISO/TC176(国际标准化组织质量管理和质量保证技术委员会) 制定的国际标准。
样板资料
检验指导书 控制计划
跟进试模
检测工程师(TQC)
工作流程 参考标准 客户产品 标准 新秀内部 产品标准 MSA分析报告 检测样板 制订报告 仪器操作指 导书 制成标准文件
样板
产品质量可靠 性测试报告
排定时间
品质部管理看板 (一) ----管理理念
品质部组织架构图 2012 年品质目标 品质管理的缘由 品质管理的基本原则 PDCA 管理循环
5S 管理知识
品质管理体系认证
ISO9001 优点
环境管理体系认证
ISO14001 实施的意义
原料检验员(IQC)职责
制程检验员(IPQC)职责
最终ቤተ መጻሕፍቲ ባይዱ验员(FQC)职责
环境管理体系认证
ISO 14001 是环境管理体系认证的代号。ISO 14000 系列标 准是由国际标准化组织制订的环境管理体系标准。是针对全球性的 环境污染和生态破坏越来越严重,臭氧层破坏、全球气候变暖、生 物多样性的消失等重大环境问题威胁著人类未来的生存和发展,顺 应国际环境保护的发展,依据国际经济贸易发展的需要而制定的。
每月制程 PPM
每月出貨合格率
每月客戶投訴率
每月客戶退货率
IQC 每周来料统计表
每周制程批合格率
每周制程 PPM
其他
每周出貨合格率
2012 年注塑部品质周报 表
2012 年皮套包装部品质 周报表
2012 年碳纤维产品质量 统计周报
质量方针:严守标准、产品优良、持续改进、顾客满意!
合格员工质量十条:
最终检验员(FQC)
根据产品标准,生产制成品入库前和成品出厂前必须经过 检验,防止不合格品进入成品仓库及达到产品出厂零缺陷、客 户满意零投诉的目标。
入库前检验
成品组装过程检验 外观检验
品质工程师(QE)
工作流程 参考标准 客户产品 标准 产品图片 CPK测试报告 检测样板 制订标准 客供样板 制成标准文件
品质是”检查”出來的
品质的制度面
品检(QI)
1940
品质是”制造”出來的 ↓ 品质是”设计”出來的 ↓ 品质是”管理”出來的 ↓ 品质是”习惯”出來的
品管(QC) ↓ 品保(QA) 全面品管 (TQC) 全面品保 (TQA)
1960 1980 至今
︱
制程检验员(IPQC)
检验范围 (皮料) 开料 检验 贴皮 检验 缝制 检验 检验流程 (皮料) 开料 检验 贴皮 检验 缝制 检验 检验范围 (塑胶) 配色注塑 检验 喷涂 检验 组装 检验 检验流程 (塑胶) 配色注塑 检验 喷涂 检验 组装 检验 PQC全检 员工自检 员工互检 工序产品 检验方式 IPQC抽检 工序品质 检验 对人员、 、设备、 工艺技术 环境等 检验
皮套通用品质检验标准
碳纤维通用品质检验标 准
成型作业流程
质量知识培训资料 (皮套)
质量知识培训资料(塑胶 机壳)
质量知识培训资料(碳 纤维)
质量控制计划
质量方针:严守标准、产品优良、持续改进、顾客满意!
品质部管理看板 (三) ----品质统计
2012 年度品质部质量目 标统计表 IQC 每月来料统计表 每月制程批合格率
品质管理的基本原则: “三不原则”:
不制造不良品 不接受不良品 不流出不良品
所有的品质控制思路都源于 “三不原则”
年份 1940 以前
品 质 的 历 史 面
作业员的品质管制 ↓ 领班的品质管制 ↓ 检验员的品质管制 ↓ 统计的品质管制 ↓ 品质保证 ↓ 全面品质管制 全面品质保证
品 质 的 观 念 面
品质工程师(QE)职责
检测工程师(TQC)职 责
质量方针:严守标准、产品优良、持续改进、顾客满意!
品质部管理看板 (二) ----管理标准
测量仪器校正管制程序 不合格品管制程序 制程管制与检验管制程序 最终检验管制程序 客户投诉处理管制程序
ROHS 环保控制程序
质量控制流程图
塑胶机壳通用品质检验标 准