FANUC OI系统-数控加工仿真使用手册
FANUC车、加工中心仿真手册

1.1 面板按钮说明
按钮
FANUC 0I 车床标准面板
名称 自动运行
编辑
MDI
远程执行
单节 单节忽略 选择性停止 机械锁定 试运行 进给保持
功能说明
此按钮被按下后,系统进 入自动加工模式。 此按钮被按下后,系统进 入程序编辑状态,用于直 接通过操作面板输入数控 程序和编辑程序。 此按钮被按下后,系统进 入 MDI 模式,手动输入并 执行指令。 此按钮被按下后,系统进 入远程执行模式即 DNC 模 式,输入输出资料。 此按钮被按下后,运行程 序时每次执行一条数控指 令。 此按钮被按下后,数控程 序中的注释符号“/”有效。 当此按钮按下后,“M01” 代码有效。
图 15-3-3-2
图 15-3-3-3
换刀后,移动刀具使刀尖分别与标准刀切削过的表面接触。接触时显示的相对值,即为 该刀相对于标刀的偏置值△X, △Z。(为保证刀准确移到工件的基准点上,可采用手动脉冲 进给方式)此时 CRT 界面如图 15-3-3-3 所示,所显示的值即为偏置值。
将偏置值输入到磨耗参数补偿表或形状参数补偿表内。
1.5.1 自动/连续方式
自动加工流程 检查机床是否回零,若未回零,先将机床回零。(参见 15.2.2“车床回参考点”)。 导入数控程序或自行编写一段程序。(参见 14.5.1“导入程序”)。
点击操作面板上的“自动运行”按钮 ,使其指示灯变亮 。
点击操作面板上的“循环启动”按钮 ,程序开始执行。 中断运行 数控程序在运行过程中可根据需要暂停,急停和重新运行。 数控程序在运行时,按“进给保持”按钮 ,程序停止执行;再点击“循环启动”按 钮 ,程序从暂停位置开始执行。
1.2.1 激活车床
FANUC0I数控加工仿真系统使用手册1

数控加工仿真系统FANUC0I使用手册上海宇龙软件工程有限公司- I -FANUC0I使用手册目录目录第一章FANUC0I车床快速入门 (1)1.1选择机床 (3)1.2机床回零 (3)1.3安装零件 (4)1.4导入数控程序 (5)1.5检查运行轨迹 (5)1.6装刀具对刀 (6)1.7设置参数 (8)1.8自动加工 (9)第二章FANUC0I铣床快速入门 (10)2.1选择机床 (11)2.2机床回零 (12)2.3安装零件 (12)2.4导入NC程序 (14)2.5检查运行轨迹 (14)2.6装刀具对刀 (15)2.7设置参数 (17)2.8自动加工 (18)第三章机床操作 (19)3.1机床准备 (19)3.1.1 选择机床类型 (19)3.1.2 机床回零 (19)3.2工件的使用 (20)3.2.1 定义毛坯 (20)3.2.2 导出零件模型 (21)3.2.3 导入零件模型 (21)3.2.4 使用夹具.............................................................................................. 错误!未定义书签。
3.2.5 放置零件.............................................................................................. 错误!未定义书签。
3.2.6 调整零件位置...................................................................................... 错误!未定义书签。
3.2.7 使用压板.............................................................................................. 错误!未定义书签。
FANUC数控车仿真实验指导书(对刀)
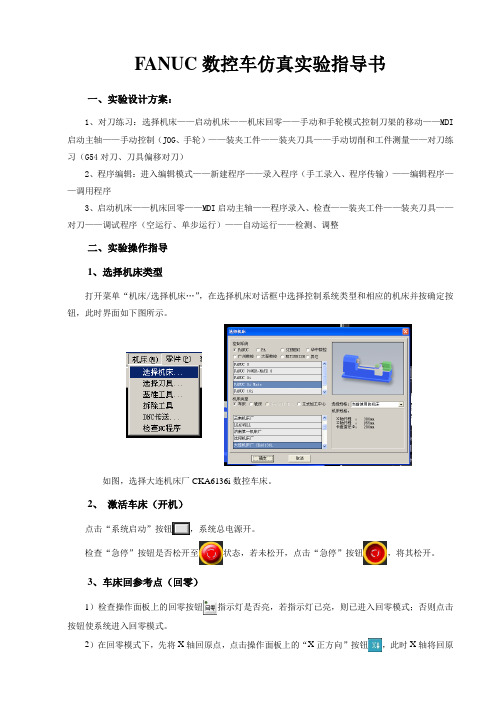
FANUC数控车仿真实验指导书一、实验设计方案:1、对刀练习:选择机床——启动机床——机床回零——手动和手轮模式控制刀架的移动——MDI 启动主轴——手动控制(JOG、手轮)——装夹工件——装夹刀具——手动切削和工件测量——对刀练习(G54对刀、刀具偏移对刀)2、程序编辑:进入编辑模式——新建程序——录入程序(手工录入、程序传输)——编辑程序——调用程序3、启动机床——机床回零——MDI启动主轴——程序录入、检查——装夹工件——装夹刀具——对刀——调试程序(空运行、单步运行)——自动运行——检测、调整二、实验操作指导1、选择机床类型打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如下图所示。
如图,选择大连机床厂CKA6136i数控车床。
2、激活车床(开机)点击“系统启动”按钮,系统总电源开。
检查“急停”按钮是否松开至状态,若未松开,点击“急停”按钮,将其松开。
3、车床回参考点(回零)1)检查操作面板上的回零按钮指示灯是否亮,若指示灯已亮,则已进入回零模式;否则点击按钮使系统进入回零模式。
2)在回零模式下,先将X轴回原点,点击操作面板上的“X正方向”按钮,此时X轴将回原点,CRT上的X坐标变为“600.00”。
同样,再点击“Z正方向”按钮,点击,Z轴将回原点,CRT上的Z坐标变为“1010.00”。
本仿真软件必须进行前述1、2、3步骤操作后,才能开始实现对机床的运动控制。
4、手动和手轮模式控制刀架的移动1)点击中的按钮,机床进入手动操作模式,此时,分别点击中的对应按钮,控制机床的移动方向和坐标轴。
点击按钮系统进入手动快速移动。
此时应确认指示灯是否亮,如亮则应该使其关闭,否则机床不能运动。
2)点击中的按钮,切换至手轮控制模式,此时,鼠标对准手轮,点击左按钮或右按钮,精确控制机床的移动。
分别点击中的对应按钮,可以实现对运动速度的快慢控制。
点击按钮实现X、Z轴控制的切换,该按钮上指示灯亮状态为控制Z 轴移动,灯暗为控制X轴移动。
数控机床FANUC操作手册

06
G21 公制单位输入
G22 软体行程极限“开”
04
G23 软体行程极限“关”
G28 归回机械基准原点
G29 从机械原点到指定点
00
G30 归回第二、第三及第四机械原点
G31 跳段指令
G40 刀具补偿取消
07
G41 刀具左方向补偿
G42 刀具右方向补偿
G43 刀具长度正方向补偿
08
G44 刀具长度负方向补偿
G49 刀具长度补偿取消
G45 刀具位置增加一倍补正值
G46 刀具位置减少一倍补正值
00
G47 刀具位置增加二倍补正值 G48 刀具位置减少二倍补正值
G52 设定局部坐标系
G53 设定机械坐标系
G50 比例“关”
11
G51 比例“开”
G54 第一工作坐标系设定
G55 第二工作坐标系设定
G56 第三工作坐标系设定
072 电脑贮存之程序数量多于 63 或附加功能 125 个;
073 此程序编号已被用过;
074 程序编号在 1 至 9999 之外
076 在呼叫副程序 M98 或呼叫巨指令 G65 中无 P 指令;
077 副程序呼叫副程序中,已达三或五次;
在 M98、M99、G65 或 G66 中,P 指令的程序编号或段编号,在找 078 寻中找不到;
098
在电脑开动后,紧急停止后,未有返回机械基准点便执行程序再开 始,所在在程序再开始时会先找寻 G28;
099
在完成找寻程序再开始之后,用简单手控资料输入 MDI 执行移 动指令;
100 参数 PARAMETER 中,PWE=1;更改 PWE=0 及按 RESET
在编程或更改/重写程序内容时,电源被关闭;此警报发生后请更
数控加工仿真系统使用手册
数控加工仿真系统使用手册第一章安装与进入1.1 安装将“数控加工仿真系统”的安装光盘放入光驱在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“数控加工仿真系统4.0”的文件夹。
选择了适当的文件夹后,点击打开。
在显示的文件名目录中双击,系统弹出如图所示的安装向导界面在系统接着弹出的“欢迎”界面中点击“下一个”按钮,如图所示进入“选择安装类型”界面,选择“教师机”或“学生机”,如图所示系统接着弹出的“软件许可证协议”界面中点击“是”按钮,如图所示系统弹出“选择目标位置”界面,在“目标文件夹”中点击“浏览”按钮,选择所需的目标文件夹,默认的是“C:\Programme files \数控加工仿真系统”。
目标文件夹选择完成后,点击“下一个”按钮。
系统进入“可以安装程序”界面,点击“安装”按钮此时弹出数控加工仿真系统的安装界面,如图所示安装完成后,系统弹出“问题”对话框,询问“是否在桌面上创建快捷方式?”创建完快捷方式后,完成仿真软件的安装,如图所示:1.2 进入1) 启动加密锁管理程序用鼠标左键依次点击“开始”----“程序”----“数控加工仿真系统”----“加密锁管理程序”,如下图所示:加密锁程序启动后,屏幕右下方的工具栏中将出现“”图标。
2) 运行数控加工仿真系统依次点击“开始”----“程序”----“数控加工仿真系统”----“数控加工仿真系统”,系统将弹出如下图所示的“用户登录”界面:此时,可以通过点击“快速登录”按钮进入数控加工仿真系统的操作界面或通过输入用户名和密码,再点击“登录”按钮,进入数控加工仿真系统。
注:在局域网内使用本软件时,必须按上述方法先在教师机上启动“加密锁管理程序”。
等到教师机屏幕右下方的工具栏中出现“”图标后。
才可以在学生机上依次点击“开始”----“程序”----“数控加工仿真系统”----“数控加工仿真系统”登陆到软件的操作界面。
1.3 用户名与密码管理员用户名:manage;密码:system;一般用户名:guest;密码:guest。
FANUC数控车床仿真软件操作步骤
FANUC数控车床仿真软件操作步骤1.打开软件首先,双击桌面上的FANUC数控车床仿真软件图标,打开软件。
2.导入CAD文件在软件界面左上角找到“File”菜单,点击“Open”选项,选择要导入的CAD文件,通常是后缀名为.dxf或.step的文件。
导入成功后,CAD文件会在软件界面中心显示出来。
3.设置工件坐标系在软件界面中选择“Set Workpiece Origin”选项,设置工件坐标系。
通常情况下,工件坐标系的原点位于工件的中心位置,确保设置正确。
4.设置刀具路径选择“Tool Path Generation”选项,在工具路径设置界面中,可以设置刀具的类型、直径、长度、转速等参数,以及加工路径的方式,如铣削路径、孔加工路径等。
根据需要设置完整的刀具路径。
5.模拟加工过程点击软件界面上的“Simulation”按钮,开始模拟加工过程。
软件会按照设定的刀具路径,在CAD模型上显示出加工过程,包括切削、铣削、孔加工等。
6.调整加工参数如果需要调整加工参数,可以通过“Edit Tool Path”选项进行修改,如修改切削深度、速度、进给速度等参数。
修改完毕后,重新进行模拟加工。
7.导出加工程序完成模拟加工后,可以将加工程序导出到数控机床进行实际加工。
选择“Export NC Code”选项,保存为后缀名为.nc的加工程序文件,并将文件传输到数控机床上进行加载和运行。
8.保存工程文件为了方便今后的修改和再次加工,可以保存整个工程文件。
选择“File”菜单中的“Save Project”选项,将当前工程保存为后缀名为.fpr的工程文件。
9.关闭软件完成加工操作后,选择“File”菜单中的“Exit”选项,关闭FANUC数控车床仿真软件。
总结:以上就是FANUC数控车床仿真软件的操作步骤。
通过使用这款软件,可以模拟和验证加工程序,提高加工效率,降低成本,是数控加工领域中不可或缺的工具。
希望以上内容对您有所帮助!。
FANUC0I数控加工仿真操作步骤
.word版数控加工仿真系统FANUC0I2.1 选择机床如图2-1-1点击菜单“机床/选择机床…〞,在选择机床对话框中,控制系统选择FANUC,机床类型选择立式铣床,按确定按钮,此时界面如图2-1-2所示。
图2-1-1图2-1-2机床回零点击启动按钮,此时机床电机和伺服控制的指示灯变亮。
检查急停按钮是否松开至状态,假设未松开,点击急停按钮,将其松开。
检查操作面板上回原点指示灯是否亮,假设指示灯亮,那么已进入回原点模式;假.word 版设指示灯不亮,那么点击按钮,转入回原点模式。
在回原点模式下,先将X 轴回原点,点击操作面板上的按钮,使X 轴方向移动指示灯变亮,点击,此时X 轴将回原点,X 轴回原点灯变亮,CRT 上的X 坐标变为“0.000〞。
同样,再分别点击Y 轴,Z 轴方向移动按钮,,使指示灯变亮,点击,此时Y 轴,Z 轴将回原点,Y 轴,Z 轴回原点灯变亮,。
此时CRT 界面如图2-2-1所示。
图2-2-12.3安装零件点击菜单“零件/定义毛坯…〞,在定义毛坯对话框〔如图2-3-1〕中将零件尺寸改为高14mm 、长和宽240mm ,名字为缺省值“毛坯1〞,并按确定按钮。
点击菜单“零件/安装夹具…〞,在选择夹具对话框〔如图2-3-2〕中,选择零件栏中选取“毛坯1〞,选择夹具栏中选取“工艺板〞,夹具尺寸用缺省值,并按确定按钮。
图2-3-1 图2-3-2点击菜单“零件/放置零件…〞,在选择零件对话框〔如图2-3-3〕中,选取类型为“选择毛坯〞,选取名称为“毛坯1〞的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图2-3-4所示,零件已放置在机床工作台面上。
图2-3-3图2-3-4点击菜单“零件/安装压板〞,在选择压板对话框中,点击左边的图案,选取安装四块压板,压板尺寸用缺省值,点击确定按钮,此时机床台面上的零件已安装好压板,如图2-3-5所示。
发那科数控系统的操作及有关功能

发那科数控系统的操作及有关功能
一.FANUC数控系统操作指南
1、系统准备:
(1)检查主机电源状态,确认已上电,指示灯处于正常状态;
(2)打开数控机床的前门,接入电表,滑动前门板,检查机床内部
电器状态;
(3)检查轴和零件的安装状态,确认零件已装上,机床各极性接触
状态良好;
(4)启动主机,登陆操作系统,根据提示及要求输入用户名及密码;
(5)登陆完成后,进入机床操作界面,数据区显示可供调整操作参数;
(6)根据切削需要,进行相应调整,保存参数,使被控机床处于可
操作状态。
2、切削操作:
(1)按照程序指令,依次开启各轴运行;
(2)根据坐标切削,机床绝对定位状态,进行定位运行;
(3)检查及调整运行情况,控制切削层及停止运行;
(4)开启切削轴,根据程序指令,设定切削前的定位点;
(5)按下正常运行键,启动正常运行;
(6)设置切削参数,完成正常切削;
(7)检查运行情况,终止运行;
(8)关闭切削轴,接收程序指示,清除参数恢复出厂设置。
三、FANUC数控系统功能介绍
1、CNC高级数控功能:
(1)支持轴的同步控制。