6.4.3管道-管件现场焊接(熔接)检查记录
合集下载
6.4.3管道-管件现场焊接(熔接)检查记录
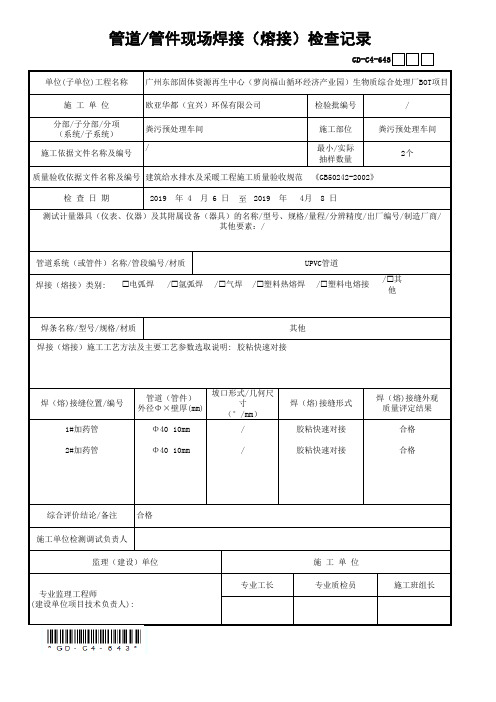
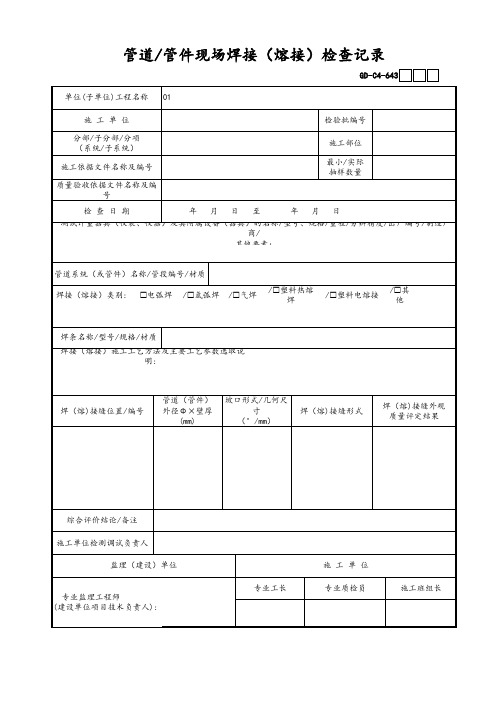
管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称 广州东部固体资源再生中心(萝岗福山循环经济产业园)生物质综合处理厂BOT项目
施工单位
欧亚华都(宜兴)环保有限公司
检验批编号
/
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
粪污预处理车间 /
施工部位
最小/实际 抽样数量
管道系统(或管件)名称/管段编号/材质
UPVC管道
焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊 /塑料热熔焊 /塑料电熔接
/其 他
焊条名称/型号/规格/材质
其他
焊接(熔接)施工工艺方法及主要工艺参数选取说明: 胶粘快速对接
焊(熔)接缝位置/编号 1#加药管
管道(管件) 外径Φ×壁厚(mm)
坡口形式/几何尺 寸
粪污预处理车间 2个
质量验收依据文件名称及编号 建筑给水排水及采暖工程施工质量验收规范 《GB50242-2002》
检查日期
2019 年 4 月 6 日 至 2019 年 4月 8 日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:/
(°/mm)
Φ40×10mm
/
2#加药管
Φ40×10mm
/
焊(熔)接缝形式 胶粘快速对接 胶粘快速对接
焊(熔)接 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
GD-C4-643
单位(子单位)工程名称 广州东部固体资源再生中心(萝岗福山循环经济产业园)生物质综合处理厂BOT项目
施工单位
欧亚华都(宜兴)环保有限公司
检验批编号
/
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
粪污预处理车间 /
施工部位
最小/实际 抽样数量
管道系统(或管件)名称/管段编号/材质
UPVC管道
焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊 /塑料热熔焊 /塑料电熔接
/其 他
焊条名称/型号/规格/材质
其他
焊接(熔接)施工工艺方法及主要工艺参数选取说明: 胶粘快速对接
焊(熔)接缝位置/编号 1#加药管
管道(管件) 外径Φ×壁厚(mm)
坡口形式/几何尺 寸
粪污预处理车间 2个
质量验收依据文件名称及编号 建筑给水排水及采暖工程施工质量验收规范 《GB50242-2002》
检查日期
2019 年 4 月 6 日 至 2019 年 4月 8 日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:/
(°/mm)
Φ40×10mm
/
2#加药管
Φ40×10mm
/
焊(熔)接缝形式 胶粘快速对接 胶粘快速对接
焊(熔)接 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
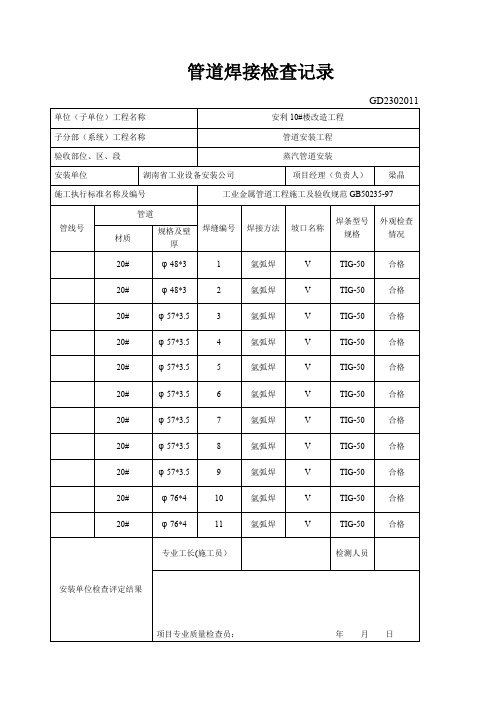
管道焊接检查记录
情况
材质
规格及壁厚
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4
17
氩弧焊
V
TIG-50
合格
20#
φ76*4
18
φ89*4.5
72
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
73
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
74
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
75
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
76
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
77
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
氩弧焊
V
TIG-50
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
材质
规格及壁厚
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4
17
氩弧焊
V
TIG-50
合格
20#
φ76*4
18
φ89*4.5
72
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
73
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
74
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
75
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
76
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
77
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
氩弧焊
V
TIG-50
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
管道焊接检查记录
合格
20#
φ89*4.5
51
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
52
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
53
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
54
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
55
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
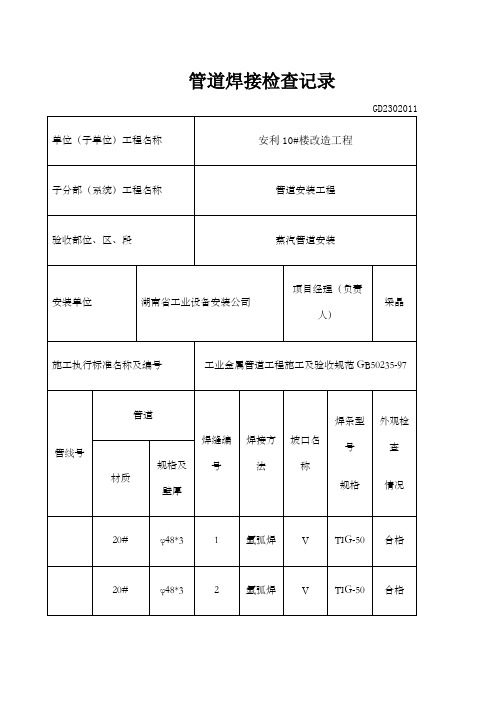
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
20#
φ89*4.5
34
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
35
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
36
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
37
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
38
20#
φ89*4.5
51
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
52
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
53
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
54
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
55
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
20#
φ89*4.5
34
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
35
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
36
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
37
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
38
管道焊接检查记录

管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
78
氩弧焊
V
TIG-50
合格
20#
φ89*
79
氩弧焊
V
TIG-50
合格
20#
φ89*
80
氩弧焊
V
TIG-50
合格
20#
φ89*
81
氩弧焊
V
TIG-50
合格
20#
φ108*
82
氩弧焊
V
TIG-50
合格
20#
φ108*
83
氩弧焊
V
TIG-50
合格
20#
φ108*
V
TIG-50
合格
20#
φ89*
36
氩弧焊
V
TIG-50
合格
20#
φ89*
37
氩弧焊
V
TIG-50
合格
20#
φ89*
38
氩弧焊
V
TIG-50
合格
20#
φ89*
39
氩弧焊
V
TIG-50
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
78
氩弧焊
V
TIG-50
合格
20#
φ89*
79
氩弧焊
V
TIG-50
合格
20#
φ89*
80
氩弧焊
V
TIG-50
合格
20#
φ89*
81
氩弧焊
V
TIG-50
合格
20#
φ108*
82
氩弧焊
V
TIG-50
合格
20#
φ108*
83
氩弧焊
V
TIG-50
合格
20#
φ108*
V
TIG-50
合格
20#
φ89*
36
氩弧焊
V
TIG-50
合格
20#
φ89*
37
氩弧焊
V
TIG-50
合格
20#
φ89*
38
氩弧焊
V
TIG-50
合格
20#
φ89*
39
氩弧焊
V
TIG-50
管道管件现场焊接(熔接)检查记录
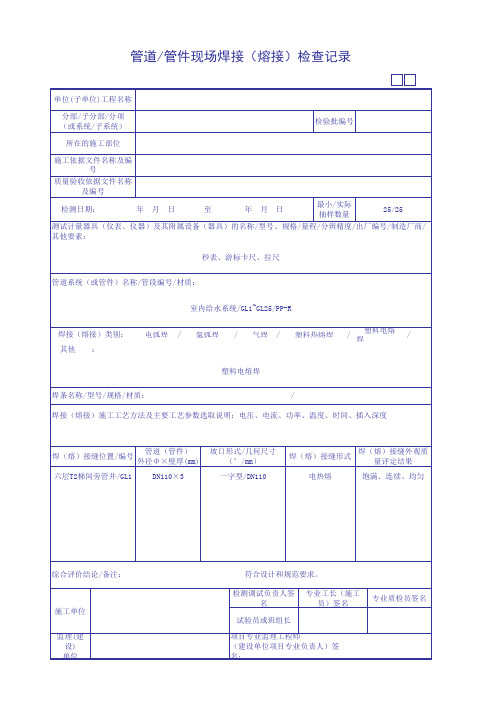
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
塑料管道熔接质量检查记录

符合要求
备注(含说明、示图、照片等):
1、管材与管件连接端面必须清洁、干燥、无油。2、用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深 度应符合规定。3、在规定时间内,刚熔接好的接头还可校正,但严禁旋转。
专业工长(施工员)(签名)
专业承包安装单位 检查评定结果
符合设计及规范要求。
项目专业质量检查员(签名):
(热) 连接插入深度(mm)
熔接时间(s或min) 熔
冷却时间(s或min) 连
熔合指示 接
接口外观
15mm
1min
2min 达到加热时间后、立即把管材、管件从加热套与加热头
上同时取下,迅速均匀插入到所标深度 连接端面必须清洁、干燥、无油
符合要求 符合要求 符合要求 符合要求 符合要求
接口卷边清除
采用毛布做表面清理
检查测试负责人(签名) 2013年8月1日
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签
年月日
名): 注:1.本表中插入的说明、示图、照片等,如幅面不能容纳(或无法表达清楚),则可随本表之后作为本表的附
件。
2.本表每张只能填写同种材质管材熔接的相关记录。
熔接方式: √ 电熔
热熔
熔接口数(个) 300
检查项目
熔接加热机具名称/ 型号/规格 加热装置表面清洁 (含氧化层清除等)
工艺质量要求(摘要) 热熔器/160/PPR
采用毛布做表面清理
检查结果[以定量或定性 (符合/不符合要求)表达]
符合要求
符合要求
电 管材熔接表面清洁
切割后端面去毛刺和毛边
符合要求
项目负责人 /
施工执行的技术标准(含 企业的工艺规程、工法等) 建筑给水排水及采暖工程施工质量验收规范GB50242-2002
钢管焊接及焊缝外观检查记录(整理)
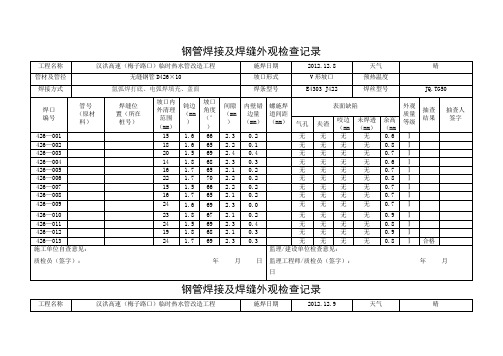
0.3
无
无
无
无
0.8
Ⅰ
426—047
18
1.8
68
2.5
0.2
无
无
无
无
0.8
Ⅰ
426—048
20
1.4
68
2.1
0.4
无
无
无
无
0.8
Ⅰ
426—049
19
1.7
67
2.3
0.3
无
无
无
无
0.6
Ⅰ
426—050
20
1.6
69
2.3
0.2
无
无
无
无
0.6
Ⅰ
426—051
20
1.6
69
2.3
0.2
无
无
无
无
0.8
Ⅰ
720—019
22
1.7
70
2.4
0.3
无
无
无
无
0.8
Ⅰ
720—020
18
1.8
68
2.5
0.2
无
无
无
无
0.8
Ⅰ
720—021
23
1.6
66
2.3
0.25
无
无
无
无
0.8
Ⅰ
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
2.2
0.1
无
无
无
无
0.6
Ⅰ
426—030
21
1.6
68
无
无
无
无
0.8
Ⅰ
426—047
18
1.8
68
2.5
0.2
无
无
无
无
0.8
Ⅰ
426—048
20
1.4
68
2.1
0.4
无
无
无
无
0.8
Ⅰ
426—049
19
1.7
67
2.3
0.3
无
无
无
无
0.6
Ⅰ
426—050
20
1.6
69
2.3
0.2
无
无
无
无
0.6
Ⅰ
426—051
20
1.6
69
2.3
0.2
无
无
无
无
0.8
Ⅰ
720—019
22
1.7
70
2.4
0.3
无
无
无
无
0.8
Ⅰ
720—020
18
1.8
68
2.5
0.2
无
无
无
无
0.8
Ⅰ
720—021
23
1.6
66
2.3
0.25
无
无
无
无
0.8
Ⅰ
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
2.2
0.1
无
无
无
无
0.6
Ⅰ
426—030
21
1.6
68
管道管件现场焊接(熔接)检查记录
焊(熔)接缝外观 质量评定结果
综合评价结论/备注 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
商/
其他要素:
管道系统(或管件)名称/管段编号/材质 焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊
/塑料热熔 焊
/塑料电熔接
/其 他
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说 明:
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚
(mm)
坡口形式/几何尺 寸
(°/mm)
焊(熔)接缝形式
管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称 01
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据文件名称及编 号
施工部位
最小/实际 抽样数量
检查日期
年月日 至
年月日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
至
专业工长
专业质检员施工班组长 专业监理工程师
(建设单位项目技术负责人):综合评价结论/备注
施工单位检测调试负责人
监理(建设)单位
施 工 单 位焊(熔)接缝位置/编号管道(管件)
外径Φ×壁厚(mm)坡口形式/几何尺寸
(°/mm)焊(熔)接缝形式焊(熔)接缝外观 质量评定结果
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说明:
管道系统(或管件)名称/管段编号/材质
焊接(熔接)类别: 电弧焊/ 氩弧焊/ 气焊/ 塑料热熔焊/ 塑料电熔接/ 其他检 查 日 期 年 月 日 年 月 日 测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/
其他要素:
施工依据文件名称及编号
最小/实际 抽样数量
质量验收依据文件名称及编号
施 工 单 位
检验批编号分部/子分部/分项
(系统/子系统)
施工部位管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称
01。