1 8.4 m集装箱平车中梁、底架组焊工艺分析
汽车盒式梁车架焊接工艺分析和设计
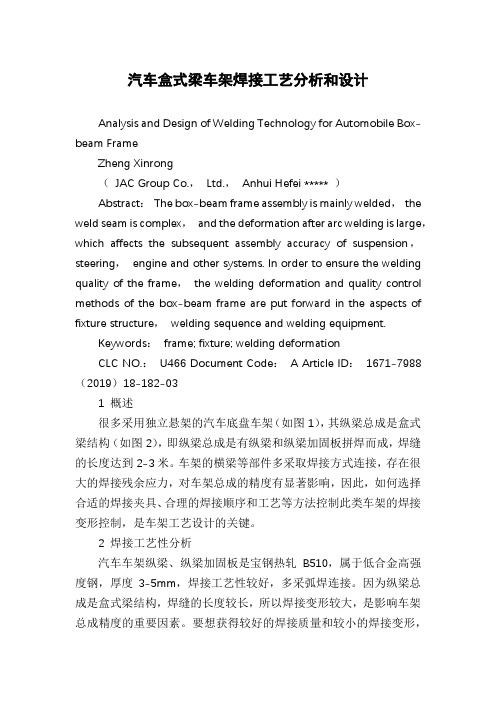
汽车盒式梁车架焊接工艺分析和设计Analysis and Design of Welding Technology for Automobile Box-beam FrameZheng Xinrong(JAC Group Co.,Ltd.,Anhui Hefei ***** )Abstract:The box-beam frame assembly is mainly welded,the weld seam is complex,and the deformation after arc welding is large,which affects the subsequent assembly accuracy of suspension,steering,engine and other systems. In order to ensure the welding quality of the frame,the welding deformation and quality control methods of the box-beam frame are put forward in the aspects of fixture structure,welding sequence and welding equipment.Keywords:frame; fixture; welding deformationCLC NO.:U466 Document Code:A Article ID:1671-7988(2019)18-182-031 概述很多采用独立悬架的汽车底盘车架(如图1),其纵梁总成是盒式梁结构(如图2),即纵梁总成是有纵梁和纵梁加固板拼焊而成,焊缝的长度达到2-3米。
车架的横梁等部件多采取焊接方式连接,存在很大的焊接残余应力,对车架总成的精度有显著影响,因此,如何选择合适的焊接夹具、合理的焊接顺序和工艺等方法控制此类车架的焊接变形控制,是车架工艺设计的关键。
大梁制作工艺总结(苏仕喜)

18.7m m标高平台钢梁制作事故总结一、技术规范1、技术交底不够彻底,制作班组对重型梁制作工艺没有完全吃透,对,没有认真了解图纸意图,2、构件数量、构件下料尺寸、装备方向、装备尺寸,没有严格按照规范进行制作、装备,太随意,没有认识到该重型梁交工验收的严谨性。
3、主承重构件焊接工艺没有认真执行焊接工艺顺序,焊缝质量差,导致单处焊缝重复刨根、施焊,母材温度出现急热急冷情况,影响到大梁整体平整度。
二、装备过程1、装备顺序有点凌乱,常出现但个零件重复拆装。
2、H型钢焊接完之后没有及时校正,校正时用冷水进行急冷却,导致母材材质发生变化,Mn含量降低。
三、班组组织管理1、没有组织有针对性的班组力量2、班组人员没有相对固定,关键人员、技术性强的没有组织到位,人员调动频繁。
四、大梁制作工艺(总结):1.1、工艺流程:焊接工艺评定→腹板排版定尺→下料→切割→翼板、腹板接料→矫平探伤→组焊H型钢→矫直→端头加工→搭设整体组装胎具→零件组装焊接→调整→涂装1.2、技术要点1.2.1、号料切割:梁的翼板、部分腹板、筋板及钢柱的腹板、翼板使用多头数控切割机进行切割,其允许偏差±1.5mm。
其余零部件采用裁条机切割,其允许偏差为±2mm。
腹板、翼板的接口形式及连接坡口按图施工。
需刨光顶紧的板材预留3mm加工余量。
1.2.2、梁上、下翼缘板在跨中1/3范围内,应尽量避免拼接。
上、下翼缘板及腹板的拼接,应采用加引弧板(其厚度和坡口与主材相同)的对接焊缝,并保证焊透,三者的对接焊缝不应设置在同一截面上,应相互错开200mm以上。
与加劲肋亦应错开200mm以上1.2.3、梁上翼缘板与腹板的T形连接焊缝,必须焊透。
1.2.4、梁上、下翼缘与腹板的连接焊缝,应采用自动焊或半自动焊接。
1.3一般焊缝质量等级要求:1.3.1、梁下翼缘拼接焊缝质量为一级;1.3.2、梁上翼缘板与腹板间的角焊缝为全熔透一级焊缝;1.3.3、除(1)、(2)项以外焊缝质量均为二级。
集装箱的底架组装焊接流程

集装箱的底架组装焊接流程1.检查集装箱底架零部件是否完整。
Inspect the components of the container base frame for completeness.2.准备焊接设备和必要的安全装备。
Prepare welding equipment and necessary safety gear.3.将底架零部件依据设计图纸进行组装。
Assemble the base frame components according to thedesign drawings.4.使用气割或气刨清洁底架零部件的焊接表面。
Clean the welding surfaces of the base frame components using gas cutting or gas chipping.5.使用角度尺和卡尺测量底架零部件的尺寸,确保组装的准确性。
Measure the dimensions of the base frame components usinga square and calipers to ensure accuracy of assembly.6.确保底架零部件的角度和位置符合设计要求。
Ensure that the angles and positions of the base frame components conform to the design requirements.7.进行干燥和预热处理,以减少焊接变形和裂纹的风险。
Carry out preheating and drying treatment to reduce the risk of welding deformation and cracking.8.进行初步焊接,固定底架零部件的连接点。
Perform initial welding to secure the connection points of the base frame components.9.使用焊接模板和支撑装置,确保底架零部件的位置和形状得以保持。
集装箱箱脚中间甲板支撑盒在分段阶段装焊的工艺研究和应用

2、集装箱箱脚和中间舱盖支撑盒在分段阶段进行装焊的相
Байду номын сангаас
关工艺研究技术要求 2.1 集装箱箱脚在分段阶段装焊的工艺 1) 依据分段完工测量内底板的平整度,将分段调整到最佳 水平状态; 2) 测量集装箱底脚安装处的水平度是否满足集装箱底脚装焊 要求,若平面数据有超差,反馈并按要求进行修整; 3) 装焊集装箱底脚的分段,需在内底板平整度达到精度要 后,方可进行划线工作; 4) 用全站仪或激光经纬仪校正每个分段的基准肋位线及纵剖 线(船体重心线)的角尺度; 5) 集装箱底脚的划线,应使用统一计量尺(或用钢带),依 据每个分段对应基准肋位线及纵剖线数据,划出集装箱底脚 十字中心的长、宽位置线;
集装箱箱脚、中间甲板支撑盒 在分段阶段装焊的工艺研究和应用
• 0 引言 • 近几年来,沪东中华造船集团有限公司以科
• • • • • • • •
学发展为主题,以加快发展方式转变为主线,通 过精度管理,工法创新,改进工艺设施、提高工 艺技术等方面的研究和应用,船舶制造的周期大 大缩短,成本明显下降。本文根据20000吨多用 途重吊船货仓区域特点,结合新技术发展水平, 研究将集装箱箱脚、中间甲板支撑盒在分段阶段 进行装焊的工艺,从而达到提高生产效率、降低 成本,缩短船台建造周期的目的。
6) 装配依据集装箱底脚布置图和提供的开孔样板,划号出集
装箱底脚的重心线洋冲印(延长至开孔外侧);开孔位置 划线时,应注意每个集装箱底脚的型号、内外及对应船体 艏艉方向; 7) 以每个分段基准肋位线与距中4米左右的集装箱底脚交汇 处的标杆为基准点,用激光经纬仪划出基准平面原始点, 并将该点高度移至分段预先设置的测量标杆上形成基准平 面,并作(洋冲)标记; 8) 量取每个集装箱底脚位置测量标杆上基准平面至内底板上 口的距离,并加以记录; 9) 将数据反馈,并依据底脚施工的技术要求,决定是否调整 测量标杆基准面到内底板上口的距离。如需调整,应将调 整数据进行反馈,作为现场施工的依据; 10) 在内底板上依据开孔位置进行切割,整个开孔长宽可较 理论尺寸开大2-3mm,便于安装;
箱型梁低成本复合焊接工艺

箱型梁低成本复合焊接工艺贾罗云;程洪建;张志昌【摘要】箱型结构梁具有较好的载荷承受能力,在铁路货车中梁的设计中应用较为普遍.通常情况下为满足应力等级要求,箱型梁下盖板与腹板焊缝采用双面角焊缝.通过对该位置焊缝采用气体保护焊、埋弧焊或两者复合焊接模拟试验,综合对比研究试验结果后得出不同焊接结构下成本最低、质量更优的焊接方式.%Box girder has good load bearing capacity and widely be used in railway wagon beam design.Typically,in order to meet the stress level requirements,used double-sided fillet welding to make web plates and cover plate of box girders together.Carried out several simulating experiments on this location (MAG,SAW or both hybrid welding).After comprehensive comparison of test results,obtained the welding process which got lowest cost and better quality.【期刊名称】《电焊机》【年(卷),期】2017(047)005【总页数】4页(P133-136)【关键词】箱型梁;低成本;气体保护焊;埋弧焊;复合焊接【作者】贾罗云;程洪建;张志昌【作者单位】中车眉山车辆有限公司工艺技术部,四川眉山620032;中车眉山车辆有限公司工艺技术部,四川眉山620032;中车眉山车辆有限公司工艺技术部,四川眉山620032【正文语种】中文【中图分类】TG457.2近年来高速重载铁路货车强势发展,越来越多的货车中梁钢结构采用箱型结构,由于载重吨位较高,箱型梁受力复杂,焊缝质量等级要求高。
集装箱组焊工艺参考
集装箱组焊工艺参考SSCMSSCM版本/修改次第SSCM 目的SSCM4.4 检查焊丝焊条是否生锈,不允许使用已生锈的焊丝、焊条,对局部生锈的焊丝可去除后再用。
4.5 转产前彻底清理台架上焊接飞溅等杂物,定期清理送丝管、送丝轮。
SSCM5.1 按规定正确使用工装。
转产生产第一个零部件时,应仔细检查定位尺寸、外形尺寸、对角线尺寸差等重要尺寸是否符合要求,否则应及时调整并对第一个零部件进行返工,确认各尺寸符合要求后,才能进行正常生产。
SSCM5.7 所有焊缝都要求墙板等对接接头对接焊缝,要求一次焊透率大于磨。
SSCM5.12 镀锌件(如门耳朵、拉筋、门铰链、绳环等)焊接时易产生气孔,注意打磨补焊。
一侧焊缝焊完后,先清理另一侧表面白色氧化锌粉末后再焊,有助于减少气孔(比如门耳朵内外侧焊缝)。
SSCM组焊工艺要求:符合《组焊工艺卡》相关内容的要求。
焊缝质量要求(即焊缝外观质量要求):符合SSCM角件、前端框装配各定位尺寸,若发现扭曲严重的角柱应挑出,防止加剧歪斜或扭曲,要求控制在f.防撞槽钢装配时应注意装正,保证组焊后歪斜≤SSCMa.门板组焊时,门竖梁接头(高频焊焊缝)要求朝内,应保证门竖梁封板与门横梁齐平。
b.门板自动焊纵向自动焊时,应预加反变形,有利于控制门板的变形;焊前增加防SSCMh.对于拉筋的组焊,要求位置尺寸误差≤面。
i.门耳朵组焊时要求歪斜≤SSCMo.门楣自动焊后若门楣边上拱约楣梁强度弱,尽管组焊时对门楣与门楣板都有预压了反变形,但焊后拱度失去),需在装框前重新对门楣板压拱度。
同时由于SSCM焊缝质量要求(即焊缝外观质量要求):符合5.18.2 组焊注意事项SSCM5.19.2 组焊注意事项a.为保证整张顶板的对角线误差值不超标,顶板可调头组装;顶板应对齐防止错边;为保证过板时顶板不断开,顶板两端可用SSCM5.20.2 组焊注意事项a.叉槽盖板与侧梁要求装平,不能超出侧梁表面;可边点焊边适度锤击,焊点余高≤SSCM h.SSCM20′SSCMc.总装时底侧梁与角件之间的间隙要求≤SSCM6.1 焊接后组焊人员应立即对焊缝外观质量进行检查,要求焊缝过渡圆滑,成型好(其含意是焊缝均匀、波纹细、焊缝余高小、与母材过渡夹角大于边、偏焊等超标缺陷。
简述正装法组焊底架制造的工艺工程

简述正装法组焊底架制造的工艺工程
正装法组焊底架制造是一种常见的制造工艺,用于制造大型金属结构和焊接底架。
以下是该工艺的简要步骤:
1. 设计和规划:
-根据产品要求和规范,设计底架的结构、尺寸和焊接接缝。
-进行工艺分析,确定材料选择、焊接方法和设备要求等。
2. 材料准备:
-根据设计要求,选择合适的金属材料。
-对材料进行切割、成型和加工,以获得所需的底架组件。
3. 准备焊接工作区:
-设置工作台和焊接设备,确保工作区环境干净、整洁,并具备足够的通风条件。
-准备所需的焊接辅助工具和设备,如夹具、焊接电极等。
4. 焊接准备:
-对底架组件进行预拟合,以确保焊缝的准确定位。
-清洁焊接接缝,去除污垢、油脂和氧化物等。
5. 焊接操作:
-进行焊接操作,根据焊接工艺规范选择适当的焊接方法,如电弧焊、气焊等。
-控制焊接参数,如电流、电压、气体流量和焊接速度等。
-按照预定的焊缝顺序和顺序逐一焊接组件。
-过程中注意焊接质量,确保焊缝的充分结合。
6. 焊后处理:
-对焊接完成的底架进行检查和测试,验证焊接质量和强度。
-如有必要,进行热处理、除去焊接残留物等后续处理。
7. 检验和验收:
-对制作的焊接底架进行检验,包括外观检查、尺寸检查和焊缝检查等。
-如符合设计要求和工艺规范,进行最终验收,并报告或记录相关检验结果。
需要注意的是,正装法组焊底架的工艺工程对于不同类型的底架和要求会有所不同。
因此,在实际操作中,应根据具体产品和工艺规范进行相应的调整和优化。
平车箱形中梁下料工艺

它是该车的主要 承载部件 ,承担着传递 牵引力 、冲击力 和垂直载荷的重任 ,是 车辆 的最重要 的受力部 件之 一。 其下料加工工艺制定是否合理 ,将直接影 响到中梁腹板 及上下盖板 等构件 的质量 ,进而影响到 中梁 的组装 及整
车 的装配质量。
及确保数控下料时如何保证工件的挠度在 3m 1 m的问题。
2 下盖板压型工艺方案的确定 .
根据工艺分析 ,要压出符合工艺要求 的下盖板可 采
用两种工艺方案 :一是设计出一套模具 来压型 ;二是 采 用点压法压型。因工厂工艺装 备还不能够采 用模 具一 次 压制成形 ,故在试制时采用第二种方案加工。 首先采用计算机放样计算 出圆弧 的展 开尺寸 ,标 注
( )因下盖板 ( 2 左右 )采用 1mm厚 的板料压制成 4
形 ,其材质为 Q 4 ,压型圆角半径 为 60 m和 56 m, 35 0r a 8m
车问的折压 胎上模 最大 圆角半 径
I为 5r 故如何压制下盖板使其 0 m, a
— —
_ L压型后不偏 心 ,且 为合格 的工件 也成为一个难点 。 ( ) 为了保证 中梁组装 后两 3 枕梁 中心线 问挠 度为 2 2~2 r 8 m, a 中梁腹板接 长后 必须加 工 出预挠
二、工艺分析
根据产 品图的技术条件,两枕梁间的上挠度为 2 2~ 2r 8 m,采用计算机 放样 ,测 出 中梁 腹板 全长 的挠度 应 a
为 2 3r 8~ 5 m。 a
和 上 下盖 板 。
三、工艺方案 的确定
1 .中梁腹板及上下盖板数控下料工艺方案的确定
根据组焊工艺确定腹板 的挠 度及腹板 、下 盖板 焊接
2
加工 ,加工后 的腹 板及 下 盖 板 的平 面度 均符 合设 计要 求 。为 了使 焊 接后 的 中梁 腹板 挠 度达 到要 求 ,在 接长