法兰克加工中心报警调试文件整理
法兰克加工中心报警调试文件整理
FANUC 调试说明1、注意事项:1)调试传入参数及PMC时应区分清楚调试卡是否与系统类别(OI-MATE-MC/OI-MC)一致。
2)传入参数后应及时确认清楚机床型号、伺服、主轴电机型号是否与传入的参数相符,如果不符应及时修改部分参数。
3)目前调试卡分为)OI MATE MC和OI MC两个卡。
4)主电机代码:a12/7000i :314,β3/10000i :332,β6/10000i :333,β8/8000i :334,β12/7000i:335注:无刀库时将K5.1,K5.3设置为1,K5.5设置为0。
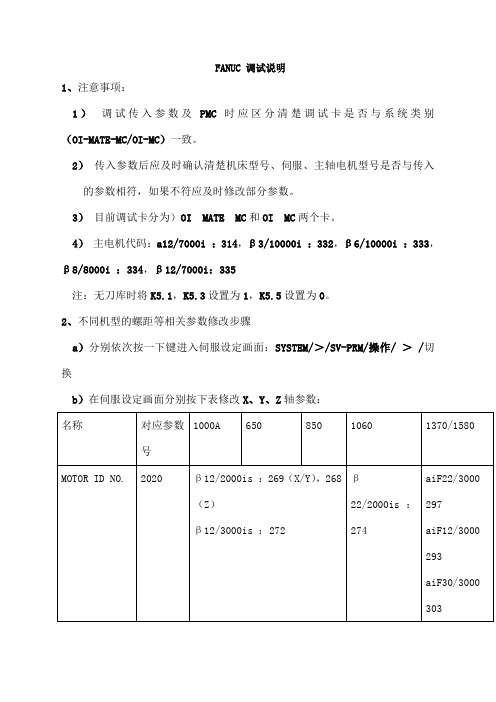
2、不同机型的螺距等相关参数修改步骤a)分别依次按一下键进入伺服设定画面:SYSTEM/>/SV-PRM/操作/ > /切换b)在伺服设定画面分别按下表修改X、Y、Z轴参数:注意:1)如果电机旋转方向与实际移动方向相反时修改DIRECTION SET(#2022)为111或-1112)如果电机型号不是标配或传入电机参数错误时,查阅《FANUC简明调试手册一》相关部分确认匹配的电机型号代码。
并将INITIAL SETBITS设为:0,在MOTOR ID NO.下输入正确的电机代码,断电后再开机系统会自动生成电机参数。
(β12/2000is无法自动生成)但是应该注意自动生成的参数可能部分功能参数没有,需另外核对以下参数:注意以下参数三轴设定值必需相同FANUC调试卡说明4、主轴参数自动设定:1)在4133#参数中输入度应电机型号代码。
2)将4019#7设为1,断强电后在上电系统自动加载相关参数。
3)将4001#0,4002#=1,否则主轴无法定位。
4)设定相关电机速度参数(3736,3741,应和4020电机最高转速相同,否则指令转速和实际转速不符)。
5)5280 /5000,4065-4068改为5000注意:如需要屏闭主轴时将3071#1=15、K参数列表斗笠刀库无刀库:K0.0=1 不检测刀库退出信号(刀盘右移后主轴可以定位)(出厂设为0)K0.6=1 在回零方式下X1,X10,按下程序启动和程序暂停键,刀库可以左右移动(出厂设为0)K1.6=0 主轴正反转键只能在手动方式下生效(出厂设为0)K5.0=1 手动换F2刀键无效(出厂设为0)K5.1=0 带刀库K5.3=1 不检测第二软限位(无刀库设1,带刀库设0)K5.4=1 润滑泵不带定时器,手手动润滑键无效K5.5=1 刀库不在左位,程序可以启动(无刀库设0,带刀库设1)K5.6=1 在非换刀情况下,刀库离开左侧,机床不急停(出厂设1)K5.7=0 带油冷(出厂设0)(出厂设1)K6.0=0 16位斗笠刀库K6.1=1 540 10位刀库(16或20位刀库是K6.1=0)K6.1=1 20位斗笠刀库K7.0=1 机床不检测回零(出厂设0)K7.1=1 X轴负向回零(负向回零时需将1006#5=1)K7.6=1 面板排屑按键(CHIP CW)有效K7.7=1 面板按键(HUFF)吹气有效K9.0=1 面板快进倍率25%和50%互换以下K参数只适用于OI-MCK10.1=1 第四轴未加紧,程序可以启动。
法拉克系统报警表

1000 X LIMIT EMG.STOP X 轴硬限位急停 1001 Y LIMIT EMG.STOP Y 轴硬限位急停 1002 Z LIMIT EMG.STOP Z 轴硬限位急停 1003 OP.PANET EMG.HAS BEEN PUSHED 操作面板急停被按下 1004 MPG.BOXEMG.HAS BEEN PUSHED 手轮急停被按下 1005 MPG.PANEL.HAS BEEN PUSHED 刀库急停被按下 1006 CHIP conv.emg.hasbeen PUSHED 排屑器急停被按下 1007 A-P-OFF ENAB BY CABI.OR OPEN 自动断电,电柜门开 1013 SP H/L SPEED FUNC=>K5.0 SET ERR 主轴高低速功能 K5.0 设定错 误 1014 CONFIRM.OF SPDL HEAD COVER. 主轴板合未盖好 1015 POWER OFF->POWER ON 开机关机 1100 ATC INVERTER OVERLOAD 1104 PLEAS WARM UP FIRST!! 请先热机 1106 Z NOT AT IST REF.POS Z 不在第一参考点 1107 PRESS 'NC-START' TO CONTINUE 按循环启动继续 1108 NO CONFIRM.OF POT UP 刀套上升未确定 1109 NO CONFIRM.OF POT DOWN 刀套下降未确定 1110 POT UP&DOWN BOTH ON. 刀套上下均未检测到 1117 NO CONFIRM.OF TOOL CLAMP 刀具夹紧未确认 1118 NO CONFIRM.OF TOOL UNCLAMP 刀具松开未确认 1119 TOOL CLAMP/UNCLAMP LS.BOTH ON 刀具松开加紧信号异常 1120 TOOL BROKEN 道具破损 1121 MAG.NOT INPOSITION 刀库位置异常 1122 MAG.ROTATE TIME OUT 刀库旋转时间超时 1124 during T CYCLE.POWER DROP DOWN T 指令时断电 1125 during M6 CYCLE.POWER DROP DOWN 换刀断电(请同时按下两个键: 停止键和消除 RESET 键) 1126 ILLEAGL T-CMP.T-CMD>MAX.T-NO 错误的 T 代码 1127 SPDL NOT ORIENT 主轴未定向 1128 AXES NOT AT ATC POS 轴不在换刀位置 1129 ARM SEN.DETECT ERR.PLS CHK.CIRCUIT.换刀臂位置检测出错 1132 the TOOL IS NOT REGISTERED 刀具未注册 1133 NO FREE POCKET FOR SPDL TOOL 没有空刀套 1134 CLR TASK BY 'RST+FEED HD'=>2SEC 按 RST+FEED HD2 秒清除 1136 SP.TL-NO(DO)&TYPE(D50)NOT MATCH.未标明主轴刀具号合类 型 1137 ARM1&2DATA ERR.CHK D6&D8 刀臂 1 号和 2 号资料错查
fanuc法兰克系统报警号说明
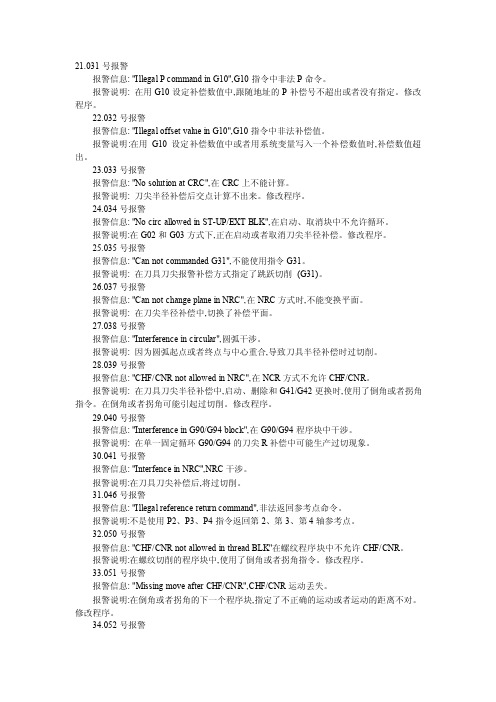
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削(G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
法兰克系统加工中心操作说明书
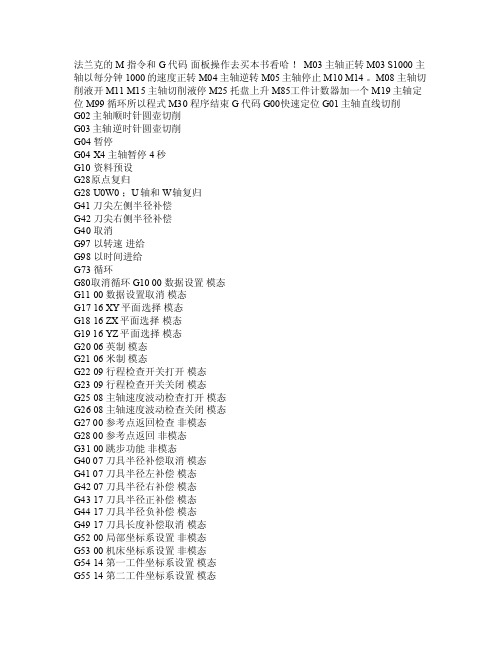
法兰克的M指令和G代码面板操作去买本书看哈! M03主轴正转 M03S1000主轴以每分钟1000的速度正转 M04主轴逆转M05主轴停止 M10 M14。
M08主轴切削液开 M11 M15主轴切削液停 M25托盘上升 M85工件计数器加一个 M19主轴定位 M99循环所以程式 M30程序结束 G 代码 G00快速定位G01主轴直线切削G02主轴顺时针圆壶切削G03主轴逆时针圆壶切削G04 暂停G04X4 主轴暂停4秒G10资料预设G28原点复归G28 U0W0 ;U轴和W轴复归G41 刀尖左侧半径补偿G42 刀尖右侧半径补偿G40取消G97 以转速进给G98以时间进给G73 循环G80取消循环G10 00数据设置模态G11 00 数据设置取消模态G17 16XY平面选择模态G1816 ZX平面选择模态G19 16 YZ平面选择模态G20 06 英制模态G2106 米制模态G22 09 行程检查开关打开模态G23 09 行程检查开关关闭模态G25 08 主轴速度波动检查打开模态G26 08 主轴速度波动检查关闭模态G27 00参考点返回检查非模态G28 00参考点返回非模态G31 00 跳步功能非模态G40 07刀具半径补偿取消模态G41 07刀具半径左补偿模态G42 07刀具半径右补偿模态G43 17 刀具半径正补偿模态G4417 刀具半径负补偿模态G49 17 刀具长度补偿取消模态G52 00 局部坐标系设置非模态G53 00 机床坐标系设置非模态G54 14 第一工件坐标系设置模态G5514 第二工件坐标系设置模态G59 14 第六工件坐标系设置模态G65 00宏程序调用模态G66 12 宏程序调用模态模态G67 12宏程序调用取消模态G73 01高速深孔钻孔循环非模态G74 01 左旋攻螺纹循环非模态G76 01 精镗循环非模态G80 10 固定循环注销模态G81 10 钻孔循环模态G8210 钻孔循环模态G83 10 深孔钻孔循环模态G84 10 攻螺纹循环模态G85 10 粗镗循环模态G86 10镗孔循环模态G87 10背镗循环模态G89 10 镗孔循环模态G9001 绝对尺寸模态G91 01 增量尺寸模态G92 01工件坐标原点设置模态。
FANUC报警列表

FANUC报警列表FANUC报警列表FANUC报警列表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-”出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
Fanuc法兰克系统报警号说明书
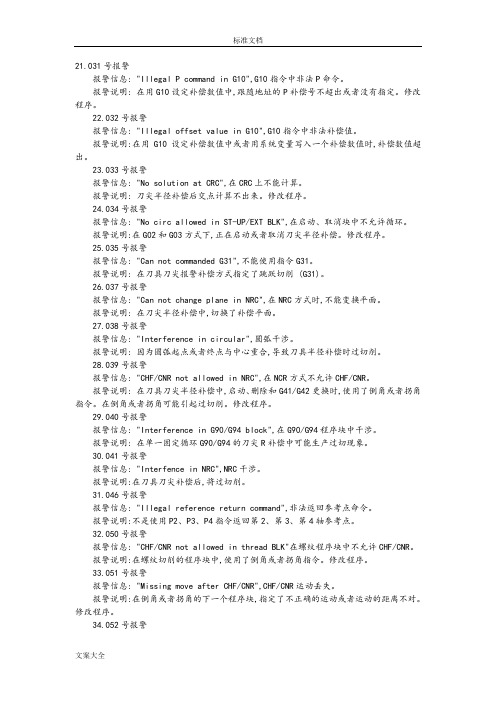
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削 (G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
法兰克数控系统维修 FANUC 0i系统故障报警信息处理维修方法
法兰克数控系统维修FANUC 0i系统故障报警信息处理维修方法出处:名慧模具网模具视频教程网,UG视频教程,CAD教程,PRO/E,模具设计,CATIA,数控仿真软件发布日期:2009-10-27 17:51:51 浏览次数:88811、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类据操作人员讲,在进行开机前设备检查时,发现进入机床的压缩空气压力过高,达到了0.8MPa,超出了0.4-0.6MPa的机床允许范围,所以就调整了压缩空气压力,使其压力在机床允许的范围之内,然后进行自动运行加工,l0分钟以后便出现了“1010空气压力异常”的报警。
据此分析,此次故障发生的主要原因是,在进行开机前设备检查时,由于大部分的设备都未正式运转和系统的压缩空气压力偏高了一点点,造成了进入机床的压缩空气压力高达0.8MPao而当大部分的设备都进入正式运转和对整个压缩空气供给系统过高的压力进行了调整后,便出现了机床在自动运行加工的过程中,出现机床的压缩空气压力下降到0.25MPa的情况。
以下是故障的排除过程。
数控系统是怎样知道进入机床的压缩空气压力未能达到指定的值呢?数控机床为做到自动控制设置了相应的检测器件(接近开关、位置开关、光栅等)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 调试说明1、注意事项:1)调试传入参数及PMC时应区分清楚调试卡是否与系统类别(OI-MATE-MC/OI-MC)一致。
2)传入参数后应及时确认清楚机床型号、伺服、主轴电机型号是否与传入的参数相符,如果不符应及时修改部分参数。
3)目前调试卡分为)OI MATE MC和OI MC两个卡。
4)主电机代码:a12/7000i :314,β3/10000i :332,β6/10000i :333,β8/8000i :334,β12/7000i:335注:无刀库时将K5.1,K5.3设置为1,K5.5设置为0。
2、不同机型的螺距等相关参数修改步骤a)分别依次按一下键进入伺服设定画面:SYSTEM/>/SV-PRM/操作/ > /切换b)在伺服设定画面分别按下表修改X、Y、Z轴参数:注意:1)如果电机旋转方向与实际移动方向相反时修改DIRECTION SET(#2022)为111或-1112)如果电机型号不是标配或传入电机参数错误时,查阅《FANUC简明调试手册一》相关部分确认匹配的电机型号代码。
并将INITIAL SETBITS设为:0,在MOTOR ID NO.下输入正确的电机代码,断电后再开机系统会自动生成电机参数。
(β12/2000is无法自动生成)但是应该注意自动生成的参数可能部分功能参数没有,需另外核对以下参数:注意以下参数三轴设定值必需相同FANUC调试卡说明4、主轴参数自动设定:1)在4133#参数中输入度应电机型号代码。
2)将4019#7设为1,断强电后在上电系统自动加载相关参数。
3)将4001#0,4002#=1,否则主轴无法定位。
4)设定相关电机速度参数(3736,3741,应和4020电机最高转速相同,否则指令转速和实际转速不符)。
5)5280 /5000,4065-4068改为5000注意:如需要屏闭主轴时将3071#1=15、K参数列表斗笠刀库无刀库:K0.0=1 不检测刀库退出信号(刀盘右移后主轴可以定位)(出厂设为0)K0.6=1 在回零方式下X1,X10,按下程序启动和程序暂停键,刀库可以左右移动(出厂设为0)K1.6=0 主轴正反转键只能在手动方式下生效(出厂设为0)K5.0=1 手动换F2刀键无效(出厂设为0)K5.1=0 带刀库K5.3=1 不检测第二软限位(无刀库设1,带刀库设0)K5.4=1 润滑泵不带定时器,手手动润滑键无效K5.5=1 刀库不在左位,程序可以启动(无刀库设0,带刀库设1)K5.6=1 在非换刀情况下,刀库离开左侧,机床不急停(出厂设1)K5.7=0 带油冷(出厂设0)(出厂设1)K6.0=0 16位斗笠刀库K6.1=1 540 10位刀库(16或20位刀库是K6.1=0)K6.1=1 20位斗笠刀库K7.0=1 机床不检测回零(出厂设0)K7.1=1 X轴负向回零(负向回零时需将1006#5=1)K7.6=1 面板排屑按键(CHIP CW)有效K7.7=1 面板按键(HUFF)吹气有效K9.0=1 面板快进倍率25%和50%互换以下K参数只适用于OI-MCK10.1=1 第四轴未加紧,程序可以启动。
无刀库时为1,有刀库时为0。
K10.2=1 第四轴加紧,无提示信息。
出厂时为0K10.4=1 机床配第四轴。
无提示信息。
出厂时0K10.5=1 第四轴手动松夹在任意方式下生效。
出厂时为0K10.6=1 出厂时为1圆盘刀库:K0.0=1 刀臂不在原点时轴互锁取消。
出厂为0FANUC调试卡说明FANAUC调试说明K0.2=1 主轴在第二参考点及未定向时刀臂可以旋转,出厂为0K0.3=1 刀臂旋转时不检测刀松刀紧信号。
(非调试维修禁止使用)出厂为0 K0.5=1 手动绝对值信号开通(此功能慎重使用)出厂为0K5.0=1 面板手动松刀按钮F2有效。
出厂为0K5.5=1 刀臂不在原点时z轴互锁取消,出厂为0K5.6=0 刀臂旋转时不检测刹车信号。
出厂为1K5.7=0 刀臂旋转时不检测刀套水平,刀臂原点、刀臂持刀。
出厂为1K6.1=1 24位圆盘刀库选通。
24位刀库出厂为1,20位为0。
K6.5=1 油温报警K6.6=1 面板排屑按钮(CHIP CW)有效K6.7=1 面板按键(HUFF)吹气有效K9.0=1 快进25%和50%互换以下K参数只适用于OI-MCK10.1=1 第四轴未加紧,程序可以启动。
无刀库时为1,有刀库时为0。
K10.2=1 第四轴加紧,无提示信息。
出厂时为0K10.4=1 机床配第四轴。
无提示信息。
出厂时0K10.5=1 第四轴手动松夹在任意方式下生效。
出厂时为0K10.6=1 出厂时为16 PMC 相关参数PMC记时器:进入SYSTEM/PMC /PMCPRM/TIMER画面圆盘刀库:T1-T4, T7,T10: 96 (用于刀库运作延时) 斗笠/无刀库:T1-T4,T7,T10:0PMC记数器:进入SYSTEM/PMC/MC/PMCPRM/COUNTR画面(当PLC设置为对应的K参数后,C参数对应会修改,调试刀库时应通过此检查参数可判别PLC是否正确)圆盘刀库:C0: 23(24位圆盘) C0:19(20位圆盘)C0:15(16位圆盘)斗笠刀库:C4:19(20位斗笠) C4:15(16位斗笠)DATA:进入进入SYSTEM/PMC /PMCPRM/DATA画面PMC DATA TBL CONTROL 画面:NO. ADDRESS PRAMETER TYPE NO.OF DATAA001 D0400 0 0 25/21/17(24/20/16位圆盘)001 D0000 0 0 1860 (斗笠刀库)注意:如果将斗笠刀库参数改为圆盘刀库时,DATA参数中先将NO.OF DATA中的1860改为25/20/17,然后再修改ADDRESS中的D0000为D400,否则无法修改。
无四轴时:1023:A-1,X:1,Y:3,Z:2(有四轴时:1023:X:2,Y:4,Z:3,A:1)2165:A:02009#0=13115#0=1++++++++++++++++++++++++++++++++++++++++++++++++++++ +++++++++++++++++++++++++++++++++++----K10#1=1K10#4=0 ,K10#6=0K10#1=1FANUC调试卡说明FANUC斗笠刀库补充说明a)刀具状态表进入/SYSTEM/PMC/PMCPRM/DATA/GDATA/DATA画面,NO10-NO25/NO29为刀具状态显示。
找到NO9,9号中的DATA栏既显示当前刀号,也可在DATA画面中用翻页键查看D10-D25/29中为0的序号,即为当前刀号。
注:DATA画面中的D10-D25/29中为0的序号有且只能有一个,否则必须重新设定其中的值。
b)换刀过程中非正常断电刀号乱刀后处理步骤:1)“刀库步进”键将到盘转到一号刀位;2)在“回零方式”下,同时按“程序暂停”键和“主轴停止”键月3秒钟,系统会出现“RSTACTPUT=0”刀具表刷新完毕提示。
3)在“MDI”方式下,将“SYSTEM/PMC /PMCPRM/DATA/GDATA中D0001-D0009清零,D0010-D0029按1-20依次设置(其中D0006无需更改)注:刀具表重新排列后第一次调刀时应确认主轴上及一号刀位上不能装刀。
为了防止由于非正常操作造成刀库故障,特设第二软限位,即刀库离开左侧检测开关后Z轴只能在最高点到第二软限位设置。
具体设置方式如下:参数#1326 Z轴设最高限位值。
参数#1327 Z轴设第二软限位(一般比第二参考点低0.4mm)例如:第二参考点为-102.4mm,Z轴最高行程为21mm,则#1326=21000 ,#1327=102800FANUC斗笠刀库补充说明8.1数控铣床及斗笠刀库报警2000 ESP 机床紧急停止。
(检查紧急停止按钮有无接通;机床有无硬限位;电柜中断路器有无断开。
)2001 LUB IS LOW润滑液位低。
2002 SPINDLE DRIVE IS FAULT主轴变频器故障。
2003 MAG STOP ERR刀盘停止位置错误。
(刀盘转动时停止不到位,可手动按电柜中刀盘正反转接触器调整到位。
)2004 ORIGINAL 主轴没有定位2005 TOOL NO. ERROR TOOL IN POSI刀号错误或此刀已在主轴上。
(如果为调用相同刀号时按启动键可继续执行后续程序)2009 BATTER ALM系统电池电压低。
(请在一周内更换电池)2012 SP. ORMENTATOION ALM主轴定向条件未满足。
(检查主轴定向条件)2014 MAG POS ERR刀库位置异常。
(确认是否非正确操作造成刀库离开左侧后启动程序。
)2016 MAG L/M EQ. ERR刀盘左/右移检测错误。
(确认刀盘是否离开左/右检测开关位置,关闭电源后手动推动刀盘或按刀库左右移电磁阀使检测开关指示灯亮即可。
如果检测开关仍不亮,可检查检测开关是否松动,距离气缸有效行程太大无法检测或检测开关已坏。
)2017 SP UP/DPWN EQ. ERR主轴刀位紧/刀位松检测错误。
(检查气压是否太小;主轴上的刀位紧/刀位松开关是否松动无法检测,后者原因可调节检测开关距离。
)2019 NO MRX刀盘不能右移。
(检查气压是否无气压或刀盘右移电磁阀)2020 NO SPUNCLX主轴不能松刀。
(检查气缸卸刀电磁阀有无故障)2021 NO SPCLX主轴不能紧刀。
(检查气缸卸刀电磁阀有无故障)2022 NO MLX刀盘不能左移(检查气压是否无气压或刀盘左移的电磁阀)2023 M CODE ERR M指令错误2024 RST ACTPUT=0刀具表复位提示。
(刀库乱刀后调整时会出现该提示信息)2025 AXIS IS NOT HOME轴没有回参考点。
(初次上电,机床到达硬限位或急停后都会出现该报警,三轴回参考点后报警即可消除。
)2026SP COOLER ERR主轴油冷异常报警(检查油温是否太高)FANUC圆盘刀库调试说明1.K参数:(以下K参数建议用户以出厂为准,非调试维修请勿自行更改)K0.0=1 刀臂不在原点时轴互锁取消。
出厂为0K0.2=1 主轴在不第二参考点及未定向时刀臂可以旋转,出厂为0K0.3=1 刀臂旋转时不检测刀松刀紧信号(非调试维修禁止使用)出厂为0K0.5=1 手动绝对值信号开通(此功能慎重使用)出厂为0K5.0=1 面板手动松刀按键F2有效。
出厂为0K5.1=1 刀位记数器清零刀套号重置。
出厂为1K5.5=1 刀臂互锁取消出厂为0K5.6=0 刀臂旋转时不检测刹车信号。
出厂为1K5.7=0 刀臂旋转时不检测刀套水平,刀臂原点、刀臂持刀。