法兰克加工中心K参数FANUCi完整版
FANUC-pmc-K参数
FANUC K参数K0.0 M/S/T代码处理为高速接口\标准接口K0.1 快速编辑器的上下光标移动,仅限于上下移动快速编辑器的上下光标移动,在上下移动后,移动到行的开头位置K0.2 工件坐标画面的自动设定为X-Y轴\X-Y-Z轴K0.3 急停不关闭\关闭机内清洗冷却剂K0.4 刀具重量3KG\2KGK0.5 诊断/报警窗口自动显示功能无效\有效K0.6 简化\不简化NC系统画面的配置K0.7 换刀后,不重启\重启冷却剂K1.0 刀具松开时报警\不报警K1.1 奇偶校验按偶数\奇数进行K1.2 所有轴互锁信号OFF不停止\停止主轴转动K1.3 程序保护状态下禁止\可执行转塔恢复动作K1.4 接通电源时进行\不进行倍率值的初始化K1.5 (预约)K1.6 坐标/刀具补偿画面显示中,按下菜单按钮切换\不切换画面K1.7 按复位键不停止\停止主轴、冷却剂K2.0 操作消息2005、2010不作为\作为报警K2.1 夹紧过程中不关闭\关闭第四轴的励磁K2.2 (预约)K2.3 M63不打开\打开机床状态输出(带川田技术制APC)K2.4 不延长\延长主轴锥形鼓风的输出时间K2.5 外部接口位置开关信号使用开关1、2、3、4、5\1、2、3、4、7 K2.6 位置开关设定换刀允许\禁止区域K2.7 换刀禁止区域设定功能无效\有效K3.0 主轴气洗为节能控制\为常开K3.1 自动激光测量试验用接口无效\有效K3.2 不使用\使用第四轴的夹紧/松开K3.3 在第四轴松开过程中XYZ轴移动\不移动K3.4 进行中心贯穿冷却剂泵的ON/OFF控制\为常开K3.5 中心贯穿冷却剂泵自动控制有效\无效K3.6 基于自定义PMC的中心贯穿冷却剂泵自动控制有效\无效K3.7 (预约)K4.0 (预约)K4.1 (预约)K4.2 (预约)K4.3 冷却剂液面降低时,只显示信息\报警K4.4 用M09\M24关闭中心贯穿冷却剂、气洗K4.5 奇偶校验信号输出为a\b接点K4.6 生产结束时显示\不显示操作消息K4.7 不监视\监视M代码的操作时间K5.0 (预约)K5.1 (根据机床规格在出厂时设定)K5.2 (根据机床规格在出厂时设定)K5.3 (根据机床规格在出厂时设定)K5.4 中心贯穿冷却剂控制无效\有效K5.5 (根据机床规格在出厂时设定)K5.6 (根据机床规格在出厂时设定)K5.7 (根据机床规格在出厂时设定)K6.0 M00下开门时,显示\不显示信息K6.1 显示\不显示开门时的操作消息K6.2 不自动\自动停止报警输出2K6.3 不自动\自动停止机内清洗冷却剂K6.4 用\不用菜单运转:1.换刀指定M06命令K6.5 循环开始信号检查功能无效\有效K6.6 遥控运转时不打开\打开DMMC信号K6.7 用除手动方式以外的方式输出自动方式中的信号用自动方式输出自动方式中的信号K7.0 运转停止状态时暂停指示灯未点亮\点亮K7.1 外部门控制信号除自动中外有效\经常有效K7.2 遥控方式为遥控运转\直接运转K7.3 重新开始运转时不重新\重新启动冷却剂鼓风K7.4 循环结束时关闭\不关闭M83输出K7.5 生产结束时,M91/M92不停止\停止运转K7.6 开门不取消\取消屏幕保护K7.7 自动侧门调节功能无效\有效(用于调节)(K7.7务须设为0)K8.0 通过画面设定\用外部信号打开或关闭机内灯K8.1 用操作盘、画面设定\用外部信号打开程序段跳跃功能K8.2 操作盘上的刀具更换按钮有效\无效K8.3 通过操作盘\用外部信号打开单程序段功能K8.4 通过操作盘\用外部信号打开试运转功能K8.5 不使用\使用F1位进给K8.6 复位时\复位、换刀时关闭告警级别、破损级别检测输出K8.7 使用AI刀具监控器时告警级别、破损级别检测输出有效与AI刀具监控器无关, 告警级别、破损级别检测输出有效K9.0K9.1K9.2K9.3K9.4K9.5K9.6K9.7K10.0 硬拷贝功能无效\有效K10.1 (用于调节)K10.2 (用于调节)K10.3 灯检查功能OFF\ONK10.4K10.5 (预约)K10.6 (预约)K10.7 (用于调节)K11.0 转塔调节方式无效\有效K11.1 单程序段运转停止时不解除\解除门锁K11.2 自动开关门按钮有效而与运转方式无关只在手动方式时自动开关门按钮有效K11.3 门锁解除时允许\禁止主轴旋转K11.4 安装特殊刀具时允许\禁止主轴定向K11.5 (预约)K11.6 (用于调节)K11.7 M00、M01不解除\解除门锁K12.0 气压降低信号为常开\常闭K12.1 (预约)K12.2 (预约K12.3 使用\不使用第四轴的分离和超程功能K12.4 (根据机床规格在出厂时设定)K12.5 油面信号为常开\常闭K12.6 M02、M30不解除\解除门锁K12.7 门锁控制A\BK13.0 (预约)K13.1 自动开关门过程中不打开\打开起动按钮和自动运转中信号K13.2 松开\按下起动按钮时自动门关闭K13.3 主轴软启动无效\有效(NC4030:增加转速/秒)K13.4 (预约)K13.5 (用于调节)K13.6 (用于调节)K13.7 (用于调节K14.0 允许\禁止自定义PMC编辑K14.1 自定义PMC功能不控制\控制主轴和切削进给倍率K14.2 SI8.0在MEM方式/遥控方式\MEM方式时ONK14.3 附加轴夹紧控制信号为标准\按自定义PMC分配K14.4 自定义PMC功能不控制\控制机内清洗冷却剂K14.5 自定义PMC功能不进行\进行轴互锁控制K14.6 自定义PMC功能不进行\进行急停控制K14.7 自定义PMC功能不进行\进行进给保持控制K15.0 (根据机床规格在出厂时设定)K15.1 (根据机床规格在出厂时设定)K15.2 (根据机床规格在出厂时设定)K15.3 (预约)K15.4 (根据机床规格在出厂时设定)K15.5 (根据机床规格在出厂时设定)K15.6 (预约)K15.7 不使用\使用自定义PMC功能K16.0 操作盘无效功能无效\有效K16.1 操作盘无效状态时,M01停止按钮无效\有效K16.2 操作盘无效状态时,门开闭按钮无效\有效K16.3 操作盘变为无效状态时,取消\不取消主轴旋转和冷却剂K16.4 操作盘无效状态时,跳跃按钮无效\有效K16.5K16.6K16.7K17.0 (预约)K17.1 (根据机床规格在出厂时设定)K17.2 Renishaw制接触式测头控制无效\有效K17.3 (根据机床规格在出厂时设定)K17.4 (根据机床规格在出厂时设定)K17.5 (根据机床规格在出厂时设定)K17.6 (预约)K17.7 (根据机床规格在出厂时设定)K18.0 (预约)K18.1 (预约)K18.2 (预约)K18.3 (预约)K18.4 (预约)K18.5 (预约)K18.6 (预约)K18.7 (预约)K19.0 不在\在用户自定义PMC中控制示教中信号K19.1 不反转\反转位置开关PSW14的信号K19.2 不反转\反转位置开关PSW15的信号K19.3 (预约)K19.4 (预约)K19.5 (预约)K19.6 (预约)K19.7 (预约)K20.0 (预约)K20.1 (预约)K20.2 (预约)K20.3 (预约)K20.4 (预约)K20.5 (预约)K20.6 (预约)K20.7 (预约)K21.0 (预约)K21.1 机器人系统用的机器人为5轴\6轴规格K21.2 机器人系统用的ROBODRILL连接数量为1台\2台K21.3 机器人保养请求信号在安全门打开时\与安全门状态无关输出K21.4 不使用\使用外围设备准备结束信号K21.5 旁侧自动门关闭时,可以起动系统运转可以与旁侧自动门的状态无关地起动系统运转K21.6 在程序结束时输出\不输出保养请求K21.7 主\从控装置端(机器人系统)K22.0 高速主轴接口功能无效\有效K22.1 高速主轴电缆为有线方式\自动拆装方式K22.2 高速主轴电缆倍率功能无效\有效K22.3K22.4K22.5K22.6K22.7K23.0 Renishaw公司制的接触式测头为MP12\为OMP40K23.1 门打开时,无条件地\在手动方式时取消机内灯的节能控制K23.2 在试运转、单独运转方式和柜门打开时,机内灯的节能控制不起\起作用K23.3 (预约)K23.4 集中润滑泵节能控制无效\有效K23.5 (预约)K23.6 (预约)K23.7 (预约)K24.0 当按下ROBODILL的紧急停止按钮时,机器人急停\不会急停K24.1 在循环停止后,M61不起\起作用K24.2 在系统停止后,M61不起\起作用K24.3 系统起动时,机器人和ROBODILL同时起动\在机器人供应工件后ROBODILL起动K24.4 循环停止时,不输出\输出保养请求信号K24.5 与系统运转方式无关\唯有在连动方式下,M52\M53有效K24.6 唯有在系统起动时\在连动方式的运转起动时,检索ROBODILL的程序号K24.7 (预约)K25.0 不以\以用户自定义PMC来控制循环停止K25.1 不以\以用户自定义PMC来控制系统停止K25.2 不以\以用户自定义PMC来控制机器人复位K25.3 不以\以用户自定义PMC来控制系统起动K25.4K25.5K25.6K25.7K26.0 (根据机床规格化出厂时设定)K26.1 通过冷却剂进行的主轴锥度清洗控制为1模次\为模态处理K26.2 刀具分度期间不会\会排出用于锥度清洗的冷却剂K26.3K26.4 在换刀过程中停止加式用冷却剂即使有换刀过程中也会排出用于加工的冷却剂(K 26#0=0且K0#7=1时有效)K26.5 锥度清洗和加工中所使用的冷却剂泵为1个\2个K26.6 主轴过热检测功能无效\有效K26.7 电磁锁解除功能有效\无效K27.0K27.1K27.2K27.3K27.4K27.5K27.6 (用于调节)K27.7K28.0 (预约)K28.1 (预约)K28.2K28.3 (预约)K28.4 (预约)K28.5 (预约)K28.6 (预约)K28.7 (预约)K29.0 (预约)K29.1 (预约)K29.2 (预约)K29.3 (预约)K29.4 (预约)K29.5 (预约)K29.6 (用于调节)K29.7 (预约)K30.0K30.1K30.2K30.3K30.4K30.5K30.6K30.7K31.0 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的S K31.1 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的F K31.2 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的H K31.3 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的D K31.4K31.5K31.6K31.7K32.0K32.1K32.2K32.3K32.4K32.5K32.6K32.7K33.0 (预约)K33.1 (预约)K33.2K33.3K33.4K33.5K33.6K33.7K34.0 (根据机床规格在出厂时设定) K34.1 (根据机床规格在出厂时设定) K34.2 (根据机床规格在出厂时设定) K34.3K34.4K34.5K34.6K34.7。
FANUC常用系统K参数
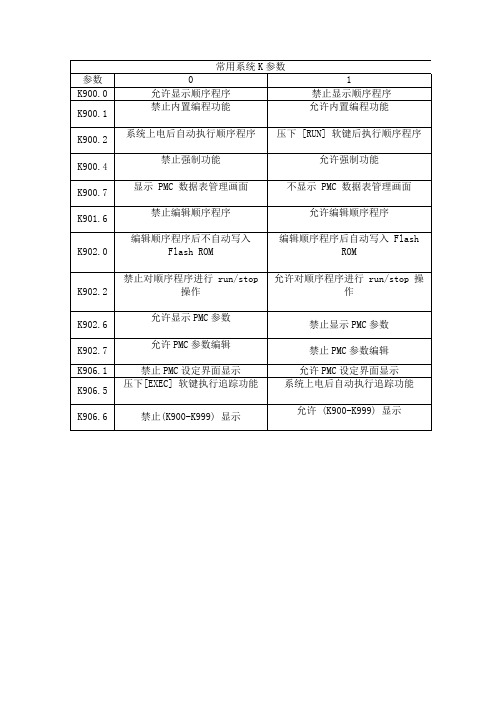
常用系统K参数
参数01
K900.0允许显示顺序程序禁止显示顺序程序
K900.1
禁止内置编程功能允许内置编程功能
K900.2
系统上电后自动执行顺序程序压下[RUN]软键后执行顺序程序K900.4
禁止强制功能允许强制功能
K900.7
显示PMC数据表管理画面不显示PMC数据表管理画面K901.6
禁止编辑顺序程序允许编辑顺序程序
K902.0编辑顺序程序后不自动写入
Flash ROM
编辑顺序程序后自动写入Flash
ROM
K902.2禁止对顺序程序进行run/stop
操作
允许对顺序程序进行run/stop操
作
K902.6允许显示PMC参数
禁止显示PMC参数
K902.7允许PMC参数编辑
禁止PMC参数编辑
K906.1禁止PMC设定界面显示允许PMC设定界面显示
K906.5
压下[EXEC]软键执行追踪功能系统上电后自动执行追踪功能K906.6禁止(K900-K999)显示
允许(K900-K999)显示。
FANUCK参数大全

FANUCK参数大全1.K0-K7参数:K0-K7参数是用于定义系统中组别子程序的总数。
2.K12参数:K12参数用于定义系统中可用的自定义M码的最大个数。
3.K40参数:K40参数用于设置系统时钟的小时值。
4.K41参数:K41参数用于设置系统时钟的分钟值。
5.K42参数:K42参数用于设置系统时钟的秒值。
6.K60-K90参数:K60-K90参数是用于定义软连续轴的基数。
7.K100-K127参数:K100-K127参数是用于定义工具偏移变量的数量。
8.K200参数:K200参数用于设置机床位置坐标系的选择。
9.K201参数:K201参数用于设置机床的工作坐标系。
10.K215参数:K215参数用于定义宏变量的个数。
11.K280参数:K280参数用于设置弧插补中圆心方向的选择。
12.K355参数:K355参数用于设置系统的存储单元定义。
13.K356参数:K356参数用于设置系统的软件版本号。
14.K365参数:K365参数用于设置系统的监视变量数量。
15.K416参数:K416参数用于设置系统的最大报警号。
16.K449参数:K449参数用于设置系统的报警输出位置。
17.K542参数:K542参数用于设置系统的数据传输速率。
18.K551参数:K551参数用于设置系统的插补周期。
19.K722参数:K722参数用于设置系统的辅助功能的最大编号。
20.K734参数:K734参数用于设置系统的步进电机最大脉冲频率。
21.K801参数:K801参数用于设置伺服电机使能的状态。
22.K812参数:K812参数用于设置伺服电机的速度指令单位。
23.K880参数:K880参数用于设置系统的坐标轴数目。
24.K905参数:K905参数用于设置系统的刀具编号上限。
25.K982参数:K982参数用于设置系统的数据输入单位。
26.K1040参数:K1040参数用于设置系统的精度显示。
27.K1127参数:K1127参数用于设置系统的ASCII选择。
某些机床 (FANUC )系统K参数

=1: 中心贯穿冷却泵常开
K3.5=0: 进行中心贯穿冷却泵自动控制有效
=1: 进行中心贯穿冷却泵自动控制无效
K4.3=0: 冷却液面降低时,只显示信息
=1: 冷却液面降低时,循环结束时显示报警
K4.4=0: 用M09关闭中心贯穿冷却剂、气洗
K8.5=0: 不使用F1位进给
=1: 使用F1位进给
K8.6=0: 复位时关闭告警级别、破损级别检测输出
=1: 复位、换刀时关闭告警级别、破损级别检测输出
K8.7=0: 使用AI刀具监控器告警级别检测、破损级别检测输出有效
=1: 与AI刀具监控器无关、告警级别检测、破损级别检测输出有效
K10.0=0: 硬拷贝功能无效
=1: 硬拷贝功能有效
K10.1=0: 用于调节
=1: 用于调节
K10.2=0: 用于调节
=1: 用于调节
K10.3=0: 灯检查功能OFF
=1: 灯检查功能ON
K11.0=0: 转塔调节方式无效
K14.3=0: 附加轴夹紧控制信号为标准
=1: 附加轴夹紧控制信号按自定义PMC分配
K14.4=0: 自定义PMC功能不控制机内清洗冷却剂
=1: 自定义PMC功能控制机内清洗冷却剂
K14.5=0: 自定义PMC功能不进行轴互锁控制
=1: 自定义PMC功能进行轴互锁控制
=1: 主轴气洗为常开
K3.1=0: 自动激光测量实验用接口无效
=1: 自动激光测量实验用接口有效
K3.2=0: 不使用第四轴的夹紧/松开
=1: 使用第四轴的夹紧/松开
FANUC pmc K参数
FANUC K参数K0.0 M/S/T代码处理为高速接口\标准接口K0.1 快速编辑器的上下光标移动,仅限于上下移动快速编辑器的上下光标移动,在上下移动后,移动到行的开头位置K0.2 工件坐标画面的自动设定为X-Y轴\X-Y-Z轴K0.3 急停不关闭\关闭机内清洗冷却剂K0.4 刀具重量3KG\2KGK0.5 诊断/报警窗口自动显示功能无效\有效K0.6 简化\不简化NC系统画面的配置K0.7 换刀后,不重启\重启冷却剂K1.0 刀具松开时报警\不报警K1.1 奇偶校验按偶数\奇数进行K1.2 所有轴互锁信号OFF不停止\停止主轴转动K1.3 程序保护状态下禁止\可执行转塔恢复动作K1.4 接通电源时进行\不进行倍率值的初始化K1.5 (预约)K1.6 坐标/刀具补偿画面显示中,按下菜单按钮切换\不切换画面K1.7 按复位键不停止\停止主轴、冷却剂K2.0 操作消息2005、2010不作为\作为报警K2.1 夹紧过程中不关闭\关闭第四轴的励磁K2.2 (预约)K2.3 M63不打开\打开机床状态输出(带川田技术制APC)K2.4 不延长\延长主轴锥形鼓风的输出时间K2.5 外部接口位置开关信号使用开关1、2、3、4、5\1、2、3、4、7 K2.6 位置开关设定换刀允许\禁止区域K2.7 换刀禁止区域设定功能无效\有效K3.0 主轴气洗为节能控制\为常开K3.1 自动激光测量试验用接口无效\有效K3.2 不使用\使用第四轴的夹紧/松开K3.3 在第四轴松开过程中XYZ轴移动\不移动K3.4 进行中心贯穿冷却剂泵的ON/OFF控制\为常开K3.5 中心贯穿冷却剂泵自动控制有效\无效K3.6 基于自定义PMC的中心贯穿冷却剂泵自动控制有效\无效K3.7 (预约)K4.0 (预约)K4.1 (预约)K4.2 (预约)K4.3 冷却剂液面降低时,只显示信息\报警K4.4 用M09\M24关闭中心贯穿冷却剂、气洗K4.5 奇偶校验信号输出为a\b接点K4.6 生产结束时显示\不显示操作消息K4.7 不监视\监视M代码的操作时间K5.0 (预约)K5.1 (根据机床规格在出厂时设定)K5.2 (根据机床规格在出厂时设定)K5.3 (根据机床规格在出厂时设定)K5.4 中心贯穿冷却剂控制无效\有效K5.5 (根据机床规格在出厂时设定)K5.6 (根据机床规格在出厂时设定)K5.7 (根据机床规格在出厂时设定)K6.0 M00下开门时,显示\不显示信息K6.1 显示\不显示开门时的操作消息K6.2 不自动\自动停止报警输出2K6.3 不自动\自动停止机内清洗冷却剂K6.4 用\不用菜单运转:1.换刀指定M06命令K6.5 循环开始信号检查功能无效\有效K6.6 遥控运转时不打开\打开DMMC信号K6.7 用除手动方式以外的方式输出自动方式中的信号用自动方式输出自动方式中的信号K7.0 运转停止状态时暂停指示灯未点亮\点亮K7.1 外部门控制信号除自动中外有效\经常有效K7.2 遥控方式为遥控运转\直接运转K7.3 重新开始运转时不重新\重新启动冷却剂鼓风K7.4 循环结束时关闭\不关闭M83输出K7.5 生产结束时,M91/M92不停止\停止运转K7.6 开门不取消\取消屏幕保护K7.7 自动侧门调节功能无效\有效(用于调节)(K7.7务须设为0)K8.0 通过画面设定\用外部信号打开或关闭机内灯K8.1 用操作盘、画面设定\用外部信号打开程序段跳跃功能K8.2 操作盘上的刀具更换按钮有效\无效K8.3 通过操作盘\用外部信号打开单程序段功能K8.4 通过操作盘\用外部信号打开试运转功能K8.5 不使用\使用F1位进给K8.6 复位时\复位、换刀时关闭告警级别、破损级别检测输出K8.7 使用AI刀具监控器时告警级别、破损级别检测输出有效与AI刀具监控器无关, 告警级别、破损级别检测输出有效K9.0K9.1K9.2K9.3K9.4K9.5K9.6K9.7K10.0 硬拷贝功能无效\有效K10.1 (用于调节)K10.2 (用于调节)K10.3 灯检查功能OFF\ONK10.4K10.5 (预约)K10.6 (预约)K10.7 (用于调节)K11.0 转塔调节方式无效\有效K11.1 单程序段运转停止时不解除\解除门锁K11.2 自动开关门按钮有效而与运转方式无关只在手动方式时自动开关门按钮有效K11.3 门锁解除时允许\禁止主轴旋转K11.4 安装特殊刀具时允许\禁止主轴定向K11.5 (预约)K11.6 (用于调节)K11.7 M00、M01不解除\解除门锁K12.0 气压降低信号为常开\常闭K12.1 (预约)K12.2 (预约K12.3 使用\不使用第四轴的分离和超程功能K12.4 (根据机床规格在出厂时设定)K12.5 油面信号为常开\常闭K12.6 M02、M30不解除\解除门锁K12.7 门锁控制A\BK13.0 (预约)K13.1 自动开关门过程中不打开\打开起动按钮和自动运转中信号K13.2 松开\按下起动按钮时自动门关闭K13.3 主轴软启动无效\有效(NC4030:增加转速/秒)K13.4 (预约)K13.5 (用于调节)K13.6 (用于调节)K13.7 (用于调节K14.0 允许\禁止自定义PMC编辑K14.1 自定义PMC功能不控制\控制主轴和切削进给倍率K14.2 SI8.0在MEM方式/遥控方式\MEM方式时ONK14.3 附加轴夹紧控制信号为标准\按自定义PMC分配K14.4 自定义PMC功能不控制\控制机内清洗冷却剂K14.5 自定义PMC功能不进行\进行轴互锁控制K14.6 自定义PMC功能不进行\进行急停控制K14.7 自定义PMC功能不进行\进行进给保持控制K15.0 (根据机床规格在出厂时设定)K15.1 (根据机床规格在出厂时设定)K15.2 (根据机床规格在出厂时设定)K15.3 (预约)K15.4 (根据机床规格在出厂时设定)K15.5 (根据机床规格在出厂时设定)K15.6 (预约)K15.7 不使用\使用自定义PMC功能K16.0 操作盘无效功能无效\有效K16.1 操作盘无效状态时,M01停止按钮无效\有效K16.2 操作盘无效状态时,门开闭按钮无效\有效K16.3 操作盘变为无效状态时,取消\不取消主轴旋转和冷却剂K16.4 操作盘无效状态时,跳跃按钮无效\有效K16.5K16.6K16.7K17.0 (预约)K17.1 (根据机床规格在出厂时设定)K17.2 Renishaw制接触式测头控制无效\有效K17.3 (根据机床规格在出厂时设定)K17.4 (根据机床规格在出厂时设定)K17.5 (根据机床规格在出厂时设定)K17.6 (预约)K17.7 (根据机床规格在出厂时设定)K18.0 (预约)K18.1 (预约)K18.2 (预约)K18.3 (预约)K18.4 (预约)K18.5 (预约)K18.6 (预约)K18.7 (预约)K19.0 不在\在用户自定义PMC中控制示教中信号K19.1 不反转\反转位置开关PSW14的信号K19.2 不反转\反转位置开关PSW15的信号K19.3 (预约)K19.4 (预约)K19.5 (预约)K19.6 (预约)K19.7 (预约)K20.0 (预约)K20.1 (预约)K20.2 (预约)K20.3 (预约)K20.4 (预约)K20.5 (预约)K20.6 (预约)K20.7 (预约)K21.0 (预约)K21.1 机器人系统用的机器人为5轴\6轴规格K21.2 机器人系统用的ROBODRILL连接数量为1台\2台K21.3 机器人保养请求信号在安全门打开时\与安全门状态无关输出K21.4 不使用\使用外围设备准备结束信号K21.5 旁侧自动门关闭时,可以起动系统运转可以与旁侧自动门的状态无关地起动系统运转K21.6 在程序结束时输出\不输出保养请求K21.7 主\从控装置端(机器人系统)K22.0 高速主轴接口功能无效\有效K22.1 高速主轴电缆为有线方式\自动拆装方式K22.2 高速主轴电缆倍率功能无效\有效K22.3K22.4K22.5K22.6K22.7K23.0 Renishaw公司制的接触式测头为MP12\为OMP40K23.1 门打开时,无条件地\在手动方式时取消机内灯的节能控制K23.2 在试运转、单独运转方式和柜门打开时,机内灯的节能控制不起\起作用K23.3 (预约)K23.4 集中润滑泵节能控制无效\有效K23.5 (预约)K23.6 (预约)K23.7 (预约)K24.0 当按下ROBODILL的紧急停止按钮时,机器人急停\不会急停K24.1 在循环停止后,M61不起\起作用K24.2 在系统停止后,M61不起\起作用K24.3 系统起动时,机器人和ROBODILL同时起动\在机器人供应工件后ROBODILL起动K24.4 循环停止时,不输出\输出保养请求信号K24.5 与系统运转方式无关\唯有在连动方式下,M52\M53有效K24.6 唯有在系统起动时\在连动方式的运转起动时,检索ROBODILL的程序号K24.7 (预约)K25.0 不以\以用户自定义PMC来控制循环停止K25.1 不以\以用户自定义PMC来控制系统停止K25.2 不以\以用户自定义PMC来控制机器人复位K25.3 不以\以用户自定义PMC来控制系统起动K25.4K25.5K25.6K25.7K26.0 (根据机床规格化出厂时设定)K26.1 通过冷却剂进行的主轴锥度清洗控制为1模次\为模态处理K26.2 刀具分度期间不会\会排出用于锥度清洗的冷却剂K26.3K26.4 在换刀过程中停止加式用冷却剂即使有换刀过程中也会排出用于加工的冷却剂(K 26#0=0且K0#7=1时有效)K26.5 锥度清洗和加工中所使用的冷却剂泵为1个\2个K26.6 主轴过热检测功能无效\有效K26.7 电磁锁解除功能有效\无效K27.0K27.1K27.2K27.3K27.4K27.5K27.6 (用于调节)K27.7K28.0 (预约)K28.1 (预约)K28.2K28.3 (预约)K28.4 (预约)K28.5 (预约)K28.6 (预约)K28.7 (预约)K29.0 (预约)K29.1 (预约)K29.2 (预约)K29.3 (预约)K29.4 (预约)K29.5 (预约)K29.6 (用于调节)K29.7 (预约)K30.0K30.1K30.2K30.3K30.4K30.5K30.6K30.7K31.0 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的S K31.1 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的F K31.2 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的H K31.3 在使用刀具管理功能更换刀具时,不会\会自动地指令作为刀具管理数据而被设定的D K31.4K31.5K31.6K31.7K32.0K32.1K32.2K32.3K32.4K32.5K32.6K32.7K33.0 (预约)K33.1 (预约)K33.2K33.3K33.4K33.5K33.6K33.7K34.0 (根据机床规格在出厂时设定) K34.1 (根据机床规格在出厂时设定) K34.2 (根据机床规格在出厂时设定) K34.3K34.4K34.5K34.6K34.7。
常用K参数、系统参数

1.常用K参数(置“1”)K0.4—刀具重量设定“0”为3kg(默认),“1”为2kg,设定后重启,执行,OKK0.6---打开螺补画面K3.2—使用四轴的夹紧/松开(多与K32.1一起使用)K5.7—前门打开时可转主轴(测试精度也可用“100%+主轴转动”)转动速度为100r/min,需重启。
重启后“功能选择”里有“禁止方式切换”项,禁止方式切换密码:771K10.0—截屏功能(到需截屏画面,手动模式下长按“X1”,小灯亮,N秒后闪烁,保存文件名有“**DCPY**”字样,存于CF卡内)K10.7—处换刀区域可移动Z轴K12.0-同K13.0(由1—0)K13.0—解除气压下降(暂用于测试精度,不可在加工时使用)K13.3—主轴软启动:慢慢启动K14—K14多与自定义PMC有关,全部置“1”后,主轴转速不能用按键加减转速K14.5—自定义PMC功能进行轴互锁控制(回原点时无法动作可先置“0”解除再原点回复)K15.4—增加第一代DDR时要置“1”,与“K3.2=1”一起使用,其他操作与平常加减四轴一样K15.7—使用自定义PMC功能,置“0”时关闭用户PMCK17.2---接触式侧头控制有效K18.7—查看报警记录(如:SV0409、SP9002等)K29.7—主轴无刀具情况下转动主轴K32.1—显示fanuc四轴功能画面K54.2—显“机内洗”画面2.维修参数820~828—机身编号对应参数值1321—可限制行程1815—重设零点(相应轴的第二个“1”置“0”后重启可重置零点)1850—回零点时无法到正常位置需改当前值,脉冲数值10000约为1mm1851—丝杆背隙补偿值,脉冲数值7~8约为1um2165—SV0446 X.Y轴号错误时,可更改此参数“85”→“0”3106—“OPH”位置参数置“1”后可见具体操作记录3299—PKY位置“1”后,PWE位等参数要KEY才可更改3741—Maximum spindle speed for gear有主轴限速效果(有时与“4020”一起使用)4020—Maximum motor speed有主轴限速效果(在“维修/设定”内进行主轴限速也可)4040、4041—主轴低速运转时若响声较大,由“5”改为“3”或比“5”小的数值4073—换刀时用的主轴定位脉冲4077—主轴定向M19脉冲6750—开机时间(以分钟为单位,可改动)7810—系统记录刀盘上对应主轴的刀号数值8900—旧机台加减四轴时,需将8900#0=1(即是PWE置“1”,参数可改),8900#1=1后,“参数”→“所有IO(更新)”→“参数状态下F读取”→读取序号(而新机型操作是读取文件号即“OP号”)10340—SRAM内数据存入FRON。
发那科参数(详细)
N00 00010(#2=0公制输入单位,=1为英制,这里只设公英制输入单位,机床公英制由1001#0决定;#1=1输出ISO代码,=0为EIA代码)N0001 P 0000#1=0纸带格式为标准格式N0002 P 0000(手动回零:#7=0参考点未建立,利用减速挡块,已建立,快速定位到参考点(1005#3=1有效),#7=1都利用减速挡块回零)N0012 A1 P 0000 A2 P 0000 A3 P 0000 A4 P 0000 #0各轴镜像设定:=0关断,=1开通//以下为串口参数N0020 P 0:选择串口1,即JD5A;2:选择串口2,即JD5B)N0100 P 001000(#3=1 ISO代码对EOB仅输出LF;#5=1 DNC中连续读入直到缓冲区满,=0一段读入)N01 P 00001(#0=1停止位两位,=0为1位;#3=0输入代码为EIA或ISO代码自动识别,=1为ASC||代码)N0102 P 0(输入输出为RS232,使用DC1~DC4)N0103 P 11(波特率为9600)N0110 P 0000N0111 P 00001(以下为NO.0020=1时通道1,即JD5A的参数;同上含义) N0112 P 6N0113 P 10N0121 P 00001(以下为NO.0020=2时通道2,即JD5B的参数;同上含义) N0122 P 0N0123 P 10N0960 P 0000//以下为轴控制和设定单位参数N1001 P 0000(#0=0公制机床,=1英制机床)N1002 P 001001(#0=1手动同时控制轴数3轴;#2=0不使用参考点偏移功能;#3=1未回零运行G28:P/SNO.090报警;#1=1无挡块回零全轴有效,与1005#1无关)N1004 P 0000(#7,#1=0,最小设定和移动单位为1um或0.001deg,是-B)N1005 A1 P 001100 A2 P 001100 A3 P 001100 A4 P 001100 (#4,#5=1各轴正负方向外部减速信号对快进和工进都有效;未建立参考点自动运行#0=0,报警P/S224,#0=1,不报警,即是说不回零也可自动运行;#1=0无挡块回零无效,1002#1为0该参数设定有效)N1006 A1 P 001000 A2 P 0000 A3 P 0000 A4 P 00001(A4,#0=1旋转轴A型,#5=0回零都为正方向)N1008 A1 P 0000 A2 P 0000 A3 P 0000 A4 P 0001(#0=1启动旋转轴循环功能;#2=1相对坐标每转移动量取整)绝对指令旋转方向#1=0,按距目标较近的方向,#=1,按指令符号方向。
法兰克加工中心K全参数(FANUC 31i)
法兰克加工中心K参数(FANUC 31i)K0.1=0 : 快速编辑器的上下光标,移动仅限于上下移动。
=1 : 快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0 : 工件坐标画面的自动设定为X,Y,轴=1 : 工件坐标画面的自动设定为X,Y,X,轴K0.3=0: 急停不关闭机内清洗冷却剂=1: 急停关闭机内清洗冷却剂K0.4=0: 刀具重量3KG=1: 刀具重量2KGK0.5=0: 诊断报警窗口自动显示功能无效=1: 诊断报警窗口自动显示功能有效K0.6=0: 简化NC系统画面的配置=1: 不简化NC系统画面的配置K0.7=0: 换刀后不重新启动冷却剂=1: 换刀后重新启动冷却剂K1.0=0: 刀具松开时报警=1: 刀具松开时不报警K1.1=0: 奇偶校验按偶数进行=1: 奇偶校验按奇数进行K1.2=0: 所有轴互锁信号OFF,不停止主轴转动=1: 所有轴互锁信号OFF,停止主轴转动K1.3=0: 程式保护状态下禁止转塔恢复动作=1: 程式保护状态下可执行转塔恢复动作K1.4=0: 接通电源时进行倍率值的初始化=1: 接通电源时不进行倍率值的初始化K1.6=0: 坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1: 坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0: 按下复位键不停止主轴冷却剂=1: 按下复位键停止主轴冷却剂K2.6=0: 位置开关设定换刀允许区域=1: 位置开关设定换刀禁止区域K2.7=0: 换刀禁止区域设定功能无效=1: 换刀禁止区域设定功能有效K3.0=0: 主轴气洗为节能控制=1: 主轴气洗为常开K3.1=0: 自动激光测量实验用接口无效=1: 自动激光测量实验用接口有效K3.2=0: 不使用第四轴的夹紧/松开=1: 使用第四轴的夹紧/松开K3.3=0: 在第四轴松开过程中X、Y、Z、轴移动=1: 在第四轴松开过程中X、Y、Z、轴不移动K3.4=0: 中心贯穿冷却泵的ON/OFF控制=1: 中心贯穿冷却泵常开K3.5=0: 进行中心贯穿冷却泵自动控制有效=1: 进行中心贯穿冷却泵自动控制无效K4.3=0: 冷却液面降低时,只显示信息=1: 冷却液面降低时,循环结束时显示报警K4.4=0: 用M09关闭中心贯穿冷却剂、气洗=1: 用M24关闭中心贯穿冷却剂、气洗K4.5=0: 奇偶校正信号输出为a接点=1: 奇偶校正信号输出为b接点K4.6=0: 生产结束时显示操作信息=1: 生产结束时不显示操作信息K4.7=0: 不监视M代码的操作时间=1: 监视M代码的操作时间K6.0=0: M00下开门时显示信息=1: M00下开门时不显示信息K6.1=0: 显示开门时的操作消息=1: 不显示开门时的操作消息K6.2=0: 不自动停止报警输出2=1: 自动停止报警输出2K6.3=0: 不自动停止机内清洗冷、却剂=1: 自动停止机内清洗冷、却剂K6.4=0: 用菜单运转:1.换刀指定M06命令=1: 不用菜单运转:1.换刀指定M06命令K6.5=0: 循环开始信号检查功能无效=1: 循环开始信号检查功能有效K6.6=0: 遥控运转时不打开DMMC信号=1: 遥控运转时打开DMMC信号K6.7=0: 除手动方式以外的方式输出自动方式中信号,=1: 用自动方式输出自动方式中信号,K7.0=0: 运转停止状态时,暂停指示灯未点亮=1: 运转停止状态时,暂停指示灯点亮K7.1=0: 外部门控制信号除自动中外有效=1: 外部门控制信号经常有效K7.2=0: 遥控方式为遥控运转=1: 遥控方式为直接运转K7.3=0: 重新开始运转时不重新启动冷却剂、鼓风=1: 重新开始运转时重新启动冷却剂、鼓风K7.4=0: 循环结束时关闭M83输出=1: 循环结束时不关闭M83输出K7.5=0: 生产结束时M91/M92不停止运转=1: 生产结束时M91/M92停止运转K7.6=0: 开门不取消屏幕保护=1: 开门取消屏幕保护K7.7=0: 自动侧门调节功能无效(用于调节)=1: 自动侧门调节功能有效(用于调节)K8.0=0: 通过快捷画面设定打开或关闭机内灯=1: 通过外部信号打开或关闭机内灯K8.1=0: 用操作面板画面设定打开程序段跳跃功能=1: 用外部信号打开程序段跳跃功能K8.2=0: 操作面板上的刀具更换按钮有效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰克加工中心K参数F A N U C iHUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】法兰克加工中心K参数(FANUC31i)K0.1=0:快速编辑器的上下光标,移动仅限于上下移动。
=1:快速编辑器的上下光标,在上下移动后移动到行的开头位置。
K0.2=0:工件坐标画面的自动设定为X,Y,轴=1:工件坐标画面的自动设定为X,Y,X,轴K0.3=0:急停不关闭机内清洗冷却剂=1:急停关闭机内清洗冷却剂K0.4=0:刀具重量3KG=1:刀具重量2KGK0.5=0:诊断报警窗口自动显示功能无效=1:诊断报警窗口自动显示功能有效K0.6=0:简化NC系统画面的配置=1:不简化NC系统画面的配置K0.7=0:换刀后不重新启动冷却剂=1:换刀后重新启动冷却剂K1.0=0:刀具松开时报警=1:刀具松开时不报警K1.1=0:奇偶校验按偶数进行=1:奇偶校验按奇数进行K1.2=0:所有轴互锁信号OFF,不停止主轴转动=1:所有轴互锁信号OFF,停止主轴转动K1.3=0:程式保护状态下禁止转塔恢复动作=1:程式保护状态下可执行转塔恢复动作K1.4=0:接通电源时进行倍率值的初始化=1:接通电源时不进行倍率值的初始化K1.6=0:坐标/刀具补偿画面显示中,按下菜单按钮则切换画面=1:坐标/刀具补偿画面显示中,即使按下菜单按钮也不切换画面K1.7=0:按下复位键不停止主轴冷却剂=1:按下复位键停止主轴冷却剂K2.6=0:位置开关设定换刀允许区域=1:位置开关设定换刀禁止区域K2.7=0:换刀禁止区域设定功能无效=1:换刀禁止区域设定功能有效K3.0=0:主轴气洗为节能控制=1:主轴气洗为常开K3.1=0:自动激光测量实验用接口无效=1:自动激光测量实验用接口有效K3.2=0:不使用第四轴的夹紧/松开=1:使用第四轴的夹紧/松开K3.3=0:在第四轴松开过程中X、Y、Z、轴移动=1:在第四轴松开过程中X、Y、Z、轴不移动K3.4=0:中心贯穿冷却泵的ON/OFF控制=1:中心贯穿冷却泵常开K3.5=0:进行中心贯穿冷却泵自动控制有效=1:进行中心贯穿冷却泵自动控制无效K4.3=0:冷却液面降低时,只显示信息=1:冷却液面降低时,循环结束时显示报警K4.4=0:用M09关闭中心贯穿冷却剂、气洗=1:用M24关闭中心贯穿冷却剂、气洗K4.5=0:奇偶校正信号输出为a接点=1:奇偶校正信号输出为b接点K4.6=0:生产结束时显示操作信息=1:生产结束时不显示操作信息K4.7=0:不监视M代码的操作时间=1:监视M代码的操作时间K6.0=0:M00下开门时显示信息=1:M00下开门时不显示信息K6.1=0:显示开门时的操作消息=1:不显示开门时的操作消息K6.2=0:不自动停止报警输出2=1:自动停止报警输出2K6.3=0:不自动停止机内清洗冷、却剂=1:自动停止机内清洗冷、却剂K6.4=0:用菜单运转:1.换刀指定M06命令=1:不用菜单运转:1.换刀指定M06命令K6.5=0:循环开始信号检查功能无效=1:循环开始信号检查功能有效K6.6=0:遥控运转时不打开DMMC信号=1:遥控运转时打开DMMC信号K6.7=0:除手动方式以外的方式输出自动方式中信号,=1:用自动方式输出自动方式中信号,K7.0=0:运转停止状态时,暂停指示灯未点亮=1:运转停止状态时,暂停指示灯点亮K7.1=0:外部门控制信号除自动中外有效=1:外部门控制信号经常有效K7.2=0:遥控方式为遥控运转=1:遥控方式为直接运转K7.3=0:重新开始运转时不重新启动冷却剂、鼓风=1:重新开始运转时重新启动冷却剂、鼓风K7.4=0:循环结束时关闭M83输出=1:循环结束时不关闭M83输出K7.5=0:生产结束时M91/M92不停止运转=1:生产结束时M91/M92停止运转K7.6=0:开门不取消屏幕保护=1:开门取消屏幕保护K7.7=0:自动侧门调节功能无效(用于调节)=1:自动侧门调节功能有效(用于调节)K8.0=0:通过快捷画面设定打开或关闭机内灯=1:通过外部信号打开或关闭机内灯K8.1=0:用操作面板画面设定打开程序段跳跃功能=1:用外部信号打开程序段跳跃功能K8.2=0:操作面板上的刀具更换按钮有效。
=1:操作面板上的刀具更换按钮无效。
K8.3=0:通过操作面板打开单程序段功能=1:用外部信号打开单程序段功能K8.4=0:通过操作面板打开试运行功能=1:用外部信号打开试运行功能K8.5=0:不使用F1位进给=1:使用F1位进给K8.6=0:复位时关闭告警级别、破损级别检测输出=1:复位、换刀时关闭告警级别、破损级别检测输出K8.7=0:使用AI刀具监控器告警级别检测、破损级别检测输出有效=1:与AI刀具监控器无关、告警级别检测、破损级别检测输出有效K9.0=0:在定期保养画面上、不允许保养间隔的变更=1:在定期保养画面上、允许保养间隔的变更K9.1=0:确认预告信息后重新接通电源时、不显示预告信息=1:确认预告信息后重新接通电源时、显示预告信息K9.2=0:允许切换到定期维护用户自定义画面=1:禁止切换到定期维护用户自定义画面K10.0=0:硬拷贝功能无效=1:硬拷贝功能有效K10.1=0:用于调节=1:用于调节K10.2=0:用于调节=1:用于调节K10.3=0:灯检查功能OFF=1:灯检查功能ONK11.0=0:转塔调节方式无效=1:转塔调节方式有效K11.1=0:单程序段运转停止时不解除门锁=1:单程序段运转停止时解除门锁K11.2=0:自动开关门按钮有效而与运转方式无关=1:只在手动方式时自动开关门按钮有效K11.3=0:门锁解除时允许主轴旋转=1:门锁解除时禁止主轴旋转K11.4=0:安装特殊刀具时允许主轴定向=1:安装特殊刀具时禁止主轴定向K11.7=0:MOO、MOI不解除门锁=1:MOO、MOI解除门锁K12.0=0:气压降低信号为常开=1:气压降低信号为常闭K12.3=0:使用第四轴的分离超程功能=1:不使用第四轴的分离超程功能K12.5=0:油面信号为常开=1:油面信号为常闭K12.6=0:M02、M30不解除门锁=1:M02、M30解除门锁K12.7=0:门锁控制A=1:门锁控制BK13.1=0:自动关门过程中不打开启动按钮和自动运转中信号=1:自动关门过程中打开启动按钮和自动运转中信号K13.2=0:松开启动按钮时自动门关闭=1:按下启动按钮时自动门关闭K13.3=0:主轴软启动无效=1:主轴软启动有效K14.0=0:允许自定义PMC编辑=1:禁止自定义PMC编辑K14.1=0:自定义PMC功能不控制主轴和切削进给倍率=1:自定义PMC功能控制主轴和切削进给倍率K14.2=0:SI8.0在MEM方式/遥控方式时ON=1:SI8.0在MEM方式时ONK14.3=0:附加轴夹紧控制信号为标准=1:附加轴夹紧控制信号按自定义PMC分配K14.4=0:自定义PMC功能不控制机内清洗冷却剂=1:自定义PMC功能控制机内清洗冷却剂K14.5=0:自定义PMC功能不进行轴互锁控制=1:自定义PMC功能进行轴互锁控制K14.6=0:自定义PMC功能不进行急停控制=1:自定义PMC功能进行急停控制K14.7=0:自定义PMC功能不进行进给保持控制=1:自定义PMC功能进行进给保持控制K15.7=0:不使用自定义PMC功能=1:使用自定义PMC功能K16.0=0:操作面板无效功能无效=1:操作面板无效功能有效(锁面板)K16.1=0:操作面板无效状态时、M01停止按钮无效=1:操作面板无效状态时、M01停止按钮有效K16.2=0:操作面板无效状态时、门开闭按钮无效=1:操作面板无效状态时、门开闭按钮有效K16.3=0:操作面板无效状态时、取消主轴旋转和冷却剂=1:操作面板无效状态时、不取消主轴旋转和冷却剂K16.4=0:操作面板无效状态时、跳跃按钮无效=1:操作面板无效状态时、跳跃按钮有效K17.2=0:Renishaw制接触式测头控制无效=1:Renishaw制接触式测头控制有效K22.0=0:高速主轴接口功能无效=1:高速主轴接口功能有效K22.1=0:高速主轴电缆为有线方式=1:高速主轴电缆为自动拆装方式K22.2=0:高速主轴电缆倍率功能无效=1:高速主轴电缆倍率功能有效K22.6=0:菜单运行画面的换刀中不可选择换刀位置=1:菜单运行画面的换刀中可以选择换刀位置K22.7=0:快速编辑器的程序一览显示不按名称顺序显示程序=1:快速编辑器的程序一览显示按名称顺序显示程序K23.0=0:Renishaw公司制的接触式测头为MP12=1:Renishaw公司制的接触式测头为MP40K23.1=0:门打开时无条件的取消机内灯得节能控制=1:门打开时在手动方式时取消机内灯得节能控制K23.2=0:在试运行、单独运转方式和柜门打开时机内灯的节能控制不起作用=1:在试运行、单独运转方式和柜门打开时机内灯的节能控制起作用K23.4=0:集中润滑泵节能控制无效=1:集中润滑泵节能控制有效K24.1=0:在循环停止时M61不起作用=1:在循环停止时M61起作用K26.4=0:在换刀过程中停止加工用冷却剂=1:即使在换刀过程中也会排出用于加工的冷却剂(K26.0=0且K0.7=1时有效)K26.5=0:锥度清洗和加工中所使用的冷却剂泵为1个=1:锥度清洗和加工中所使用的冷却剂泵为2个K26.6=0:主轴过热检测功能无效=1:主轴过热检测功能有效K26.7=0:电磁锁解除功能有效=1:电磁锁解除功能无效K27.2=0:第四轴夹紧时的FIN输出等待伺服关闭=1:第四轴夹紧时的FIN输出不等待伺服关闭K30.4=0:电源接通时将第四轴置于松开状态=1:电源接通时将第四轴置于夹紧状态K31.0=0:在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的S=1:在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的SK31.1=0:在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的F=1:在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的FK31.2=0:在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的H=1:在使用刀具管理功能更换刀具时、会自动的指令作为刀具管理数据而被设定的HK31.3=0:在使用刀具管理功能更换刀具时、不会自动的指令作为刀具管理数据而被设定的D=1:在使用刀具管理功能更换刀。