CNC法兰克对刀方法图示
CNC法兰克加工中心对刀的方法
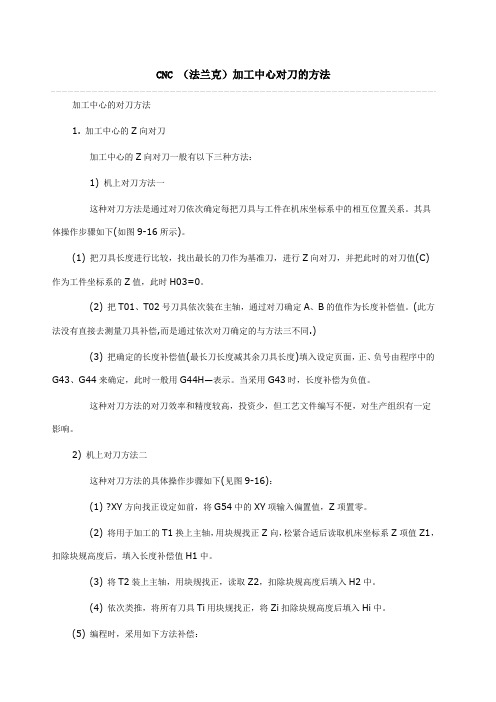
加工中心的对刀方法1. 加工中心的Z向对刀加工中心的Z向对刀一般有以下三种方法:1) 机上对刀方法一这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。
其具体操作步骤如下(如图9-16所示)。
(1) 把刀具长度进行比较,找出最长的刀作为基准刀,进行Z向对刀,并把此时的对刀值(C)作为工件坐标系的Z值,此时H03=0。
(2) 把T01、T02号刀具依次装在主轴,通过对刀确定A、B的值作为长度补偿值。
(此方法没有直接去测量刀具补偿,而是通过依次对刀确定的与方法三不同.)(3) 把确定的长度补偿值(最长刀长度减其余刀具长度)填入设定页面,正、负号由程序中的G43、G44来确定,此时一般用G44H—表示。
当采用G43时,长度补偿为负值。
这种对刀方法的对刀效率和精度较高,投资少,但工艺文件编写不便,对生产组织有一定影响。
2) 机上对刀方法二这种对刀方法的具体操作步骤如下(见图9-16):(1) ?XY方向找正设定如前,将G54中的XY项输入偏置值,Z项置零。
(2) 将用于加工的T1换上主轴,用块规找正Z向,松紧合适后读取机床坐标系Z项值Z1,扣除块规高度后,填入长度补偿值H1中。
(3) 将T2装上主轴,用块规找正,读取Z2,扣除块规高度后填入H2中。
(4) 依次类推,将所有刀具Ti用块规找正,将Zi扣除块规高度后填入Hi中。
(5) 编程时,采用如下方法补偿:T1;G91 G30 Z0;M06;G43 H1;G90 G54 G00 X0 Y0;Z100;…(以下为一号刀具的走刀加工,直至结束)T2;G91 G30 Z0;M06;G43 H2;G90 G54 G00 X0 Y0;Z100;…(二号刀的全部加工内容) (5)M30;3) 机外刀具预调+机上对刀这种对刀方法是先在机床外利用刀具预调仪精确测量每把刀具的轴向和径向尺寸,确定每把刀具的长度补偿值,然后在机床上用最长的一把刀具进行Z向对刀,确定工件坐标系。
法兰克OI操作讲解

(注 1) 数据读写过程中请勿拔出 IC 卡。 (注 2) 市售 CF 卡有时会发生相性问 题,可能无法正常工作,建议使用工业级 的CF 卡。
CF卡
CF卡适配器
第1节 如何设置工件坐标系
1. 把工件通过虎钳(夹具)装在机床平台上, 并保证X、Y 任意一边与机床相对应的X、Y 平行,高度方向平行于机床Z轴 此面需要通过百分 表校正与机床X轴 平行,与Z轴平行 (垂直平台)
2. 把分中棒(寻边器)装上刀柄,把模式开关 如图: 然后 轴轴回刀换到点,把刀柄安装于机 下来超过Z轴机械原点刀具
床刀库上,按
即安装于主轴上。在按此动作前一定要把快速 进给倍率开关 调节到适当的位置。
速度選擇 3. 在按键区输入 S500 按 ,在按M3,再 按 ,主轴就以转速500 r/min正转在运转。 軸向選 擇鈕
轴移动按键说明
在寸動模式下按下任一按 鈕,機械將會依據其G01 旋鈕進行移動。
在原点(ZRN)模式 下,按此按钮三轴回 原点,也可以按单个 轴回原点
A、B轴不能不 能通过按 同时会机械原 点,需要单独 按A、B键
在快速移動模式下按下任 一按鈕,機械將會依據其 G00旋鈕進行移動。
主轴相关按键说明
快速移動時可由此 一旋鈕調整快移速 度,其調整範圍為 F0%,F25%, F50%,F100%。
旋轉此鈕可增 加或減少主軸 轉速
模式选择 旋钮
模式說明
(MDI)編輯或下達暫時之 工作指令,詳情請參閱 程式手冊。手動資料輸 入可由此鈕輸入單節指 令使機械執行。 (DNC) 傳輸資料、加 工程式及DNC傳 送,詳情請參閱操作 手冊程式輸入方式。 (編輯 ) 修改或新 增加工程式,詳情 請參閱程式手冊 ( MEM ) 將旋鈕 旋轉至此執行自 動運轉。
FANUK数控车对刀详细步骤
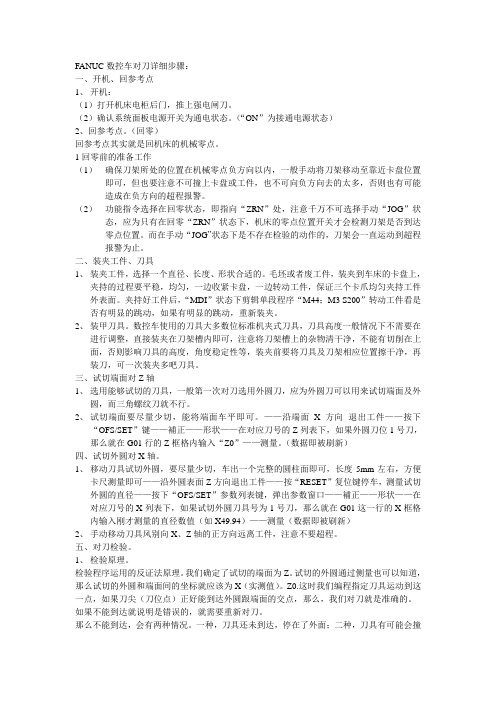
FANUC数控车对刀详细步骤:一、开机、回参考点1、开机:(1)打开机床电柜后门,推上强电闸刀。
(2)确认系统面板电源开关为通电状态。
(“ON”为接通电源状态)2、回参考点。
(回零)回参考点其实就是回机床的机械零点。
1回零前的准备工作(1)确保刀架所处的位置在机械零点负方向以内,一般手动将刀架移动至靠近卡盘位置即可,但也要注意不可撞上卡盘或工件,也不可向负方向去的太多,否则也有可能造成在负方向的超程报警。
(2)功能指令选择在回零状态,即指向“ZRN”处,注意千万不可选择手动“JOG”状态,应为只有在回零“ZRN”状态下,机床的零点位置开关才会检测刀架是否到达零点位置。
而在手动“JOG”状态下是不存在检验的动作的,刀架会一直运动到超程报警为止。
二、装夹工件、刀具1、装夹工件,选择一个直径、长度、形状合适的。
毛坯或者废工件,装夹到车床的卡盘上,夹持的过程要平稳,均匀,一边收紧卡盘,一边转动工件,保证三个卡爪均匀夹持工件外表面。
夹持好工件后,“MDI”状态下剪辑单段程序“M44;M3 S200”转动工件看是否有明显的跳动,如果有明显的跳动,重新装夹。
2、装甲刀具。
数控车使用的刀具大多数位标准机夹式刀具,刀具高度一般情况下不需要在进行调整,直接装夹在刀架槽内即可,注意将刀架槽上的杂物清干净,不能有切削在上面,否则影响刀具的高度,角度稳定性等,装夹前要将刀具及刀架相应位置擦干净,再装刀,可一次装夹多吧刀具。
三、试切端面对Z轴1、选用能够试切的刀具,一般第一次对刀选用外圆刀,应为外圆刀可以用来试切端面及外圆,而三角螺纹刀就不行。
2、试切端面要尽量少切,能将端面车平即可。
——沿端面X方向退出工件——按下“OFS/SET”键——補正——形状——在对应刀号的Z列表下,如果外圆刀位1号刀,那么就在G01行的Z框格内输入“Z0”——测量。
(数据即被刷新)四、试切外圆对X轴。
1、移动刀具试切外圆,要尽量少切,车出一个完整的圆柱面即可,长度5mm左右,方便卡尺测量即可——沿外圆表面Z方向退出工件——按“RESET”复位键停车,测量试切外圆的直径——按下“OFS/SET”参数列表键,弹出参数窗口——補正——形状——在对应刀号的X列表下,如果试切外圆刀具号为1号刀,那么就在G01这一行的X框格内输入刚才测量的直径数值(如X49.94)——测量(数据即被刷新)2、手动移动刀具风别向X、Z轴的正方向远离工件,注意不要超程。
CNC(法兰克)对刀方法图示

序止:果为CNC自己是下速转动板滞,支配大意会制成很大的伤害,所以期视支配人员庄重依照央供做业,出有成马虎.正在每件产品第一件死成出去后,必须通过品检合格后,才不妨继承死产,而后将步调依照整件编号保存佳.一、对于刀前准备处事1、三坐标板滞归整原呆板正在举止所有做业之前必须三坐标板滞归整.2、刀盘换刀① Z坐标归整后,挨至脚动资料输进(参照附图),正在【PROG】MDI环境下输进“M06 TX;”(X为刀号,左下角不妨瞅到).②按【INSERT】键.③按【↑】键.④按绿色开用按钮.依照工艺卡上的央供一一对于应换佳所有刀具.二、X、Y坐标对于刀(普遍情况下皆是二个目标分中对于刀,如果编程分歧,需要单目标对于中,请工艺卡证明)1、换刀为分中棒刀位(时常使用为1号刀位),赋予转速①挨至脚动编程处,正在【PROG】MDI环境下输进“M03S500;”.②按【INSERT】键.③按【↑】键.④按绿色开用按钮.2、X目标觅找中面①通过脚摇支配,分中棒遇到整件X目标的一边.③通过脚摇支配,分中棒遇到整件相对于另一边.④正在POS相对于坐标环境下,记录下X轴目前数值,通过脚摇至目前数值的一半,而后输进“X”,按“起源”(大概者按“X0.”,按“setting”);大概者正在目前位子输进“X+一半目前数值”,按“setting”.⑤正在OFS/SET下坐标系里的G54的X数值处,按“X0.”,按“丈量”,找到目前X为0面时的千万于板滞坐标处.3、Y目标觅找中面①通过脚摇支配,分中棒遇到整件Y目标的一边.②正在POS相对于坐标环境下,输进“Y”,按“起源”(大概者按“Y0.”,按“setting”).③通过脚摇支配,分中棒遇到整件相对于另一边.④正在POS相对于坐标环境下,记录下Y轴目前数值,通过脚摇至目前数值的一半,而后输进“Y”,按“起源”(大概者按“Y0.”,按“setting”);大概者正在目前位子输进“Y+一半目前数值”,按“setting”.⑤正在OFS/SET下坐标系里的G54的Y数值处,按“Y0.”,按“丈量”,找到目前Y为0面时的千万于板滞坐标处.三、Z坐标对于刀(除分中棒除中,每把刀具皆要举止对于刀支配)1、换至任性一把刀具①通过脚摇至取工件出进一把刀位子处(普遍使用φ10刀,那样干预防对于刀时伤害工件表面)③正在OFS/SET下坐标系里的G54的Z数值处,按“Z0.”,按“丈量”,找到目前Z为0面时的千万于板滞坐标处.④正在补偿环境下,正在对于应刀号的形状补偿D下输进“-10”,正在中径补偿D处,输进一半刀具数值(如果刀具是φ8仄铣刀,则输进“”).⑤依照前一把刀具支配办法,对于每一把刀具举止对于刀,正在POS 相对于坐标环境下,记录下目前Z值,正在补偿环境下,正在对于应刀号的形状补偿H下输进“目前值-10”(如目前数值为5,则输进5-10=-5;如果目前值为-8,则输进-8-10=-18),正在中径补偿处,输进一半刀具数值.2、考证Z目标对于刀是可准确①三目标板滞坐标归整②脚动编程环境下输进“GO G90 G54 G43 H(目前刀号) Z10.;”③按【INSERT】键.④按【↑】键.⑤按绿色开用按钮.⑥脚摇工件至刀具处,考证对于刀是可准确.四、正在对于刀中断后,将三坐标板滞归整,所有进给速率调至最矮后,将旋钮挨至中部传输后,按下绿色按钮,等待电脑传输步调,乐成后瞅察呆板支配,有问题坐时停止,出创制问题,则回复央供进给战转速仄常处事.附图脚摇支配脚动编程板滞回整资料传输三坐标板滞回整明灯状态刀具号开用按钮停止按钮步调中断号;补偿战坐标系树坐POS位子隐现PROG步调环境步调确认POS相对于坐标界里脚动编程MDI界里补偿建改界里G54坐标设定界里。
数控车床对刀方法 ppt课件

(假设测量值为37.5)。单击 【录入方式】→ 、 (MDI页面下输入)
→ G50 →
→X37.5(测量的值)→ →【循环启动】。
ppt课件
上一页 下一页
9 返回
(1)在【手动方式】下,换2号刀【切断刀】,单击机床主轴正转,按方向键 将切断刀移到工件端面处轻碰端面,然后单击 、 【向下查找键】将光 标移到002处 → Z0 → 。
入门篇
课题四 对刀方法
ppt课件
1
ppt课件
上一4
ppt课件
上一页 下一页
3 返回
对刀是数控加工中较为复杂的工艺准备工作之一。对刀的好与差将直接影响 到加工程序的编制及零件的尺寸精度。通过对刀或刀具预调,还可同时测定其各 号刀的刀位偏差,有利于设定刀具补偿量。
(1)刀位点
ppt课件
上一页 下一页
10 返回
(2)切削外圆,X方向不动,方向退出→ 主轴停止, 测量(假设测量值为33.75), 然后单击 、 【向下查找键】将光标移到002处→ X33.75→ 。
ppt课件
上一页 下一页
11 返回
当设定偏置量时,如仅键入地址(U、W)后直接按输入键(无数字 键)时,则现在的相对坐标值作为与该地址对应的偏置量而被设置。
(3) 在录入方式下,按程序键,进入“MDI”页面,输入“G00 X(X轴外径 值)”,再按循环启动键,检查刀尖所在的位置是否相符。
ppt课件
上一页 下一页
15 返回
The end,thank you!
ppt课件
16
(3)在录入方式下,按程序键,进入“MDI”页面,输入“G00 X(X轴外 径值)”,再按循环启动键,检查刀尖所在的位置是否相符。
法兰克加工中心对刀步骤
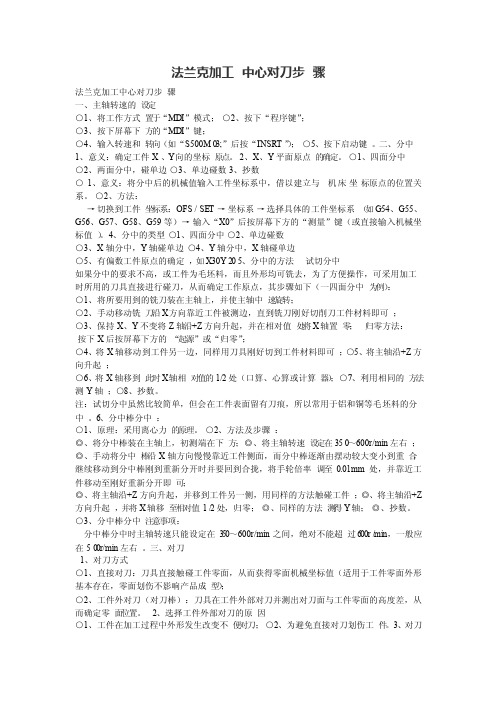
法兰克加工中心对刀步骤法兰克加工中心对刀步骤一、主轴转速的设定○1、将工作方式置于“MDI”模式;○2、按下“程序键”;○3、按下屏幕下方的“MDI”键;○4、输入转速和转向(如“S500M03;”后按“INSRT”);○5、按下启动键。
二、分中1、意义:确定工件X、Y向的坐标原点。
2、X、Y平面原点的确定。
○1、四面分中○2、两面分中,碰单边○3、单边碰数 3、抄数○1、意义:将分中后的机械值输入工件坐标系中,借以建立与机床坐标原点的位置关系。
○2、方法:→切换到工件坐标系:OFS / SET →坐标系→选择具体的工件坐标系(如G54、G55、G56、G57、G58、G59等)→输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。
4、分中的类型○1、四面分中○2、单边碰数○3、X轴分中,Y轴碰单边○4、Y轴分中,X轴碰单边○5、有偏数工件原点的确定,如X30Y20 5、分中的方法试切分中如果分中的要求不高,或工件为毛坯料,而且外形均可铣去,为了方便操作,可采用加工时所用的刀具直接进行碰刀,从而确定工作原点,其步骤如下(一四面分中为例):○1、将所要用到的铣刀装在主轴上,并使主轴中速旋转;○2、手动移动铣刀沿X方向靠近工件被测边,直到铣刀刚好切削刀工件材料即可;○3、保持X、Y不变将Z轴沿+Z方向升起,并在相对值处将X轴置零;归零方法:按下X后按屏幕下方的“起源”或“归零”;○4、将X轴移动到工件另一边,同样用刀具刚好切到工件材料即可;○5、将主轴沿+Z方向升起;○6、将X轴移到此时X轴相对值的1/2处(口算、心算或计算器);○7、利用相同的方法测Y轴;○8、抄数。
注:试切分中虽然比较简单,但会在工件表面留有刀痕,所以常用于铝和铜等毛坯料的分中。
CNC加工中心是如何对刀
CNC加工中心是如何对刀
加工中心对刀和分中是操作CNC的基本技能,那么对于加工中心对刀和分中该如何操作呢。
有这样一个工件长50款25厚度为10的立方体。
刀具分为两把,T1一把直径80的面铣刀,T2一把直径10的钻头,一般假设它的对刀点在工件表面。
中心我们选择产品的中心。
下面讲解,该如何对刀和分中以FANUC机床为例子
首先在机床MDI模式下输入换刀指令T1M6然后。
在手轮模式下慢慢靠近产品表面,待刀具快要靠近工件表面时。
我们用直径10的对刀棒在刀片最底下和工件表面来回移动,同时z轴在手轮状态下慢慢靠近工件,直到对刀棒正好通不过产品。
记下此时的机械坐标。
Z-53.838.然后在刀具补偿列表里面输入Z-53.838.磨损里面填10也就是对刀棒的直径。
然后输入T2M6换到第二把刀,开始对刀,重复上面的步骤,保证钻头刀尖和工件表面之间正好可以通过对刀棒。
记录下此时的Z轴坐标。
Z-75.175
然后在刀具然后在刀具补偿列表里面输入Z-75.175磨损里面填10也就是对刀棒的直径。
至此加工中心的对刀操作完成了。
是不是很简单。
CNC对刀方法图示
前言:因为CNC本身是高速旋转机械,操作疏忽会造成很大的危险,所以希望操作人员严格按照要求作业,不可马虎。
在每件产品第一件生成出来后,必须通过品检合格后,才可以继续生产,然后将程序按照零件编号保存好。
一、对刀前准备工作1、三坐标机械归零本机器在进行任何作业之前必须三坐标机械归零。
2、刀盘换刀① Z坐标归零后,打至手动资料输入(参照附图),在【PROG】MDI环境下输入“M06 TX;”(X为刀号,左下角可以看到)。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
按照工艺卡上的要求一一对应换好所有刀具。
二、X、Y坐标对刀(一般情况下都是两个方向分中对刀,如果编程不同,需要单方向对中,请工艺卡注明)1、换刀为分中棒刀位(常用为1号刀位),给予转速①打至手动编程处,在【PROG】MDI环境下输入“M03S500;”。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
2、X方向寻找中点①通过手摇操作,分中棒碰到零件X方向的一边。
②在POS相对坐标环境下,输入“X”,按“起源”(或者按“X0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下X轴当前数值,通过手摇至当前数值的一半,然后输入“X”,按“起源”(或者按“X0.”,按“setting”);或者在当前位置输入“X+一半当前数值”,按“setting”。
⑤在OFS/SET下坐标系里的G54的X数值处,按“X0.”,按“测量”,找到当前X为0点时的绝对机械坐标处。
3、Y方向寻找中点①通过手摇操作,分中棒碰到零件Y方向的一边。
②在POS相对坐标环境下,输入“Y”,按“起源”(或者按“Y0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下Y轴当前数值,通过手摇至当前数值的一半,然后输入“Y”,按“起源”(或者按“Y0.”,按“setting”);或者在当前位置输入“Y+一半当前数值”,按“setting”。
数控车床的对刀与刀具补偿(附图)
数控车床的对刀与刀具补偿(附图)一、对刀对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合。
数控车床常用的对刀方法有三种:试切对刀、机械对刀仪对刀(接触式)、光学对刀仪对刀(非接触式),如图3-9 所示。
1、试切对刀1 )外径刀的对刀方法如图3-10 所示。
Z 向对刀如(a) 所示。
先用外径刀将工件端面( 基准面) 车削出来;车削端面后,刀具可以沿X 方向移动远离工件,但不可Z 方向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀如(b) 所示。
车削任一外径后,使刀具Z 向移动远离工件,待主轴停止转动后,测量刚刚车削出来的外径尺寸。
例如,测量值为Φ50.78mm, 则X 轴对刀输入:“X50.78 测量”。
2 )内孔刀的对刀方法类似外径刀的对刀方法。
Z 向对刀内孔车刀轻微接触到己加工好的基准面(端面)后,就不可再作Z 向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀任意车削一内孔直径后,Z 向移动刀具远离工件,停止主轴转动,然后测量已车削好的内径尺寸。
例如,测量值为Φ45.56mm, 则X 轴对刀输入:“X45.56 测量”。
3 )钻头、中心钻的对刀方法如图3-11 所示。
Z 向对刀如(a )所示。
钻头( 或中心钻) 轻微接触到基准面后,就不可再作Z 向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀如(b )所示。
主轴不必转动,以手动方式将钻头沿X 轴移动到钻孔中心,即看屏幕显示的机械坐标到“X0.0 ”为止。
X 轴对刀输入:“X0 测量”。
2、机械对刀仪对刀将刀具的刀尖与对刀仪的百分表测头接触,得到两个方向的刀偏量。
有的机床具有刀具探测功能,即通过机床上的对刀仪测头测量刀偏量。
3、光学对刀仪对刀将刀具刀尖对准刀镜的十字线中心,以十字线中心为基准,得到各把刀的刀偏量。
二、刀具补偿值的输入和修改根据刀具的实际参数和位置,将刀尖圆弧半径补偿值和刀具几何磨损补偿值输入到与程序对应的存储位置。
法兰克系统数控车床对刀的操作步骤【秘籍】
数控车床对刀是基本的数控车工基本的操作。
下面以常见的法兰克数控车系统为例。
具体演示下对刀的具体过程。
Fanuc 系统数控车床设置工件零点常用方法:一,直接用刀具试切对刀1. 用外园车刀先试车一外园,记住当前X 坐标,测量外园直径后,用X 坐标减外园直径,所的值输入offset 界面的几何形状X 值里。
2. 用外园车刀先试车一外园端面,记住当前Z 坐标,输入offset 界面的几何形状Z 值里。
二,用G50 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心(X 轴坐标减去直径值)。
2. 选择MDI 方式,输入G50 X0 Z0 ,启动START 键,把当前点设为零点。
3. 选择MDI 方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4. 这时程序开头:G50 X150 Z150 …… . 。
5. 注意:用G50 X150 Z150 ,你起点和终点必须一致即X150 Z150 ,这样才能保证重复加工不乱刀。
6. 如用第二参考点G30 ,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150 Z1507. 在FANUC 系统里,第二参考点的位置在参数里设置,在Yhcnc 软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1. 在FANUC0-TD 系统的Offset 里,有一工件移界面,可输入零点偏移值。
2. 用外园车刀先试切工件端面,这时Z 坐标的位置如:Z200 ,直接输入到偏移值里。
3. 选择“Ref ”回参考点方式,按X 、Z 轴回参考点,这时工件零点坐标系即建立。
4. 注意:这个零点一直保持,只有从新设置偏移值Z0 ,才清除。
四,用G54-G59 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心。
2. 把当前的X 和Z 轴坐标直接输入到G54----G59 里, 程序直接调用如:G54X50Z50 ……。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言:因为CNC本身是高速旋转机械,操作疏忽会造成很大的危险,所以希望操作人员严格按照要求作业,不可马虎。
在每件产品第一件生成出来后,必须通过品检合格后,才可以继续生产,然后将程序按照零件编号保存好。
一、对刀前准备工作
1、三坐标机械归零
本机器在进行任何作业之前必须三坐标机械归零。
2、刀盘换刀
①Z坐标归零后,打至手动资料输入(参照附图),在【PROG】MDI环境下输入“M06 TX;”(X为刀号,左下角可以看到)。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
按照工艺卡上的要求一一对应换好所有刀具。
二、X、Y坐标对刀(一般情况下都是两个方向分中对刀,如果编程不同,需要单方向对中,请工艺卡注明)
1、换刀为分中棒刀位(常用为1号刀位),给予转速
①打至手动编程处,在【PROG】MDI环境下输入“M03S500;”。
②按【INSERT】键。
③按【↑】键。
④按绿色启动按钮。
2、X方向寻找中点
①通过手摇操作,分中棒碰到零件X方向的一边。
②在POS相对坐标环境下,输入“X”,按“起源”(或者按“X0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下X轴当前数值,通过手摇至当前数值的一半,然后输入“X”,按“起源”(或者按“X0.”,按“setting”);或者在当前位置输入“X+一半当前数值”,按“setting”。
⑤在OFS/SET下坐标系里的G54的X数值处,按“X0.”,按“测量”,找到当前X为0点时的绝对机械坐标处。
3、Y方向寻找中点
①通过手摇操作,分中棒碰到零件Y方向的一边。
②在POS相对坐标环境下,输入“Y”,按“起源”(或者按“Y0.”,按“setting”)。
③通过手摇操作,分中棒碰到零件相对另一边。
④在POS相对坐标环境下,记录下Y轴当前数值,通过手摇至当前数值的一半,然后输入“Y”,按“起源”(或者按“Y0.”,按“setting”);或者在当前位置输入“Y+一半当前数值”,按“setting”。
⑤在OFS/SET下坐标系里的G54的Y数值处,按“Y0.”,按“测量”,找到当前Y为0点时的绝对机械坐标处。
三、Z坐标对刀(除分中棒之外,每把刀具都要进行对刀操作)
1、换至任意一把刀具
①通过手摇至与工件相差一把刀位置处(一般使用φ10刀,这样做避免对刀时伤害工件表面)
②在POS相对坐标环境下,输入“Z”,按“起源”(或者按“Z0.”,按“setting”)。
③在OFS/SET下坐标系里的G54的Z数值处,按“Z0.”,按“测量”,找到当前Z为0点时的绝对机械坐标处。
④在补偿环境下,在对应刀号的形状补偿D下输入“-10”,在外径补偿D处,输入一半刀具数值(如果刀具
是φ8平铣刀,则输入“4.0”)。
⑤按照前一把刀具操作方式,对每一把刀具进行对刀,在POS相对坐标环境下,记录下当前Z值,在补偿环境下,在对应刀号的形状补偿H下输入“当前值-10”(如当前数值为5,则输入5-10=-5;如果当前值为-8,则输入-8-10=-18),在外径补偿处,输入一半刀具数值。
2、验证Z方向对刀是否准确
①三方向机械坐标归零
②手动编程环境下输入“GO G90 G54 G43 H(当前刀号)Z10.;”
③按【INSERT】键。
④按【↑】键。
⑤按绿色启动按钮。
⑥手摇工件至刀具处,验证对刀是否准确。
四、在对刀结束后,将三坐标机械归零,所有进给速率调至最低后,将旋钮打至外部传输后,按下绿色按钮,等待电脑传输程序,成功后观察机器操作,有问题立即停止,没发现问题,则恢复要求进给和转速正常工作。
附图
手摇操作手动编程
机械回零资料传输三坐标机械回零亮灯状态
刀具号启动按钮停止按钮
程序结束号;
补偿和坐标系设置POS位置显示
PROG程序环境程序确认
POS相对坐标界面
手动编程MDI界面
补偿修改界面
G54坐标设定界面。