饮料罐装生产流水线的单片机控制系统设计
基于PLC的饮料灌装生产线的控制系统设计
泰山学院本科毕业论文基于PLC的饮料灌装生产线的控制系统设计所在学院机械与工程专业名称机械设计制造及其自动化申请学士学位所属学科工学年级二〇一一级(3+2)学生姓名、学号张艳红2011170300指导教师姓名、职称陈宏圣副教授完成日期二〇一三年五月摘要计算机网络和通讯技术的日益提高,使企业对生产的自动控制和通讯提出了高层次的要求。
饮料生产线也较繁琐,环节也增加了许多。
其中灌装饮料就是其上首要的生产环节。
文中主要讲述了基于FX2N-32MR PLC的饮料灌装生产线的控制系统的设计。
该系统的设计包括硬件和软件方面。
其中硬件部分的设计主要包括了三菱FX2N-32MR PLC外部电路的设计、安装;软件部分包括程序的设计、调试。
设计系统最终能够实现下面几项功能:(1)对空瓶进行运送、灌装,灌装量依照空瓶大小设计确定;(2)对满瓶进行传送及统计数量,计数内容包括累计、单位包装计数,单位包装计数量可依照包装大小设计确定;(3)能够确保手动式复位。
该系统采用了三菱可编程序控制器、传感器、继电器、行程开关等电器元件,利用PLC良好的自动控制,实现饮料罐装生产过程的自动化控制。
运用PLC来控制饮料灌装,实现了生产线的自动高效化、智能灵敏化。
对提高劳动效率,饮料质量和产量影响远大,意义非凡。
关键词:饮料灌装,生产流水线,无人控制ABSTRACTWith the advanced computer and network communication technology, business-to-production process automation and information and communication put forward higher requirements. Beverage production line more complex production processes are also numerous. One drink is a beverage filling production line's most important production areas.This paper mainly introduces the control system of beverage filling production line based on Mitsubishi FX2N-32MR PLC.The system design consists of hardware and software design. The hardware design includes Mitsubishi FX2N-32MR PLC’s external circuit design and installation; software design includes the design and debugging of program.The system can achieve the following functions: (1) The bottles can be transported and filled and the filling volume can be set according to the size of bottles; (2) the full bottles can be transported and counted, the count includes total count and the count of unit package and the total number of unit packaging can be set according to package size; (3) the system can achieve manually reset. The system mainly uses the Mitsubishi PLC, sensors, relays, switches and so on and uses the good automatic control performance of PLC to achieve the no control of beverage filling production lineUse of PLC control beverage filling production line, to achieve the soft drink production line automation and intelligence. On labor productivity gains, improve beverage quality and yield far-reaching significanceKEY WORDS: Beverage filling, Production line,No control目录1 引言 -------------------------------------------------------------- 1 1.1本论文研究的内容及意义------------------------------------------- 1 1.2报告设计大纲----------------------------------------------------- 21.3论文研究的内容--------------------------------------------------- 22 饮料罐装生产流水线总体设计 ----------------------------------------3 2.1任务的分析------------------------------------------------------- 3 2.2硬件方案设计----------------------------------------------------- 3 2.3软件方案设计----------------------------------------------------- 3 2.3.1经验设计法----------------------------------------------------- 42.3.2逻辑设计法----------------------------------------------------- 43 系统元件的选择 ---------------------------------------------------- 6 3.1PLC控制要求和内容及选型----------------------------------------- 6 3.1.1基础PLC ------------------------------------------------------- 6 3.1.2可编程控制器的特点--------------------------------------------- 6 3.1.3 PLC的安装与接线----------------------------------------------- 7 3.1.4设计PLC控制时,应遵循以下基本原则----------------------------- 7 3.1.5 PLC的工作原理------------------------------------------------- 8 3.1.6 PLC选型与硬件配置--------------------------------------------- 8 3.1.7 PLC的性能指标------------------------------------------------- 9 3.2电动机的选型---------------------------------------------------- 10 3.3接触器的选型---------------------------------------------------- 10 3.4热继电器的选型-------------------------------------------------- 11 3.5开关电器、熔断器的选型------------------------------------------ 11 3.6传感器的选型---------------------------------------------------- 11 2 系统的硬件电路 --------------------------------------------------- 13 4.1系统硬件结构框图------------------------------------------------ 134.2主电路的设计---------------------------------------------------- 13 4.3控制电路的设计-------------------------------------------------- 134.4操作面板的设计-------------------------------------------------- 145 系统程序的设计 --------------------------------------------------- 16 5.1控制要求和控制过程分析------------------------------------------ 16 5.1.1 I/O端口分配-------------------------------------------------- 16 5.1.2梯形图-------------------------------------------------------- 17 5.1.3初始化程序---------------------------------------------------- 17 5.1.4装箱选择程序-------------------------------------------------- 18 5.1.5流水线主控程序------------------------------------------------ 20 5.1.6闪烁报警程序-------------------------------------------------- 20 5.1.7记数程序------------------------------------------------------ 215.1.8数据传送程序-------------------------------------------------- 226 程序的调试 ------------------------------------------------------- 24 6.1装箱选择程序仿真------------------------------------------------ 24 6.2主控制程序的仿真------------------------------------------------ 24 6.3闪烁报警程序的仿真---------------------------------------------- 276.4记数程序的仿真-------------------------------------------------- 287 结论与展望 ------------------------------------------------------- 298 总结 ------------------------------------------------------------- 30 参考文献 ----------------------------------------------------------- 31 致谢 ------------------------------------------------------------- 321 引言1.1本论文研究的内容及意义纵观近年来,国内外饮料工业蓬勃发展,各种饮料如碳酸饮料、果汁饮料、饮用水、茶饮料等种类日益繁多,较高的产量需求同时使得对设备的需求也逐渐提高。
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计基于PLC的饮料灌装生产线的控制系统设计随着现代化工业大生产的不断发展,各种生产线和设备的控制系统也在不断升级和改进。
饮料灌装生产线作为其中的一种重要生产线和设备,其控制系统的设计方案也日益成熟。
在这些设计方案中,基于PLC的饮料灌装生产线控制系统成为了越来越多生产厂家的选择。
本文将从PLC技术的具体应用入手,介绍基于PLC的饮料灌装生产线控制系统的设计及其优点。
1、PLC技术的具体应用PLC,即可编程逻辑控制器,是一种用于控制工业制程、自动化和机器人化的计算机。
PLC通过输入采集器(传感器)来获取信号,经过程序进行处理,再通过输出信号与电动机、传动机、阀门和气动装置等一系列工业控制设备完成工业生产流程的整个控制过程。
PLC以其强大的计算能力,高效的运行速度,极高的可靠性,现代化的控制方式以及精度高,稳定性好等优点吸引了越来越多的生产厂商的选择。
在饮料灌装生产线的控制系统中,PLC装置被广泛运用。
PLC技术的应用,为饮料灌装生产线的智能化、高效化助力。
2、基于PLC的饮料灌装生产线控制系统设计方案在基于PLC的饮料灌装生产线控制系统的设计方案中,常见的系统组成部分包括:1)机械手系统2)输送系统3)灌装系统4)清洗系统5)控制系统其中,机械手系统和输送系统主要负责完成不同型号的瓶子进入生产线并对其进行归类,同时有利于后续工作的顺畅进行。
在灌装系统中,PLC装置通过收集数据,根据不同瓶子型号和要求来进行调整,实现不同饮料的灌装。
清洗系统负责对各种瓶子进行清洗,并保证其卫生,防止瓶中残留物的污染。
最后,控制系统与传感器,电机,气动装置相结合,对饮料灌装生产流程进行最终控制。
基于PLC的饮料灌装生产线的控制系统是一个复杂的系统,涉及到数控系统,并需要精准地对工厂内的各种设备进行控制。
因此在设计方案中常见的方案结构为模块化控制,即将整个控制系统分为多个模块,通过各个模块之间的通讯,最终控制饮料灌装生产线的生产流程。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制编写可编程控制器顺序完成对饮料罐的自动罐装流程。
完成对传送带的运转以及罐装设备的控制,并完成计数1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶〔4〕可以手动对计数值清零〔复位〕关键词:三菱FX2NPL MC,MCR主控指令饮料灌装饮料灌装消费流水线目录1 PLC编程简介1.1PLC的基本概念 (3)1.2 PLC的基本结构 (3)1.3 PLC的任务原理 (4)2设计进程2.1设计方案 (5)2.2设计原理 (5)2.3创新点与术说明 (5)3 硬件系统框图与说明 (6)3.1罐装控制流程图 (6)3.2I/O接线图 (7)3.3系统外部接线图 (8)4梯形图与说明 (9)5课程设计总结 (10)6参考文献 (11)7 谢辞 (12)饮料灌装消费流水线PLC梯形图控制顺序设计与调试一、PLC编程简介1、PLC的基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制运用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来替代继电器完成逻辑控制。
随着技术的开展,这种装置的功用曾经大大超越了逻辑控制的范围,因此,明天这种装置称作可编程控制器,简称PC。
但是为了防止与团体计算机(Personal Computer)的简称混杂,所以将可编程控制器简称PLC2、PLC的基本结构PLC实质是一种公用于工业控制的计算机,其硬件结构基本上与微型计算机相反,如下图:a. 中央处置单元(CPU)中央处置单元(CPU)是PLC的控制中枢。
课程设计 饮料罐装生产流水线的PLC控制
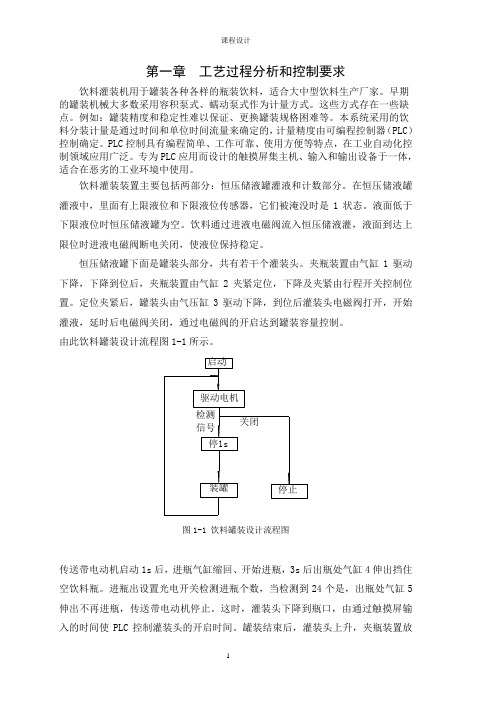
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
饮料灌装生产流水线PLC 梯形图控制程序设计与调试

④S23:5s 延时后,传送带驱动电机继续转动。 其他要求则通过梯形图编程实现。
1.3 方案二:梯形图单独编程
梯形图是考虑到大多数电气技术人员熟悉电气控制线路的特点而采用的,因 而其形象直观,易学易懂[1]。在本次设计中,采用梯形图编程也可以很简单,容 易看懂。
3.1 GX Developer 简介
GX Developer 是三菱 PLC 的编程软件。适用于 Q、QnU、QS、QnA、AnS、 AnA、FX 等全系列可编程控制器。支持梯形图、指令表、SFC、 ST 及 FB、Label 语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,具有异地 读写 PLC 程序功能。
《PLC 原理与应用》课 程 设 计
饮料灌装生产流水线 PLC 梯形图控制程序设计与调试
黄杰 莫仲文
201231200608 201231000824
指导教师
学 院 名 称 工程学院 设计提交日期 2015 年 6 月
专 业 班 级 12 自动化 1 班 设计答辩日期 2015 年 6 月
目录
1 系统设计方案.......................................................................................................................... 1 1.1 系统设计要求....................................................................................................................... 1 1.2 方案一:步进功能图与梯形图共同编程........................................................................... 1 1.3 方案二:梯形图单独编程……........................................................................................... 2 1.4 方案确定............................................................................................................................... 2 2 硬件接线图.............................................................................................................................. 2 2.1 总 PLC 各输入/输出端口的硬件接线图............................................................................. 3 2.2 控制系统总流程图............................................................................................................... 3 3 软件编写及仿真...................................................................................................................... 5 3.1 GX Developer 简介................................................................................................................ 5 3.2 程序图…............................................................................................................................... 5 3.3 系统模拟运行仿真调试及结果........................................................................................... 5 4 收获与总结.............................................................................................................................. 9 5 小组分工.................................................................................................................................. 9 参 考 文 献.............................................................................................................................. 10 附 录.....................................................................................................................................11 附录 A .....................................................................................................................................11
饮料灌装机PLC控制系统设计

饮料灌装机PLC控制系统设计饮料灌装机是饮料加工线上必不可少的设备,它有着高效、精准、可靠的特点。
而PLC控制系统是灌装机的核心,它可以实现灌装过程中的高速控制、精度控制和自动化控制。
1. PLC控制系统的工作原理PLC即可编程逻辑控制器,是现代工业控制的重要组成部分。
PLC控制系统由PLC、传感器、执行器、触摸屏人机界面等组成。
其工作原理是由PLC通过程序控制执行器的运动,实时读取传感器所感应的数据和触摸屏显示器上的指令,达到对灌装过程中物料流量、重量、速度等参数的实时监测和控制。
2. 设计要点饮料灌装机的PLC控制系统设计需要考虑以下几点:(1) 控制方式的选择:灌装机的控制方式分为手动和自动两种,手动控制方式操作简单,适用于小规模生产;自动控制方式可以通过预设程序实现自动加工,适用于大规模生产。
(2) 程序的设计:程序的设计包括监控和管理,需要实现数据采集、运算和调节等功能。
程序设计需要考虑到控制精度和反应速度两个方面,确保灌装过程中的稳定性和速度。
(3) 传感器的选择:传感器可以通过测量传输介质的温度、压力、流量等参数,将实时数据传递给PLC控制器。
传感器的选择需要考虑到其精度、稳定性和可靠性等因素。
(4) 触摸屏人机界面:触摸屏人机界面可以实现现场监控和控制,它需要具备操作简单、易于维护、直观友好等特点,以方便操作管理人员进行实时监控和控制。
(5) 增加安全措施:灌装过程中涉及到高压、高温、高速等复杂环境,需要在PLC控制系统中增加安全措施,如温度传感器报警、超重报警等,以确保职工的安全。
3. 优点PLC控制系统的优点包括:(1) 稳定性高:PLC控制系统运行稳定,能够实时调节灌装流量、速度、质量等参数,使产品质量更加稳定。
(2) 自动化程度高:PLC控制系统可以通过程序预设自动进行灌装过程,实现产品的自动化生产,节省人力成本。
(3) 精度高:PLC控制系统能够实时监测和控制灌装过程中的各项参数,确保产品质量的一致性。
][1]饮料罐装生产流水线PLC控制设计_[文档在线提供
表 1电器元件明细表
符 号
名称
型 号
数 量
M1
主传送带电动机
Y132M—4
1
M2
灌装装置电动机
Y90S—4
1
M3
次品传送带电动机
Y90S—4
1
QF1
断路器
NS100N
1
QF2
断路器
NS80N
1
QF3
断路器
NS80N
1
QF4
断路器
NS20N1QF5断路器NS10N
1
FR1
热继电器
(2) 当瓶子定位在罐装设备下时,停顿1.1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5.1秒后停止并不再显示报警。
(3) 用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
(4) 可以手动对计数值清零(复位)。
一、设计任务··········································2
1、课题内容···········································2
2、控制要求···········································2
3、课题要求···········································2
参考书目··············································20
一、设计任务
1、课题内容
饮料罐装生产流水线梯形图控制程序设计并画出电气接线图。
2、控制要求
饮料罐装生产流水线的单片机控制系统设计
XX大学课程设计报告课题名称饮料罐装生产流水线的单片机控制系统设计院(系)机电工程学院专业机械设计制造及其自动化姓名XXXX学号XXXX起讫日期2016.8.29-2016.9.9指导教师XX2016年9月9日饮料罐装生产流水线的单片机控制系统设计摘要本设计是饮料灌装生产流水线的单片机控制系统。
其硬件部分主要包括电源电路、开关电路、光电传感器模块、数码显示模块、继电器控制模块、报警模块6个主要组成部分。
硬件选择以AT89C51为主体、数码显示采用74LS164串行显示方案,光电传感器采用对射式光电开关电路方案,继电器控制模块采用单片机控制5V继电器,进而控制交流接触器方案。
软件设计主要完成信号检测,多种工作状态的转换,以及显示灌装计数值三个工作。
关键词:灌装流水线单片机光电传感器串行数码管显示继电器控制目录摘要 (1)1.课程设计内容与要求 (3)1.1 课程设计内容 (3)1.2 课程设计要求 (4)2. 控制系统的硬件电路设计 (4)2.1硬件电路设计proteus软件简介 (4)2.2 控制系统硬件电路详细设计 (5)2.2.1 控制系统结构图 (5)2.2.2 电源电路设计 (5)2.2.3 单片机开关按钮设计 (6)2.2.4 光电传感器电路设计 (6)2.2.5 数码管显示模块 (7)2.2.6 报警模块 (7)2.2.7 传送带模块 (8)2.2.8 灌装设备模块 (8)3.控制程序设计与仿真 (9)3.1控制程序设计平台软件keil uvision2简介 (9)3.2 控制程序详细设计 (9)3.2.1 控制程序流程图 (9)3.2.2 详细程序设计 (11)3.3 控制系统Protues仿真 (13)3.3.1 光电传感器仿真 (14)3.3.2 灌装设备和传送带仿真 (14)3.3.3 数码管显示仿真 (15)3.3.4 整体仿真图 (16)结束语 (16)参考文献 (16)附录I 电路图 (17)附录II C51源代码 (18)1.课程设计内容与要求1.1 课程设计内容设计一套饮料罐装生产流水线的PLC控制系统,控制要求:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
plc课程设计饮料罐装生产流水线plc梯形图控制程序的设计与调试
福课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试电力职业技术学院 (1)课程设计 (1)引言 (2)1.设计任务 (2)1.1课题容 (2)1.2控制要求 (2)1.3 课题要求 (3)2. 总体设计方案 (3)2.1饮料灌装流水线的基本结构 (3)2.2灌装流水线的工作原理 (3)3. 硬件控制设计 (4)3.1 PLC的选择 (4)3.2传感器的选择. (5)3.3硬件电路的设计 (5)4. 软件控制设计 (6)4.1系统流程图 (6)4.2 I/O接线图 (7)4.3 I/O分配表 (7)4.4梯形图 (8)4.5指令表 (9)5. 调试说明 (11)6.设计小结 (11)参考文献 (12)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
1.设计任务1.1课题容饮料灌装生产流水线PLC梯形图控制程序设计和调试1.2控制要求(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
毕业设计-饮料灌装生产线的PLC控制系统设计(正规版)
1饮料灌装生产线的PLC控制系统概述
饮料灌装生产线的控制过程主要是继电器接触控制,但这种电路接线复杂,可靠性低,使得工业生产的效率得不到提高。不过,随着时代的开展,饮料灌装生产线的控制过程正朝着智能化和自动化的方向开展。PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为根底的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。本设计鉴于PLC可靠性高、耐恶劣环境能力强、使用极为方便三大特点,利用PLC技术平台自主开发创新,将机械、电气和自动化等技术有机结合,将传统的继电器-接触器控制功能用PLC代替,构成实用、可靠的饮料灌装生产线PLC控制系统。该控制系统可节省大量电气元件、导线与原材料,缩短设计周期,减少维修工作量, 提高加工零件合格率,进而提高生产率,而且程序调整修改方便灵活,提高了设备的柔性和灵活性。具有整体技术经济效益。
〔2〕PLC的主要功能:
①逻辑控制;②定时控制;③计数控制;④步进(顺序)控制;⑤PID控制、数据控制;⑥PLC具有数据处理能力、通信和联网;⑦其它PLC还有许多特殊功能模块,适用于各种特殊控制的要求,如定位控制模块、CRT 模块。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XX大学课程设计报告课题名称饮料罐装生产流水线的单片机控制系统设计院(系)机电工程学院专业机械设计制造及其自动化姓名XXXX学号XXXX起讫日期2016.8.29-2016.9.9指导教师XX2016年9月9日饮料罐装生产流水线的单片机控制系统设计摘要本设计是饮料灌装生产流水线的单片机控制系统。
其硬件部分主要包括电源电路、开关电路、光电传感器模块、数码显示模块、继电器控制模块、报警模块6个主要组成部分。
硬件选择以AT89C51为主体、数码显示采用74LS164串行显示方案,光电传感器采用对射式光电开关电路方案,继电器控制模块采用单片机控制5V继电器,进而控制交流接触器方案。
软件设计主要完成信号检测,多种工作状态的转换,以及显示灌装计数值三个工作。
关键词:灌装流水线单片机光电传感器串行数码管显示继电器控制目录摘要 (1)1.课程设计内容与要求 (3)1.1 课程设计内容 (3)1.2 课程设计要求 (3)2. 控制系统的硬件电路设计 (4)2.1硬件电路设计proteus软件简介 (4)2.2 控制系统硬件电路详细设计 (4)2.2.1 控制系统结构图 (4)2.2.2 电源电路设计 (5)2.2.3 单片机开关按钮设计 (5)2.2.4 光电传感器电路设计 (6)2.2.5 数码管显示模块 (6)2.2.6报警模块 (7)2.2.7 传送带模块 (7)2.2.8 灌装设备模块 (8)3.控制程序设计与仿真 (8)3.1控制程序设计平台软件keil uvision2简介 (8)3.2 控制程序详细设计 (8)3.2.1 控制程序流程图 (8)3.2.2 详细程序设计 (11)3.3 控制系统Protues仿真 (13)3.3.1 光电传感器仿真 (13)3.3.2 灌装设备和传送带仿真 (13)3.3.3 数码管显示仿真 (14)3.3.4 整体仿真图 (14)结束语 (15)参考文献 (15)附录I 电路图 (16)附录II C51源代码 (17)1.课程设计内容与要求1.1 课程设计内容设计一套饮料罐装生产流水线的PLC控制系统,控制要求:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警。
(3)一旦系统启动,记录罐装瓶数,设最多不超过9999瓶。
(4)可以手动对计数值清零(复位)。
1.2 课程设计要求(1)采用MCS-51单片机控制,画出控制系统的硬件电路图;(2)采用220V交流电源供电,设计控制系统直流电源模块硬件电路图;(3)编制控制程序,并画出程序框图;(4)撰写课程设计报告。
2. 控制系统的硬件电路设计2.1硬件电路设计proteus软件简介Proteus软件是英国Lab Center Electronics公司出版的EDA工具软件(该软件中国总代理为广州风标电子技术有限公司)。
它不仅具有其它EDA工具软件的仿真功能,还能仿真单片机及外围器件。
它是目前比较好的仿真单片机及外围器件的工具。
虽然目前国内推广刚起步,但已受到单片机爱好者、从事单片机教学的教师、致力于单片机开发应用的科技工作者的青睐。
Proteus是世界上著名的EDA工具(仿真软件),从原理图布图、代码调试到单片机与外围电路协同仿真,一键切换到PCB设计,真正实现了从概念到产品的完整设计。
是目前世界上唯一将电路仿真软件、PCB设计软件和虚拟模型仿真软件三合一的设计平台,其处理器模型支持8051、HC11、PIC10/12/16/18/24/30/DsPIC33、AVR、ARM、8086和MSP430等,2010年又增加了Cortex和DSP系列处理器,并持续增加其他系列处理器模型。
在编译方面,它也支持IAR、Keil和MPLAB等多种编译器。
[1]2.2 控制系统硬件电路详细设计图(1)如图(1)所示整个控制系统输入量有四个,分别为启动开关、停止开关、复位计数值开关以及光电传感器输入信号。
输出有三个,分别为数码管显示、传送带继电器以及灌装设备继电器。
单片机在接收到启动开关信号后,控制4位数码管显示初始计数值,同时输出信号使传送带继电器线圈得电,进而闭合在强电电路中的相应的继电器开关,使传送带带动瓶子运动。
当光电传感器检测到瓶子到达灌装位置时,向单片机发送信号,单片机接收到信号后立即停止传送带,通过内部计时器计时1S后启动灌装设备,同时报警指示灯保持常亮。
单片机内部定时器继续计时5S后,停止灌装设备,关灭报警指示灯,数码管显示值加1,然后启动传送带等待光电传感器检测到下一个信号开启再一次的循环。
在系统运行期间如果接收到停止信号系统会立即关闭传送带和灌装设备,以及数码管显示;如果接收到复位信号,单片机控制的数码管计数值立即清零;如果数码管当前的计数值达到了9999,再接收到灌装完成的信号数码管显示值会变成0进而重新计数。
2.2.2 电源电路设计由于设计要求用220V交流电供电,而单片机电路需要的电源是直流5V。
故需要设计220V 转5V的直流稳压电路。
本系统采用的为常见的直流稳压方案如图(2)所示。
图(2)变压器输出端的9V电压经桥式整流并电容滤波,在电容C1两端大约会有11V多一点的电压,假如从电容两端直接接一个负载,当负载变化或交流电源有少许波动都会使C1两端的电压发生较大幅度的变化,因此要得到一个比较稳定的电压,在这里接一个三端稳压器的元件U2。
三端稳压器是一种集成电路元件,内部由一些三极管和电阻等构成,在分析电路时可简单的认为这是一个能自动调节电阻的元件,当负载电流大时三端稳压器内的电阻自动变小,而当负载电流变小时三端稳压器内的电阻又会自动变大,这样就能保持稳压器的输出电压保持基本不变。
因为我们要输出5V的电压,所以选用7805,7805。
前面的字母可能会因生产厂家不同而不同。
LM7805最大可以输出1A的电流,内部有限流式短路保护。
三端稳压器后面接有电容,起滤波和阻尼作用。
2.2.3 单片机开关按钮设计由于单片机上电P2、P3口均为高电平,故此处设计最简单的开关电路,单片机口接按钮接地。
以停止开关为例,如图3所示图(3)2.2.4 光电传感器电路设计如图4所示图(4)光电传感器由两部分组成,一部分是发光的二极管,一部分是由光电三极管组成的光电开关。
当左部分和右部分没有物体遮挡时,发光二极管的光照射到光电三极管基极上,光电三极管导通,电压比较器LM393 3脚电平高于2脚2.5V输出电压为低电平0V;当左部分和右部分有物体遮挡时,光电三极管截止,电压比较器LM393 3脚电平低于2脚电平2,5V输出电压为高电平5V。
2.2.5 数码管显示模块图(5)显示模块选用4个LED共阴极数码管,为节省单片机输入输出口选用用74LS164芯片进行串行数码显示。
接线图如图所示,4个74LS164芯片串行连接,U2接收来自单片机的数据,U3、U4、U5输入端接在前一个数据输出的最高位。
每一次刷新显示时,单片机通过第一个74LS164向显示模块输入4个字节通过串行移位的方式,分别保存在U2、U3、U4、U5内进而控制4个数码管的显示。
2.2.6报警模块图(6)报警模块选用LED指示灯,由于单片机驱动电流较小故电路中加入三极管进行电流放大。
当三极管的基极接收到来自单片机的低电平信号,三极管正向导通,LED指示灯亮。
2.2.7 传送带模块传送带电机模块由两部分组成:一部分为弱电的控制电路(图7),一部分是强电电路如(图8,图9)。
图(7)图(8)图(9)当三极管的基极接收到来自单片机的低电平信号时,三极管正向导通吸合继电器开关K1,位于强电电路中的KM1线圈得电,传送带电机启动运行。
当三极管的基极接收到来自单片机的高电平信号时,三极管截止,继电器的线圈通过二极管D1放电,K1断开,KM1线圈掉电,KM1断开,电机停止运行。
2.2.8 灌装设备模块此模块和传送带模块类似,此处不再赘述,电路图如图10、图11、图12所示。
图(10)图(11)图(12)3.控制程序设计与仿真3.1控制程序设计平台软件keil uvision2简介Keil uVision2是德国Keil Software公司出品的51系列兼容单片机C语言软件开发系统,使用接近于传统c语言的语法来开发,与汇编相比,C语言在功能上、结构性、可读性、可维护性上有明显的优势,因而易学易用,而且大大的提高了工作效率和项目开发周期,他还能嵌入汇编,您可以在关键的位置嵌入,使程序达到接近于汇编的工作效率。
KEILC51标准C编译器为8051微控制器的软件开发提供了C语言环境,同时保留了汇编代码高效,快速的特点。
C51编译器的功能不断增强,使你可以更加贴近CPU本身,及其它的衍生产品。
C51已被完全集成到uVision2的集成开发环境中,这个集成开发环境包含:编译器,汇编器,实时操作系统,项目管理器,调试器。
uVision2 IDE可为它们提供单一而灵活的开发环境。
[2]3.2 控制程序详细设计3.2.1 控制程序流程图控制程序框图包括主程序框图图(13)和定时器中断函数框图(14)。
图(13)图(14)3.2.2 详细程序设计(1)数码管显示函数void display(){uchar LED_code[4]; //存放四个数码管显示代码uchar i,j,chr,sel;for(i=0;i<4;i++) //将显示的数值转换为显示代码 LED_code[i]=LED_Map[disdata[i]];for(i=0;i<4;i++) //74LS164数码管串行显示程序 {chr= LED_code[i]; //sel=0x80;for(j=0;j<8;j++){Din=chr&sel;CLK=0;sel=sel>>1;delay(1);CLK=1;delay(1);}}}(2) 计数显示函数计数显示函数,取出计数值的各个位送给disdata数组。
(3)关闭显示函数关闭显示函数本质上是通过单片机赋值将数码管的每个LED灯关灭。
(4)初始化函数初始化函数为系统未启动状态,此时初始化系统变量并且关闭所有设备。
(5)定时器中断函数void timer0() interrupt 1 //50ms定时器中断函数{TH0=(65536-50000)/256; //50ms设置TL0=(65536-50000)%256;t0++;if(t0==20) //1s停顿{guanzhuang=0;baojing=0;}if(t0==120) //1S停顿加5秒灌装{guanzhuang=1; //灌装设备启动baojing=1; //报警灯亮chuansong=0; //传送带关闭t0=0; //t0重新赋值0TR0=0; //关闭定时器cunt++; //显示值加1if (cunt==10000) //计数值重置cunt=0;cunt_disp(); //刷新显示}}(6)主函数if(!cunt_in) //接收到传感器信号{chuansong=1; //传送带停止TR0=1; //定时器打开while(!cunt_in); //等待信号结束}}}3.3 控制系统Protues仿真3.3.1 光电传感器仿真此处用按钮将发光二极管短路来模拟有物体遮挡的情况。