持续改进型车轮锻造模具复合顶出结构
二次顶出机构(图文教程,经典案例)
延时頂出
但是由于成品的形狀特殊或者是量產時的要求如果在一次頂出後成品仍然在模穴中或者是無法自動脫落時就需要再增加一次頂出動作
二次頂出
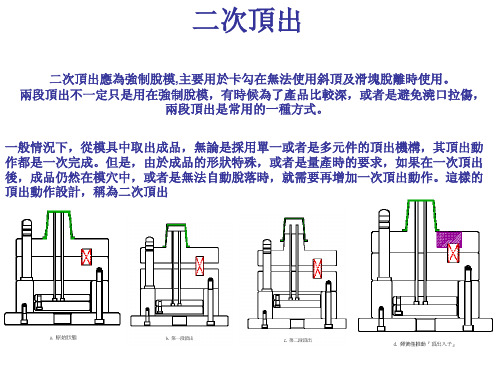
二次頂出應為強制脫模,主要用於卡勾在無法使用斜頂及滑塊脫離時使用。 兩段頂出不一定只是用在強制脫模,有時候為了產品比較深,或者是避免澆口拉傷, 兩段頂出是常用的一種方式。 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動 作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出 後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的 頂出動作設計,稱為二次頂出
頂出時,左側的頂針會 先動作,直到下固定板頂 到右側頂針下方以紅色線 條圈起來的頂針頭時,右 側的頂針才會開始動作。 這樣的二次頂出結構, 可以避免潛伏式澆口在頂 出時,澆口拉離成品時將 成品拉傷。 側澆口也可以利用類似 的方式頂出,避免在澆口 位置拉傷成品。
當然,這種頂出方式不僅是 用在澆口附近的頂出。由於 其第二段頂出行程的起使位 置僅需要更改頂針下方的柱 狀長度就可以達成,而且在 模具製作上的費用又較為低 廉,這種頂出方式,也很適 合之前所提到的較深的盒狀 物的頂出。
二次頂出
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来。
胶件凹凸位被型芯包紧
第一次脱模出内芯,为胶件提供变形空间
第二次脱模,胶件凹凸位变形后强脱出模
图8.5.1
二次頂出
顶针
二次脱模机构示例: (1)胶件如图8.5.2 所示,两骨间有半圆凹 陷,被后模 型腔包紧。脱模机构如图8.5.3 所示,第一 次脱模使胶件脱 出后模型腔,为强脱变形提供空间;第二 次脱模,由顶针脱 模,胶件半圆凹陷位强脱出型芯推块。该 机构运动过程:第 一次脱模四块顶针板都运动,带着顶针、 型芯推块同时运动, 脱模距离/ h,使胶件脱出后模型腔,一次 脱模完成。当继续 运动至摆块碰上限位面后,摆块摆动使上 面两块针板快速运动, 带动顶针脱出胶件,完成二次脱模。此机 构须注意: h1 > h, H > 10mm1 h11 (二次脱模运动距离)。
《锻造模具设计》课件

模具设计作为制造业的重要基础,对于推动相关产业的发展具有重要意义,特别是在汽车 、航空、能源等领域,模具设计的技术水平和创新能力已经成为衡量一个国家制造业水平 的重要标志。
模具设计的流程
初步设计
详细设计
绘制图纸
审核与修改
根据产品需求和工艺要求,进 行初步的模具结构设计,确定 模具的基本布局和功能模块。
材料的强度决定了模具的承载能力和 抗变形能力,应根据锻造压力和模具 尺寸选择具有足够强度的模具材料。
韧性
材料的韧性决定了模具的抗冲击能力 和抗疲劳性能,应根据锻造工艺的要 求选择具有良好韧性的模具材料。
材料热处理与表面处理
热处理
通过改变模具材料的内部组织结 构,提高其力学性能和延长使用 寿命。常见的热处理工艺包括淬 火、回火、表面强化处理等。
《锻造模具设计》 PPT课件
目录
CONTENTS
• 锻造模具设计概述 • 锻造模具材料选择 • 锻造模具结构设计 • 锻造模具制造工艺 • 锻造模具应用实例
01 锻造模具设计概述
定义与特点
定义
锻造模具是用于金属材料成型的工具 ,通过模具的精确设计和制造,可以 实现金属材料的塑性变形,从而得到 所需形状和性能的零件。
表面处理技术
为了提高模具的耐磨性和抗腐蚀性, 需要进行表面处理,如喷涂、渗碳等 。
装配与调试技术
将各部件组装在一起,并进行调试, 需要采用合适的装配和调试技术,确 保模具工作正常、性能稳定。
模具制造中的常见问题及解决方案
加工精度不足
热处理变形
可以通过采用高精度加工设备和工艺来提 高加工精度。
可以采用先进的热处理技术和设备,控制 热处理过程中的温度和时间,减少热处理 变形。
模具分类

冲模
简单模
连续模
复合模
落料-拉深模
顶出器
凸凹模
卸料器
拉深凸模 落料凹模
压铸模——各种合金,汽缸体 、手机壳等
压铸模具指的是指 用在一定温度和压 力下用来成型熔融 状态下的合金形成 产品的机械部分。
它的基本工艺过程是:金属液先低 速或高速铸造充型进模具的型腔内, 模具有活动的型腔面,并随着金属 液的冷却过程加压锻造。
拉伸模——钢管等
拉伸模通常指各种拉制金属 线的模具,还有拉光纤的拉 丝模。所有拉丝模的中心都 有个一定形状的孔,圆、方、 八角或其它特殊形状。金属 被拉着穿过模孔时尺寸变小, 甚介
模具分类
铸造模 锻造模 金属 模具 冲压模 塑胶 模具
注射成型模具 吹气模具 压缩成型模具 移动成型模具 挤压成型模具 旋转成型模具
压铸模
拉伸模
热成型模具
铸造模——水龙头、机器模板等
铸造模具是指为了获得合格零件的模型,即为获得零件 的结构形状,预先用其他容易成型的材料做成零件的结 构形状,再在砂型中放入模具,砂型中就形成了一个和 零件结构尺寸一样的空腔,再在该空腔中浇注流动性液 体,该液体冷却凝固之后就能形成和模具形状结构完全 一样的零件了。
锻造模具——曲轴、连杆等
锻造模具是一种能使坯料成形为模锻件的工具。
通常锻模是按制 造设备来分类, 可分为胎膜、锤 锻模、机锻模、 平锻模、辊锻模 等。
冲压模——汽车车身覆盖件等
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加 工成零件(或半成品)的一种特殊工艺装备。 冲压,是在室温下,利用安装在压力机上的模具对材料施加 压力,使其产生分离或塑性变形,从而获得所需零件的一种 压力加工方法
模具优化设计案例-汽车轮罩.ppt

青岛塑料模具 汽车轮罩
MOLDFLOW 分析报告
2001 年 6 月
分析概述
该模具一模成型2个制品,材料为MITSUI J830HVK,在本次分 析中,通过对流动过程与保压过程的模拟分析,确定了浇口位置、 数量及尺寸大小,对冷却系统及翘曲变形未作分析计算。
我们采用MPI/FLOW、MPI/MIDPLANE来进行分析计算。预测型 腔压力分布、温度分布、锁模力大小、熔接痕位置、气穴位置及体 积收缩率。
箭头所指处气 穴将不易排除。 需在该处加顶杆 或镶块
分析结果:锁模力
左图为锁模力—时间 曲线。所需最大锁
模力约为1800T。所 需锁模力较大。由 于制品较大、较薄
(2mm),浇口又较少 的缘故。可增加一
个浇口。
结果 : 保压压力分布
保压压力分布较为 均匀。 圆圈处压力较低。
结果:体积收缩率
收缩不均匀是制 品出现缩痕和翘曲变 形的重要原因之一。 在本例中,体积收缩率 大部分为2.65~4.17%.。
浇口尺寸为1.5*4
方案 – 2(三浇口)
该模具一模成型2个制 品,采用热流道系统, 用红颜色表示。
85mm
浇口尺寸为1.5*2 浇口尺寸为1.2*5*4
1. 模温 2. 熔体温度 3. 注射时间 4. 保压压力
45 Mpa 45 Mpa 20 Mpa
0
工艺参数
: 50.0 deg.C : 230.0 deg.C : 2.2 sec
结果 : 温度分布
最大温度降为 7 degC, 温度 分布均匀.这是由于制品壁 厚均匀(大部分为2mm)。
这意味着表面质量将会得到 保证。
结果 : 压力分布
图示为型腔充满瞬间 的型腔压力分布。从 此结果可成型所需注 射压力和型腔压力降 均匀与否。
一种可提高材料利用率使锻造铝合金车轮轻量化的模具
AUTO TIME113MANUFACTURING AND PROCESS | 制造与工艺时代汽车 早在2012年所出现的22.5×9.0的锻造铝合金车轮,变成汽车行业中使用较为广泛的一种车轮,如今,这种车轮的生产企业主要有戴卡兴龙、浙江宏鑫以及山西银光等。
这种类型的车轮一般被卡车或客车之类的大型车辆所使用,就传统的钢圈而言,他有着多方面的优点,例如,散热效果好、总体重量较低、车轮的圆度较高等等。
然而,现在所使用的铝合金车轮生产技术,原材料的使用效率不高,仅为49%,在生产过程中,50斤的产品一般需要102斤的原材料才能产出,这是由于生产过程折叠缺陷、生产工序过多以及旋压的定位偏差等问题造成的,进而使得的旋压轮辋部分以及锻造轮辐部分的同心度差和热处理变形等[1]。
1 锻造铝车轮的生产工艺1.1 制坯制坯就是指利用摆动碾压工艺将棒料转变为车轮的坯料。
具体来讲,利用一种圆锥模具对胚料进行进一步加工,并以此为标准略微一点让胚料可以成型使用。
利用这种工艺的优点主要有两点:首先,可以保证产品的生产效率,并且能够大大减少能力的损耗,它的实际工作强度,使其可以在压力250吨左右的环境下,实现等于甚至超过3000吨的普通压力机的工作。
此外,它能够将棒料中一种可提高材料利用率使锻造铝合金车轮轻量化的模具刘林林1 刘玉山21.内蒙古华唐铝业有限公司 北京市 1011132.北京新兴企业集团 北京市 101113摘 要: 锻造铝车轮是一种拥有较高密度的金属晶体物质,其本身具有很高的强度,整体重量较低,并且它也拥有较好的机械性能。
除此之外,锻造铝车轮也有一定的缺点,例如制作流程比较繁琐、需要的原材料较多、产品的生产费用及投资较高等。
本文内容主要阐述了一款可以提升资源使用效率的锻造铝合金车轮模具,在此基础上给国内的铝车轮生产提供一些相关的建议。
关键词:铝车轮;铸造;锻造;车轮模具的材料平均分摊到胚料的表面上,让胚料产生独特的螺旋形金属流线,提高锻造供需的总体表面及性能水平。
铝车轮模具改进方案

铝车轮模具改进方案背景介绍铝车轮模具是铸造铝车轮的工具,是生产铝合金车轮的重要设备之一。
但是,传统的铝车轮模具存在很多问题,比如制作成本高、生产周期长、精度难以控制等。
因此,对铝车轮模具进行改进是非常必要的。
改进方案本文提出了三个方面的铝车轮模具改进方案。
1.材料改进对传统模具材料进行改进,以减少生产成本和加快生产周期。
传统的模具材料多为钢或者铸铁的,这些材料的制作和加工成本相对较高,而且需要经过多次加工才能得到完整的模具。
因此,我们可以选用更加先进的材料,比如碳化硅、氮化硅等,这些材料具有高韧性、高硬度、高耐磨性等特点,可以更好地适应铝轮生产的需求。
2.模具设计改进对模具的设计进行改进,以提高模具的精度与制造效率。
传统的模具设计存在很多不足,比如结构复杂、生产周期长、精度难以控制等。
因此,我们可以采用更加简化的模具设计,比如采用模具组合和一体化设计,这样可以大幅度降低生产周期和制作成本,并且更好地控制模具的精度。
3.模具制造工艺改进对模具制造工艺进行改进,以提高模具的制造精度和加工效率。
传统的模具制造方法多为手工加工,这种方法制造出来的模具精度难以保证并且加工效率低下。
因此,我们可以采用现代化的机器加工技术,如数控加工、激光打印等,这种技术可以更好地保证模具的精度和加工效率。
结论本文提出了针对传统铝车轮模具的改进方案,包括材料改进、模具设计改进以及模具制造工艺改进。
这些改进方案可以显著降低铝车轮模具的制作成本,缩短生产周期,并提高模具的制作精度和加工效率。
在现代工业的日益发展中,铝车轮模具的革新和改进是必不可少的工作。
MAN146前轮毂铸造生产工艺改进
关键 词 : 墨铸铁 ; 艺 出品率 ; 品率 ; 球 工 废 控制压 力 冒 口 中图分 类号 :G 5 文献标 识码 : ; T 2 ; 5 B 文章编 号 : 0 - 6 8 2 1 ) 4 O 2 — 1 6 9 5 ( 0 0 一 0 4 2 0 2 该 产 品是 公 司轮 毂类 铸 件 的 主要 产 品之 一 , 年 需 求 量 近 4万 件 ; 轮廓 尺寸 o 7mmx 1mm, 模 37 25 潮 砂 铸 造 , 件 重 量 为 2.k ; 用 X— WZ 20 铸 96g采 S 18B半
压实 造 型机 , 腔硬 度在 8± ; 液 由 6 中频炉 熔 型 5 5铁 t 化 ,材质 为 Q 4 0 1 ;化 学成 分 控 制 在 C36 T 5—0 :.%~
3 9 , i2.% ~ 8 , :≤ 0.% , ≤ 0. % , : .% S : 4 2.% Mn 5 P: 08 S ≤
收稿 日期 :0 2 0 — 0 2 1— 4 1
稿 件编 号 :2 4 0 9 10 — 3
3m lmm;直 浇道 :4 mmx6 m 0 mx 5 o0 15 m,横 浇 道 为 :
2 /8 x 2 62 mm 3 mm( 图 1 。 见 )
作者简介 : 益年 (9 4 ) , 李 16 一 , 工程师 , 男 主要从 事铸造生产管理工作
2S a d n n igG o pT c n lg ne , iy 7 0 5 S a d n hn ) .h n o gMe gL n ru e h oo yCe tr Ln i 6 2 , h n o gC i a 2
Abs r c : t a tCAS o Ts f CAE o wa e h sbe n u e n se lc si s d f c n lss t s f r a e s d i te a tng ee ta ay i.An l sso h i lto t a y i ft e smu ai n c lu a in r s lso a tn hrn a epoo iy s i k g e e t fc si g , a e n us d i ee mi a in o e a c l to e ut fc si g s i k g r st , hrn a e d fc so a tn s h sb e e n d tr n to ft h
载重汽车轮毂盖胀形整形复合模设计
位拼合焊接, 然后进行清渣打磨 。这种生产方式在
初期 基本 能满 足 生产 需要 , 但 存 在 明显 的缺 陷:
( 1 ) 工序 较 多, 材料 损耗 较高 , 效 率低及成 本
高, 不 能满足 大批 量生 产需 求 。
收 稿 日期 : 2 0 1 3 — 1 0 — 1 1 。 作 者简 介: 叶冠 文 ( 1 9 8 1 一 ) , 男( 汉族) , 广 东 云浮 人 , 肋理 工程 师 主 要从 事载 重汽车 底盘 及 冲压模 设 计工 作 。
( De p a r t me n t o f T e c h n o l o g y ,FU HE Au t o mo b i l e I n d u s t r i a l F i t t i n g s C o . ,L t d . ,F o s h a n ,
G u a n g d o n g 5 2 8 3 1 8 , C h i n a )
模具工业 2 0 1 4 年第4 0 卷第 3 期
整 形 复 合 模 设 计 载 重 汽 车 轮 毂 盖 胀 形
叶 冠文
ቤተ መጻሕፍቲ ባይዱ
( 佛 山市富合汽车工业配件有 限公 司 技术部,广东 佛山 5 2 8 3 1 8 )
摘要: 对轮毂盖胀 形与整形的复合工序进行工艺分析并确定模 具结构 , 模具经生产 实践证 明, 有效地解 决了以往压形处拼 焊组合的工艺不合理 问题, 大大提 高了生产效率 , 降低 了生产成本 , 成形的零件 更为 美观 实用, 对类似胀形整 形 复合 模设计具有一定 的参考作用。 关键词 : 轮 毂盖; 胀形; 整形; 复合模 中图分类号: T G 3 8 6 . 4 4 文献标识码 : B 文章编号: 1 0 0 1 — 2 1 6 8 ( 2 0 1 4 ) 0 3 — 0 0 3 4 — 0 3
原创干货汽车模二次顶出结构类型详解
原创⼲货汽车模⼆次顶出结构类型详解
第⼀时间接收汽车及模具⾏业最前沿技术及最新动态
打造汽车零部件及模具⼈都爱看的⾏业公众号品牌
汽车零部件模具与注塑
专业实⽤前沿
⼆次顶出控制机构的⼏种⽅式
1.顶B板缩呵
模具在开模后顶针板连同B板⼀起顶出⼀段距离后,后模缩呵芯⼦不动,其余继续顶出。
此结构适⽤于后模缩呵,后模内⾏位,后模斜抽等结构使⽤
2.上顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后下顶针板限位,上顶针板继续顶出。
此结构适⽤于浅倒扣⼆次顶出强脱,整体顶出后再做⼆次顶出的深⾻位情况下使⽤
3.下顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后上顶针板限位,下顶针板继续顶出。
此结构适⽤于产品容易粘斜顶以及⽆法做侧抽芯结构的⼿动取件情况下使⽤
总结
⼆次顶出控制机构种类很多,具体的使⽤需根据模具⼤⼩,产品类型,模具结构类型,合理选⽤,不应拘泥于⼀种形式,应该按实际情况具体分析,选⽤最合理,最优化的结构设计模具。
粉丝福利
模具油缸使⽤技巧实战视频教程正式预售
应⼴⼤模具同⾏要求,特整理模具油缸使⽤技巧实战教程,视频本⽉底发⾏,发⾏前预售优惠100元,如需预定可联系:
谢⼯ QQ:644803033 微信:181****3590
邓⼯ QQ:295659393 微信:188****7913
周⼯ QQ:381319420 微信:137****2860。
一种可提高材料利用率使锻造铝合金车轮轻量化的模具
MANUFACTURING AND PROCESS | 制造与工艺一种可提高材料利用率使锻造铝合金车轮轻量化的模具刘林林1 刘玉山21.内蒙古华唐铝业有限公司 北京市 1011132.北京新兴企业集团 北京市 101113摘 要: 锻造铝车轮的金属晶体组织密度较强,以其良好的机械性能和质量轻便等优势广泛应用于各类车辆。
但同时,锻造铝车轮也存在一定的缺点,比如需要较高的成本消耗、制作流程较为复杂等。
本文正是从这一角度出发,以提高材料利用率为目的,对一款锻造铝合金车轮模具进行介绍,为我国铝车轮的制造提供一定借鉴。
关键词:铝车轮;铸造;锻造;车轮模具从当前市场上锻造铝车轮的应用来看,22.5×9.0锻造铝合金车轮的应用最为广泛。
这款产品最早出现在2012年,目前还在坚持生产的有浙江宏鑫公司和山西银光公司等。
该产品主要应用于大型车辆,比如重型卡车和大客车。
与钢圈相比,这种锻造铝合金车轮的外形更为美观,且重量轻,散热性能良好,在使用中占据很大优势。
但由于受到技术限制,生产过程中的锻造折叠工艺存在一定缺陷,多工序锻造和旋压定位准确性低,造成旋压轮辋和锻造轮辐部分的同心度差,且经过热处理后难以保持原型,进而导致该产品生产中消耗的成本极高,要损耗近50%的原材料。
也就是说,要想生产出25公斤的产品,就需要铸入约51公斤的铝棒料,材料利用率低[1]。
1 锻造铝车轮的生产工艺1.1 制坯在摆动碾压技术下,棒料加工为饼状坯料的过程即为制坯过程。
从原理上来说,制坯需要以带圆锥的上模为工具,对毛坯进行局部加工,在倾斜操作下让毛坯成型。
这种加工方式的效率较高,也能增加能量利用率,控制成本消耗。
通过这种方式,就算压力只有250吨,其能实现的普通压力机工作也能达到3000吨以上。
此外,在制坯工艺下,棒料内部的材料能够在毛坯表面均匀分布,所形成的金属流向呈现螺旋形,有助于提高锻造供需整体表面质量,保证其有良好的工作性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 中信 戴 卡 股 份 有 限公 司 ,河 北 秦 皇 岛 0 6 6 0 1 1 )
摘 要 : 针 对通 用锻 造 模 具 中心 顶 出 结 构 存 在 的 问题 , 增加 了多个辅助 顶料 器 , 加 强
对锻 造 毛 坯 的 顶 出力 , 并进 一 步持 续 改进 优 化 细微 结 构 , 最 终 将 无 法 完 成 的锻 造 毛 坯 顶 出 。 实践 表 明 , 通 过持 续 改进 顶 出 结 构 能 完成 先 前 无 法 完 成 的锻 造 工 作 , 且提 高 生
产效率 。 关键词 : 锻 造模 具 ; 轮 毂 ;顶 出结 构 ;多点辅 助 顶料 器
中 图分 类 号 : T G 3 1 6
文献标识码 : B
C o n t i n u o u s l y i mp r o v e d c o mp o u n d e j e c t i o n me c h a n i s m o f w h e e l f o r g i n g mo u l d
YANG J i n— l i n g,SU Ba o - mi n
A b s t r a c t : F o r p r o b l e ms i n g e n e r a l f o r g i n g mo u l d c e n t e r e j e c t i o n me c h a n i s m,mu l t i p l e a u x i l - i a r y e j e c t o r s we r e e mp l o y e d ,f o r g i n g b l a n k e j e c t i n g f o r c e wa s s t r e n g t h e n e d a n d i mp r o v e —
0
引 言
1 新 型锻 造模 具 顶 出结 构 设 计
图 1是 原 始 通 用 锻 造 模 具 顶 出 结 构 示 意
图。
新 顶 出结 构设 计 目的 是 提 供 能 将 锻 造 毛 坯
顺 利 顶 出 的结 构 。
在实际的铝 合金 轮毂 生 产 中 , 会 遇 到 轮 毂
锻 造 毛 坯 较 大较 重 , 而 且 需 要 顶 出力 过 大 , 而 下 模 顶 料 器 相 对 较 小 的情 况 ( 受 轮 毂 冒 口直 径 及
3 4
Di e a nd Mo ul d Te c hno l o gy No. 1 20 1 4
文章 编号 : 1 0பைடு நூலகம்0 1 — 4 9 3 4 ( 2 0 1 4 ) 0 1 - 0 0 3 4 — 0 3
持 续 改进 型 车轮 锻 造模 具 复合 顶 出结 构
第 一 次新 顶 出 结 构 方 案 如 图 2所 示 , 设 置
新 型 中心 下 模 顶 料 器 和 辅 助 下 模 预 料 器 , 新 型 中心 下 模 顶 料 器 与 辅 助 下 模 顶 料 器 之 间 以顶 杆 上板 、 顶杆下板、 中 心 卡 板 和 辅 助 卡 板 进 行 连 接, 顶 杆 上板 与 顶 杆 下 板 之 间 通 过 螺栓 连 接 。
c om pl e t e d now a nd t hus t he pr od uc t i on ef f i c i e nc y wi l l be i mpr o ve d.
Ke y w o r d s : f o r g i n g mo u l d ; wh e e l h u b ;e j e c t i o n me c h a n i s m;mu l t i — p o i n t a u x i l i a r y e j e c t o r
正面造型 限制 , 无法 增 大下模 顶 料器 ) , 此 时 下
模 顶 料 器 对 毛 坯 的顶 出力 不 足 , 无 法 将 毛 坯 顺 利顶 出, 从 而 给轮 毂 的正 常 生 产 带 来 了 困难 。
新 顶 出结 构 下 模 顶 料 器 采 用 中 心 下 模 顶 料
收 稿 日期 : 2 0 1 3 — 0 8 — 2 7 作者 简介 : 杨 金岭 ( 1 9 6 5 一) , 男, 工 程师 。
me nt a nd opt i mi z a t i on of m i c r os c opi c s t r u c t ur e wa s done c ont i nuo us l y. Fi nal l y, f o r g i ng
b l a n k e j e c t i o n,wh i c h h a d b e e n u n a c h i e v a b l e b e f o r e ,wa s r e a l i z e d .T h e r e s u l t s h o ws t h a t wi t h c o n t i n u o u s e j e c t i o n me c h a n i s m i mp r o v e me n t , f o r g i n g wo r k u n a c h i e v a b l e b e f o r e c a n b e