FSC系统在30万吨/年润滑油加氢装置的应用
危险化学品"两重点一重大"的自动化控制和紧急停车系统_一、概_报警器

危险化学品"两重点一重大"的自动化控制和紧急停车系统_一、概_报警器----------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------危险化学品:两重点一重大:的自动化控制和紧急停车系统_一、概_报警器危险化学品”两重点一重大”的自动化控制和紧急停车系统一、概述:众所周知,化工生产、储存过程中的介质,多为危险化学品,有着易燃、易爆、毒性、腐蚀性的特点;并且多在高温、高压条件下操作.特别是大型化工装置,如:炼油厂、化肥厂等对自动化控制和安全联锁要求很高,一旦忽视此,即容易造成事故.例如:美国德克萨斯炼油厂”3.23”事故即为此例!1.美国德克萨斯炼油厂火灾爆炸事故概述:2005年3月23日中午1时20分左右,英国石油公司美国德克萨斯炼油厂的碳氢化合物车间发生了火灾和一系列爆炸事故.15名工人被当场炸死,170多人受伤.许多装置被毁,爆炸波及周围8平方公里的范围,造成重大损失.爆炸的发生是由于操作人员向分馏塔中过量进料并过度加热分馏塔造成的,当爆炸发生时,分馏塔内的液位几乎超过正常值的20倍,分馏塔上的两套液位指示报警均失效!同时装置开车时水蒸汽或N2使塔内压力--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------突然升高,使大量液态烃进入临近放空塔,从塔顶泄出,遇到发动着的汽车发生燃烧和爆炸!2.近年来国家安全生产监管总局多次发布相关文件对危险化学品”两重点一重大”自动化控制和紧急停车系统提出了严格要求,详细叙述如下:二、法规和标准要求1.安监总管三[2012]87号文《关于开展提升危险化学品领域本质安全水平专项行动的通知》在其工作目标中提到:”全面完成涉及重点监管危险化工工艺的化工装置、涉及重点监管危险化学品的生产储存装置和重大危险源的自动化控制系统改进,本质安全水平得到明显提升;对未经过正规设计的在役化工装置进行安全设计诊断,全面消除安全设计隐患……”.在其重点任务中要求加快涉及”两重点一重大”企业的自动化控制系统改进工作.2.”第一个重点”是:重点监管的危险化工工艺.2009年安监总管三[2009]116号文《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》中列出了15种重点监管的危险化工工艺装置要在2012年底前全面完成自动化控制系统改造.这15种重点监管的危险化工工艺为:光气及光气化工艺;电解工艺;氯化项目;硝化工艺;合成氨工艺;裂解工艺;氟化工--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------艺;加氢工艺;重氮工艺;氧化工艺;过氧化工艺;胺基化工艺;磺化工艺;聚合工艺;烷基化工艺.116号文中详细地说明了这15种的典型工艺、重点监控的工艺参数、安全控制的基本要求和宜采用的控制方式.对此,黑龙江省安监局、发改委、工信委、住建厅四单位联合发出了《关于印发黑龙江省提升危险化学品领域本质安全水平专项行动实施方案的通知》.截止目前,我省59个在役重点监管危险化工工艺装置已全部完成了自动化改造工作.今年安监总管三[2013]3号文《国家安全监管总局关于公布第二批重点监管危险化工工艺目录和调整首批重点监管危险化工工艺中部分典型工艺的通知》中又补充了3个危险化工工艺:新型煤化工工艺;电石生产工艺;偶氮化工艺.调整了8个重点监管的危险化工工艺.3号文中详细地说明了这些典型工艺、重点监控的工艺参数、安全控制的基本要求和宜采用的控制方式.文中要求涉及第二批重点监管危险化工工艺的化工企业在2014年底前完成自动化改造工作.到目前需要重点监管的危险化工工艺已达18个.3.”第二个重点”是:重点监管的危险化学品名录.2011年,安监总管三[2011]95号文《国家安全监管总局关于公布首批重点监管的危险化学品名录的通知》--------------------------------------------最新精选范文分享--------------谢谢观看-------------------------------------- ----------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------中列出了氯、氨等60个重点监管的危险化学品名录,同时要求相关企业装备功能完善的自动化控制系统.同年安监总管三[2011]142号文中给出了首批重点监管的危险化学品安全措施和应急处理原则..列出了氯酸钠、氯酸钾等14个重点监管的危险化学品名录,同时给出了安全措施和应急处置原则.文件还要求相关企业积极开展涉及重点监管危险化学品的生产、储存设施自动化监控系统改造提升工作,高度危险和大型装置要依法装备安全仪表系统并确保2014年底前完成.4.”一重大”是:危险化学品重大危险源.2009年发表了《危险化学品重大危险源辨识》GB18218-2009.标准的全部技术内容为强制性的.2011年国家安监总局第40号令做出了《危险化学品重大危险源监督管理暂行规定》,此规定第三章第十三条要求:重大危险源配备温度、压力、液位、流量、组分等信息的不间断采集和检测系统以及可燃气体和有毒有害气体泄漏检测报警装置,并具备信息远传、连续记录、事故预警、信息存储等功能;一级或二级重大危险源,具备紧急停车功能.记录的电子数据的保存时间不少于30天.--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------重大危险源的化工生产装置装备满足安全生产要求的自动化控制系统;一级或二级重大危险源,装备紧急停车系统.对重大危险源中的毒性气体、剧毒液体和易燃气体等重点设施,设置紧急切断装置;毒性气体的设施,设置泄漏紧急处理装置.涉及毒性气体、液化气体、剧毒液体的一级或二级重大危险源,配备独立的安全仪表系统.重大危险源中储存剧毒物质的场所或者设施,设置视频监控系统.以上措施可以有效地保证重大危险源的安全.化工生产、储存装置中的自动化控制与紧急停车系统.下面就以上相关文件中对于”两重点一重大”提出的自动化控制和紧急停车系统做个介绍:概述:1.自动化控制定义:利用自动化仪表对工艺过程中的参数,如:温度、压力、物位、流量、成分等进行监测和控制.2.自动化是保证生产装置生产安全操作、平稳运行、提高效率的基本条件和重要保证.工业自动化仪表技术包括生产工艺过程中各种工况的检测、转换、显示--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------和控制.3.自动化仪表的分类:自动化仪表可简单地分为检测仪表、显示仪表、控制仪表、执行器四大类.如图所示:检测仪表流量压力物位温度成分分析显示仪表控制仪表指示仪记录仪累计器信号报警器屏幕显示器基地式调节器气动单元组合仪表电动单元组合仪表集散型控制系统DCS可编程控制器PLC可编程调节器工业控制机IPC组装式仪表计算机控制系统--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------安全控制系统FSC执行器气动调节阀电动调节阀4.自动化仪表的主要品质要求:精确度:测量值与实际值的误差大小.灵敏度:表示仪表对被测介质的参数变化的灵敏程度.变差等.5.工业控制仪表的发展:工业自动化仪表已从模拟仪表技术真正步入数字化和智能化技术领域.模拟仪表:包括基地式仪表,单元组合仪表和组装式仪表.基地式仪表:此仪表是把测量、显示、调节所有功能组装在一块仪表内.是工业自动化仪表早期发展的产物,现在已经很少使用.单元组合仪表:国内生产的单元组合仪表主要为电动单元组合仪表DDZ-?型,DDZ-?型和气动单元组合仪表QDZ-?.数字式控制仪表:包括智能数字化仪表、集散型控制系统,可编程控制器及工业控制计算机等.智能数字化仪表:是利用微处理技术制成的一台数字--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------化仪表,可以对被测参数进行测量、显示及控制,多用于小型装置或辅助生产装置,如水处理装置、换热站等.集散型控制系统作为当代先进科技结晶的集散型控制系统,自1975年问世以来,经过30多年的改进、发展,已经成为一种相当成熟的控制仪表.DCS的重要特点是把过程控制、监视、信息管理有机地结合在一起,采用开放系统和标准的通讯协议,解决了不同厂家产品设备的互联问题.由于采用了功能强大的工作站和32为微处理器,增加了程控、批量控制的能力.新一代的DCS更注重于信息网络和管控一体化,技术特点体现在:a.单元结构功能齐全;b.完善的控制功能;c.丰富的窗口技术;d.速度>5~10Mbps的局域网通讯;e.采用通用化的UNIX或Windows操作系统,资源共享,信息集中管理,管控一体化;f.采用冗余、容错技术,故障自诊断技术,可靠性高;g.组合灵活,扩展方便.现代DCS的基本设计思想是信息集中、控制分散、--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------配置灵活、组态方便.可编程控制器可编程控制器是与DCS同期发展并取得广泛应用的数字式控制仪表.PLC早期开发的目的是为了取代继电器,实施程序控制.通过编程进行逻辑运算,大大地提高灵活性.PLC进行逻辑运算速度非常快,在逻辑控制上明显占有优势.随着微电子技术的发展,PLC自身也在不断提高技术性能,拓宽应用范围.多数PLC采用高性能处理器及实时多任务操作系统,在更快速地进行逻辑控制的同时也普遍增加回路控制功能,向DCS应用领域渗透.现代的PLC技术特点是:功能齐全;网络通讯功能增强;具有丰富的图形显示功能;编程标准化有利于PLC系统开放化.工业PC机:近年来,工业自动化领域另一项发展很快的数字控制仪表是工业PC机控制.IPC采用的是通用的微处理器,可以具有很强的运算功能和速度.通讯采用标准化总线,有丰富的图形显示及多媒体技术,采用通用性强的UNIX或Windows实时--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------多任务操作系统,可提供方便、友好的人机画面.IPC较之原来的PC机在可靠性、抗干扰能力、模板设计方面都有了很大改进.由于PC机价格低廉,所以IPC具有很好的性能价格比.IPC采用的是模块化结构,系统构成,拓展十分灵活.由于它具备的优点及性能,且可靠性在不断提高,在过程控制中会得到进一步的推广应用.6.工业过程安全控制仪表的发展随着生产装置大型化、生产操作复杂化,对生产过程安全控制的要求越来越高.安全控制的目的是:避免人员或生产设备的损伤;避免由于事故造成的环境污染;减少事故停车的损失.安全控制一般包括两方面内容:信号报警:这是警告操作人员,生产操作已偏离正常工况,应引起警觉;联锁/停车系统,这是当生产将要发生事故时而采取的紧急措施,避免事故的放生,保障操作人员和相关设备的安全.在早期的石油化工装置中,信号报警采用闪光报警器,联锁/停车系统则大多选用继电器或固态逻辑插卡.由于DCS、PLC的出现,信号报警和联锁、停车系统的实--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------施有了新的发展,微处理器为报警信息储存、快速处理提供了良好的手段.在考虑信号报警和联锁、停车系统设计时,应该遵循下列原则:系统的构成可选用有触点或无触点回路,但必须动作可靠.信号报警节点可利用仪表内部节点也可另外设置报警接点.重要的报警点和联锁、停车用的接点则应单独设置.联锁、停车系统动作前应设置预报警信号.为确保安全,重要的联锁故障检出器应设置两个或三个以上经逻辑”或门”发出信号,即2取1或3取2系统.设置联锁投用和解除开关.对于安全性要求较高的生产装置,常常要求设置单独的紧急停车系统.构成ESD 的安全仪表系统有继电器、固态逻辑电路、PLC系统.继电器型ESD可靠性高,不受大多数干扰影响,一次费用也较低,缺点是体积大,修改、扩展灵活性较差,在早期的ESD上使用较多.固态逻辑电路组件型ESD克服了继电器诸多缺点,但价格偏高,程序不易修改.PLC型ESD由于具有方便灵活的编程功能,以采用--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------冗余、容错技术和故障自诊断技术大大提高了可靠性,已经成为近期ESD主选系统.对于安全要求更高的生产装置,则应选择硬件、软件都可以冗余配置的专用故障安全控制系统,它能做到:故障发生后,系统有足够的时间进行自诊断,发出故障信息,引起警戒,可及时排除故障;,目前已上升为国标GB/T50770-2013,并在9月1日起实行.定义:安全仪表系统是用仪表实现安全功能的系统,系统包括传感器、逻辑运算器,最终执行元件及相关软件.安全仪表系统也称为紧急停车系统、安全停车系统、安全联锁系统或安全保护系统.安全仪表系统宜采用经权威机构认证的可编程控制系统.设计原则:包括可靠性原则、可用性原则、独立型原则、故障安全原则、冗余原则、诊断与在线维护原则和联锁与复位原则.下面着重讲3个主要原则: 可靠性原则:为了保证工艺装置的生产安全,安全仪表系统必须具备与工艺过程相适应的安全度等级SIL的可靠度.对此,IEC61508等标准有详细地技术规定.对于安全仪表系统,--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------可靠性有两个含义:一个是安全仪表系统本身的工作可靠性;另一个是安全仪表系统对工艺过程认知和联锁保护的可靠性,还应有对工艺过程测量、判断和联锁执行的高可靠性.评估安全度等级SIL的主要参数就是平均危险故障率范围,按其从高到低依次分为1~4级,在石化行业中一般涉及到的只有1、2、3级,因为SIL4级投资大,系统复杂,一般只用于核电行业.而安全度等级SIL是基于对工艺过程进行危险和可操作性研究来评估的.独立性原则:安全仪表系统应独立于基本过程控制系统,独立完成安全保护功能,它的传感器、逻辑表决器和最终执行元件应单独设置.如果工艺要求同时进行联锁和控制,安全仪表系统和BPCS应设置独立的传感器和取源点.安全仪表系统应能通过数据连接以只读方式与DCS通信,禁止DCS通过该通信连接向安全仪表系统写信息;还应配置独立的通信网络,包括独立的网络交换机、服务器、工程师站和顺序事件记录站等;另外应采用冗余电源,由独立的双路配电回路供电并避免安全仪表系统和BPCS的信号接线出现在同一接线箱、中间接线柜和控制柜内;同时阀门不应配备手轮.SIS与基本过程控制系统的区别:基本过程控制系统--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------与SIS是流程工业中广泛应用的两种类型的系统,在功能上有着明确的分工,其区别见下表所示:表:BPCS与SIS的区别内容BPCSSIS基本控制功能执行常规正常生产调节控制功能:PID和过程顺序控制监视生产过程的状态,判断危险条件,发生危险时将生产过程自动带入安全状态目的保证生产过程正常、平稳,以及产品的产量和质量防止风险的发生或者减轻风险造成的后果运行状态和作用方式主动的、动态的和连续的被动的、休眠的和瞬间的系统状态诊断控制系统自诊断,检测和控制回路在应用中发现故障系统及回路通信的自诊断和安全控制回路的定期测试故障安全性原则--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------当安全仪表系统的元件、设备、环节和能源发生故障或者失效时,系统设计应当使工艺过程能够趋向安全运行或者安全状态,即系统设计的故障安全性原则.能否实现”故障安全”取决于工艺过程及安全仪表系统的设计.例如:安全仪表系统的传感器、逻辑表决器和最终执行元件应为失电/非励磁联锁;用于报警/停车的接点在正常操作过程中应当处于闭合状态,在报警/停车时打开.四、下面介绍两个自动控制和紧急停车系统的实例:.通知中要求对石油库一级库及二级库如下要求:设置液位计等仪表控制系统;超高限液位自动联锁关闭措施;超低限液位自动联锁停泵措施;油品泄漏和火灾自动检测及报警系统;自动操作阀门要有手动操作功能.通过对若干石油库的安全检查发现:大多数油库油罐上设有液位计和高、低限报警装置.但均没有设立超高限液位自动联锁关闭措施和超低限自动联锁停泵措施.有些小油库甚至在油罐上没有设置液位计,还在用检尺法测量油罐液位,这些油罐必须安装液位计和高、低限报警装置.但由于此类油罐正在运行中,所以无法在罐体上动火开孔安装液位计.解决方法可在人孔盖板--------------------------------------------最新精选范文分享--------------谢谢观看------------------------------------------------------------------------最新精选范文公文分享-----欢迎观看-----------------------------------------------上开孔安装液位计,并以雷达液位计为宜.另外还有一些在役的涉及重点监管的危险化工工艺的小企业装置上仅有就地指示的压力表、温度计,不符合安全要求,必须按文件要求进行整改.王金林2013.4.5--------------------------------------------最新精选范文分享--------------谢谢观看--------------------------------------。
40万吨汽油加氢装置开工及运行总结

40万吨/年汽油加氢脱硫装置开工运行总结张超群崔昕宇重整加氢车间一、装置概况中国石油玉门油田公司炼油化工总厂40万吨/年汽油加氢装置,采用中国石油化工研究院研发的DSO技术,运用低压固定床工艺,以催化汽油为原料,对催化汽油进行预加氢、加氢精制和加氢改质,以改善汽油产品质量,满足全厂调和生产国Ⅳ汽油产品的需求,并为满足全厂调和生产国Ⅴ汽油产品打下基础。
根据玉门炼化总厂催化汽油的生产情况,本装置预加氢部分设计规模为40万吨/年,操作弹性为60%~110%,设计年开工时间8400h。
玉门炼化总厂40万吨/年汽油加氢装置由中国石油华东勘察设计院EPC项目总承包,于2013年9月28日装置建成中交,炼化总厂从9月29日开始组织装置投料试车。
二、开工情况1、非临氢系统主要开工过程:9月29日至10月4日进行分馏、稳定系统吹扫;10月5日至7日原料脱砷、分馏、稳定系统试压;10月8日至9日单机试运后水联运;10月10日至11日冷油联运;10月12日热油联运,带分馏塔底循环加热炉烘炉。
10月16日分馏系统冲压至操作压力0.7MPa、稳定系统冲压至操作压力0.9MPa,气密结束。
10月18日E-1205密封面整改完毕,稳定塔冲压做气密。
10月19日分馏塔底再沸炉烘炉完毕。
10月22日18:00装置广播对讲系统调试完毕。
10月23日至30日进行非临氢系统检查,并对发现问题及时整改。
2、临氢系统主要开工过程:9月28日至10月2日临氢系统爆破吹扫;10月3日至5日临氢氮气置换,系统1.0MPa氮气气密、试压、整改漏点,并进行新氢压缩机、循环氢压缩机试运;10月6日至9日临氢系统2.2MPa 氮气气密、试压、整改漏点;10月9日至13日加氢脱硫产物加热炉烘炉、反应系统升温干燥;10月13日至15日,各反应器催化剂的装填完毕;10月16日脱砷剂装填完毕。
10月17日20:00启动循环氢压缩机,预加氢催化剂、加氢脱硫催化剂开始干燥;10月20日19:50,预加氢催化剂和加氢脱硫催化剂干燥结束;10月21日8:20,开始干燥后处理催化剂;10月22日22:30,后处理催化剂干燥结束;10月23日8:30,开始脱砷剂干燥;10月24日15:30 脱砷剂干燥结束;10月25日至28日,装置所有工艺联锁逻辑回路调试完毕。
FSC在加氢重整装置中的应用
林 云 志
( 门石 化 总 厂 新 修 公 司 仪 表 车 间 , 北 荆 门 荆 湖 480) 4 0 0
摘要 : 在简要介绍 F C以及 1I S FX监控 软件功能 的基础上 , 着重从数据通讯 的角度详 细介绍 了 F C在加氢重 整装嚣中的 S .
应用。
ห้องสมุดไป่ตู้
关键词 : 故障安全控制系统 ; P ; I 通讯 T S I X; F
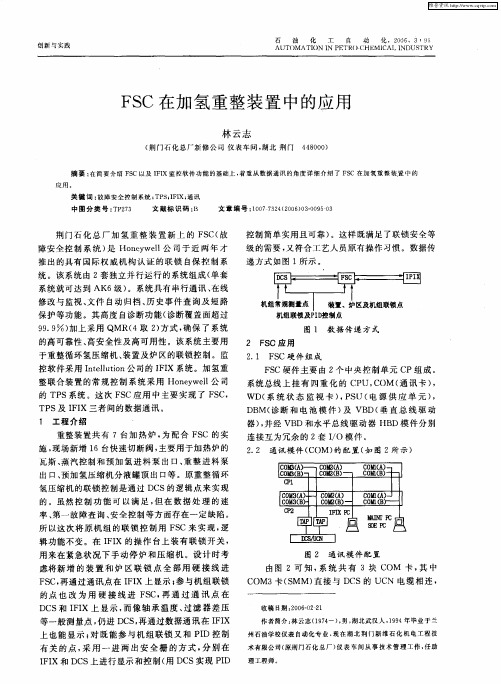
氢 压缩 机 的联 锁 控制 是通过 DC S的逻 辑 点来 实 现
的 。虽 然控 制 功 能 可 以满 足 , 在 数 据 处 理 的 速 但 率、 第一 故 障查询 、 全控 制等方 面存 在一定 缺 陷 。 安
C 1
CM () O 3A . C () O A
I
c 皿 ()J 0 A -
CM () O 3B _
口l 2
Cl B 一 O ()
I I c FX P
C m (' O B一
所 以这 次 将 原 机 组 的联 锁 控 制 用 F C来 实 现 , S 逻
辑 功能 不变 。在 I I 的操 作 台 上 装有 联 锁 开 关 , FX
而 ] [
l L
22 通讯模 件 ( . COM ) 配 置 ( 图 2所 示 ) 的 如
C^ A OB() C 墟I ) O ( 一 B C 比 () O A Cl B 一 O () C m( ) 1 0 A - C m ()1 O B -一
T S及 I I P F X三 者 间的数 据通 讯 。
维普资讯
创 新 与 实 践
化工装置中紧急停车系统的应用
Chemical Engineering Design Communications
化 工 设 计 通 讯
1.1 安全系统层次
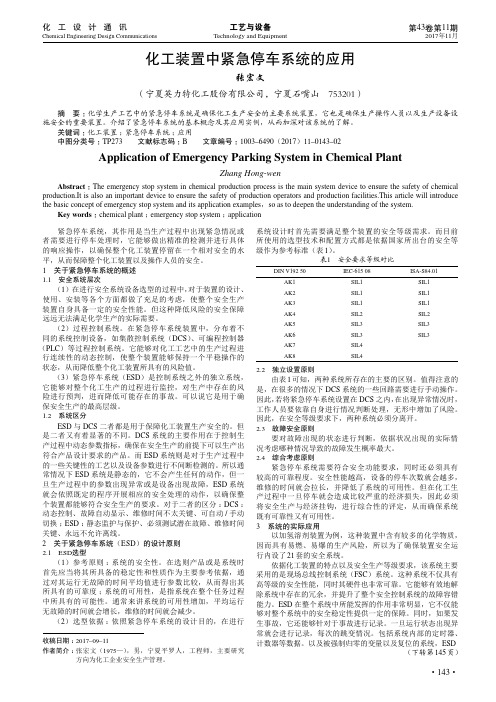
系统设计时首先需要满足整个装置的安全等级需求。而目前 所使用的选型技术和配置方式都是依据国家所出台的安全等 级作为参考标准(表 1) 。
表1 安全要求等级SIL3 SIL3 SIL4 SIL4 ISA-S84.01 SIL1 SIL1 SIL1 SIL2 SIL3 SIL3 DIN V192 50 AK1 AK2 AK3 AK4 AK5 AK6 AK7 AK8
收稿日期 : 2017–09–11 作者简介 : 张宏文(1975—) ,男,宁夏平罗人,工程师,主要研究 方向为化工企业安全生产管理。
紧急停车系统需要符合安全功能要求,同时还必须具有 较高的可靠程度。安全性能越高,设备的停车次数就会越多, 维修的时间就会拉长,并降低了系统的可用性。但在化工生 产过程中一旦停车就会造成比较严重的经济损失,因此必须 将安全生产与经济挂钩,进行综合性的评定,从而确保系统 既有可靠性又有可用性。 3 系统的实际应用 以加氢溶剂装置为例,这种装置中含有较多的化学物质, 因而具有易燃、易爆的生产风险,所以为了确保装置安全运 行内设了 21 套的安全系统。 依据化工装置的特点以及安全生产等级要求,该系统主要 采用的是现场总线控制系统(FSC)系统。这种系统不仅具有 高等级的安全性能,同时其硬件也非常可靠。它能够有效地解 除系统中存在的冗余,并提升了整个安全控制系统的故障容错 能力。ESD 在整个系统中所能发挥的作用非常明显,它不仅能 够对整个系统中的安全稳定性提供一定的保障。同时,如果发 生事故,它还能够针对于事故进行记录。一旦运行状态出现异 常就会进行记录,每次的跳变情况。包括系统内部的定时器、 计数器等数据。以及被强制归零的变量以及复位的系统,ESD (下转第 145 页)
晃电事故应急预案
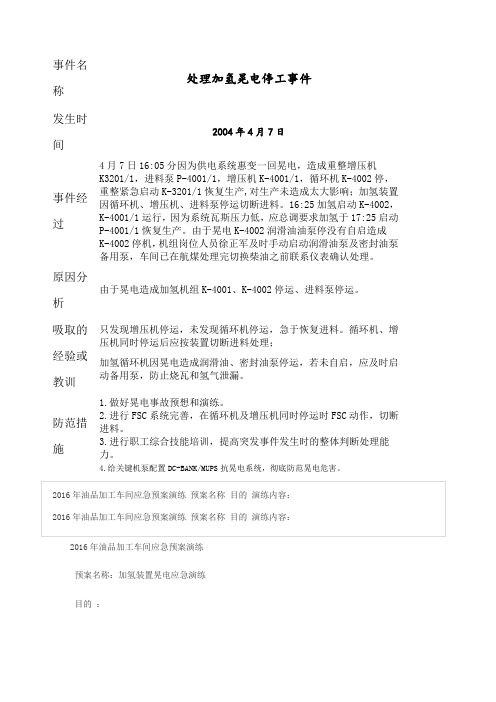
事件名称处理加氢晃电停工事件发生时间2004年4月7日事件经过4月7日16:05分因为供电系统惠变一回晃电,造成重整增压机K3201/1,进料泵P-4001/1,增压机K-4001/1,循环机K-4002停,重整紧急启动K-3201/1恢复生产,对生产未造成太大影响;加氢装置因循环机、增压机、进料泵停运切断进料。
16:25加氢启动K-4002,K-4001/1运行,因为系统瓦斯压力低,应总调要求加氢于17:25启动P-4001/1恢复生产。
由于晃电K-4002润滑油油泵停没有自启造成K-4002停机,机组岗位人员徐正军及时手动启动润滑油泵及密封油泵备用泵,车间已在航煤处理完切换柴油之前联系仪表确认处理。
原因分析由于晃电造成加氢机组K-4001、K-4002停运、进料泵停运。
吸取的经验或教训只发现增压机停运,未发现循环机停运,急于恢复进料。
循环机、增压机同时停运后应按装置切断进料处理;加氢循环机因晃电造成润滑油、密封油泵停运,若未自启,应及时启动备用泵,防止烧瓦和氢气泄漏。
防范措施1.做好晃电事故预想和演练。
2.进行FSC系统完善,在循环机及增压机同时停运时FSC动作,切断进料。
3.进行职工综合技能培训,提高突发事件发生时的整体判断处理能力。
4.给关键机泵配置DC-BANK/MUPS抗晃电系统,彻底防范晃电危害。
2016年油品加工车间应急预案演练预案名称:加氢装置晃电应急演练目的:根据自动机突然晃电、停电过程进行演习。
自动机突然晃电、停电的演练为防止突然晃电、停电出现安全事故,特进行预案演练。
一、形成条件:外线停电、晃电或内部电器设施故障二、演练目的:1、晃电、停电出现会正确熟练安全处理。
2、晃电、停电出现发生后,操作人员要冷静处理,不要脱离现场,造成安全事故。
3、操作人员要熟悉晃电、停电处理方法。
4、操作及相关人员,一定要掌握安全、防护知识,了解煤气成分中有害气体的危害,注意自身防护,在安全的状态下,正确的处理。
催化重整装置操作工催化重整装置(高级工)试卷(练习题库)

催化重整装置操作工催化重整装置(高级工)试卷(练习题库)1、在双金属重整催化剂的运用中,水氯平衡是至关重要的,因为水在催化剂中主要起到()作用。
2、以下各反应中()是放热反应。
3、碳数相同的烃类比热的关系为()。
4、产品质量好坏最终要以()来衡量。
5、同碳数的烃类的折光率比较为()。
6、同碳数的油品的蒸发潜热比较为()。
7、同碳数相同的烃类的热值大小比较为()。
8、下列组分辛烷值由高到低的顺序是()。
9、液体的沸点与气压的关系很大,气压增大沸点()。
10、蒸馏和吸收都属于传质过程,蒸馏是利用不同组分(沸点)的差异,而吸收是利用不同组分在同一溶剂中(溶解度11、在精馏操作中,回流比的大小对精馏塔操作有很大影响,当回流比()时,分离要求固定时所需的理论塔板数减少12、热水器管道堵漏,在同一管程内,堵管数一般不超过其部数的(),在工艺指标允许范围内,可以适当增大堵管数13、可以作为减少催化剂结焦的方法为()。
14、同碳数的烃类辛烷值有大小关系为()。
15、下列哪一些可以通过皮肤对人体造成毒害。
()16、贫溶剂控制阀供风正常,阀杆会动,但流量突然到零,开付线后流量能上来,是什么原因?()17、当大气中硫化氢浓度达()毫克/立方米时,人即可察觉到。
18、进入塔、管、容器内作业,方法,16Mn中的“16”的含义是()。
219、按合金钢的分类编号方法,1Cr18Ni9Ti中的“1”的含义是()。
220、按合金钢的分类编号方法,1Cr18Ni9Ti中的“18”的含义是()。
221、干气密封系统中进入低压端前置密封腔的气体是(),主要是防止机内介质污染密封端面。
222、干气密封系统中的隔离气采用的是()。
223、干气密封系统中主密封气的作用是依靠在环面上的螺旋槽的泵送作用,打开密封端面并起()作用。
224、下列物质中,不会对加热炉管造成腐蚀的是()。
225、加热炉管外壁的腐蚀主要需考虑高温的钒腐蚀和低温的()。
226、关于加热炉管材选择原则,下列叙述正确的是()。
工作报告之中润煤化工实习报告
中润煤化工实习报告【篇一:实习报告】预览:北京化工大学一、概述........................................................................................................ . (3)1.1公司概况........................................................................................................ .. (3)1.2产品概况........................................................................................................ . (3)1.3安全与环保........................................................................................................ (3)二、配煤与炼焦........................................................................................................ .. (4)2.1配煤车间........................................................................................................ . (4)2.2炼焦........................................................................................................ (4)2.3干熄焦系统........................................................................................................ (5)三、煤气净化工艺........................................................................................................ (6)3.1鼓冷工段........................................................................................................ . (6)3.2hpf脱硫工段........................................................................................................ .. (7)3.3硫铵工段........................................................................................................ (8)3.4终冷洗苯工段........................................................................................................ .. (9)四、甲醇工艺........................................................................................................ .. (9)4.1湿脱硫........................................................................................................ (10)4.2精脱硫........................................................................................................ . (11)4.3空分与转化工段........................................................................................................ (11)4.4合成工段........................................................................................................ .. (12)4.5精馏工段........................................................................................................ .. (13)五、粗苯精制........................................................................................................ (14)5.1预分馏与加氢工段........................................................................................................ . (15)5.2稳定系统........................................................................................................ .. (15)5.3萃取精馏........................................................................................................ .. (16)5.4产品精馏........................................................................................................ .. (16)六、主要设备........................................................................................................ . (17)6.1焦炉........................................................................................................ (17)6.2主要分离设备--精馏塔 (17)6.3泵........................................................................................................ .. (18)6.4压缩机........................................................................................................ (18)6.4换热器........................................................................................................ (18)七、感想与收获........................................................................................................ .......................18 2 北京化工大学一、概述1.1公司概况唐山中润煤化工有限公司是大型煤的综合利用工厂,公司位于河北唐山海港经济技术开发区,良好的区位优势。
阿特拉斯空压机说明书
2
2991 7092 20
使用说明书
3.10 3.11 3.12 3.13 3.14 3.15 3.16 3.17 3.18 3.19 3.20 3.21 3.22 3.23 3.24 3.25 3.26 3.27 3.28 3.29 3.30 3.31 3.32 3.33
查阅运行时间.......................................................................45 查阅电动机起动次数.................................................................46 查阅控制器运行时间.................................................................47 查阅加载时间.......................................................................47 查阅加载继电器.....................................................................47 查阅/复位保养定时器 ...............................................................48 在本地、远程或 LAN 控制之间进行选择................................................49 查阅/修改 CAN 地址控件.............................................................49 查阅/修改 IP、网关和子网掩码.......................................................51 查阅/修改压力带设置值..............................................................53 修改压力带选择.....................................................................54 查阅/修改保养定时器设置............................................................55 查阅/修改温度单位..................................................................55 查阅/修改压力单位..................................................................56 激活断电后自动重新起动功能.........................................................56 在星/三角起动或直接起动之间进行选择................................................56 查阅修改加载延迟时间...............................................................57 查阅修改最小停机时间...............................................................57 激活密码保护.......................................................................58 激活加载/卸载远程压力传感功能......................................................58 查阅/修改保护设置值................................................................59 测试屏幕...........................................................................60 WEB 服务器.........................................................................61 可设定的设置值.....................................................................70
2014山东省优秀学士学位论文评选结果
论文名称 浅谈普契尼歌剧《艺术家的生涯》中咏叹调《漫步街上》的艺 术特征和演唱风格 具有Fibonacci势和双周期势的石墨烯超晶格的电子传输和散粒 噪声的研究 吡啶类配体的合成及与过渡金属的配位反应研究 模拟体液组分对镁合金腐蚀的影响 铁路交通事故的分析与预测 北皂煤矿-350m水平延深设计及煤与油页岩共采技术研究 脱维勒克井田水害危险性评价 电力输电线路巡线机器人控制系统设计 太阳能加热户用沼气池系统设计与分析 摩擦提升机钢丝绳张力在线监测系统 几类文本情感分析方法的实验设计与对比分析 基于Android的移动图书管理系统 青岛开发区三味图书馆 热力耦合作用下软岩巷道变形破坏机理及控制技术研究 长距离线型空间构件的工业测量方案设计 SF集团航空网络的规划
专业名称 音乐学 应用物理学 应用化学 材料化学 统计学 采矿工程 地质工程 过程装备与控制 工程 热能与动力工程 自动化 计算机科学与 技术 计算机科学与 技术 土木工程 土木工程 测绘工程 交通运输
指导 教师1 陈喜红 张会云 王鹏 曾荣昌 闫春 臧传伟 魏久传
指导 教师2
刘伟
王吉岱 孙爱芹 孔祥强 黄梁松 赵华 任国强 丛术平 王刚 刘尚国 孙慧 曾庆田
专业名称 机械设计制造及 其自动化 机械设计制造及 其自动化 材料成型及控制 工程 工业设计 测控技术与仪器 热能与动力工程 电气工程及其 自动化 计算机科学与 技术 计算机科学与 技术 软件工程 集成电路设计与 集成系统 水利水电工程 环境工程 预防医学 药学
指导 教师1 霍志璞 翟鹏 牟玥 刘燕 隋青美 王湛 韩学山 蒋志方 许信顺 武蕾 王祖强 刘建华 高宝玉 张世秀 郭秀丽
指导 教师2
胡敏
— 17 —
序号 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73
SIS系统检修规程
SIS系统检修规程滨阳燃化2013年12月8日1 围本规程规定了滨阳燃化SIS系统检修运行维护的容,方法和技术管理应达到的标准。
本规程适用焦化富气压缩机SIS:TRCONEX系统,焦化、加氢装置SIS:Honeywell公司的FSC系统,重整装置SIS:HIMA公司的Hq51系统,主风机组和选择加氢装置SIS:SUPCON公司的ISC Trusted等SIS系统的检修和日常运行维护工作。
2 规性引用文件下列文件中的条款通过本规程的引用而成为本规程的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的容)或修订版均不适用于本规程,然而,鼓励根据本规程达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规程。
3.安全相关系统SIS(Safety Related System)安全仪表系统SIS定义为用于执行一个或多个安全仪表功能(Safety Instrumented System)的仪表系统。
SIS是由传感器(如各类开关、变送器等)、逻辑控制器、以及最终元件(如电磁阀、电动门等)的组合组成。
3.1 运行检查项目3.1.1 全面检查SIS控制系统硬件的状况,将异常情况做好记录,并列入下次检修项目。
3.1.1.1 检查控制机柜各模件工作状态,各通道的强制(或退出扫描状况)和损坏情况,各操作员站,控制站,通信网络的运行状况等,确保主设备和冗余设备状态正常;3.1.1.2 检查不间断电源(UPS)供电电压,各机柜供电电压。
各类直流电源电压及各电源模件的运行状态,确保主电源和冗余电源状态正常;3.1.1.3 检查各散热风扇的运转状况;3.1.1.4 检查工程师室的温度及湿度;3.1.1.5 检查计算机设备和系统日常维护消缺记录,汇总需停机消缺项目;3.1.2 全面检查SIS控制系统软件的状况,将异常情况做好记录,并列入下次检修项目。
3.1.2.1 做好SIS控制系统软件和数据的完全备份工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FSC系统在30万吨/年润滑油加氢装置的应用[摘要]FSC系统作为安全仪表系统的重要组成部分,为润滑油加氢装置在事故状态下的安全运行提供了保障。
本文着重介绍了Honeywell FSC系统的结构特点以及在润滑油加氢装置的应用情况,并结合实际总结了运行维护的体会。
[关键词]SIS FSC冗余联锁维护30万吨/年润滑油加氢装置是炼油厂生产过程中的重要环节,主要由加氢裂化、异构脱蜡和常减压蒸馏三部分组成。
由于采用加氢裂化和异构脱蜡两套加氢工艺,装置配备了若干高压机泵,如:循环氢压缩机、新氢压缩机、加氢裂化反应进料泵、异构脱蜡反应进料泵、循环氢贫胺液泵、注水泵等。
具有高温、高压、易燃、易爆、工艺复杂、生产连续性强等特点,为确保装置安全稳定运行,需要采用sIs系统(安全仪表系统)。
SIS(Safety Iinstrument System),也称紧急停车系统(Emergency Shutdown System),是符合IEC61511(国际电工学会制定的标准)定义的安全控制系统。
无论是设备故障,还是人为因素等引发的危险,SIS 都能按照预先设定的程序作出正确反应,使生产装置联锁或停车,阻止危险的发生及扩散,使危险减到最小。
基于以上目的,润滑油加氢装置采用了FSC系统。
1系统介绍FSC是Honeywell公司开发的安全控制系统,全称是Fail Safe Control(故障安全管理系统)。
其特点是:(1)采用冗余、容错技术。
用于控制的I/O模件及中央处理器均采用冗余配置,冗余原则为网络通讯部件1:1冗余,处理器1:1冗余,电源和相关部件1:1冗余,控制用的I/O卡件1:1冗余,检测用的I/O卡件为非冗余配置。
(2)高度自诊断功能。
将硬件和软件相结合,在过程安全时间间隔内进行逻辑回路故障诊断和系统自诊断。
可以检测出99%以上内部元器件的潜在危险故障。
(3)短路保护功能。
FSC系统的输入、输出电路都有短路保护功能,任何外部的短路都可被诊断检查出来而加以保护2硬件结构FSC系统硬件主要由Central Part(简称CP,中央控制器)卡件和I/O卡件两部分组成。
cP包括CPU、COM(通讯卡)、WD(系统状态监视卡)、DBM(诊断和电池卡)、VBD(竖向总线驱动卡)。
CP卡件和I/O卡件之间的通讯构成为:VBD 连接VBUS(竖向总线),VBUS连接HBD(水平总线驱动卡),HBD连接HBUS (水平总线),HBUS再连接I/O卡件。
cP通过输入卡从现场读入数据,按照FLD(逻辑图)中组态的控制程序执行。
控制程序将执行结果传输到输出端口。
在具有冗余CP的FSC配置中,CP 将操作结果通过一个专门的通讯线路与冗余的CP同步。
CPU负责对FSc系统硬件进行连续的测试,以确保对现场的安全控制。
Fsc系统的硬件结构一般有四种形式,如下:(1)FSC 100lD,s+s:单CP+单I/O卡结构(2)FSC 2004D/1002D,R+s:冗余CP+单I/O卡结构(3)FSC 2004D/1002D,R+r:冗余CP+冗余I/O卡结构(4)FSC 2004D/l002D,R+r+s:冗余CP+冗余控制I/O卡和非冗余检测I/O 卡结构润滑油加氢装置FSc系统采用的是FSC2004D,R+r+s配置。
2004D四重化冗余容错系统由两套独立并行运行的控制系统组成,通讯模块负责其同步运行,当系统自诊断发现一个模块发生故障时,CPU将强制其失效,确保其输出的正确性。
同时,安全输出模块中SMOD功能(Secondary Means OfDeenergization)确保在两套系统同时故障或电源故障时,系统输出一个故障安全信号。
一个输出电路实际上是通过四个输出电路及自诊断功能实现的。
这样确保了系统较高的可靠性、安全性及可用性。
3系统组成、网络结构2004年润滑油加氢装置开工投用,当时的FSC系统由两套系统柜组成,分别为FSC1和FSC2。
其中FSCl柜主要负责装置部分的联锁,如加热炉、冷/热高分、HCR和IDW紧急泄压等;FSC2柜主要负责装置高压泵的联锁和自启动,如反应进料泵、注水泵等。
系统配置一台工程师/SOE站和一台操作站。
工程师站负责系统诊断、程序组态/下装、sOE查询和系统维护等功能,安装软件FSCNavigator R602和FSC SOE R140,通过RS485接口与控制器通讯。
操作站供操作工实时监控用,安装软件为IFIX 3.0,同样通过RS485接口与控制器通讯。
2011年为配合装置中控室搬迁项目,在中控室增加一套远程系统柜FSC3,通过光纤与现场的FSC1和FSC2系统柜连接。
其主要功能是负责辅操台按钮的逻辑控制。
原现场的操作站移至中控室,监控软件升级为IFX4.5。
另在中控室增设一台工程师站,负责程序组态、下装和系统诊断。
sOE记录仍需在现场工程师站查询。
系统软件升级至FSC Navigator R702。
此外,FSC与装置的DCs系统之间通过Modbus协议进行通讯。
在这种模式下,FSC系统被定义为“从站”(Slave)。
FSc与DCS的通讯周期不大于2秒。
4应用实例(1)2008年,装置新增一台干气压缩机K401。
由于原设计中加氢裂化和异构脱蜡分馏塔塔顶干气是放至装置地面焚烧炉进行无烟燃烧,为了回收利用这一部分轻烃,设计增加一套干气回收设施。
干气经干气回收设施中的压缩机升压后,作为制氢原料送到制氢装置或干气管网。
根据设计方案,当润滑油箱温度、润滑油压力和密封油压力均满足条件时,系统发出压缩机允许启动信号。
当润滑油压力(三取二)、密封油压力(三取二)、排气压力(三取二)、排气温度或画面停车软按钮中任一条件达到联锁设定值时,压缩机停车。
为便于日常保养维护,每个联锁条件均在画面上设置了旁路切换开关。
如图1所示:(2)2010年,装置新增一套循环氢脱硫设施。
此项目的目的在于降低加氢裂化循环氢中的硫化氢浓度,利用有机脱硫剂MDEA脱除加氢裂化循环氢中的硫化氢。
根据设计方案,循环氢从循环氢脱硫塔c104下部进入,来自装置外的贫胺液(MDEA溶液)经贫胺液泵P113升压后从脱硫塔上部进入,在循环氢脱硫塔中逆向接触并脱硫后的循环氢经循环氢入口缓冲罐再送至循环氢压缩机。
其主要联锁逻辑有循环氢脱硫塔C104液位低低(三取二)联锁,贫胺液泵P113出口流量低低联锁和贫胺液泵P113启停泵联锁。
以贫胺液泵P113出口流量低低联锁为例:当出口流量低低(二取二)、循环氢压缩机主备机均停机或装置紧急放空阀打开中任一联锁条件满足时,系统将发出联锁信号关闭贫胺液切断阀,中止原料供应,同时送出信号参与停贫胺液泵P113的联锁逻辑。
同样,为了便于日常保养维护,在画面上设置了联锁条件旁路切换开关。
如图2所示:5运行情况润滑油加氢装置FSc系统自2004年投用至今,以其较高的可靠性、稳定性和极低的系统故障率给人以深刻的印象。
在历次联锁过程中,系统均能满足控制要求,按照设定的联锁逻辑及时、准确的动作,保证装置安全稳定的运行。
发生联锁时,sOE软件可以较为精确的记录下被触发的各类联锁条件和联锁执行结果,sOE数据能够帮助相关部门迅速查找、判研事故的原因,采取必要措施,避免同类事故再次发生。
系统运行至今,硬件故障屈指可数。
除去计算机的硬件老化之外,系统故障只发生过一起:2012年11月25日润滑油加氢中控室FSC3系统柜,因鼠患导致CP2的10024/H/I通讯卡和其正下方位置的10201/2/1 DO卡损坏,CP2和CPl先后停止运行,影响了中控室FSc辅操台的正常操作。
这次故障也暴露出逻辑程序中的部分缺陷,需待装置停工检修时整改。
软件方面,2011年操作室搬迁后,曾发生中控室的FSc操作站在某一时刻会刷新出大量过程报警信息,但实际联锁并未动作的现象。
事后对系统进行检查和诊断,未发现异常,sOE也没有相应的联锁记录,同时辅操台的蜂鸣器也未发出报警声,因此判断FSc系统本身并未发出报警信息。
而在对FSc操作站重启时,当监控软件IFIX的数据库管理器正常启动后也常会发现同样问题。
咨询Honeywell,怀疑是IFIX和FSC系统之间的远程通讯出错导致虚假报警。
6维护体会(1)日常运行中应将SOE软件打开。
sOE记录应定期导出。
否则事件记录过多会冲掉较早的事件,不利于事故查询。
(2)对于DI信号,FTA端子板上8个通道共用一个保险丝。
如果保险丝坏,将影响8个DI信号的供电。
(3)当卡件出现故障需要更换时,应注意有些卡件支持热插拔,有些严禁热插拔。
①严禁热插拔的卡件有:CPU、PSU、COM、DBM、SMM、WD、VBD。
它们都是CP组件,在插拔之前,必须先将cPShutdown,并断电。
HBD也在CP 中,支持热插拔,但之前必须先Shutdown CP。
②所有的I/O卡件都可以热插拔。
但是插拔非冗余的I/O卡件会影响现场操作。
因此在拔卡件之前,应先在软件中将相应的I/O点强制为正常状态。
如条件允许,最好都先断电再插拔,以防意外故障发生。
(4)在FSC系统正常运行期间尽量不要将双钥匙开关卡(DSM)上的强制钥匙打在强制档位。
如做过强制操作,应记得及时解除强制。
如因生产需要而保留某几个强制信号时,应在机柜醒目位置做好标识,以防非本岗位的人员(如巡检)误操作将强制钥匙打回非强制档,这样会解除强制信号,可能引发装置联锁停车。
(5)日常巡检应注意观察DBM卡屏幕。
如发现屏显信息在闪烁,表明系统存在故障。
上下拨动DBM卡上的拨杆,可以查看故障信息。
如要查看详细的信息,可在工程师站上运行在线诊断功能,系统将显示故障信息及错误代码,查阅FSc系统资料,可以得到诊断信息的详细解释。
应特别注意CP卡件故障和DO卡件故障,这两者如不及时处理都将导致CP停止运行。
(6)日常巡检过程中,还需注意系统自带24VDC电源的运行情况。
由于新增加的FSC3系统柜采用Honeywell公司FC-PSU-UNl2450直流电源,在相对恶劣的环境条件下存在可靠性降低的风险,可能的风险故障率约在全球产品的1.2%以下。
根据Honeywell公司的建议:由于每个直流电源均带故障报警开关,系统机柜在出厂前已将此信号连接到系统自带的系统DI卡件上。
在操作工足够重视的前提下,电源故障可以通过报修尽快得到处理。
加强日常巡检。
由于每个直流电源均带有状态指示灯,绿色为正常,红色为故障,因此巡检时需要打开机柜的旋转机架,观察状态指示灯颜色是否正常。
7结束语作为装置安全仪表系统的一部分,FSC的责任和重要性不言而喻。
润滑油加氢装置Fsc系统采用的2004D结构是一种新型的安全仪表系统体系结构,它考虑安全性的同时也保证了可用性,它使用两路l002D设备,每路1002D设备安全完整性均达到SIL3,每个设备都可以独立工作,并且是热备关系。