全电动注塑机差动式合模机构
常飞亚全电动注塑机-机械结构介绍

天锐系列全电动注塑机—机械结构及设备维护保养介绍一、机械结构特点润滑系统合模机构顶出装置注射机构防护门调模机构整移机构预塑装置天锐(VE)系列全电动注塑机结构特点•在结构方面采用模块化设计,一个合模部件可以配备四个注射部件,每个注射部件配A、B、C三个塑化组件•在润滑方面采用电动注塑机专用自动集中润滑系统,保证机器的使用寿命•整机无液压油驱动,因此也就没有因油温升高引起的一系列问题,从而也省去了冷却水的用量•在安全方面采用电气和机械双保险,同时防护装置为全封闭结构,使机器的安全性更好螺杆料筒C型VE 系列传动专业配备--寿命设计值得信赖电动注塑机丝杠专家电动注塑机轴承专家他们在日本电动注塑机领域占有75%以上的市场占有率级滚珠丝杠重复精度误差可小于0.01%•0.01mm••开模定位重复精度和模具保护精密度可达0.01mm精密度为传统油压注塑机10倍以上伺服电机同步带滚珠丝杠注射机构注射组件整移组件塑化组件预塑组件注射机构特点•3、注射座直线导轨平行导向,保证座台移动更顺畅。
•4、喷嘴接触力可根据模具的需求进行调整。
•5、注射位置分辨精确到0.01mm,注射速度分辨到0.01mm/s,射出压力分辨到0.1MPa。
•6、轻易实现开模、预塑、顶出复合动作(标配)。
•7、注射座直线导轨平衡导向。
1.注射部分•注射部分主要有:注射丝杠、同步带、伺服电机、同步轮、压力传感器、联轴节等组成,通过丝杠实现旋转运动到直线运动的转化,从而实现的螺杆的注射运动。
以VE600为例:VE600的胀紧套共有12枚胀紧螺钉,分别记为螺钉1, 螺钉2, 螺钉3, 螺钉4, 螺钉5, 螺钉6, 螺钉7, 螺钉8, 螺钉9, 螺钉10,螺钉11,螺钉12.每颗螺钉实际所需要扭矩为15(NM).第一次螺钉拧紧顺序为: 螺钉1, 螺钉7, 螺钉2, 螺钉8, 螺钉3, 螺钉9, 螺钉4, 螺钉10, 螺钉5,螺钉11,螺钉6,螺钉12。
全电动塑料注射成型机合模部分设计_说明书
塑料注射成型机合模部分设计摘要塑料注射成型机简称注塑机,是利用塑料成型模具将热塑性塑料或热固性塑料制成各种塑料制品的主要成型设备。
注塑机合模部分的设计分为五部分,包括合模电机的选型、滚珠丝杠的详细设计、五曲肘合模机构的设计校核、调模机构以及拉杆的设计与校核。
本文以小型全电动式注塑机为设计目标,摒弃机械液压式注塑机中采用合模油缸作为执行机构,而是采用电机+滚珠丝杠的传动方式,实现注塑机的合模动作;采用调模电机实现调模动作。
本文完成了合模电机、调模电机的选型设计、滚珠丝杠、拉杆、五曲肘合模机构的详细设计和部分校核。
全电动式注塑机比机械液压式注塑机响应速度快、精度高、节水节电、无油液污染。
关键词:全电动式注塑机,合模装置Design of Clamping Component in Plastic Injection MoldingMachineABSTRACTPlastic injection molding machine is referred to as the injection molding machine. It is the main forming equipment which can convert plastic molding thermoplastic or thermosetting plastics into plastic products. Design of injection molding machine clamping part is divided into five parts, including selection of the mold closing motor, detailed design of ball screw, design of five-toggle clamping mechanism and mould adjusting mechanism and design and checking draw rods.The goal of this paper is the small all-electric injection molding machine. It abandons the mechanical hydraulic injection molding machine and closing mould cylinder as the actuator, but using the “drive motor + ball screw”. It realizes the mold closing action of injection molding machine. This paper completed selection design and detail design of the mold closing motor and die adjusting motor, ball screw, rod, five-toggle clamping mechanism.Fully electric injection machine has faster response speed, higher precision, more energy saving and no oil pollution than the mechanical hydraulic injection molding machine.KEY WORDS:Fully electric plastic injection molding machine, clamping component目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 概述 (1)1.1 国内外塑料注塑成型机市场发展现状 (1)1.2 注塑机工作原理 (3)2方案论证 (5)2.1合模机构的类型和选择 (5)2.2 电动式合模机构的选择 (6)3合模机构的参数及尺寸参数计算 (8)3.1 合模力的确定 (8)3.2 模板尺寸及拉杆间距的确定 (8)3.3 动模板行程Sm (8)3.4 肘杆机构的尺寸参数的研究 (9)3.5 运动特性分析 (10)3.6 力学特性分析 (11)3.7 肘杆机构自锁及正常运动条件 (12)3.8 肘杆机构的尺寸参数的确定 (13)4 内翻式合模机构的结构设计 (16)4.1 连杆的设计与校核 (16)4.2 销轴的设计与校核 (16)4.3 合模机构滚珠丝杠的设计 (16)4.3.1 滚珠丝杠副的程 (17)4.3.2 当量载荷 (17)4.3.3 估算滚珠丝杠的底径 (17)4.3.4 滚珠丝杠的强度校核 (18)4.4 合模电机的选型 (18)4.5 注塑成型机的调模机构的设计 (20)4.5.1 调模机构的选型 (20)4.5.2 调模机构电机的设计 (20)4.6 拉杆的设计 (21)4.6.1 拉杆的强度析 (21)4.6.2 拉杆的疲劳分析 (22)IV4.6.3 拉杆上螺纹的设计 (23)5 小结 (25)致谢 (26)参考文献 (27)塑料注塑成型机合模部分设计 11概述塑料工业是国民经济重要工业部门,又是一个新兴的综合性很强的工业体系。
全电动注塑机设备合模机构结构优化
全电动注塑机设备合模机构结构优化发布时间:2021-10-14T11:06:01.999Z 来源:《探索科学》2021年9月上17期作者:孙青文[导读] 全电动注塑机动力系统采用全电机驱动,依靠PLC和伺服控制技术,能在实现高精密控制和大幅度节能的同时,避免液压注塑机出现常见的噪声、发热和油液泄漏现象。
全电动注塑机具有高效、精密、节能、环保的特点,能达到汽车、电子、医疗等行业的要求,而传统的液压式注塑机则难以满足该要求。
对常见的合模机构形式进行分析,基于曲柄摇杆机构,提出了一种新型的电动连杆式合模机构。
利用矢量封闭方程法构建了合模机构的运动学模型,建立了优化目标和确定了优化变量,设置了约束条件,采用Matlab根据遗传算法对合模机构进行了优化分析。
青岛海佰利机械有限公司孙青文山东省青岛平度市 266706摘要:全电动注塑机动力系统采用全电机驱动,依靠PLC和伺服控制技术,能在实现高精密控制和大幅度节能的同时,避免液压注塑机出现常见的噪声、发热和油液泄漏现象。
全电动注塑机具有高效、精密、节能、环保的特点,能达到汽车、电子、医疗等行业的要求,而传统的液压式注塑机则难以满足该要求。
对常见的合模机构形式进行分析,基于曲柄摇杆机构,提出了一种新型的电动连杆式合模机构。
利用矢量封闭方程法构建了合模机构的运动学模型,建立了优化目标和确定了优化变量,设置了约束条件,采用Matlab根据遗传算法对合模机构进行了优化分析。
关键词:全电动注塑机;合模机构;优化引言目前,塑料制品在工业生产及居民生活中应用规模不断扩大,年增速可达30%,塑料工业的发展速度在国民经济194个行业中占据前列。
塑料制品可通过注塑机、挤出机和吹塑机以及近年来高速发展的3D打印机制作,在这些成型方式中,注塑成型是最主要的塑件加工方式,注塑机是加工生产塑料的核心设备。
注塑成型一次能够成型一个或多个形状结构复杂的塑件,具有生产速度快、自动化程度高、表面质量较高和尺寸精度高的特点,极大地降低了生产时间,能够适应市场上迅速变化的需求,尤其是工程塑料和特种塑料。
各种注塑机节能介绍

各种注塑机节能介绍在注塑产品成本的构成中,电费占了相当的比例,依据注塑机设备工艺的需求,传统的注塑机油泵马达耗电占整个设备耗电量比例高达80%-90%。
设计与制造新一代“节能型”注塑机,已成为迫切需要关注和解决的问题。
在注塑机节能问题上,目前主要存在两个解决方案:1.全电动式;2.电动-液压混合式。
一、其主要特点分别为:1、全电动式注塑机有一系列优点,特别是在环保和节能方面的优势。
目前较先进的全电动式注塑机节电可以达到70%,另外,由于使用伺服电机注射控制精度较高,转速也较稳定,还可以多级调节。
但全电动式注塑机在使用寿命上不如全液压式注塑机,市场上仍以日产设备为主。
2、电动-液压式注塑机是集液压和电驱动于一体的新型注塑机。
它融合了全液压式注塑机的高性能和全电动式的节能优点,这种电动-液压相结合的节能型注塑机已成为国内注塑机技术发展的一个主导方向。
二、注塑机的一般工艺过程注塑机的工艺过程一般分为:锁模、射胶、熔胶、保压、冷却、开模等几个阶段,各个阶段需要不同的压力和流量。
对于油泵马达而言,注塑过程的负载总是处于变化状态,在定量泵的液压系统中,油泵马达以恒定的转速提供恒定的流量,多余的液压油通过溢流阀回流,此过程称为高压节流。
据统计由高压节流造成的能量损失高达36%-68%。
故而,相关的节能技术有变频节能技术和变量泵节能技术,有各自的技术特点。
三、变频节能型注塑机传统的注射机没有对机器的驱动电机进行调整,即只要机器通电,电机就始终以额定转速运行。
由于电机与油泵同轴,油泵将以额定排量将油吸入液压系统中,当系统需要的流量小于油泵所提供的流量时,多余的油将被回流,这势必极大浪费。
变频节能型注射机克服了传统注射机的这一弊病。
当系统需要的流量发生变化时,电机的转速也跟着发生变化,从而使得油泵排出的油的流量发生变化,即做到“需要多少给多少”。
由于是异步电机直接加上变频器运行,没有速度闭环精确控制,主电机的加速与减速时间较长,会影响生产效率。
注塑机分类详解类型
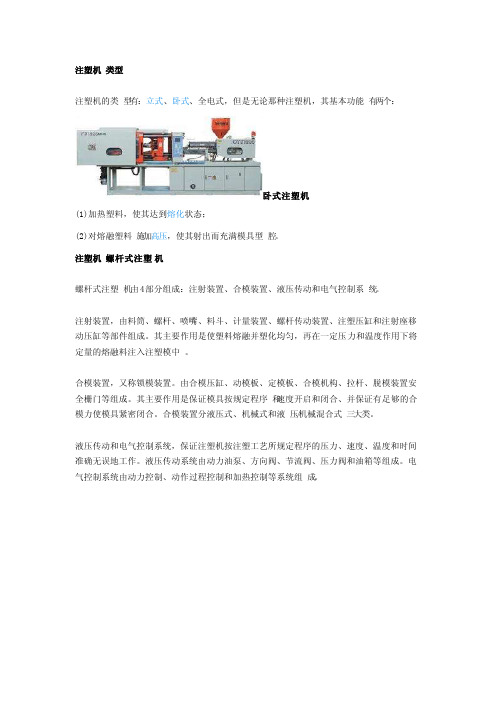
注塑机类型注塑机的类型有:立式、卧式、全电式,但是无论那种注塑机,其基本功能有两个:卧式注塑机(1)加热塑料,使其达到熔化状态;(2)对熔融塑料施加高压,使其射出而充满模具型腔。
注塑机螺杆式注塑机螺杆式注塑机由4部分组成:注射装置、合模装置、液压传动和电气控制系统。
注射装置,由料筒、螺杆、喷嘴、料斗、计量装置、螺杆传动装置、注塑压缸和注射座移动压缸等部件组成。
其主要作用是使塑料熔融并塑化均匀,再在一定压力和温度作用下将定量的熔融料注入注塑模中。
合模装置,又称锁模装置。
由合模压缸、动模板、定模板、合模机构、拉杆、脱模装置安全栅门等组成。
其主要作用是保证模具按规定程序和速度开启和闭合、并保证有足够的合模力使模具紧密闭合。
合模装置分液压式、机械式和液压/机械混合式三大类。
液压传动和电气控制系统,保证注塑机按注塑工艺所规定程序的压力、速度、温度和时间准确无误地工作。
液压传动系统由动力油泵、方向阀、节流阀、压力阀和油箱等组成。
电气控制系统由动力控制、动作过程控制和加热控制等系统组成。
注塑机结构和功能立式注塑机注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
(1)注塑系统注射系统的作用:注射系统是注塑机最主要的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。
应用最广泛的是螺杆式。
其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。
注射结束后,对注射到模腔中的熔料保持定型。
注射系统的组成:注射系统由塑化装置和动力传递装置组成。
螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、射咀部分组成。
注塑机的组成结构分析
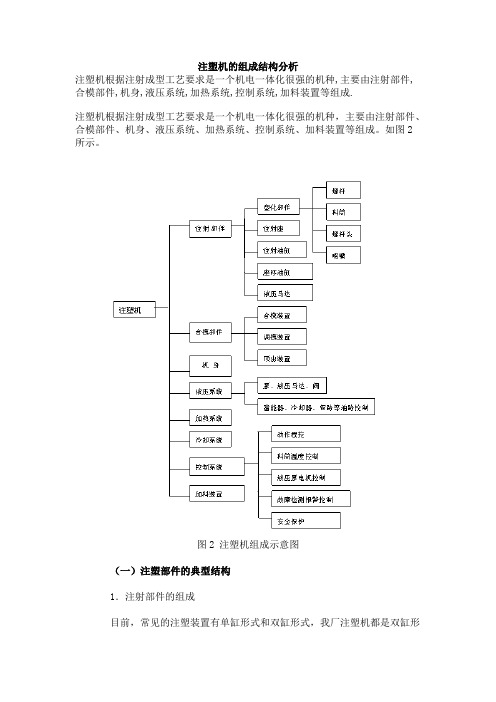
注塑机的组成结构分析注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件,合模部件,机身,液压系统,加热系统,控制系统,加料装置等组成.注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。
如图2所示。
图2 注塑机组成示意图(一)注塑部件的典型结构1.注射部件的组成目前,常见的注塑装置有单缸形式和双缸形式,我厂注塑机都是双缸形式的,并且都是通过液压马达直接驱动螺杆注塑。
因不同的厂家、不同型号的机台其组成也不完全相同,下面就对我厂用的机台作具体分析。
立式机和卧式机注塑装置的组成图分别如图3和图4。
工作原理是:预塑时,在塑化部件中的螺杆通过液压马达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推到料筒前端的储料室中,与此同时,螺杆在物料的反作用下后退,并通过推力轴承使推力座后退,通过螺母拉动活塞杆直线后退,完成计量,注射时,注射油缸的杆腔进油通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活塞杆及螺杆完成注射动作。
图3 卧式机双缸注射注塑装置示意图(a)是俯视图;? (b)为注射座与导杆支座间的平视图1-油压马达;2,6 -导杆支座;3-导杆;4-注射油缸;5-加料口;7-推力座;8-注射座;9-塑化部件;10-座移油缸用的角式注塑机的注射部件与卧式机注塑机也是一样的。
图4 立式注塑机注射装置示意图1.液压马达;2-推力座;3-注射油缸;4-注射座;5-加料口;6-座移油缸;7-塑化部件;8-上范本2.塑化部件塑化部件有柱塞式和螺杆式两种,下面就对螺杆式做一下介绍。
螺杆式塑化部件如图5所示,主要由螺杆、料筒、喷嘴等组成,塑料在旋转螺杆的连续推进过程中,实现物理状态的变化,最后呈熔融状态而被注入模腔。
因此,塑化部件是完成均匀塑化,实现定量注射的核心部件。
图5 螺杆式塑化部件结构图1-喷嘴;2-螺杆头;3-止逆环;4-料筒;5-螺杆;6-加热圈;7-冷却水圈螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从料口落入螺槽中的物料连续地向前推进,加热圈通过料筒壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆旋转剪切双重作用下,并经过螺杆各功能段的热历程,达到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅速前移,将储料室中的熔体通过喷嘴注入模具。
全电动注塑机混合驱动式合模机构优化分析
有 注 塑机 合模 系统 的基 础上 ,创 新性 地将 混合 驱动 机 构与全 电动注 塑机 合模 机构 结合 ,研 发 出一种 全 电动 注塑 机混 合驱 动式 合模 机构 ,由大 功率 常规 电机取 代 原有 大功 率伺 服 电机 ,与小 功率 伺 服 电机 共 同驱 动合
由于液 压 驱 动 双 曲肘 斜 排 列 七 支 点 合 模 机 构 具 有 超大行 程 比、锁 模 刚性特 性优 越 、移 模 速度高 且 稳 定 等优 势 ,本文 根据 全 电动 注塑 机 的设 计要 求 ,将
Abta t o ep roeo edn ptevl i f hfn d fa ‘lc i i et nmo ig s c:F rt up s fs e igu h eo t o ii moeo l e tc n ci l n r h p cy s t g l e r j o d
第 4 第 4期 0卷 21 0 2年 4月
塑 料 工 业
CHI NA LAS CS NDUS P TI I TRY
全 电动 注 塑 机 混 合 驱 动 式 合 模 机构 优 化 分析
边旭 东 ,伍 先安 ,谢鹏 程 ,丁 玉梅 ,杨 卫 民
( 京 化 工 大 学 机 电工 程 学 院 ,北 京 10 2 ) 北 0 0 9 摘 要 : 以加 快 合 模 机 构 移 模 速 度 和 优 化 移 模 速度 曲 线 为 目的 ,优 化 设 计 出一 种 新 型 混 合 驱 动 式 合 模 机 构 ,并 对 该
mai sa d d n mis e c e e h x si l—l crc h b i 。 rv n c a i g sr t r . tc n y a c x e d d t e e it ng alee ti y rd d e lmp n tucu e i
注塑机的合模系统
THANK YOU FOR WATCHING
液压式合模系统是依靠液压力推动柱塞作往复运动来实现启闭和锁模。 (1)优点:动定模开距大,使成型制品的高度范围大;动模板可在行程范围内 任意停留,使模具的厚度、合模速度和合模力的大小调整方便;运动部件有自 润滑作用,磨损小. (2)缺点:系统复杂且易产生液压油的渗漏,使工作油压不稳定增长而导致合 模力的稳定性差;管路、阀件等的维修工作量大;还须设防止超行程安全装置。
03 合模系统的技术参数
模具厚度
模具厚度是指动模板与前模之间装模的最小模具厚度(Hmin)和最大模具 厚度(Hmax),二者之差(Hmax一Hmin)为最大调模厚度(∆S),由调模装置来完成, 是模具选择的重要参数。
(a)
(b)
制品脱模结构示图:(a)闭模;(b)合模 1─ 动模板;2─ 动模;3─ 定模;4─ 前模板;5─ 制品;6─
若选用注射成型机的锁模力不够,在成型时易使制品产生飞边,不能成 型薄壁制品;若锁模力选用过大,容易压坏模具,使制品内应力增大和造成不必 要的浪费。因此,锁模力是保证塑料制品质量的重要条件。
03 合模系统的技术参数
模板尺寸和拉杆间距
模板尺寸和拉杆间距均表示模具安装面积的主要参数。模板尺寸决定注 射成型用模具的长度和宽度,它应能安装上制品质量不超过注塑机注射量的一般 制品的模具,并能用常规方法将模具安装到模板上。
04
合模系统的 技术参数
03 合模系统的技术参数
锁模力
锁模力是指注塑机合模机构施于模具上的最大夹紧力,用于保证模具不 应被熔料所顶开。它在一定程度上反映出注射成型机所能加工制品的大小,常采 用最大锁模力作为注塑机的规格标称。
当熔料以一定速度和压力注入模腔前,需克服流经 喷嘴、流道、浇口等处的阻力,会损失一部分压力。但熔料 熔料 在充模时还具有相当高的压力,此压力称为模腔内的熔料压 力,简称模腔压力,模腔压力在注射时形成的胀模力将会使 模具顶开。为保证制品符合精度要求,合模系统必须有足够 的锁模力来锁紧模具。