Aspen Plus模拟轻苯馏分分离
Aspen Plus模拟轻苯馏分分离

目录1.引言 (2)2.设计条件 (2)3.工艺过程计算 (3)3.1Tower-1的设计 (3)3.2tower-2的设计 (7)3.3Tower-3的设计 (10)3.4换热器的设计 (12)4结果汇总 (20)5.设计心得 (21)6.参考文献 (22)1.引言Aspen Plus是一个生产装置设计、稳态模拟和优化的大型通用流程模拟系统。
源于美国能源部七十年代后期在麻省理工学院(MIT)组织的会战,开发新型第三代流程模拟软件。
该项目称为“过程工程的先进系统”(Advanced System for Process Engineering,简称ASPEN),并于1981年底完成。
1982年为了将其商品化,成立了AspenTech公司,并称之为Aspen Plus。
Aspen Plus庞大的数据库包是得到精确可靠的模拟结果的关键,该数据库收集了世界上最完备的气液平衡和液液平衡数据,共计二十五万多套数据,用户也可以把自己的物性数据与Aspen Plus系统连接,其广泛应用于化学与石油工业、炼油加工、生物及医药等方面。
本文采用Aspen Plus进行轻苯馏分体系精馏塔的设计,目的是将反应产物分离成为C4、C5、C6及C10四个馏分,且每个馏分的质量分数均不低于0.95,收率不低于0.96,完成在此工艺分离条件下塔和换热器的设计,本文采用了三个精馏塔进行分离操作,并对塔和换热器的类型进行了选取,并进行相关工艺参数的确定。
2.设计条件1)已知:有一股轻苯馏分,流率为1000kg/h,温度80℃,压力600kPa,经过反应器后将其中环戊二烯经热二聚反应生成双环戊二烯后,温度变为103℃,组成和基本物性见表4-1。
物性:SRK方程要求将热二聚反应产物分离成为4个馏分,即C4馏分(主要成分1-丁烯)、C5(主要成分环戊烯)、C6(主要成分苯)、C10(主要成分双环戊二烯)。
每个馏分中主要成分的质量分数不低于0.95,收率不低于0.96。
资格考试aspenplus模拟苯制备过程

用Aspen Plus 模拟苯制备过程一、流程图见附页:二、详细流程:室温,1atm条件下,甲苯与循环物流氢在模块1中混合后,经压缩机压缩至35atm,然后经加热器加热至550℃,再将混合物流输入到反应器,然后冷凝出口物流。
将物流输送至简单分离器B5,在-10℃,1atm状态下分离,轻组分为H2,CH4,重组分为C6H6,C7H8,C8H10,C9H12,将以上分离的轻组分输送至简单分离器B6在-227℃,900atm条件下进行分离,轻组分为H2,重组分为CH4,其中氢气又被循环回到加料中。
将B5所得重组分输送至精馏塔B7(塔板级数为39,回流比为10)进行分离,所得轻组分为C6H6,重组分为C7H8,C8H10,C9H12。
将B7分离得的重组分输送至精馏塔B8(塔板级数为39,回流比为18),分离所得轻组分为C7H8,重组分为C8H10,C9H12,其中轻组分甲苯经循环后又回到加料中。
B8所得重组分被输送到精馏塔B9(塔板级数为80,回流比为27)中,分离所得轻组分为二甲苯,重组分为三甲苯。
以上各分离过程轻关键组分回收率为0.999,重关键组分回收率为0.001,而轻于轻关键组分得组分回收率为100%,重于重关键组分的组分回收率为0。
三.流程主要的反应:在反应器(模块B4)中进行:2C7H8→C6H6+C8H10单程转化率为58%2C8H10→C7H8+C9H12单程转化率为1%C7H8+H2→C6H6+C H4单程转化率为0.14%C8H10+2H2→C6H6+2C H4单程转化率为28%四.物料衡算:(取反应器,混合器为例)物料衡算:以进入反应器的物流F1为8 Kmol/hH2平衡:1﹣r3-2r4=F2x21 CH4平衡:R3﹢2r4=F2x22 C6H6平衡:r1﹢r3=F2x23 C7H8平衡:7﹣2r1﹢r2-r3=F2x24 C8H10平衡:r1﹣2r2-r4=F2x25 C9H12平衡:r2=F2x210 转化率约束关系: r1=7×x1/2 r2=r1×x2/2 r3=7×x3 r4=r1×x4 消耗氢的分数约为甲苯的10﹪:1.0724271423=-+x F r r能量衡算方程:基准:以25℃ 1atm 生成物反应物为基准550℃ 35atm H2焓 H1 C7H8焓 H2 0℃ 1atm H2焓 H3 C7H8焓 H4输入输出∑∑-+∆=∆H i niH i H ni AHrNAR ```μ =r1/2 ×△H1+r2/2 ×△H2+r3×△H3+r4×△H4+H3+H4-H1-H2物料衡算: 以进入反应器的物流F1为 8 Kmol/hH2平衡: F0×x01+F3=1CH4平衡:F0×x04+F4=7 约束关系:F3=F2×x21 F4= F2×x24 能量衡算方程:基准:以25℃ 1atm 生成物反应物为基准C7H8的气化焓 ν∆H输入输出∑∑-+∆=∆H i niH i H ni AHrNAR ```μ =H1+7H7 +F0×x02×ν∆H +F4×ν∆H五、流程中的物质与数据如下:表一 物流中的组分表二经Aspen Plus模拟后的到的结果:1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18Temperature25 29.1 -105.1 550 -10 204.8 136.1 142.3 136.1 110.7 -10 -220 -220 129.4 25 550CPressure1 35.464 35.464 35.464 1.013 7.093 1.013 1.013 1.013 1.013 1.013 1.013 1.013 7.093 35 35barVapor Frac 0 0 0.88 1 0 0 0 0 0 0 1 0 1 0 1 1Mole Flow295 295 4220.872 4220.872 464.944 304.14 102.579 0.813 101.766 201.561 3755.929 111.812 3644.116 160.804 80 4220.872 kmol/hrMass Flow27181.45 27181.45 53262.05 53262.05 42027 29468.82 10897.75 96.333 10801.42 18571.07 11235.05 3887.184 7347.868 12558.17 161.27 53262.05 kg/hrVolume Flow31.508 31.647 1513.539 8145.613 46.928 43.786 14.311 0.128 14.183 23.841 81101.95 5.071 15893.01 16.562 56.661 8253.542cum/hrEnthalpy0.857 0.902 -3.762 30.924 1.529 3.041 0.293 0.022 0.271 1.307 -1.786 -1.726 -5.972 2.51 0 30.368 MMkcal/hrMole Flowkmol/hrH20 0 3724.186 3724.186 0.034 0 0 0 0 0 3644.009 0.019 3643.991 0.034 80 3644.044CH40 0 0.126 0.126 0.048 0 0 0 0 0 80.22 80.094 0.126 0.048 0 80.268C6H60 0 0.161 0.161 160.68 0.161 0 0 0 0.161 23.625 23.625 0 160.519 0 184.305C7H8295 295 496.298 496.298 201.701 201.5 0.201 0 0.201 201.298 7.171 7.171 0 0.202 0 208.872C8H100 0 0.102 0.102 101.767 101.767 101.665 0.102 101.564 0.102 0.896 0.896 0 0 0 102.663C9H120 0 0 0 0.712 0.712 0.712 0.712 0.001 0 0.008 0.008 0 0 0 0.72。
萃取精馏分离苯和环己烷的过程模拟
1
目录
萃取精馏分离苯和环己烷的过程模拟 ................................................................................... 1 1 苯和环己烷分离分析 ....................................................................................................... 4 1.1 苯和环己烷分离面临的问题 .................................................................................... 4 1.2 苯和环己烷分离常用的方法 .................................................................................... 4 1.3 苯和环己烷分离流程模拟发展 ................................................................................ 5 2 原料与萃取剂的性质 ....................................................................................................... 5 2.1 苯的物化性质 ............................................................................................................ 5 2.1.1 苯的物理性质 ......................................................................................................... 5 2.2 苯的合成方法 ............................................................................................................ 7 2.3 环己烷 ........................................................................................................................ 7 2.3.1 环己烷物理性质 ..................................................................................................... 7 2.3.2 环己烷的化学性质 ................................................................................................. 7 2.4 二甲亚砜物化性质 .................................................................................................... 8 2.5 N 一甲基吡咯烷酮物化性质...................................................................................... 8 3 设计依据 ........................................................................................................................... 8 4 ASPEN PLUS 全流程模拟 ................................................................................................... 8 4.1 Aspen Plus 工艺模拟流程图的建立........................................................................... 8 4.2 工艺流程简述 ............................................................................................................ 9 4.3 全流程模拟结果 ........................................................................................................ 9 4.3.1 物料平衡表 ............................................................................................................. 9 4.3.2 热量平衡表 ........................................................................................................... 10 5 甲苯循环塔的工艺结构计算 ......................................................................................... 10 5.1 塔径的初步计算 ...................................................................................................... 11 5.2 降液管设计 .............................................................................................................. 14 5.3 溢流堰设计 .............................................................................................................. 14 5.4 底隙高度设计 .......................................................................................................... 15 5.5 受液盘设计 .................................... 15 5.6 塔板布置 .................................................................................................................. 15 5.7 塔盘设计 .................................................................................................................. 16
化工流程模拟实训:Aspen_Plus教程_第7章分离单元模拟PartB
7.1 概述
模块 DSTWU Dis适用对象
使用Winn-Underwood-Gilliland 方法的多组分精馏的简捷设计模 块
确定最小回流比、最小理论板数以 及实际回流比、实际理论板数等
仅有一股进料和两股产品的简 单精馏塔
使用Edmister方法的多组分精馏 的简捷校核模块
DSTWU模块的模拟结果可给出
最小回流比(Mimimum reflux ratio) 最小理论板数(Mimimum number of stages) 实际回流比(Actual reflux ratio) 实际理论板数(Number of actual stages) 进料位置( Feed stage) 冷凝器负荷(Condenser cooling required) 再沸器负荷(Reboiler heating required) 等参数
7.2 精馏塔的简捷设计模块DSTWU
Specifications——关键组分回收率 (Key component recoveries)
(1)轻关键组分(Light key)在塔顶产品中的摩尔回 收率
塔顶产品中的轻关键组分摩尔流率/进料中的轻关键组分摩尔流率
(2)重关键组分(Heavy key)在塔顶产品中的摩尔回 收率
计算产品组成
仅有一股进料和两股产品的简 单精馏塔
单个塔的两相或三相严格计算模 块
精馏塔的严格核算和设计计算
普通精馏、吸收、汽提、萃取 精馏、共沸精馏、三相精馏、 反应精馏等
Extract 液-液萃取严格计算模块 MultiFrac 严格法多塔蒸馏模块
液-液萃取严格计算
萃取塔
对一些复杂的多塔进行严格核算和 原油常减压蒸馏塔、吸收/汽提
所需理论板数,均不包括再
反应精馏过程模拟_ASPENPLUS应用范例

杨绪壮 屈一新
( 内蒙古大学化学化工学院) 摘 要 本文利用 ASP EN PL U S 软件对环氧丙烷水解生成丙二醇的反应精馏过程进行 模拟计算, 对有关物系的相行为进行预测, 并进行物性计算和流程模拟, 指明了该反应过程的 主反应区及其形成原因。
. 9949829
4. 75944E- 3
1. 69768E- 4
4
1. 05897E- 4
. 9936586
5. 99702E- 3
2. 38462E- 4
5
1. 36725E- 4
. 9920024
7. 51407E- 3
3. 46853E- 4
6
1. 77841E- 4
. 9901572
9. 16693E- 3
( 1) 对于环氧丙烷水解生成丙二醇这一反应体系的汽液平衡过程, 我们可以使用 R- K 方程计算气 相行为, 使用 UN I QUA C 模型计算液相行为。
( 2) 模拟计算所确定的最佳反应条件与实际条件非常接近。 ( 3) 模拟转化率要高于实际转化率, 模拟选择性与实际情况相当。 ( 4) 模拟计算所确定主反应区为第二块板和第六块板。
吉兰泰碱厂重灰工序所用的水合机, 外型尺 寸为 3144×4775mm, 进出料两端的直径分别为
1660mm 和 1030m m, 两端 台锥角 度为 60℃, 中部直筒段长度 690mm ; 水合水与热纯碱同时由 进料端中心部加入。由于进料端是呈 60℃角的锥 体, 水合水进入机内后能迅速地沿锥体斜边下流,
缩丙二醇在 2、6 塔板上存在两个反应高峰区, 这是因为在这两块塔板上, 丙二醇的浓度较高, 从而引起
AspenPlus在煤焦油复杂组分精馏中的应用
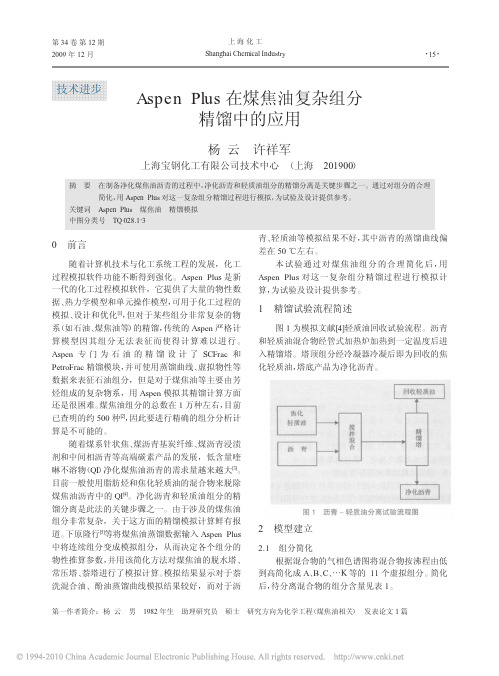
Aspen Plus 在煤焦油复杂组分精馏中的应用杨云许祥军上海宝钢化工有限公司技术中心(上海201900)摘要在制备净化煤焦油沥青的过程中,净化沥青和轻质油组分的精馏分离是关键步骤之一。
通过对组分的合理简化,用Aspen Plus 对这一复杂组分精馏过程进行模拟,为试验及设计提供参考。
关键词Aspen Plus 煤焦油精馏模拟中图分类号TQ 028.1+30前言随着计算机技术与化工系统工程的发展,化工过程模拟软件功能不断得到强化。
Aspen Plus 是新一代的化工过程模拟软件,它提供了大量的物性数据、热力学模型和单元操作模型,可用于化工过程的模拟、设计和优化[1],但对于某些组分非常复杂的物系(如石油、煤焦油等)的精馏,传统的Aspen 严格计算模型因其组分无法表征而使得计算难以进行。
Aspen 专门为石油的精馏设计了SCFrac 和PetroFrac 精馏模块,并可使用蒸馏曲线、虚拟物性等数据来表征石油组分,但是对于煤焦油等主要由芳烃组成的复杂物系,用Aspen 模拟其精馏计算方面还是很困难。
煤焦油组分的总数在1万种左右,目前已查明的约500种[2],因此要进行精确的组分分析计算是不可能的。
随着煤系针状焦、煤沥青基炭纤维、煤沥青浸渍剂和中间相沥青等高端碳素产品的发展,低含量喹啉不溶物(QI )净化煤焦油沥青的需求量越来越大[3]。
目前一般使用脂肪烃和焦化轻质油的混合物来脱除煤焦油沥青中的QI [4]。
净化沥青和轻质油组分的精馏分离是此法的关键步骤之一。
由于涉及的煤焦油组分非常复杂,关于这方面的精馏模拟计算鲜有报道。
下原隆行[5]等将煤焦油蒸馏数据输入Aspen Plus 中将连续组分变成模拟组分,从而决定各个组分的物性推算参数,并用该简化方法对煤焦油的脱水塔、常压塔、萘塔进行了模拟计算。
模拟结果显示对于萘洗混合油、酚油蒸馏曲线模拟结果较好,而对于沥青、轻质油等模拟结果不好,其中沥青的蒸馏曲线偏差在50℃左右。
实验一多组分精馏AspenPlus上机模拟实验报告模板-化工分离过程

实验一多组分分离过程Aspen Plus模拟实验
(化工分离过程)
姓名:班级:专业:学号:
姓名:班级:专业:学号:
姓名:班级:专业:学号:
姓名:班级:专业:学号:
指导教师:日期:(写以前提交模拟报告的时间)一、实验目的
化工分离过程是化学工程与工艺专业必修课,为帮助学生掌握多组分分离设备设计的基本思路,结合多组分分离案例,探讨Aspen Plus软件在化工分离过程模拟中的应用,以求达到培养学生解决实际工程问题的能力。
并让学生了解Aspen Plus模拟的基本流程,掌握Aspen Plus 分离模块中的DSTWU简捷计算和RadFrac严格计算过程,对分离塔各参数进行计算和设计计算。
二、实验要求
(给定的题目、要求)
三、实验内容
(aspen模拟过程)
四、讨论与分析
(模拟结果分析,与FUG简洁计算比较)
五、注意事项
模拟过程的注意事项
六、思考题
1.试说明物性方法的选择是否会对模拟结果产生影响。
Aspen-plus模拟精馏塔说明书

Aspen plus模拟精馏塔说明书一、设计题目根据以下条件设计一座分离甲醇、水、正丙醇混合物的连续操作常压精馏塔:生产能力:100000吨精甲醇/年;原料组成:甲醇70%w,水28.5%w,丙醇1.5%w;产品组成:甲醇≥99.9%w;废水组成:水≥99.5%w;进料温度:323.15K;全塔压降:0.011MPa;所有塔板Murphree 效率0.35。
二、设计要求对精馏塔进行详细设计,给出下列设计结果并利用AutoCAD绘制塔设备图,并写出设计说明。
(1).进料、塔顶产物、塔底产物、侧线出料流量;(2).全塔总塔板数N;最佳加料板位置N F;最佳侧线出料位置N P;(3).回流比R;(4).冷凝器和再沸器温度、热负荷;(5).塔内构件塔板或填料的设计。
三、分析及模拟流程1.物料衡算(手算)目的:求解 Aspen 简捷设计模拟的输入条件。
内容:(1)生产能力:一年按8000 hr计算,进料流量为100000/(8000*0.7)=17.86 t/hr。
(2)原料、塔顶与塔底的组成(题中已给出):原料组成:甲醇70%w,水28.5%w,丙醇1.5%w;产品:甲醇≥99.9%w;废水组成:水≥99.5%w。
(3).温度及压降:进料温度:323.15K;全塔压降:0.011MPa;所有塔板Murphree 效率0.35。
2.用简捷模块(DSTWU)进行设计计算目的:对精馏塔进行简捷计算,根据给定的加料条件和分离要求计算最小回流比、最小理论板数、理论板数和加料板位置。
3.灵敏度分析目的:研究回流比与塔径的关系(N T-R),确定合适的回流比与塔板数;研究加料板位置对产品的影响,确定合适的加料板位置。
方法:作回流比与塔径的关系曲线(N T-R),从曲线上找到期望的回流比及塔板数。
4. 用详细计算模块(RadFrac)进行计算目的:精确计算精馏塔的分离能力和设备参数。
方法:用RadFrac模块进行精确计算,通过设计规定(Design Specs)和变化(Vary)两组对象进行设定,检验计算数据是否收敛,计算出塔径等主要尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.引言 (2)2.设计条件 (2)3.工艺过程计算 (3)3.1Tower-1的设计 (3)3.2tower-2的设计 (7)3.3Tower-3的设计 (10)3.4换热器的设计 (12)4结果汇总 (20)5.设计心得 (21)6.参考文献 (22)1.引言Aspen Plus是一个生产装置设计、稳态模拟和优化的大型通用流程模拟系统。
源于美国能源部七十年代后期在麻省理工学院(MIT)组织的会战,开发新型第三代流程模拟软件。
该项目称为“过程工程的先进系统”(Advanced System for Process Engineering,简称ASPEN),并于1981年底完成。
1982年为了将其商品化,成立了AspenTech公司,并称之为Aspen Plus。
Aspen Plus庞大的数据库包是得到精确可靠的模拟结果的关键,该数据库收集了世界上最完备的气液平衡和液液平衡数据,共计二十五万多套数据,用户也可以把自己的物性数据与Aspen Plus系统连接,其广泛应用于化学与石油工业、炼油加工、生物及医药等方面。
本文采用Aspen Plus进行轻苯馏分体系精馏塔的设计,目的是将反应产物分离成为C4、C5、C6及C10四个馏分,且每个馏分的质量分数均不低于0.95,收率不低于0.96,完成在此工艺分离条件下塔和换热器的设计,本文采用了三个精馏塔进行分离操作,并对塔和换热器的类型进行了选取,并进行相关工艺参数的确定。
2.设计条件1)已知:有一股轻苯馏分,流率为1000kg/h,温度80℃,压力600kPa,经过反应器后将其中环戊二烯经热二聚反应生成双环戊二烯后,温度变为103℃,组成和基本物性见表4-1。
物性:SRK方程要求将热二聚反应产物分离成为4个馏分,即C4馏分(主要成分1-丁烯)、C5(主要成分环戊烯)、C6(主要成分苯)、C10(主要成分双环戊二烯)。
每个馏分中主要成分的质量分数不低于0.95,收率不低于0.96。
组分英文名结构式质量分数沸点/℃1-丁烯1-butene C4H80.037537.0环戊烯Cyclopentene C5H80.22444.2环戊二烯cyclopentadiene C5H60.00641.5苯benzene C6H60.52380.1双环戊二烯dicyclopentadiene C10H120.2095170.0合计 1.0000表2-1轻苯馏分的组成和基本物性2)公用工程条件与注意事项①循环冷却水压力400kPa,入口温度33℃,出口温度40-43℃;②冷冻水压力400kPa,入口温度5℃,出口温度15℃;③加热蒸汽为600kPa饱和水蒸汽;④为防止双环戊二烯热分解,物料温度不得超过120℃。
3)设计任务①选择分离方法,画出工艺流程图;②用ASPEN PLUS模拟计算,给出物料流程图和物流表;计算总物料平衡和能量平衡;计算公用工程消耗量;③设备工艺计算,设备选型与设计计算。
给出工艺条件一览表。
图2-1基本工艺流程图塔编号回流比塔顶压力/kPa塔底压力/kPa其他信息B1 3.5350370最小塔径0.2m ,塔板间距0.3m ;单流型、KochFlexitray 轻型浮阀。
B2 2.5200220塔板间距0.3m ;塔径0.3m 。
B30.23035选用SULZER CY 规整填料,最大液泛因子取0.8,HETP:0.4。
表2-2轻苯馏分精馏塔简捷计算已知条件3.工艺过程计算3.13.1Tower-1Tower-1的设计①简捷塔设计和运行的结果②严格塔核算运行结果不满足要求,进行设计规定的设计a.流程变量的设定b.操纵变量的设计c.设计结果③塔类型和尺寸的设计a.Tray sizingb.Tray rating④灵敏度分析再沸器和冷凝器随回流比变化的灵敏度分析a.因变量的设定b.自变量的设定和制表c.分析结果VARY 1 TOWER-1 COL-SPEC MOLE-RRB T U/H R 0000同理进行流股C4组分质量分数随回流比变化的灵敏度分析分析结果3.2tower-2的设计①简捷塔的设计和结果②严格塔核算运行结果不满足要求,进行设计规定的设计a.流程变量的设定b.操纵变量的设计c.设计结果③塔tray rating设计设计结果④灵敏度分析用相同的方法进行再沸器和冷凝器随回流比变化的灵敏度分析,结果如下VARY 1 TOWER-2 COL-SPEC MOLE-RRB T U /H R63.3Tower-3的设计①简捷塔的设计及结果②严格塔的核算结果满足要求③塔类型的设计和结果核算核算结果3.4换热器的设计①冷凝器的简捷设计如下,以tower-1为例。
a.TOPIN的设置。
塔板2的信息如下(mole fraction)因为tower-1的第一块板就是冷凝器,所以2号塔板的温度和压力以及气相即为冷凝器热物料进料TOPIN,其设置如下。
b.COLIN设置如下,因为冷冻水的进料流量未定,暂设为200kmol/h。
c.冷凝器的设置如下冷凝器运行结果如下因为冷冻水COLOUT出口温度12.3℃<15℃,所以进行设计规定的设置。
先进行灵敏度分析分析结果可见要使冷冻水出口温度达到15℃,冷冻水进口流量应在135-140kmol/h。
冷凝器的设计规定的设计。
运行结果如下所以冷冻水的进口流量为147.6kmol/h。
换热器的最终结果②冷凝器的严格设计根据简介计算的结果(required exchange area=1.6sqm),所以选择固定管板式换热器JB/T4715-92,S=2.6sqm,φ19x2,管长=3000mm,15根,三角形排列。
运行结果③再沸器的简捷设计tower-1的第17、18块塔板的信息如下:因为18块板就是再沸器,且有如下图关系,所以BOTIN的进料流量就是1296.2163Kg/h,温度和压强取自17块板。
BOTIN的设置(其组分及流量与3号流股相同,温度和压力条件取自17块板)STEMIN的设置再沸器REB的设置运行结果冷物料出口温度BOTOUT>120℃,所以进行灵敏度分析,操纵变量为再沸器热负荷与水蒸气进料量,流程变量为冷物料出口温度,见下图。
VARY 1 STEMIN MIXED TOTAL MA SSFLOW KG/HRK 0VARY 1 REB PARAM DUTY CAL/SECK 6可见要保障冷物料出口温度要小于120℃,应改变冷凝器的热负荷,不能通过水蒸气的进料量来调节,即不可能通过水蒸气进料量的调节来同时满足冷物料出口温度小于120℃和产品分离纯度、收率的要求。
所以再沸器的设置应通过塔板数和回流比的一起调节才能满足。
减小回流比可降低冷凝器的热负荷,回流比的降低又会需要增加塔板数,所以应改变tower-1的塔板数。
但因为时间不够仅能做到此处。
4结果汇总物料总平衡表组分进入系统物流Kg/h流出系统物流Kg/h 1∑234567∑C4H837.5037.5036.20 1.30 1.300.000.000.0038.80C5H8 6.00 6.000.09 5.91 5.760.150.150.0012.06C5H6224.00224.00 1.64222.36214.597.777.760.00454.12C6H6523.00523.000.00523.009.37513.63508.96 4.671554.96C10H 12209.50209.500.00209.500.00209.50 1.86207.64420.86合计1000.001000.0037.93962.07231.02731.05518.73212.322480.80塔辅助设备模拟结果序号热负荷Btu/h塔径/m类型回流比Distil /Feed塔板数进料板位置冷凝器再沸器tower-1-105341.33126403.0410.2Koch Flexit ray 6.9210.05441813tower-2-347542.77319063.2370.3Sieve 3.060.292014tower-3-247512.55184800.6110.4CY Pack0.20.80364各流股信息5.设计心得经过一学期AspenPlus 的学习,从中学到了许多计算机以及化工原理等方面的知识,尤其是化工原理方面的原理知识,本人专科阶段主要学习无机非金属材料,进入成贤学院后进行有机化工等方面的学习,但因为专转本的特殊原因,我们需要在一年半的时间内将本科阶段内的所有课程学完,因此压力很大。
大三一年还主要进行基础课程的学习,如物理化学、有机化学、化工原理等,又因为是大班制教学,人口众多,坐在后面的同学因此学的东西比较少,这也很正常,因此为了完成教学要求我们不得不在课下大量花费时间以弥补课上的不足。
对好学的同学可能压力很大,计算机在化工中的模拟应用是一门很重要的课,需要坚实的专业理论基础和对计算机软件模块式功能语言的熟悉,实际上,这门课的模型主要来源于物理化学,如最基本的理想气体的状态方程、拉乌尔定律、亨利定律、相律等,可以说这些定律是使用数学语言来进行描述的,这种数学语言在转换成同样具有逻辑性的计算机编程语言来在计算机上运算。
编程实际上是将一种数学算法描述成计算机可接受的编程语言,也就是说基本的描述物理化学过程的数学模型不会有太大的改变,改变的只是计算机的数学算法以使计算过程能够收敛,进而能够得到方程的解。
AspenPlus在模拟过程中有可能出现错误提示,例如迭代不收敛,尤其是在设计规定和灵敏度分析中,这种情况并不意味着实际情况不可行,而是意味着该算法在经过初值迭代运算后并不能收敛成一个解,可能是给出的初值范围不适合该算法,可见算法是决定一个软件功能是否强大的关键。
目前中国的化工工业并不缺少化工方面的人才,缺少的是化工、计算机和自动化方面的复合型人才,所以学好这门课程很重要,同时也可以以此为点,将有关的交叉学科复习一遍。
6.参考文献1.贾绍义,柴诚敬,化工单元操作课程设计【M】,天津大学出版社,2009,09第一版。
2.夏清,贾绍义,化工原理(上、下)【M】,天津大学出版社,2005,01,第一版。
3.刘俊吉,周亚平,李松林,物理化学【M】,高等教育出版社,2005,05,第五版。