01金属表面质量检验标准
五金件检验标准

五金件检验标准五金件是一种常见的零部件,广泛应用于机械制造、汽车制造、家具制造等领域。
为了保证五金件的质量和安全性,制定了一系列的检验标准,以确保产品符合国家相关标准和客户的要求。
本文将介绍五金件检验标准的相关内容,希望能对相关行业的从业人员有所帮助。
首先,五金件的外观质量是非常重要的。
外观质量的检验主要包括表面光洁度、表面无损伤、表面涂装等方面。
在检验过程中,应该注意检查五金件的表面是否有裂纹、气泡、氧化等缺陷,以及是否符合相关的表面处理要求。
此外,对于有表面涂装的五金件,还需要检查其涂装层是否均匀、附着力是否符合要求等。
其次,五金件的尺寸精度也是需要进行严格检验的。
尺寸精度的检验包括外观尺寸、内部尺寸、孔径尺寸等方面。
在检验过程中,应该使用合适的测量工具,如千分尺、游标卡尺等,对五金件的各个尺寸进行准确的测量,并与设计图纸进行对比,确保五金件的尺寸精度符合要求。
此外,五金件的材质和力学性能也是需要进行检验的重点内容。
材质的检验主要包括化学成分分析、金相组织分析等方面,以确保五金件的材质符合要求。
力学性能的检验主要包括拉伸强度、硬度、冲击性能等方面,以确保五金件在使用过程中能够承受相应的载荷,不会出现断裂或变形等问题。
最后,五金件的耐腐蚀性能也是需要进行检验的重要内容。
耐腐蚀性能的检验主要包括盐雾试验、湿热试验等方面,以确保五金件在潮湿、腐蚀性环境下能够保持良好的性能和外观。
总之,五金件的检验标准涉及到外观质量、尺寸精度、材质和力学性能、耐腐蚀性能等多个方面,需要进行全面、细致的检验工作。
只有通过严格的检验,才能保证五金件的质量和安全性,满足客户的要求,赢得市场的信任。
希望本文的介绍能够对相关行业的从业人员有所帮助,促进五金件行业的健康发展。
金属类外壳检验和判定标准

提高市场竞争力
高质量的产品能够提高企业的市场竞争力,赢得消费者的信任和忠 诚度。
检验标准和依据
国家标准
根据国家相关标准,如《金属外壳检验方法》等,制 定具体的检验标准和依据。
企业标准
企业可以根据产品特点和市场需求,制定符合自身要 求的金属类外壳检验标准和依据。
冲击韧性检验
总结词
冲击韧性是指金属材料在受到冲击载荷时抵 抗断裂的能力,是衡量金属材料韧性的重要 指标。
详细描述
冲击韧性检验通常采用冲击试验机进行,通 过测量金属材料在受到冲击载荷时的吸收能
量,得出其冲击韧性值。
04
化学性能检验
耐腐蚀性检验
要点一
总结词
耐腐蚀性检验是评估金属外壳抵抗环境腐蚀能力的重要手 段。
对不合格品进行登记,记录不合格品的批次、数 量、原因等信息。
3
对不合格品进行追溯,确保问题得到及时处理和 纠正。
不合格品处理方式
返工
对不合格品进行修复或调整, 使其达到合格标准。
降级或让步接收
在特定情况下,经客户或相关 部门批准,对不合格品进行降 级处理或接收。
报废
无法修复或无利用价值的不合 格品进行报废处理。
VS
详细描述
抗拉强度检验通常采用拉伸试验机进行, 通过测量金属材料在受到拉伸力时的应力 应变曲线,得出其抗拉强度值。
伸长率检验
总结词
伸长率是指金属材料在受到拉伸力时发生的 变形量与原始长度之比,是衡量金属材料塑 性变形能力的重要指标。
详细描述
伸长率检验同样采用拉伸试验机进行,通过 测量金属材料在受到拉伸力时的变形量,计 算出其伸长率值。
12.203.12-2001金属制品检验规范—汇流排检验
Q/ZX 12.203.12 – 2001<本文中的所有信息均为中兴通讯股份有限公司内部信息,不得向外传播。
>内部公开▲ Q/ZX中兴通讯股份有限公司企业标准(检验和试验方法技术标准)QQ/ZX 12.203.12 - 20012001-06-18 发布 2001-07-01 实施中兴通讯股份有限公司 发 布金属制品检验规范 —汇流排检验Q/ZX 12.203.12 – 2001<本文中的所有信息均为中兴通讯股份有限公司内部信息,不得向外传播。
>内部公开▲目 次前言............................................................................................................Ⅱ 1 范围 ..................................................................... 1 2 引用标准 ................................................................. 1 3 汇流排加工及检验 (1)3.1 汇流排的表面质量要求 ............................................. 1 3.2 汇流排的性能质量要求 ............................................. 1 3.3汇流排的验收方法 (2)前言为了提高金属结构件生产制造质量,加强对金属制品生产流程相关环节的监督检验和质量控制,保证结构件设计要求的完全贯彻和实施,特编写本系列标准。
《金属制品检验规范》为系列标准:Q/ZX 12.203.1-2001《金属制品检验规范-板金冷冲压加工及检验》Q/ZX 12.203.2-2001《金属制品检验规范-机械切削加工检验》Q/ZX 12.203.3-2001《金属制品检验规范-铸造加工及检验》Q/ZX 12.203.4-2001《金属制品检验规范-铝及铝型材加工及检验》Q/ZX 12.203.5-2001《金属制品检验规范-焊接加工及检验》Q/ZX 12.203.6-2001《金属制品检验规范-镀覆零件检验》Q/ZX 12.203.7-2001《金属制品检验规范-化学处理层的质量检验》Q/ZX 12.203.8-2001《金属制品检验规范-涂覆加工检验》Q/ZX 12.203.9-2001《金属制品检验规范-丝印加工检验》Q/ZX 12.203.10-2001《金属制品检验规范-紧固件加工检验》Q/ZX 12.203.11-2001《金属制品检验规范-机柜装配检验》Q/ZX 12.203.12-2001《金属制品检验规范-汇流排检验》本标准是《金属制品检验规范》第12部分。
金属表面处理检验规范.(DOC)
金属表面处理检验规范1适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13 修补:因膜层损伤而用涂料所作的局部遮盖。
喷漆前钢结构的表面处理及检验标准

理包括 3 面内容 :第一 , 方 打磨除去松动的锈斑 、 漆 皮及其他污物等 ;第 二 , 旧涂层的打毛处 理 ;第三 , 对 旧漆膜的边缘部位 , 作楔形打磨处理 。
25 创造 合 适 的 表面 粗 糙 度 .
标 准 中将 缺 陷 分成 A B c D E5 、 、 、 、 个级 别 。 A 级需要修正 ;B c D E 、 、 、 级可以修正 , 也可不修正。
28 不 锈 钢 的表 面 处理 .
建筑钢结构中 , 有些部位会采用不锈钢 , 不锈钢 有其独特 的腐蚀特征 :如氯离子对不锈钢 的腐蚀有
速 率 的
向 E 影 口
一
- 一 1 .
02 0 .0 01 .25
促进作 用 ;不锈钢 的腐蚀形式 以缝隙腐蚀和 电偶腐
国 际 标 准 IO 8 O— 3“ 缝 、 割 边 和 其 他 表 S 5 1 焊 切
S2 彻底 的手工和动 力工具 除锈。 t, 在不放 大 的 情况下进行观察时 , 面应无可见 的油脂和污垢 , 表 并
且 几 乎 没 有 附 着 不 牢 的 氧 化 皮 、铁 锈 、油 漆 层 和 异
摘 要: 指出钢结构涂装前表面处理的重要性 , 介绍了表面处理的作用、 内容以及相关的检验标准。 关键词 :钢结构表 面处理 ;涂装 ;检验标准
中 图分 类号 :T 3 . Q6 91 文 献标 识 码 :A 文 章编 号 :10 — 6 6 2 1 )7 0 3 — 6 0 9 19 ( 0 0 — 0 10 1
该彻底去除氧化皮 。
3 2
上海涂料
第4 9卷
籼3 卅 表k 一 3 潭 氧化皮去除程度对钢铁腐蚀速率的影 响见表 3 。
化 皮 I 去 量 _. 除 c 竺 一 。
五金产品检验标准
五金产品检验标准五金产品是指以金属为主要原料,经过一定的加工制作而成的各种工具、配件和装饰品等。
五金产品在日常生活和工业生产中扮演着重要的角色,因此其质量和安全性至关重要。
为了确保五金产品的质量,制定了一系列的检验标准,下面将对五金产品的检验标准进行详细介绍。
首先,五金产品的外观质量是其质量的重要标志之一。
外观检验包括产品的表面光洁度、色泽、形状、尺寸等方面的检测。
产品表面应光滑、无明显的划痕和氧化斑点,色泽应均匀一致。
同时,产品的形状和尺寸应符合设计要求,不得出现变形、扭曲等现象。
其次,五金产品的材料和成分也是检验的重点之一。
五金产品通常由铁、铝、铜、不锈钢等金属材料制成,其材料成分和含量直接影响产品的性能和使用寿命。
因此,对五金产品的材料和成分进行严格的检验和分析,确保其符合相关的国家标准和行业标准。
另外,五金产品的功能性能也是检验的重要内容之一。
不同类型的五金产品具有不同的功能,如承重、连接、固定等。
因此,需要针对不同类型的产品,制定相应的功能性能检验标准,确保产品在使用过程中能够满足设计要求和用户需求。
此外,五金产品的耐久性和可靠性也是检验的重点内容。
五金产品通常需要经受长期使用和各种环境的考验,因此其耐久性和可靠性是产品质量的重要指标。
通过模拟使用、振动、冲击等试验,对产品的耐久性和可靠性进行检验,确保产品在使用过程中能够保持良好的性能和稳定的工作状态。
最后,五金产品的安全性和环保性也是检验的重要内容。
五金产品在使用过程中需要符合相关的安全标准,不得对人身安全和环境造成危害。
因此,对五金产品的安全性和环保性进行严格的检验,确保产品符合相关的安全和环保要求。
总之,五金产品的检验标准涉及产品的外观质量、材料成分、功能性能、耐久性和可靠性、安全性和环保性等多个方面,通过严格的检验和测试,确保产品的质量和安全性,满足用户和市场的需求。
只有通过严格的检验标准,才能保证五金产品的质量和可靠性,为用户提供更加优质的产品和服务。
硬度检验方法和规范
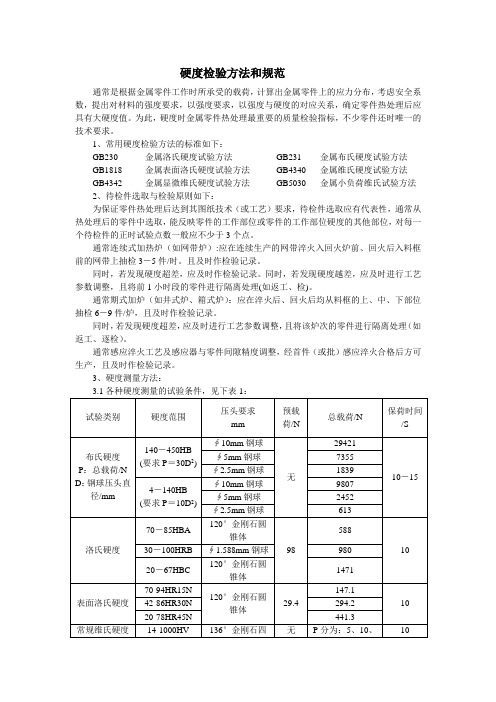
硬度检验方法和规范通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
3、硬度测量方法:备注:(1)零件心部或基体硬度,一般按GB230.GB231或GB4340的试验方法测量。
(2)若确定的硬度试验方法有几种试验力可供选择时,应选用试验条件允许的最大试验力。
4、检验设备与人员:4.1所有硬度计及标准硬度试块均应在计量部门检定的有效期内使用,不允许在无检定合格证书或超过检定的有效期使用。
4.2应设立专职检验人员,且经正规培训与考核,具有正式的资格证书;生产线的操作人员检验,应经一定培训,在专职检验人员的认可或指导下进行。
金属表面处理检验的要求规范
金属表面处理检验规范1适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13 修补:因膜层损伤而用涂料所作的局部遮盖。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手按零件明显下陷,放手弹起或不弹起。 (参考边界样本)
更改记录 Modification Register
文件更改单号
标记
处数
签名
更改日期
第 5 页,共 6 页
Hale Waihona Puke 准编号NO.检标I(C)N111-01-2013(0/A)
过程检验标准
检验项目 检验标准 特性:金属表面质量 标准: 如图红色所示打码区域150mm×25mm 按《金属表面质量检验》B面要求,不允许有手感的碰伤 、划伤等缺陷,允许有轻微拉伤; 如图所示打码周边区域按《金属表面质量检验》D面 要求,表面允许有一定不影响功能、无害的缺陷,包括轻 微划伤、碰伤。 白车身VIN 码打码面 打码区域和打码周边区域轮廓度≤0.2mm 方法:目测/手感 必要时轮廓度可以用塞规及直尺测量 频次:100%
标准编号NO.
检标I(C)N111-01-2013(0/A)
过程检验标准
1.3:区域C 中等可见区域
车型Model 分类Category 主题Theme
N111 车身部分 金属表面质量检验标准
1.4 :区域D 低可见/不可见区
更改记录 Modification Register
文件更改单号 Notice
标准编号NO.
检标I(C)N111-01-2013(0/A)
过程检验标准
1. 表面区域划分
车型Model 分类Category 主题Theme
N111 车身部分 金属表面质量检验标准
车身距地面高度50cm到170cm范围,即前保与翼子板的最低线水平以上、顶盖前端水 区域A 非常明显可 平线延伸到车身后部以下。包括发动机盖板、翼子板、尾门和侧围大部分区域。(尾门 见图1 见区域 牌照区、后侧窗等被覆盖区除外) B-E外部:距地面50cm以下,和距地面170cm以上。包括车身左右侧围和后门(50cm以 下和170cm以上表面)小部分区域、顶盖正面的斜面、翼子板最低水平线往后延伸以下 区域B 明显可见区 部位。 见图2 域 B-I内部:明显可见的门框、内板(距地面50cm以上和距地面170cm以下的区域)。包括 内窗框周边、车身驾驶室内部裸露可视部位。(铰链区属于D区) B-E外部:车身顶盖上表面 、牌照灯架部位、左右侧围的外板玻璃窗覆盖部分。 区域C 中等可见区 B-I内部:中等可见的门框、内板(距地面50cm以下和距地面170cm以上的区域)。包括 门框、内室立柱表面 、开门才可见的车身门框表面、立柱侧表面及门侧边、加油口内 见图2 域 侧。 低可见区域 区域D 见图3 不可见区域 1、装前、后保险杠部位 2、门框铰链区域 3、车身内外被装饰件覆盖的区域 、驾驶 室内较低区域 粘贴消音板表面、涂密封胶、PVC阻尼涂料表面,如轮罩和挡泥板表面、底板下表面 、前后大梁等。
车型Model 分类Category 主题Theme
N111 车身部分 金属表面质量检验标准
评估标准 强光下可见,但手感不明显 明显可见,有轻微手感 材料减薄量≥30%料厚 强光下可见,但手感不明显 可见,有轻微手感,远离冲压零件切口处 (参考边界样本) 可见,有轻微手感 可见,有轻微手感
锉刀印 磨痕 大范围凹凸 起皱 变形 滑移线 桔皮 表面颗粒粗大 缺孔 缺边 刚性差
过程检验标准
1.3:区域C 中等可见区域
车型Model 分类Category 主题Theme
N111 车身部分 金属表面质量检验标准
更改记录 Modification Register
文件更改单号 Notice
标记 Mark
处数 Amount
签名 Signature
更改日期 Date
第 3 页,共 6 页
N111 车身部分 金属表面质量检验标准
1.2:区域B 明显可见区域
更改记录 Modification Register
文件更改单号 Notice
标记 Mark
处数 Amount
签名 Signature
更改日期 Date
第 2 页,共 6 页
标准编号NO.
检标I(C)N111-01-2013(0/A)
15mm 260mm 150mm
车型Model 分类Category 主题Theme
N111 车身部分 金属表面质量检验标准
居中
打码周边区
打 码 区 以孔上
50mm
更改记录 Modification Register
文件更改单号
标记
处数
签名
更改日期
第 6 页,共 6 页
标记 Mark
处数 Amount
签名 Signature
更改日期 Date
第 4 页,共 6 页
标准编号NO.
检标I(C)N111-01-2013(0/A)
过程检验标准
区域 A NG NG NG NG NG NG NG NG NG 外部 B NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG C B NG NG NG NG NG NG 内部 C 问题描述 D 凸点 拉伤 开裂 凹点 压痕 划伤 碰伤 缩颈 材料减薄
标记 Mark 处数 Amount 签名 Signature 更改日期 Date
更改记录 Modification Register
文件更改单号 Notice
第 1 页,共 6 页
标准编号NO.
检标I(C)N111-01-2013(0/A)
过程检验标准
1.1:区域A 非常明显可见区域
车型Model 分类Category 主题Theme