无铅锡膏(sac305)规范
锡膏管理规范

锡膏管理规范一、引言锡膏是电子制造过程中常用的焊接材料,对于保证焊接质量和产品可靠性至关重要。
为了规范锡膏的管理和使用,确保生产过程中的质量稳定性和效率,制定本锡膏管理规范。
二、锡膏采购1. 选择合格供应商:锡膏的供应商应具备良好的信誉和稳定的供货能力,且符合相关质量管理体系认证要求。
2. 锡膏质量要求:锡膏的成分应符合产品设计要求,并具备良好的焊接性能和稳定性。
3. 锡膏样品测试:在采购过程中,应从供应商处获取样品进行测试,确保锡膏的质量符合要求。
三、锡膏储存与保管1. 储存环境:锡膏应存放在干燥、阴凉、通风良好的仓库中,避免阳光直射和高温环境。
2. 包装完好:锡膏的包装应完好无损,避免受潮、污染和挤压等情况。
3. 储存期限:锡膏应按照供应商规定的有效期进行使用,过期的锡膏严禁使用。
四、锡膏使用1. 使用前检查:在使用锡膏之前,应仔细检查锡膏的外观和包装,确保无异常情况。
2. 锡膏搅拌:锡膏在长时间不使用后,可能会出现分层现象,应使用专用搅拌器进行搅拌,使其达到均匀状态。
3. 锡膏温度控制:锡膏的使用温度应根据焊接工艺要求进行控制,过高或过低的温度都会影响焊接质量。
4. 锡膏使用量控制:应根据焊接面积和焊点要求合理控制锡膏的使用量,避免浪费和过量使用。
5. 锡膏清洁:焊接完成后,应及时清洁焊接区域的锡膏残留,避免对下一道工序产生影响。
6. 锡膏废弃物处理:废弃的锡膏应按照环保要求进行分类和处理,避免对环境造成污染。
五、锡膏质量控制1. 锡膏抽样检验:在生产过程中,应定期抽样检验锡膏的质量,确保其符合产品要求。
2. 锡膏性能测试:应对锡膏进行性能测试,包括粘度、熔点、焊接性能等指标的检测,确保其稳定性和可靠性。
3. 焊接质量检验:焊接过程中应进行焊接质量检验,包括焊点外观、焊接强度等指标的检测,确保焊接质量符合要求。
六、锡膏管理记录1. 锡膏采购记录:应建立锡膏采购记录,包括供应商信息、采购日期、样品测试结果等内容。
锡膏管理规范
锡膏管理规范一、引言锡膏是电子制造过程中常用的焊接材料,其质量和管理对于保证焊接质量至关重要。
为了规范锡膏的管理,提高生产效率和产品质量,制定本文档,明确锡膏的采购、存储、使用和废弃等各个环节的管理要求。
二、锡膏采购管理1. 采购计划:根据生产需求和库存情况,制定锡膏的采购计划,确保供应充足而不过剩。
2. 供应商选择:选择具有良好信誉和质量保证的供应商进行采购,建立长期合作关系。
3. 采购合同:与供应商签订明确的采购合同,明确锡膏的品牌、型号、数量、价格、交货期限等关键信息。
4. 采购验收:对收到的锡膏进行验收,检查外包装完好、生产日期新鲜、质量合格等,确保采购的锡膏符合要求。
三、锡膏存储管理1. 存储环境:锡膏应存放在温度控制在5-25摄氏度、湿度控制在40-70%的环境中,远离阳光直射和潮湿环境。
2. 贮存容器:锡膏应存放在密封良好的容器中,以防止氧化和污染。
3. 有效期管理:锡膏应按照生产厂商规定的有效期进行管理,过期的锡膏应及时淘汰或退回供应商。
4. 库存管理:建立锡膏库存清单,及时记录入库和出库情况,定期进行库存盘点,确保库存量合理。
四、锡膏使用管理1. 使用规程:制定锡膏使用规程,明确使用方法、使用量、使用工艺等,确保操作规范。
2. 使用记录:对每次使用的锡膏进行记录,包括使用日期、使用数量、使用人员等,便于追溯和分析。
3. 锡膏保养:定期对锡膏进行保养,包括搅拌、筛选等,确保锡膏的性能稳定。
4. 废弃处理:废弃的锡膏应按照环保要求进行处理,防止对环境造成污染。
五、锡膏质量控制1. 质量检验:对每批次的锡膏进行质量检验,包括外观、粘度、焊接性能等指标,确保质量符合要求。
2. 质量记录:对质量检验结果进行记录,包括检验日期、检验人员、检验结果等,便于追溯和分析。
3. 不良品处理:对不合格的锡膏及时进行处理,如退回供应商或进行再加工,防止不良品流入生产过程。
六、锡膏培训与管理1. 培训计划:制定锡膏管理的培训计划,定期对相关人员进行培训,提高其锡膏管理的专业知识和操作技能。
无铅锡膏(SAC305)管理规范
目录0 版本修改记录 02 1. 目标和目的 03 2. 有效性或范围 03■ ・・■ ・・・"・・・ ■・・■・・■・・■■・■・・・ ai ■ ■ ■ n ■・・・・ait ・・ Bi ・・・・t ・ ・■■・■■ ・・■ ・・■ ・・・ ・・・ H ■■■!■■■>!■■■: ・・■・,・・■ ■・■・・・■■ ・■■■■■■・■'■・■■!■・・■・・■ ■ ■ ai ■ ■ ■ ■・・ ・・・ ■・・■ ・・■・・■3. 职责03 4. 技术术语和缩略语035. 程序描述 ..................................................................................... 04 6 系统更新 09 7 其他相关文件 09 8 表单099文件存档 .....................................................................................09存放在naen 网络“ 192.168.5.14\NaenFiles\09_ 文控室”下的所有经签名的文件是唯一有效且被认可的版本。
没有质量部的同意不允许作任何改动,不允许向任何第三方发放该类 文件。
版本修改记录1. 目标和目的:依据锡膏的规格书及锡膏的特性明确锡膏的贮存、使用和管理方法;确保锡膏有效使用,保证产品焊接质量。
2. 有效性或范围:本规定所订定标准,适用于本公司所有型号为:M705-S101ZH-S4 的千住无铅锡膏。
3.职责:3.1仓库负责锡膏的入库、存储、发放、锡膏资料审核保存;3.2生产人员负责锡膏的领用;3.3质量人贝负责锡膏的使用过程监督;3.4工程人员负责文件的定义、设备流程正常运转。
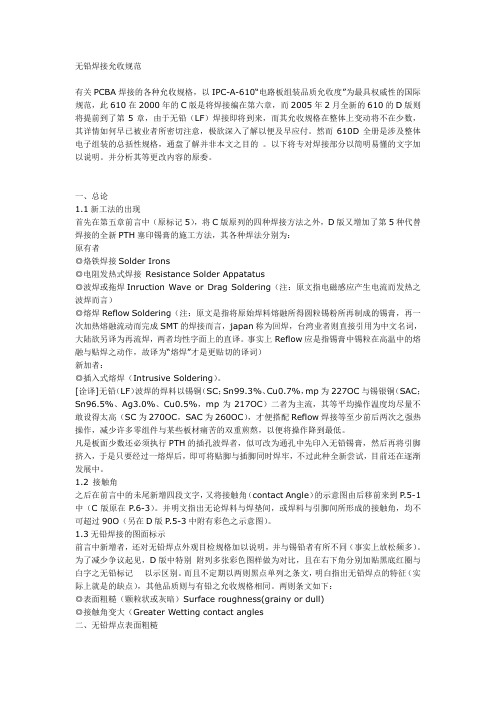
4.技术术语和缩略语:4.1 SAC305 :锡、银、铜三种金属的百分比分别是:Sn 96.5%\Ag3.0%\Cu0.5%4.2 RoHS : RoHS是由欧盟立法制定的一项强制性标准,它的全称是《关于限制在电子电器设备中使用某些有害成分的指令》(Restriction of Hazardous Substa nces)版次A/0页数of 总页数 4 of 9生效日期发行日期5. 程序描述5.1流程图图1 作业流程图检验人员联系质量工程师确定是退料还是正常入库使用5.2.2 仓库收料时,确认收料日期在锡膏生产日期延后3个月内,并含有ROHS检测报告和粘度检测报告;5.2.3 验收时确认外包装无破损,容器内有均匀分布多处冰袋,且冰袋无破损、功能未失效,可简单感知内部温度大约在0-10 C之间,否则拒收;Sz.sWic«= jt&DH手気捏拠\lmin?・盖近录A开玮时间在它乏阳E5袅迟半录入工卑,崙膏土丰三常吊二悄焉订主言弍琴均郎5.2锡膏的验收:5.2.1 仓库收料时,必须检查锡膏厂商及型号为M705-S101ZH-S4(S n96.5% Ag3%:千住Senju(无卤锡膏)-SMIC,瓶装为500g、粉红色瓶,如有异常,由(锡膏标签内容见图2);迟蓦弟芟与入犀定呈氨晋富孚记录.站勺建赵'烦写迥生旺间戸羽挖捧lmin?.辛迂示h?*riT版次A/0页数of 总页数 5 of 9生效日期发行日期图2容器标签内容对应内容注译如下:①Product n ame(Product) /品名②Producion lot No.(Lot No.) /批号③Net weight(Net) /净重量④Guara ntee period(Val.) /保证期间⑤Pate nt No./特许号码⑥Precauti on/注意事项⑦Manu facturer / s name /制造业名5.3锡膏的存储5.3.1已验收合格的锡膏贴厂内UID标签,仓库根据对应的料号、生产日期(D/C )等入库,然后按流水码顺序摆放至冰箱中,锡膏存储、发放必须通过MES,按照“先进先出”原则管控;CCO SOLD匚R PASTL Sf IFAfl:3 O/CuOS/Sn:G0608-3001Net:500G:2010/12/7UCBBBJ FWOUCr.PRM MaWZUlUSmr*4D9S7E»节・mnif 时MMNn, M concoct柚md曽轴rmmSUM 坍出什contecLPo not bmodi hin&$ 曲viBpdrr h mtt^acsKM tf lafiiiuiiwwil ,;9^<inMilai«MaiimnudstBi^.Cstiow HMil M NVB RW3tll«]l*S»MSDS m ingfiidcn Manud.■Store at O^1OC Tlh Id dkiwj8ENJU METAL(8HANGHA])COL<TD千性叠JU上海》制H扯司'Storage Temp0~10P532 锡膏侧面需贴上公司内部打印的物料标签,其编码原则如下LotVaiHalogen*FreeProduct: M705-S101ZH-S4eSC itnp^ 尢商耦MZOS-SlOlZH-SdfSntSJ - Ajj% CuO 5%)C OllHMIllllllllllllllll QTY : 1B I J^251S1O1ZH-S4图3 厂内物料标签1. UID : 日期+流水号2. Part : 物料料号3. Dsec : 物料规格4. DC: 锡膏生产日期5.LotNo : 批号 6.VPN:物料号等;533 密封且未开封状态之锡膏贮存温度为0-10 C,保存期限为6个月,若未开封锡膏贮存温度在室温时,其保存期限为60小时;5.3.4 温度监控系统有自动报警的功能 ,可以做到在线监控,当温度over 2~8 度时,监控系统自动报警,人工每 2.5小时确认冰箱温度并记录。
锡膏管理规范

锡膏管理规范一、引言锡膏是电子制造过程中常用的焊接材料,对于确保产品质量和生产效率具有重要作用。
为了规范锡膏的管理,提高生产效率和产品质量,制定本文档,明确锡膏的选购、存储、使用和废弃等方面的规范要求。
二、锡膏选购1. 供应商选择(1)供应商应具备合法的经营资质,有良好的信誉和口碑。
(2)供应商应提供产品的质量认证和相关证明文件。
(3)供应商应提供稳定的供货能力,确保及时供应。
(4)供应商应提供优质的售后服务,能够及时解决问题。
2. 锡膏质量要求(1)锡膏应符合国家相关标准或行业标准要求。
(2)锡膏应具备良好的可焊性和可靠性,确保焊接质量和连接强度。
(3)锡膏应无铅或低铅,符合环保要求。
(4)锡膏应具备一定的粘度和流动性,便于施焊。
三、锡膏存储1. 存储环境(1)存储室温度应控制在5℃~25℃之间,相对湿度应控制在30%~60%之间。
(2)存储室应保持清洁、干燥,避免阳光直射和潮湿环境。
(3)存储室内应设置专门的储存架或柜,将锡膏分类存放。
2. 包装和标识(1)锡膏应使用原包装或密封容器进行存储。
(2)锡膏包装上应标明生产日期、批次号、有效期等信息。
(3)存储架或柜上应标明锡膏的种类、规格和数量,便于管理和使用。
四、锡膏使用1. 锡膏领用(1)领用人员应核对锡膏的种类、规格和数量,确保与领用单一致。
(2)领用人员应填写领用单,并由相关负责人签字确认。
2. 锡膏使用(1)使用前应检查锡膏的包装是否完好,如有破损应立即更换。
(2)使用锡膏前应将其搅拌均匀,确保其中的颗粒分布均匀。
(3)使用锡膏时应控制施焊厚度和施焊面积,避免浪费和不必要的成本。
(4)使用完毕后,应将锡膏容器密封,避免其受潮或污染。
五、锡膏废弃1. 废弃分类(1)废弃锡膏应按照环保要求进行分类,如有有害物质应特殊处理。
(2)废弃锡膏容器应进行分类,如有回收价值的应进行回收利用。
2. 废弃处理(1)废弃锡膏应由专门的处理单位进行处理,确保环境不受污染。
【SMT资料】锡膏基础知识测试规范及锡膏的管理与印刷(WORD档)

一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
无铅焊接检验标准
无铅焊接允收规范有关PCBA焊接的各种允收规格,以IPC-A-610“电路板组装品质允收度”为最具权威性的国际规范,此610在2000年的C版是将焊接编在第六章,而2005年2月全新的610的D版则将提前到了第5章,由于无铅(LF)焊接即将到来,而其允收规格在整体上变动将不在少数,其详情如何早已被业者所密切注意,极欲深入了解以便及早应付。
然而610D全册是涉及整体电子组装的总括性规格,通盘了解并非本文之目的。
以下将专对焊接部分以简明易懂的文字加以说明。
并分析其等更改内容的原委。
一、总论1.1新工法的出现首先在第五章前言中(原标记5),将C版原列的四种焊接方法之外,D版又增加了第5种代替焊接的全新PTH塞印锡膏的施工方法,其各种焊法分别为:原有者◎烙铁焊接Solder Irons◎电阻发热式焊接Resistance Solder Appatatus◎波焊或拖焊Inruction Wave or Drag Soldering(注:原文指电磁感应产生电流而发热之波焊而言)◎熔焊Reflow Soldering(注:原文是指将原始焊料熔融所得圆粒锡粉所再制成的锡膏,再一次加热熔融流动而完成SMT的焊接而言,japan称为回焊,台湾业者则直接引用为中文名词,大陆欲另译为再流焊,两者均性字面上的直译。
事实上Reflow应是指锡膏中锡粒在高温中的熔融与贴焊之动作,故译为“熔焊”才是更贴切的译词)新加者:◎插入式熔焊(Intrusive Soldering)。
[诠译]无铅(LF)波焊的焊料以锡铜(SC;Sn99.3%、Cu0.7%,mp为227OC与锡银铜(SAC;Sn96.5%、Ag3.0%、Cu0.5%,mp为217OC)二者为主流,其等平均操作温度均尽量不敢设得太高(SC为270OC,SAC为260OC),才便搭配Reflow焊接等至少前后两次之强热操作,减少许多零组件与某些板材痛苦的双重煎熬,以便将操作降到最低。
锡膏管理规范
锡膏管理规范一、引言锡膏是电子创造过程中常用的材料之一,用于电子元件的焊接和连接。
为了确保生产过程的质量和效率,需要制定一套锡膏管理规范,以保证锡膏的质量和使用的安全性。
二、锡膏的存储1. 锡膏应存放在干燥、阴凉、通风良好的库房中,远离火源和易燃物。
2. 库房应保持干燥,相对湿度控制在40%~60%之间,温度控制在5℃~25℃之间。
3. 锡膏应储存在密封的容器中,避免受潮和污染。
每一个容器上应标明生产日期、批次号和有效期限。
4. 库房内应有专门的货架,按照生产日期和批次号的顺序存放,先进先出原则。
三、锡膏的保养和使用1. 在使用锡膏之前,应先检查包装是否完好,如有损坏或者过期的锡膏应即将报废。
2. 使用锡膏前应将容器搅拌均匀,以确保其中的成份充分混合。
3. 在使用锡膏时,应使用干净的工具,避免杂质和污染物的混入。
4. 使用锡膏时应注意控制用量,避免浪费和过度使用。
5. 使用锡膏后,应及时将容器密封,避免锡膏的干燥和污染。
四、锡膏的清洁和维护1. 使用锡膏后,应及时清洁工作台和工具,避免锡膏的残留和污染。
2. 清洁工具时应使用适当的溶剂,避免对环境和人体造成危害。
3. 定期检查锡膏的质量和有效期限,如发现问题应及时报告并更换锡膏。
4. 锡膏的清洁和维护工作应由专门的人员负责,确保操作规范和安全。
五、锡膏废弃物的处理1. 废弃的锡膏应按照环境保护法规进行处理,不能随意倾倒或者排放。
2. 废弃的锡膏应储存在密封的容器中,交由专门的废物处理单位进行处理。
3. 废弃的锡膏容器应进行分类采集和回收利用,避免对环境造成污染。
六、锡膏管理的培训和监督1. 对使用锡膏的员工进行培训,使其了解锡膏的性质、使用方法和安全注意事项。
2. 定期进行锡膏管理的监督和检查,确保规范的执行和问题的及时解决。
3. 建立锡膏管理的记录和档案,包括锡膏的进货、使用、清洁和废弃等信息。
七、锡膏管理的持续改进1. 定期评估锡膏管理的效果和问题,制定改进措施并进行实施。
无铅焊接检验标准
无铅焊接允收规范有关PCBA焊接的各种允收规格,以IPC-A-610“电路板组装品质允收度”为最具权威性的国际规范,此610在2000年的C版是将焊接编在第六章,而2005年2月全新的610的D版则将提前到了第5章,由于无铅(LF)焊接即将到来,而其允收规格在整体上变动将不在少数,其详情如何早已被业者所密切注意,极欲深入了解以便及早应付。
然而610D全册是涉及整体电子组装的总括性规格,通盘了解并非本文之目的。
以下将专对焊接部分以简明易懂的文字加以说明。
并分析其等更改内容的原委。
一、总论1.1新工法的出现首先在第五章前言中(原标记5),将C版原列的四种焊接方法之外,D版又增加了第5种代替焊接的全新PTH塞印锡膏的施工方法,其各种焊法分别为:原有者◎烙铁焊接Solder Irons◎电阻发热式焊接Resistance Solder Appatatus◎波焊或拖焊Inruction Wave or Drag Soldering(注:原文指电磁感应产生电流而发热之波焊而言)◎熔焊Reflow Soldering(注:原文是指将原始焊料熔融所得圆粒锡粉所再制成的锡膏,再一次加热熔融流动而完成SMT的焊接而言,japan称为回焊,台湾业者则直接引用为中文名词,大陆欲另译为再流焊,两者均性字面上的直译。
事实上Reflow应是指锡膏中锡粒在高温中的熔融与贴焊之动作,故译为“熔焊”才是更贴切的译词)新加者:◎插入式熔焊(Intrusive Soldering)。
[诠译]无铅(LF)波焊的焊料以锡铜(SC;Sn99.3%、Cu0.7%,mp为227OC与锡银铜(SAC;Sn96.5%、Ag3.0%、Cu0.5%,mp为217OC)二者为主流,其等平均操作温度均尽量不敢设得太高(SC为270OC,SAC为260OC),才便搭配Reflow焊接等至少前后两次之强热操作,减少许多零组件与某些板材痛苦的双重煎熬,以便将操作降到最低。
SAC锡丝(无铅)
The information contained herein is based on data considered accurate and is offered at no charge. No warranty is expressed or implied regarding the accuracy of this data. Liability is expressly disclaimed for any loss or injury arising out of the use of this information or the use of any materials designated.第一部分 总体信息产品名称(序号): Telecore Plus 锡/银/铜 焊丝,包括合金的变化,例如:SAC305(锡96.5/银3.0/铜0.5), SAC405(锡95.5/银4.0/铜0.5)化学族: 有芯焊丝D.O.T.危险等级: 未规定第二部分 危险成分材料以不同的百分比含有以下一种或几种金属成分成分 CAS 号码 重量比 OSHA PEL ACGIH TLV 锡 7440-31-5 91-96% 2.0mg/cum 2.0mg/cum 银 7440-22-4 2-5% 0.01mg/cum 0.1mg/cum 铜 7440-50-8 <2% 0.1mg/cum 0.2mg/cum 松香 4767-03-7 <3% NE NE第三部分 物理数据(公开或估计值)沸点 NA 比重@25℃ 典型值7.4760mmHg (水=1)蒸汽压力 NA 挥发性(重量百分比) NAmmHg 20℃ 蒸发率 NA蒸汽密度 NA(空气=1)水溶性 不溶于水 pH 值 NA外观、气味 无味的银灰色金属,各种形状尺寸第四部分火灾及爆炸危险数据可燃性极限(%空气中含量)下极限:NA 上极限:NA闪点:NA灭火物质:NA特殊灭火程序:灭火时使用自带正压的呼吸装置以及具有保护作用的服装。
无铅锡膏含铅标准-概述说明以及解释
无铅锡膏含铅标准-概述说明以及解释1.引言1.1 概述无铅锡膏是一种用于电子元器件焊接的重要材料,它不含有毒性金属铅成分,因此被广泛应用于电子行业。
然而,随着环境保护意识的增强和对健康安全的重视,无铅锡膏含铅标准成为了关注焦点。
含铅标准不仅涉及产品质量和性能,更是关乎环境保护和人类健康的重要议题。
本文将从无铅锡膏的定义和用途入手,系统分析含铅标准的意义和要求,探讨无铅锡膏对环境和健康的影响。
通过对这些内容的深入探讨,旨在强调无铅锡膏含铅标准对于行业发展和社会福祉的重要性,同时展望未来无铅锡膏技术的发展方向。
1.2 文章结构文章结构部分应该包括对整篇文章的组织和安排的描述。
在这篇文章中,我们分为引言、正文和结论三个部分。
引言部分主要包括对无铅锡膏含铅标准这一话题的概述、文章结构的介绍和写作目的的说明。
正文部分将分为三个小节来详细介绍无铅锡膏的定义和用途、含铅标准的意义和要求以及无铅锡膏对环境和健康的影响。
结论部分将从总结无铅锡膏含铅标准的重要性、展望未来的发展方向和最终的结论等角度对全文进行一个综合性的总结。
通过这样的组织结构,读者能够清晰地了解文章的内容和逻辑顺序,从而更好地理解和掌握无铅锡膏含铅标准这一重要话题。
1.3 目的本文的目的是探讨无铅锡膏含铅标准的重要性和必要性。
通过对无铅锡膏的定义、含铅标准的意义和要求、以及对环境和健康的影响进行分析和讨论,旨在提高人们对无铅锡膏的认识,促进无铅锡膏在工业生产中的应用,保障环境和人体健康。
同时,本文还将展望未来的发展方向,为相关领域的研究和实践提供参考和借鉴。
通过本文的撰写,希望能够引起社会各界的重视,促进无铅锡膏含铅标准的进一步规范和完善,为可持续发展和绿色生产做出贡献。
2.正文2.1 无铅锡膏的定义和用途无铅锡膏是一种用于电子元器件焊接的焊接材料,与传统的含铅锡膏相比,无铅锡膏不含有害的铅成分,可以减少对环境和人体健康的影响,符合现代社会对可持续发展和环保的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
0版本修改记录02
1.目标和目的03
2.有效性或范围03
3.职责03
4.技术术语和缩略语03
5.程序描述04
6系统更新09
7其他相关文件09
8表单09
9文件存档09
版本修改记录
1. 目标和目的:
依据锡膏的规格书及锡膏的特性明确锡膏的贮存、使用和管理方法;确保锡膏有效使用,保证产品焊接质量。
2. 有效性或范围:
本规定所订定标准,适用于本公司所有型号为:M705-S101ZH-S4的千住无铅锡膏。
3. 职责:
3.1仓库负责锡膏的入库、存储、发放、锡膏资料审核保存;
3.2生产人员负责锡膏的领用;
3.3质量人员负责锡膏的使用过程监督;
3.4工程人员负责文件的定义、设备流程正常运转。
4.技术术语和缩略语:
4.1SAC305:锡、银、铜三种金属的百分比分别是:Sn96.5%\Ag3.0%\Cu0.5%;
4.2 RoHS:RoHS是由欧盟立法制定的一项强制性标准,它的全称是《关于限制在电子电器
设备中使用某些有害成分的指令》(Restriction of Hazardous Substances)。
5. 程序描述
5.1流程图
图1 作业流程图
5.2锡膏的验收:
5.2.1仓库收料时,必须检查锡膏厂商及型号为:千住Senju(无卤锡膏)-SMIC
M705-S101ZH-S4(Sn96.5% Ag3% Cu0.5%),瓶装为500g、粉红色瓶,如有异常,由检验人员联系质量工程师确定是退料还是正常入库使用(锡膏标签内容见图2);
5.2.2 仓库收料时,确认收料日期在锡膏生产日期延后3个月内,并含有ROHS检测报告和粘
度检测报告;
5.2.3 验收时确认外包装无破损,容器内有均匀分布多处冰袋,且冰袋无破损、功能未失效,
可简单感知内部温度大约在0-10℃之间,否则拒收;
图2 容器标签内容
对应内容注译如下:
①Product name (Product) /品名
②Producion lot No. (Lot No.) /批号
③Net weight (Net) /净重量
④Guarantee period (Val.) /保证期间
⑤Patent No. /特许号码
⑥Precaution /注意事项
⑦Manufacturer's name /制造业名
5.3 锡膏的存储
5.3.1 已验收合格的锡膏贴厂内UID标签,仓库根据对应的料号、生产日期(D/C)等入库,
然后按流水码顺序摆放至冰箱中,锡膏存储、发放必须通过MES,按照“先进先出”
原则管控;
5.3.2锡膏侧面需贴上公司内部打印的物料标签,其编码原则如下:
图3 厂内物料标签
编码规则:
1.UID:日期+流水号
2.Part:物料料号
3.Dsec:物料规格
4.DC:锡膏生产日期
5.LotNo:批号
6.VPN:物料号等;
5.3.3密封且未开封状态之锡膏贮存温度为0-10℃,保存期限为6个月,若未开封锡膏贮存温
度在室温时,其保存期限为60小时;
5.3.4 温度监控系统有自动报警的功能,可以做到在线监控,当温度over 2~8度时,监控系统
自动报警,人工每2.5小时确认冰箱温度并记录。
5.4锡膏的领取:
5.4.1 生产领用锡膏时先填写领用记录,仓库按正确的顺序拿取锡膏然后通过MES依工单号
出库;
5.4.2 生产人员贴管制标签并填写取出冰箱时间,然后到对应线体完成生产MES系统的料号
导入;
5.4.3 锡膏领出冰箱后必须放置在EPA环境中,禁止放置在冰箱顶部、回流炉上方或者附近,
避免遇热后锡膏活性失效;
图4 锡膏管制标签
5.5锡膏的回温:
5.5.1锡膏回温前先记录回温时间并签名,回温时间为4小时,回温环境为EPA环境,最佳环
境温度为20-30℃;
5.5.2将锡膏正直放置在锡膏回温机中,回温结束后,锡膏自动弹出方可使用,已完成回温的
锡膏未开封保存期限为60小时(含回温时间);
图5 半自动锡膏回温机
5.5.3锡膏领出冰箱后无论是否开封均禁止再次入库,超出使用保存期限的由领用部门报废处
理。
5.6锡膏的机器搅拌:
5.6.1 搅拌前确认锡膏回温已达4小时,且密封状态下在室温存放时间小于48小时,否则通
知领班及以上人员处理,搅拌结束后填写搅拌时间和搅拌人员姓名;
5.6.2 机器搅拌时间为1min,设备参数已调试合格,禁止私自修改机器参数;
5.6.3 已完成机器搅拌禁止再次使用机器搅拌,若发生多次搅拌现象请及时通知领班及以上人
员处理。
5.7 锡膏的使用
5.7.1 全新锡膏开封后需立即填写开封时间,然后按照60小时有效时间计算过期时间,最后
操作人员再签上姓名;
5.7.2 开盖未使用的锡膏有效时间为24H,在钢网上使用的锡膏有效时间为12小时;
5.7.3 锡膏使用时车间温度必须控制在23℃±5之间;环境湿度控制在50%±15之间;
5.7.4 每次添加锡膏前确认锡膏在开盖后20小时以内,否则通知领班及以上处理;
5.7.5 每次添加锡膏,都需要将锡膏搅拌均匀再使用,搅拌方法为:顺时针按椭圆形路径搅拌
20-30次,每搅拌一圈约2-3秒,总耗时约1min;
5.7.6 添加完剩余的锡膏要盖上内盖,内盖往下推接触到锡膏面,挤出内盖和锡膏之间的空气,
然后拧紧外盖;
5.7.7 在添加锡膏时,保证“少量多次”方法,保证刮印锡膏住的的直径约10-15mm(以印刷
钢网操作规范为准),添加完后及时将刮刀清洁,放置在指定位置;
5.7.8 新旧锡膏禁止混用,产线应根据实际生产状态领用锡膏,若有异常情况请通知领班及以
上处理;
5.7.9 锡膏在正常使用时的粘度在200±30Pa.s之间,具体依据供应商的出货检测报告;
5.8 锡膏的回收:
5.8.1 已使用过的锡膏重新入罐时禁止放回原容器,避免与未使用的锡膏混合;
5.8.2钢网上的锡膏已停止使用30分钟以上,或已确定将停止使用30分钟以上,必须将锡膏
重新收回到全新存储瓶中密封保存;
5.8.3 假日、停电或者其他原因导致已开封的锡膏在有效时间内无法使用的,即使状态良好保
存时间仍不能超过24小时,否则报废处理;
5.8.4 锡膏重新入瓶时,检查瓶盖、瓶边角锡膏无硬质化,如有将其去除,同时锡膏内盖要往
下推接触到锡膏面,挤出内盖和锡膏之间的空气,然后拧紧外盖,已开封过的锡膏禁
止再次回冰箱保存。
5.8.5 已回温未开封的锡膏,若停止使用12小时以上,需放回冰箱,再次使用时重新回温。
5.9 锡膏的报废:
5.9.1 未开封的锡膏0-10℃存储保存期限超过6个月的必须报废处理;
5.9.2 未开封在常温下放置超过60小时的锡膏需要报废处理;
5.9.3 正常回温之已开封锡膏,常温下放置时间超过24小时的锡膏,钢网上使用时间超过12
小时需要报废处理;
5.9.4 含有杂质、硬化或水汽的锡膏;
5.9.5 报废的锡膏需要做明显的“报废”标识并隔离,由产生部按《废弃物分类及管理流程》
处理。
5.10注意事项:
5.10.1 收料时锡膏注意事项:1)外箱是否破损,2)冰袋是否融化,3)型号正确:Senju(无
卤锡膏)-SMIC M705-S101ZH-S4(Sn96.5% Ag3% Cu0.5%);
5.10.2 锡膏印刷在板子上,正常生产过程中需在3min内完成贴片,贴片后在2min内完成过
炉,异常情况下(设备故障等)必须在2小时完成贴片并过炉;
5.10.3 已经过机器搅拌过的锡膏禁止再次搅拌。
5.10.4 请勿直接接触皮肤,在接触皮肤的情况下,先使用无尘纸擦拭,然后使用酒精清洁;
6. 系统更新
此文件的更改需由质量部允许,文件所属部门方可进行更改。
9. 文件存档
此文件保存在naen网络中,“\\192.168.5.14\NaenFiles\09_文控室\01_TS16949 文件和表单\05_标准类文件”。