真实的模具图片讲解常用模具的结构及原理共55页
模具结构图示(96页)

模具结构图示(96页)一、引言模具是工业生产中不可或缺的重要工具,它能够高效、精确地制造出各种形状的零件。
模具结构图示是理解模具设计、制造和使用的重要工具,它能够直观地展示模具的各个组成部分及其相互关系。
本文档将详细介绍模具结构图示的内容,包括模具的基本组成部分、模具的结构类型以及模具的制造和装配过程。
二、模具的基本组成部分模具的基本组成部分包括模具本体、模具导向机构、模具加热和冷却系统、模具排气系统等。
模具本体是模具的核心部分,它决定了模具的形状和尺寸。
模具导向机构用于保证模具在开合过程中保持稳定的对准,从而确保零件的精度。
模具加热和冷却系统用于控制模具的温度,以避免零件产生变形。
模具排气系统用于排除模具内部产生的气体,以避免零件产生气泡和缺陷。
三、模具的结构类型模具的结构类型包括单腔模具、多腔模具、复合模具等。
单腔模具只有一个模具腔,用于生产单一形状的零件。
多腔模具具有多个模具腔,可以同时生产多个相同或不同的零件。
复合模具由多个单腔模具组合而成,用于生产复杂的零件。
四、模具的制造和装配过程模具的制造和装配过程包括模具设计、模具制造、模具装配和调试等步骤。
模具设计是模具制造的基础,它决定了模具的形状、尺寸和性能。
模具制造是将模具设计转化为实际模具的过程,包括模具材料的选择、模具加工和模具热处理等。
模具装配是将模具各个组成部分组装成完整模具的过程,需要保证各个部分的精度和稳定性。
模具调试是在模具装配完成后,对模具进行测试和调整,以确保模具能够正常工作。
五、模具结构图示的解读方法模具结构图示通常包含多个视图,如俯视图、正视图、侧视图等,以全面展示模具的立体结构。
在解读模具结构图示时,应识别各个视图的名称和方向,然后根据视图中的线条和符号理解模具的各个组成部分及其相互关系。
线条和符号通常代表模具的轮廓、尺寸、材料、热处理等信息。
模具结构图示中还会标注模具的关键尺寸和公差,以指导模具的制造和装配。
六、模具结构图示的应用领域模具结构图示在工业生产中具有广泛的应用,如汽车、家电、电子、航空航天等领域。
50个模具结构运作原理及零件用途讲解

50个模具结构运作原理及零件用途讲解1、二级推出机构2、可折叠型芯-三维3、可折叠型芯-平面4、侧向分型与抽芯机构-滑块-15、侧向分型与抽芯机构-滑块-26、侧向分型与抽芯机构-滑块-37、侧向分型与抽芯机构-滑块-48、侧向分型与抽芯机构-滑块-59、侧向分型与抽芯机构-滑块-610、侧向分型与抽芯机构-滑块-711、单分型面注射模示意图12、双分型面注射模示意图13、模架与镶件-C型14、滑块脱模-外螺纹15、推板推出17、推杆推出-斜面18、推管顶出19、推块推出-120、推块推出-221、延迟推出22、圆推杆顶出23、主流道的顶出形式24、主流道的两种形式25、斜导柱侧抽芯-开模行程26、单推板二次脱模机构-摆块拉板式27、单推板二次脱模机构-弹簧式28、单推板二次脱模机构-斜导柱-滑块式29、弹簧先复位机构30、定模设置推出机构的注射模示意图31、分型面-垂直分型面32、分型面-阶梯分型面33、分型面-平面、曲面分型面34、分型面-水平分型面35、复位杆复位36、改变合模线位置-范例37、合模销定位38、活动镶件示意图39、浇口数量和位置对熔接痕的影响40、浇口套与注射机喷嘴41、开设冷料槽以增加熔接强度42、气阀式引气-143、气阀式引气-244、气阀推出机构45、推板脱模结构形式-146、推板脱模结构形式-247、推板脱模结构形式-348、推板与型芯的配合形式49、推杆推出机构形式-150、推杆推出机构形式-2整理这篇文章也花了2天时间,先要把视频格式转换,再抓取动图,还。
图解说明塑胶模具的结构组成
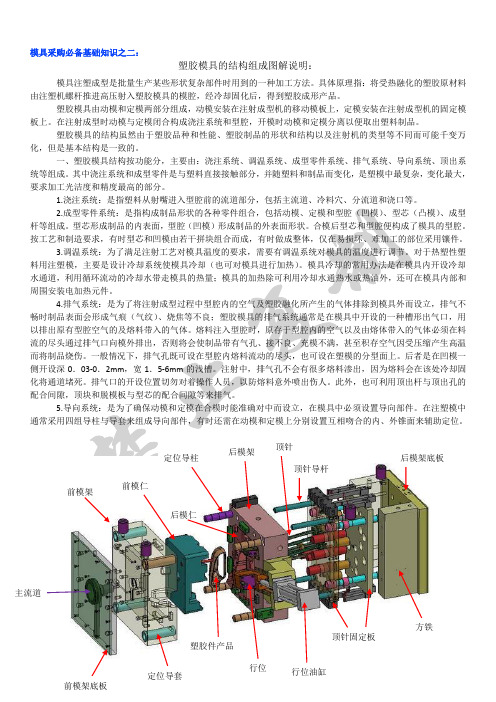
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
主流道前模架前模仁塑胶件产品行位油缸定位导柱行位定位导套方铁顶针固定板前模架底板6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。
当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。
它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。
塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。
不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
模具结构图示

司筒
司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
大于90度 大于 度
90度 度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离 要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴
水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
注塑模具内部结构详解-图文
50以上导柱
导柱
A板120MM或以下 C=A+B
A板120至150MM C=A-10+B
A板150至180MM C=A-20+B
A板180MM以上 C=0.8xA+B
针板导柱 针板导套
模具较大时一定要采用,以下简单介绍。
针板导套
针板导柱
两支针板导柱 四支针板导柱
INTER LOCK
图示中为四边INTER LOCK, 镶件为INTERLOCK,通常下 部加工直身,下模配加工直身 框,做螺纹孔,把 INTERLOCK做杯头孔锁入框 内,上部做斜度,上模配加工 相同的斜度,合模时就能起到 导向作用。此件有标准件。
1.设计为工字模
工字模利用底、面板凸出模身制 造码夹固定位置。
码模坑:在模板侧面加工一些坑,使得码铁伸入,收紧螺丝, 把模架锁紧在注塑机上。
H型码坑通常于A板及方铁加工,A板 在与注塑机接触一面留一厚度,约与 标准面板厚度相同。
I型码坑大小与H型一样,位置A板 不同,加工在与面板接触面上。
注意:当A板加工四边吊环时,须 考虑会否崩码模坑。
出模顶出装置:在此只做简单介绍。
斜顶
相同的设计有圆型INTER LOCK,上下分开,模板上只
用配与外圆相同尺寸的精圆孔 就可。
SIDE LOCK
SIDE LOCK作用同INTER LOCK、止口一样,在模板 的侧面加工小框,分别镶 入一凹一凸的标准件。
一:固定装置 二:导向装置 三: 复位装置 四:分型面型式 五:侧抽芯 六:出模顶出装置
复位装置:通过一些零件或加工,使得针板在顶出产品后能 及时复位,防止顶杆、推块等碰坏型腔。主要有:
复位杆 强制复位
模具结构图

二板模具结构名称三板模具结构名称1. 母模(定模)固定板1.母模(定模)固定板 26.回退控制开关2. 母模(定模)板2. 剥料板(流道推板) 27.公模(动模)固定板3. 定位环3.定位环 28.隔热板(两边有)4. 导套4.母模(定模)板5. 导柱5.拉料销6. 冷却水路(除动模固定板,垫块,上下推板)6.流道7. 流道7.导柱8. 定模仁8.导套9. 计数器9.小拉杆10. 动模仁10.冷却水路11. 侧定位块组件 11.动模仁12. 定模仁12.侧定位块组件13. 公模(动模)板13.定模仁14. 回位销(从推板开始)14.公模(动模)板15. 顶针(斜顶和滑块)15.回位销(从推板开始)16. 垫块 16.动模承板17. 弹簧17.垫块18. 复位杆(回位销)18.上推板(推板固定板)19. 支承柱19.下推板(推板)20. 行程限位块 20.弹簧21. 上推板(推板固定板) 21.顶针22. 下推板(推板) 22.支承板23. 回退控制开关 23.顶针板导柱(EGP)24. 公模(动模)固定板 24.顶针板导套(EGB)25. 隔热板(两边都有) 25.行程限位块热浇道模具结构名称1. 隔热板2. 开闭器3. 定模固定板4. 定位环5. 定模板6. 导柱7. 导套8. 热浇道9. 小拉杆10. 冷却水路11. 定模仁12. 侧定位块组件13. 动模板14. 动模仁15. 顶针(斜顶和滑块)16. 弹簧17. 垫块18. 回程杆19. 回位销20. 支承块21. 上推板22. 下推板23. 顶针板导柱24. 顶针板导套25. 动模固定板。
模具结构图示(1)
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口模架和小水口模
架两大类,香港地区将浇口称为水口,大水口模架指采用 除点浇口外的其他浇口形式的模具(二板式模具)所选用的 模架,小水口模架指进料口采用点浇口模具(三板式模具) 所选用的模架。
以上的工作位置。分为单注塑头多模位、多注塑头单模位 和多注塑头多模位注塑机三种。 ‘
• 如图5—5所示为单注塑头多模位注塑机,图5—6所示
为多注塑头单模位注塑机,图5—7所示为多注塑头多模 位注塑机。这些注塑机主要用来成型两种以上颜色或物料 的制品,可实现多模注塑,适应大批量生产,能提高生产 效率。
• (5)顶出机构 • 顶出机构是指模具分型以后将塑件顶出的装置(又称脱
模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆 等组成。
模具结构图示(1)
• (6)冷却和加热系统 • 为了使熔融塑料在模具型腔内尽快固化成型,提高生
产效率,一些塑料成型时必须对模具进行冷却,通常是在 模具上开设冷却水道,当塑料充满型腔并经一定的保压时 间后,水道通以循环冷水对模具进行冷却。
• 注塑成型设备主要是用来成型塑料制品,所以注塑成
型设备俗称注塑机。如图所示为一台往复螺杆式注塑机、 主要由合模装置、注塑装置、液压传动系统和电气控制系 统组成。
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
5.1 注塑成型设备的分类
•
近年来注塑机发展很快,种类日益增多,分类方式也
• 形式,设计的模具大致结构如图所示(B形式模架)。其模
架型号为:
• 1520—B—I一40—40—60,该代码表示规格为大水口、
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!