联轴器两轴同轴度修正
联轴器同轴度测量与调整

– 141 –《装备维修技术》2019年第5期(总第173期)doi:10.16648/ki.1005-2917.2019.04.122联轴器同轴度测量与调整张小宇(南京钢铁联合有限公司,江苏 南京 210035)摘要: 详细介绍了南钢带钢厂采用百分表对Φ500主机电机与减速机联轴器同轴度的测量和调整。
关键词: 联轴器;同轴度;百分表;测量;调整引言联轴器同轴度测量和调整是机械设备安装的重要工作之一,目的是为了保证机械设备在运转过程中主动轴和从动轴两轴中轴线能在同一直线上,同轴度的精度关系到机械设备是否能平稳运转,特别对于高速运转设备尤为重要,同轴度精度越高,设备运行越稳定,振动越小,使用寿命越长。
Φ500主机是我厂粗轧设备中的重要设备,是粗轧设备的最后一道工序,控制钢坯粗轧最终的宽度和厚度,直接影响精轧的辊缝设置和轧制力的大小,设备是否能正常运行,在安装电机和减速机时,同轴度的测量和调整至关重要。
通常我们更换减速机高速轴和轴瓦,进行联轴器同轴度测量时采用百分表进行测量,并对测量数据进行分析研究,再进行调整,以满足精度要求。
机械设备安装时,电机输出轴和减速机高速轴联轴器在轴向和径向会出现偏差和倾斜,可能会出现四中情况:第一种,两轴同轴且平行;第二种,两轴不同轴,但平行;第三种,两轴同轴但不平行;第四种,两轴既不同轴也不平行。
我们现场设备检修时主电机保持不动,主要是调整减速机高速轴。
因此,这里我们主要针对这种情况进行分析。
1. 同轴度测量同轴度调整顺序是:先处理垂直方向端面平行,径向对中,,然后再调整水平方向轴向倾斜和偏移。
调整好后再复检。
准备不同厚度的紫铜皮、扳手、撬杠、大锤,直尺、塞尺和2块百分表以及磁性百分表专用架一副等材料和工具。
用对称两根螺栓将电机和减速机联轴器连接在一起,将磁性百分表专用架固定在减速机基准轴上,同时安装上两块百分表,一块百分表测量头与电机联轴器径向面垂直接触,并下压2mm 左右,另一块百分表测量头与电机联轴器轴向端面垂直接触,并下压2mm 左右,并将两块百分表大针调整到0位;将联轴器直径方向分成0°、90°、180°、270°四等分,并用石笔做好标记,将钢丝绳穿入减速机低速轴大齿轮中,用行车拽钢丝绳,通过低速轴转动带动高速轴转动,在记录表上分别记下0°、90°、180°、270°四个方向径向端面百分表上显示出的数值,注意百分表大针旋转方向,以便确定正负值,若大针顺时针转动时读正值,若大针逆时针转动时读负值。
电动机联轴器同轴度标准

电动机联轴器同轴度标准
电动机联轴器同轴度标准通常遵循以下几个方面:
1.中心距偏差:即联轴器两个轴心之间的距离偏差。
一般情况下,允许的中心距偏差范围为±3%。
2.同轴度偏差:即联轴器轴线与基准轴线之间的偏差。
一般情况下,允许的同轴度偏差范围为0.01mm。
3.角度偏差:即联轴器轴线与基准轴线之间的角度偏差。
一般情况下,允许的角度偏差范围为±1°。
这些标准可根据具体应用的要求和行业标准进行调整和变化。
同时,联轴器安装时应按照厂家提供的安装指南进行操作,确保联轴器的同轴度符合要求,以保证电动机和传动装置之间的正常运行。
同心度

同心度电机与泵同心度找正初探泵与电机两轴的连接,要进行同轴度的检查和调整,这种工作称为同轴度找正,或称为轴系找中。
联轴器本身的加工精度以及在轴上的安装精度是保证找中同心度获得理想效果的前提,因此联轴器内外圆的同轴度,端面与轴心线的垂直度,都要求做到十分精确,安装后误差最好控制在0.01mm内较为理想,同轴度找正大多采用百分表为测量工具。
当百分表旋转不能通过时,用塞尺测量。
但测量精度和工作效率都不及用百分表。
泵与电机找正的目的:使电机平稳地将电机动能传递给泵,减少振动和噪音。
过大的偏差会使联轴器、转动轴及其轴承增加负荷,引起轴承发热、加速磨损;联轴器扭转、拉伸过大,导致疲劳断裂;加大泵整体振动和噪音,因此严格保证两轴线的同轴度是非常必要的。
泵找正的原理:当泵与电机两轴的同轴度没有误差时,两联轴器的外圆或端面之间没有相对偏差。
如测出偏差,便是两轴心的偏差值。
常见的三种偏差形式,如(图1)1两轴中心线有径向偏移。
(图a)2两轴中心线轴向倾斜(或称角移位)。
(图b)3两轴中心线同时有径向偏移和轴向倾斜(或角移位)。
(图c)图1泵偏差的检测1确认打紧基准泵(机)的机座螺栓。
2找正前先清除机泵靠背轮的铁锈油污,尤其是打表测量处。
3将磁性表座安装在泵轴上或者泵靠背轮上。
用一块百分表打电机靠背轮外径上,测径向偏差。
用另一块百分表打电机靠背轮端面上,测轴向倾斜偏差。
(如图2)4 用手缓慢转动电机轴,分别读出径向、轴向百分表的跳动值,并在靠背轮上分别标出最高值和最低值位置,在校正中以备参考。
如果跳动超过0.02mm 时,则得加同步杆(如图2左图),使两个转子转过的角度相同,保持两个转子的相对位置不变,以消除靠背轮自身加工、安装误差。
5 用手缓慢转动泵轴,测出电机靠背轮径向的最大读数值和最小读数值,并作出径向偏差图,标上最大偏差和最小偏差的相应位置。
(图3)北(上)南(下)东(右)(左)西东北西南西北东南径向偏差图36 测出电机靠背轮端面的最大读数值和最小读数值,并作出轴向倾斜偏差图,标上最大偏差和最小偏差的相应位置。
电动机联轴器同轴度标准
电动机联轴器同轴度标准电动机联轴器同轴度是指联轴器两端轴线的相对位置偏差,也即联轴器两端轴线的中心线之间的偏差。
同轴度是评价联轴器安装质量和性能的重要指标之一,对于确保机械设备的正常运行和延长设备寿命具有重要意义。
下面将介绍几种常见的电动机联轴器同轴度标准。
1. 国际标准 ISO 14691:该标准适用于各种类型的机械驱动系统,包括传动装置、电动机和与之配套的联轴器。
其中规定了不同类型联轴器的同轴度要求,如弹性联轴器、齿轮联轴器、链轮联轴器等。
2. 国家标准 GB/T 14543:该标准适用于机械传动装置中机械同轴度的测量。
其中规定了测量同轴度的方法和要求,包括测量设备的选用、测量方法的选择和测量结果的判定等内容。
3. 行业标准 SYJ 4104:该标准适用于矿山机械设备中的电动机联轴器。
其中规定了不同类型联轴器的同轴度要求,并根据具体应用场景和设备类型提出了相应的检测方法和评价要求。
4. 企业内部标准:根据不同企业的实际情况和应用要求,一些大型机械设备制造企业会制定自己的联轴器同轴度标准。
这些标准通常结合了国际、国家标准以及行业标准的要求,并根据企业的具体情况和技术能力进行调整和完善。
以上几种标准都对联轴器的同轴度提出了一些要求和指导,主要包括以下几个方面:1. 联轴器两端轴线的平行度要求:联轴器两端轴线应保持平行,平行度误差应在一定范围内。
2. 轴向错位要求:联轴器两端轴线的轴向错位应在一定范围内,确保联轴器可以正常工作而不产生不必要的振动和冲击。
3. 角度误差和偏差要求:联轴器两端轴线的夹角误差和轴线偏差应在一定范围内,以确保联轴器的传动效率和工作稳定性。
4. 测量方法和检验规程:标准中通常会详细说明测量同轴度的方法,包括选用适当的测量工具和设备,测量步骤和要求,以及结果的判定和评价标准等。
总之,电动机联轴器同轴度标准是确保机械设备正常运行和提高设备寿命的重要依据。
不同的标准适用于不同的场景和设备类型,通过合理选择和应用相关标准,可以有效地控制联轴器的同轴度,提高设备的工作性能和可靠性。
联轴器同轴度调整方法研究
联轴器同轴度调整方法研究联轴器作为传递主从轴运动和扭矩的部件,在焦炉机械中发挥着重要的作用。
联轴器两侧轴同轴度如果不在允许的范围内,会造成设备的轴承快速磨损、振动严重等现象,严重威胁到设备的稳定可靠运行,降低设备使用寿命。
本文提出了一种调节轴向柱销联轴器同轴度的计算方法,通过该方法可以找出能够计算联轴器同轴度的可测量值,并根据推导过程编写程序制作APP,协助安装人员快速准确对联轴器的同轴度进行调整。
Abstract:Coupling is used as a part to transfer the motion and torque of the driving shaft and the driven shaft,and it plays an important role in machinery of coke-oven. If the coaxiality of the two sides of the coupling is not within the allowable range,it will cause rapid wear of bearing and serious vibration of the equipment. It seriously threatens the stable and reliable operation of the equipment and reduces the service life of the equipment. This paper presents a method to adjust the coaxiality of the axial pin coupling,which can find out the measurable value that can calculate coaxiality of coupling. According to the pushing process,we can write a program to make APP,which can assist the installation personnel to adjust the coaxial schedule of the coupling quickly and accurately.关键词:联轴器;同轴度;调整;APP开发;pythonKey words:coupling;coaxiality;adjust;APP development;python0 引言联轴器安装过程中,联轴器两端同轴度调节主要根据百分表的测量值,靠人工进行调节,安装的精度及调试时间与操作工人的安装经验有很大关系。
联轴器的分类与校正
联轴器的分类与校正孙荣俊联轴器是联接两轴使其一同回转并传递运动和转矩的机械装置。
我公司很多设备传动都是通过联轴器来进行传动,下面简单谈谈联轴器的种类、使用以及安装校正方法。
1. 联轴器的分类目前联轴器可以分为三大类:刚性联轴器、挠性联轴器、安全联轴器。
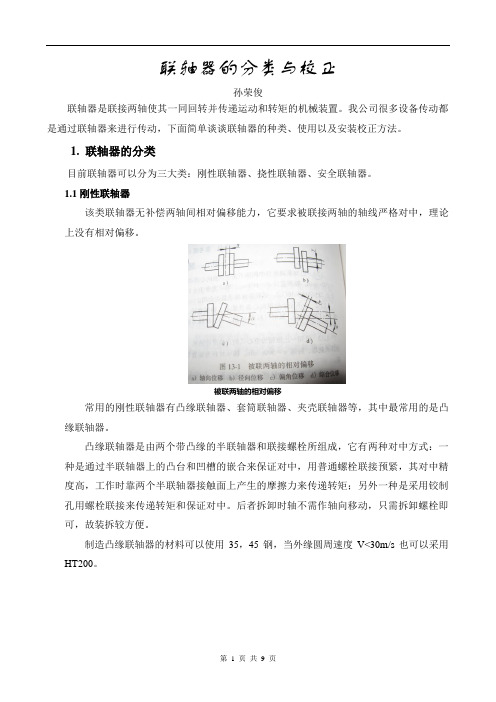
1.1刚性联轴器该类联轴器无补偿两轴间相对偏移能力,它要求被联接两轴的轴线严格对中,理论上没有相对偏移。
被联两轴的相对偏移常用的刚性联轴器有凸缘联轴器、套筒联轴器、夹壳联轴器等,其中最常用的是凸缘联轴器。
凸缘联轴器是由两个带凸缘的半联轴器和联接螺栓所组成,它有两种对中方式:一种是通过半联轴器上的凸台和凹槽的嵌合来保证对中,用普通螺栓联接预紧,其对中精度高,工作时靠两个半联轴器接触面上产生的摩擦力来传递转矩;另外一种是采用铰制孔用螺栓联接来传递转矩和保证对中。
后者拆卸时轴不需作轴向移动,只需拆卸螺栓即可,故装拆较方便。
制造凸缘联轴器的材料可以使用35,45钢,当外缘圆周速度V<30m/s也可以采用HT200。
凸缘联轴器凸缘联轴器不具有补偿两轴轴线相对偏移的能力,也不具有缓冲减震的性能。
但结构简单。
价格便宜,传递扭矩的能力也较大,故常用于载荷平稳、速度稳定,被联接两轴间相对偏移极小的场合。
1.2挠性联轴器该类联轴器允许并能补偿被联接两轴间的相对偏移,并根据联轴器自身的结构和材料,又可分为有弹性元件挠性联轴器和无弹性元件挠性联轴器。
1.2.1无弹性元件挠性联轴器无弹性元件挠性联轴器的承载能力大,但不具备缓冲减振的性能,在高速或转速不稳定或正反转时,有冲击和噪声,主要适用于低速、重载、转速平稳的场合。
常用的无弹性元件挠性联轴器有十字滑块联轴器和滑块联轴器、齿式联轴器、滚子链联轴器和十字轴万向联轴器。
1.2.1.1十字滑块联轴器和滑块联轴器十字滑块联轴器是由两个端面上开有凹槽的半联轴器和一个两面带有凸牙的中间盘所组成。
安装时中间盘两面的凸牙分别嵌入两半联轴器的凹槽,靠凹槽与凸牙的相互嵌合传递转矩。
联轴器同心度校正方法
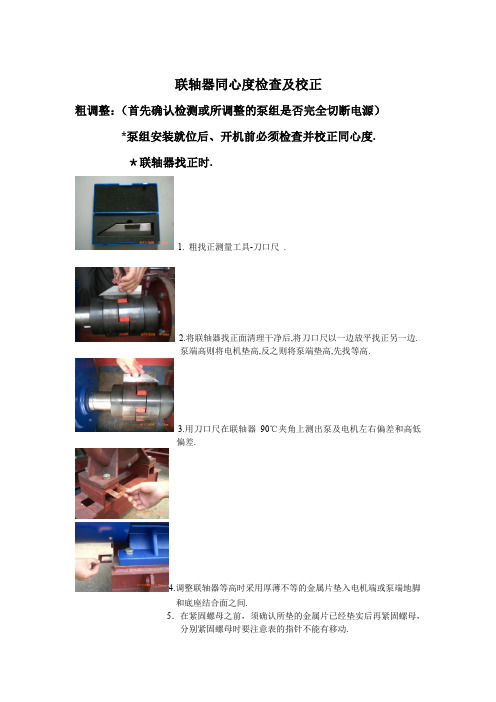
联轴器同心度检查及校正粗调整:(首先确认检测或所调整的泵组是否完全切断电源)*泵组安装就位后、开机前必须检查并校正同心度.*联轴器找正时.1. 粗找正测量工具-刀口尺.2.将联轴器找正面清理干净后,将刀口尺以一边放平找正另一边.泵端高则将电机垫高,反之则将泵端垫高,先找等高.3.用刀口尺在联轴器90℃夹角上测出泵及电机左右偏差和高低偏差.4.调整联轴器等高时采用厚薄不等的金属片垫入电机端或泵端地脚和底座结合面之间.5.在紧固螺母之前,须确认所垫的金属片已经垫实后再紧固螺母,分别紧固螺母时要注意表的指针不能有移动.精调整(检查粗调整后的精度)1.量程为5-10mm的百分表及磁性表座。
2.盘车联轴器360 ℃,表指针摆动范围内的读数即为跳动值。
用百分表测得圆周上最大跳动值:≤0.20mm最终检查:所有地脚紧固后,确认和复检圆周最大跳动值是否在≤0.20mm范围之内。
*运行后在一段时间内检测轴承端的温升变化,如果温升急剧上升无稳定且有超标现象并接近极限温度,此时必须停机检查。
*运行后的泵组,必须注意轴承温度变化,如果与前一次记录有升高现象,此时就必须停机再次对联轴器同心度进行检查。
三相异步电动机的最高允许温升(周围环境温度为+40℃)GISO同心度不符合要求产生的故障现象:1.噪声。
(叶轮环口与泵壳口环摩擦,轴承受力不均)2.轴承温升快。
3.轴承温度高。
4.泵组振动,抖动。
5.轴承位置有油渗出。
6.严重时弹性体磨损及掉屑和受挤压有熔化现象。
同心度跳动值超标的危害:1.轴承在运转时受力不均产生高温。
使润滑脂稀释流出使轴承球道内润滑不足。
2.弹性体磨损后致使联轴器结合部无缓冲,联轴器金属部分相互撞击而损坏。
3.轴承损坏,轴承座损坏(因润滑不畅,高温膨胀和轴承钢圈受力不均致使轴承外钢圈跑外圆和内钢圈抱死或跑内圆)4.叶轮环口与泵壳口环磨损(不锈钢易咬死)使泵效率下降.(采购轴承时请认准SKF,NSK专卖店)-曲线爪型联轴器同心度圆周上跳动不大于0.20mm.-弹性膜片联轴器同心度圆周上跳动不大于0.10mm.联轴器同心度检测及调整售后服务部(安装.调试.维修人员用)。
联轴器校正
联轴器对中调整一、联轴器装配的技术要求联轴器装配的主要技术要求是保证两轴线的同轴度。
过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故。
二、联轴器在装配中偏差情况分析1、两半联轴器及平行又同心2、两半联轴器及平行,但不同心3、两半联轴器虽然同心,但不平行4、两半联轴器既不同心,也不平行联轴器处于第一种情况是正确的,不需要调整。
后三种情况是不正确的,均需要调整。
实际装配中常遇到的是第四种情况。
三、联轴器找正的方法常用的有以下几种:1、直尺塞规法利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。
这种方法简单,但误差大。
一般用于转速较低、精度要求不高的机器。
2、外圆、端面双表法用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。
这种方法应用比较广泛。
其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。
它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。
如:汽轮机、离心式压缩机等。
4、外圆双表法用两个千分表测量外圆,其原理是通过相隔一定间距的两组外圆测量读数确定两轴的相对位置,以此得知调整量和调整方向,从而达到对中的目的。
此方法的缺点是计算较复杂。
5、单表法此方法只测定轮毂的外圆读数,不需要测定端面读数。
此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。
用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。
四、 联轴器装配误差的测量和求解调整量使用不同找正方法时的测量和求解调整量大体相同,下面以外圆、端面双表法为例,说明联轴器装配误差的测量和求解调整量的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如 ; 下 垂 量 0.03mm, 而 底 部 的 百 分 表 读 数 为 - 0.22mm, 消 除 下 垂量的影响, 底部经修正后的读数应为 - 0.19mm。
3) 当 水 平 面 内 两 侧 读 数 都 不 是 零 时 , 为 方 便 起 见 , 通 常 采 用在两侧读数中分别加上一个相等的数( 正数或负数) , 使其中 一 侧 变 为 零 。这 种 数 学 变 换 对 实 际 偏 差 没 有 影 响 。运 用 这 种 方 法应该注意的是: 支脚螺栓孔和螺栓之间的间隙要满足在水平 方向上的调整量。
Abs tract: Dampers are widely used in aerial transmission line to reduce the severity of aeolian vibration and the accompanying fatigue dam- age to transmission line. According to the characteristic of aeolian vibration, it describes methods about making certain the number of the damper and the best fixing seat of dampers for anti- vibration consult. Key words : Transmission line; Aeolian vibration; Damper
3 单表修正同轴度数据测量
求高的机器。 2.2.1 外圆、端面双表修正
如 图 1( b) 所 示 , 用 两 个 百 分 表 分 别 测 量 联 轴 器 轮 毂 的 外 圆和端面上的数值。通过对测得的数值进行计算分析, 确定两
1) 在 A、B 两个半联轴器的轮毂外圆面上各做相隔 90°的 四等分标志点 A1、A2、A3、A4 及 B1、B2、B3、B4。
Equipment Manufactring Technology NO.12, 2007
联轴器两轴同轴度修正
彭 巍, 于兴芝, 苏 静 ( 河南工业职业技术学院, 河南 南阳 473009)
摘要: 探讨了影响联轴器两轴同轴度的因素, 论述了两轴同轴度的修正方法, 提出了单表修正同轴度数据测量和调试时应注意的问题。
Correction of Coaxiality of Two Coupling Axes
PENG Wei , YU Xing- zhi, SU jing ( Henan Polytechnic Institute, Nanyang Henan 473009, China)
Abs tract: The factors that affluences coaxiality of two coupling axes are studied in this paper. And the correction of two coupling axes coaxial- ity is discussed. Finally, the questions about how to measure coaxiality data with a unique instrument and what should be noticed when de- bugging are presented. Key words : coaxiality; relative displacement; setting accuracy; debug method
两 轴 同 轴 度 修 正 方 法 是 多 种 多 样 的 。虽 然 激 光 对 中 仪 的 研 制成功, 使得联轴器的两轴同轴度修正更加快捷、准确 , 但由于 价格较贵, 一般企业通常采用下述方法修正。 2.1 用直尺和间隙规修正
如 图 1( a) 所 示 , 用 直 尺 检 查 机 器 外 圆 各 方 向 上 的 同 轴 情 况, 用间隙规来测量联轴器两轮毂端面间的距离从而调整联轴 器所联两轴的同轴度。这种方法最简单, 但误差比较大, 一般只 用于转速较低且同轴度要求不高的机器。 2.2 用百分表修正
3 结束语
在输电线路中安装防振锤时, 要依据档距的长短, 确定合 适 的 防 振 锤 数 量 以 及 计 算 防 振 锤 的 最 佳 位 置 。这 样 安 装 的 防 振 锤, 才能更有效地防止微风振动造成的输电线断股。 参考文献: [1] 郑玉琪. 架空输电线路微风振动[M].北京:水利电力出版社, 1987. [2] 何晓雄, 李合琴.架空输电线防振锤安装位置的工程计算[J].计算物
允许的偏差值越大, 安装时越容易达到要求。但是从安装质量
角度讲, 两轴中心线偏差越小, 对中越精确, 机器的运转情况越 好, 使用寿命越长。所以, 不能把联轴器安装时两轴同轴的允许 偏差看成是安装者草率施工所留的余量。
( d)
( e)
图 1 两轴调整同轴度示意图
2.2.3 外圆双表修正
2 两轴同轴度修正方法
值 等 于 E 到 C 点 的 距 离 CE 与 CD 的 比 值 。 写 成 数 学 表 达 式 为:
!M - b b - #m
4 =4
( 1)
"M
$m
4
4
式中 b 为防振锤安装距离( m) , 由上式可得:
" #" $ b = %m × &M 22
’m + (M 22
( 2)
% 其中, )m = D
磨损、机 器 产 生 的 位 移 及 基 础 的 不 均 匀 下 沉 等 , 都 可 能 破 坏 两
轴的同轴度, 因而必须进行修正。
实际上, 绝对准确的同轴是不存在的。在设计时规定两轴
( a)
( b)
( c)
中心有一个允许偏差值, 这也是安装联轴器时所需要的。从装
配角度讲, 只要能保证联轴器安全可靠地传递转矩, 两轴中心
当 +m =,M 时, 由式( 2) 得 b≈-m 2。当导线装有护线条时,
导线悬挂点处的刚度增大, 振动波节点略向外移, 此时安装距 离应比按式( 2) 计算的值增大 10%左右。
防振锤安装距离应以振动的波节点为计算起点, 如认为线 夹能跟随导线一起振动, 则悬垂线夹应以回转轴作为起点, 耐 张 线 夹 应 以 尾 端 的 连 接 轴 作 为 起 点 。但 实 际 上 在 大 多 数 情 况 下 线夹并不能跟随导线一起振动, 波节点将在悬垂线夹或耐张线 夹的出口处形成, 故防振锤的安装距离 b 应以线夹出口处作为 起点。
5 结束语
联轴器的同轴度修正是一个细致过程, 无论采用哪种方 法, 复查测量时仍可能产生一定的误差。因此, 修正与调整需要 反复进行多次, 最终将误差限制在允许的范围内。这一过程要 在工作中 要 不 断 探 索 、积 累 并 及 时 总 结 经 验 , 才 能 使 这 项 工 作 更 加 科 学 、快 捷 和 准 确 。 参考文献: [1] 濮良贵.机械设计[M]. 北京: 高等教育出版社.2001. [2] 庄祥华.联轴器[M]. 北京: 化学工业出版社, 1996.
水泵、液压泵等。为了保证联轴器能正常运转, 避免在使用中产 种方法应用比较广泛, 但缺点是, 对于有轴向窜动的机器, 在盘
生较大的振动, 防止损坏电机和减速器轴承, 降低设备的使用 车时对端面读数产生偏差。一般适宜于滚动轴承, 轴向窜动较
寿命。在安装时, 必须进行适当的调整, 以获得联轴器所联两轴 小的中小型机器。
2) 先 在“A”轴 上( 图 1e 所 示) 架 设 百 分 表 , 并 使 百 分 表 的
收稿日期: 2007- 10- 03 作者简介: 彭 巍, 女, 河南南阳人, 河南工业职业技术学院机械工程系实验师。
[下转第 128 页]
112
Equipment Manufactring Technology NO.12, 2007
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
[上接第 112 页]
触杆接触“B”轴轮毂的外圆面上的 B1 点处。 3) 将 表 盘 对 到 0 位 置 , 按 运 转 方 向 转 动“A”轴 联 轴 器 , 分
别测得“B”轴联轴器上的 B1、B2、B3、B4 的读数( 其中 B1=0) , 为 准 确 可 靠 可 复 测 几 次 。为 了 避 免“ B”联 轴 器 外 圆 与 轴 不 同 心 给 测量带来误差, 可同时盘动“A”轴与“B”轴联轴器。
关键词: 同轴度; 相对位移; 调整精度; 调试方法
中图分类号: TH133.4
文献标识码: B
文章编号: 1672- 545X(2007)12- 0112- 01
联轴器的作用是联接两根轴使其一同旋转, 用来传递运动 轴在空间的位置, 最后得出调整量和调整方向, 达到较为精确
和转矩, 在 机 械 设 备 中 使 用 很 普 遍 , 如 球 磨 机 、输 送 机 、中 小 型 的对中。测量数值时, 应同时转动两轴以提高测量的准确性。这
9.8×Tm 为最小半波长( m) ;
2 400VM
W
% *M = D
2 400Vm
9.8×TM 为最大半波长( m) ; W
Tm、TM — ——最高、最低气温条件下的导线张力( N) ;
Vm、VM — ——导线振动风速的下限、上限( m/s) ;
D — ——导线直径( mm) ;
W — ——导线单位长度的重量( kg/m) 。
如 图 1( e) 所 示 , 这 是 近 年 来 国 外 应 用 比 较 广 泛 的 一 种 修 正方法。这种方法只测定轮毂的外圆读数, 不需要测定端面读 数, 操作测定仅用一个百分表。此方法同轴度精度高, 而且能用 于轮毂直径小而轴端距比较大的机器同轴度修正, 又能适用于 多轴的大型机 组(如 高 转 速 、大 功 率 的 离 心 压 缩 机 组)的 同 轴 度 修正。这种方法还可以消除轴向窜动的影响, 而且操作方便、计 算调整量简单, 是一种比较好的同轴度修正方法。