铝合金熔炼与铸造简介
铝合金的熔炼与浇铸
铝合金的熔炼与浇铸6.5.1铝合金的性能及应用铝合金是比较年轻的材料,历史不过百年,铝合金以比重小,强度高著称,可以说没有铝合金就不可能有现代化的航空事业和宇航事业,在飞机、导弹、人造卫星中铝合金所占比重高达90%,是铸造生产中仅次于铸铁的第二大合金,其地壳含量达7.5%,在工业上有着重要地位。
铝合金有良好的表面光泽,在大气及淡水中具有良好的耐腐蚀性,故在民用器皿制造中,具有广泛的用途。
纯铝在硝酸及醋酸等氧化性酸类介质中具有良好的耐蚀性,因而铝铸件在化学工业中也有一定的用途。
纯铝及铝合金有良好的导热性能,放在化工生产中使用的热交换装置,以及动力机械上要求具有良好导热性能的零件,如燃机的汽缸盖和活塞等,也适于用铝合金来制造。
铝合金具有良好的铸造性能。
由于熔点较低(纯铝熔点为660℃,铝合金的浇注温度一般约在730~750℃左右),故能广泛采用金属型及压力铸造等铸造方法,以提高铸件的在质量、尺寸精度和表面光洁程度以及生产效率。
铝合金由于凝固潜热大,在重量相同条件下,铝液的凝固过程时间延续比铸钢和铸铁长得多,其流动性良好,有利于铸造薄壁和结构复杂的铸件。
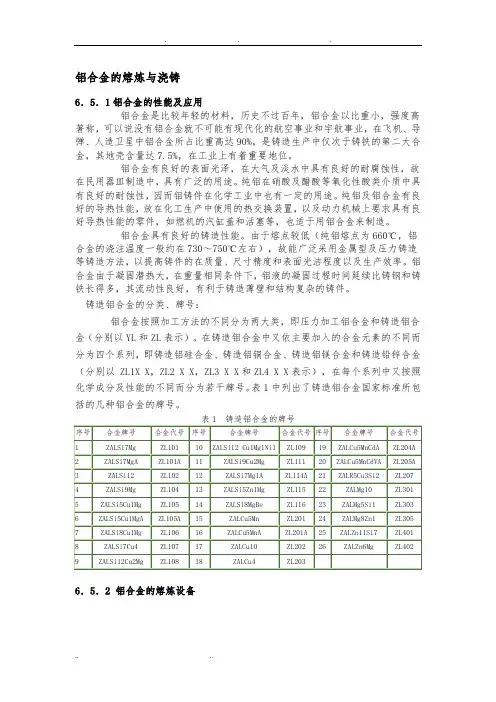
铸造铝合金的分类、牌号:铝合金按照加工方法的不同分为两大类,即压力加工铝合金和铸造铝合金(分别以YL和ZL表示)。
在铸造铝合金中又依主要加入的合金元素的不同而分为四个系列,即铸造铝硅合金、铸造铝铜合金、铸造铝镁合金和铸造铅锌合金(分别以 ZL1X X,ZL2 X X,ZL3 X X和ZL4 X X表示),在每个系列中又按照化学成分及性能的不同而分为若干牌号。
表1中列出了铸造铝合金国家标准所包括的几种铝合金的牌号。
6.5.2 铝合金的熔炼设备合金熔炼的目的是要获得符合一定成分和温度要求的金属熔液。
不同类型的金属,需要采用不同的熔炼方法及设备。
如钢的熔炼是用转炉、平炉、电弧炉、感应电炉等;铸铁的熔炼多采用冲天炉;而非铁金属铝合金的熔化通常采用坩埚电阻炉,炉子的大小一般为30-500kg,电热体有金属(铁铬合金)、非金属(碳化硅)两种,是广泛用来熔化铝合金的炉子,优点是:炉气呈中性,金属也不会强烈氧化,炉温便于控制,操作简单,劳动条件好。
铝合金熔炼与铸造
铝合金熔炼与铸造 铝合金的熔炼与浇注是铸造生产中主要环节。
严格控制熔炼与浇铸的全过程,对防止针孔、夹杂、欠铸、裂纹、气孔以及缩松等铸造缺陷起着重要的作用。
由于铝熔体吸收氢倾向大,氧化能力强,易溶解铁,在熔炼与浇铸过程中必须采取简易而又谨慎的预防措施,以获得优质铸件。
1、铝合金炉料配制及质量控制 为了熔炼出优质铝熔体,首先应选用合格的原材料。
须对原材料进行科学管理和适当处理,否则就会严重影响合金的质量,生产实践证明,原材料(包括金属材料及辅助材料)控制不严会使铸件成批报废。
(一)原材料必须有合格的化学成分及组织,具体要求如下: 入厂的合金锭除分析主要成分及杂质含量外,尚就检查低陪组织及断口。
实践证明,使用了含有严重缩孔、针孔、以及气泡的铝液,就难以获得致密的铸件,甚至会造成整炉、整批的铸件报废。
有人在研究铝硅合金锭对铝合金针孔的影响时发现,用熔融的纯浇铸砂型试块时并不出现针孔,当加入低组织和不合格的铝硅合金锭后,试块针孔严重,且晶粒大。
其原因为材料的遗传性所致。
铝硅系合金和遗传性随着含量的提高面增大,硅量达到7%时,遗传显著。
继续提高硅含量到共晶成分,遗传性又稍减小。
为解决炉料遗传性引起的铸件缺陷,必须选用冶金质量高的铝锭、中间合金及其它炉料。
具体标准如下: (1)断口上不应有针孔、气孔 针孔应在三级以内,局部(不超过受检面积的25%)不应超过三级,超过三级者必须采取重熔炼的办法以减少针孔度。
重熔精炼方法与一般铝合金熔炼相同,浇铸温度不宜超过660℃,对于那些原始晶粒大的铝锭、合金锭等,应先用较低的锭模温度,使它们快速凝固,细化晶粒。
2、炉料处理 炉料使用前应经吹砂处理,以去除表面的锈蚀、油脂等污物。
放置时间不长,表面较干净的铝合金锭及金属型回炉料可以不经吹砂处理,但应消除混在炉料内的铁质过滤网及镶嵌件等,所有的炉料在入炉前均应预热,以去除表面附的水分,缩短熔炼时间在3小时以上。
3、炉料的管理及存放 炉料的合理保存及管理对确保合金质量有重要意义。
铝合金熔炼与铸造 (2)
铝合金熔炼与铸造1.铝合金是一种重要的金属材料,具有优异的物理性能和机械性能,广泛应用于航天航空、汽车制造、建筑工程等领域。
铝合金熔炼与铸造是生产铝合金制品的关键步骤,本文将介绍铝合金熔炼与铸造的基本原理、常用工艺和注意事项。
2. 铝合金熔炼铝合金熔炼是将铝合金原料加热至熔点,并以一定方式进行熔炼的过程。
铝合金原料可以是铝锭、废铝或铝合金碎料,在熔炼过程中需要加入一定比例的熔剂和合金元素。
铝合金熔炼的目的是将原料熔化并混合均匀,以获得符合要求的铝合金液态材料。
2.1 熔炼设备铝合金熔炼通常使用电阻炉、感应炉或电弧炉等熔炼设备。
其中,电阻炉是最常用的熔炼设备之一。
电阻炉通过电流通过导体产生的电阻热进行熔炼,具有加热速度快、操作方便等优点。
感应炉则利用电磁感应的原理进行加热,加热效率高,适用于熔炼大批量的铝合金。
电弧炉则利用电弧的高温进行熔炼,适用于熔炼高温合金。
2.2 熔炼工艺铝合金熔炼的工艺通常包括预热、熔炼和保温三个阶段。
将熔炼设备预热至一定温度,然后将铝合金原料和熔剂放入炉中,并控制加热温度和时间,使原料熔化并混合均匀。
,保持一定温度,使铝合金保持液态状态,以备后续的铸造工艺使用。
2.3 熔炼注意事项在铝合金熔炼过程中需要注意以下几点:•安全操作:熔炼过程中需要戴上防护设备,避免接触高温液态金属和有害气体。
•熔化温度控制:严格控制熔化温度,过高的温度会导致铝合金组织不稳定,影响机械性能。
•熔炼时间控制:合适的熔炼时间可以保证原料充分熔化和混合均匀。
•熔剂和合金元素的添加:根据铝合金的要求添加适当比例的熔剂和合金元素,以调整铝合金的成分和性能。
3. 铸造过程铸造是将铝合金液态材料倒入铸型中,并经过凝固和冷却形成所需的铝合金制品的过程。
铸造过程可以分为压铸、重力铸造和砂型铸造等不同的铸造方法。
3.1 压铸压铸是一种通过高压将铝合金液态材料注入金属模具中,并经过快速凝固形成制品的铸造方法。
压铸具有生产效率高、制品精度高等优点,适用于生产复杂形状的铝合金制品。
铸造合金及其熔炼_铸造铝合金的熔炼
由式(13-25)可见,氢分压和铝液温度越高,扩散热 越小,扩散系数越大,即氢的溶解速度越大。
铝液中的合金元素及氧化夹杂物对氢的扩散系数有很 大的影响,通常降低氢的扩散速。
四、氧化铝的形态、性能对吸氢的影响
根据结构分析,铝及其合金中存在着三种不同形态的 无水氧化铝:γ 、η 和α ,它们各自的特性列于表13-2中。
五、合金元素对铝液吸氢的影响
1、对溶解度的影响 在pH2 =0. 1MPa的条件下,测得硅、铜、镁对溶解
度影响,按公式(13-21)算得常数A、B值列于表13-3中。 从表中可见、含镁量越高,氢的溶解度越高;反之,
硅、铜含量越高,氢的溶解度越低。
2、对氧化膜性能的影响
Mg、Na、Ca等氧的亲和力比铝大,是表面活性元 素,密度又比铝小,富集于铝液表面,熔炼时,优先被炉 气氧化。铝液中含镁量高于1%,表面氧化膜即全部由 MgO所组成,这层MgO组织疏松,对铝液不起保护作用, 故Al-Mg类合金必须在熔剂覆盖下进行熔炼。
2、皮下气孔 气孔位于铸件表皮下面,因铝液和铸型中水分反应产
生气体所造成,一般和铝液质量无 关口
3、单个大气孔 这种气孔产生的原因是由于铸件工艺设计不合理,如
铸型或型芯排气不畅,或者是由于操作不小心,如浇注时 堵死气眼,型腔中的气体被憋在铸件中所引起,也和铝液 纯净度无关。
二、铝铸件中氧化夹杂物形态及对性能的影响
第十三章 铸造铝合金的熔炼
概述
熔炼工艺是铸件生产过程中的一个有机组成。一个 优质铝铸件的获得,需要有一整套优化的铸造方法、铸造 工艺、熔炼工艺及浇注工艺相配合。
铝合金熔炼的内容包括配料计算,炉料处理,熔炼 设备选用,熔炼工具处理及熔炼工艺过程控制。
熔炼工艺过程控制的内容包括正确的加料次序。严格 控制熔炼温度和时间、实现快速熔炼、效果显著的铝液净 化处理和变质处理及掌握可靠的铝液炉前质量检测手段等。
铝合金的熔炼与铸造
第二章铝合金的冶炼1.金属铝的制取金属铝最初是用化学法制取的。
1825年丹麦化学家H.C.Örested和1827年德国Wöhler F.分别用钾汞齐和钾还原无水氯化铝,都得到少量金属粉末。
1854年Wöhler F.还用氯化铝气体通过熔融钾的表面,得到了金属铝珠,每颗重约10~15mg,因而能够初步测定铝的密度,并认识到铝的熔点不高,且具有延展性。
后来,法国S.G。
Deville用钠代替钾还原熔融的氯化钠_氯化铝络盐,也制取金属铝。
1854年他在法国巴黎附近建立了一座小型炼铝厂。
1865年俄国 H.H.BeKeTOB 提议用镁来置换冰晶石中的铝,这一方案被德国Gmelingen Aluminium und Magnesium Fabrik 采用。
由于电解法兴起,化学法便渐渐被淘汰。
在整个化学法炼铝阶段中(1854~1895年),大约总共生产了200Ton铝。
电解法熔炼铝起源与1854年。
当时德国R.W.Bunsen和法国S.C.Deville分别电解氯化钠_氯化铝络盐,得到金属铝。
1883年美国S.Bradley申请了电解熔融冰晶石的专利。
1886年美国的C.M.Hall 和法国的L.T.Héroult同时发明了冰晶石_氧化铝融盐电解法并申请到专利。
此法便是一百年来全世界炼铝工业上采用的唯一方法,统称为霍尔_埃鲁法。
中国的炼铝试验工作起始自1934年天津的黄海化学工业社,用800A预焙阳极电解槽炼出金属铝。
抚顺铝厂开始兴建于1937年,电解槽为自焙阳极式,电解强度为2400 A,最高年产铝量达到8000Ton。
台湾省高雄铝厂亦兴建于1937年。
从南阳 Bintan岛运来三水铝土矿,在厂内用拜耳法生产氧化铝,用24000A 和30000A自焙阳极电解槽生产铝,最高年产量达到10KTon。
新中国成立后,铝合金工业得到迅速的发展。
我国的铝冶炼工业经过几十年的发展,取得了前所未有的成绩,2000年氧化铝产量达429万Ton,铝锭283万Ton,我国已成为世界铝生产和消费的大国。
铝合金熔炼与铸造技术
铝合金熔炼与铸造技术一、引言铝合金是一种重要的结构材料,具有轻质、高强度和良好的耐腐蚀性能,在航空航天、汽车制造、建筑工程等领域广泛应用。
铝合金的制备过程中,熔炼与铸造技术起到关键作用,本文将对铝合金熔炼与铸造技术进行详细探讨。
二、铝合金熔炼技术2.1 熔炼原料准备熔炼铝合金的原料主要包括铝、合金元素和辅助材料。
铝采用高纯度的铝锭,合金元素可以通过添加铝合金粉末或其他化合物来实现。
辅助材料包括熔剂、脱气剂等。
这些原料的准备对于保证铝合金的成分和质量非常重要。
2.2 熔炼设备和工艺熔炼铝合金的常用设备有电阻加热炉、感应加热炉和气体燃烧炉等。
其中,感应加热炉在铝合金熔炼中应用最广泛,具有加热速度快、能耗低和温度控制准确等优点。
熔炼工艺包括预热、熔化、调温和净化等步骤,其中净化技术对于铝合金的纯净度和性能起到重要作用。
2.3 熔炼过程控制与优化熔炼过程中,熔体温度、保温时间、搅拌方式等因素对铝合金的成分和组织结构有重要影响。
熔炼过程需要进行温度控制、气氛控制和搅拌控制等,以确保铝合金的成分均匀、杂质含量低。
三、铝合金铸造技术3.1 铸造方法铝合金的常用铸造方法包括压铸、重力铸造、低压铸造和砂型铸造等。
压铸是最常用的铸造方法,适用于生产复杂形状和尺寸精度要求高的铝合金件。
重力铸造适用于大型铝合金零部件的生产,低压铸造适用于长条状和壳状铝合金件的生产,砂型铸造适用于非常大型和特殊形状的铝合金件的生产。
3.2 铝合金铸造过程铝合金的铸造过程主要包括熔炼、准备模具、浇注、冷却和后处理等步骤。
熔炼过程中,需要根据具体合金配方和要求,控制熔体温度、浇注温度和浇注速度等参数。
准备模具是确保铸造件尺寸和表面质量的重要环节。
浇注过程需要保证熔体充分填充模腔,并避免气孔和缺陷的产生。
冷却过程中需控制冷却速率,以避免铝合金件出现应力和变形。
3.3 铝合金铸造工艺改进为了提高铝合金铸造件的质量和效率,可以采取一些工艺改进措施。
铝合金的熔炼、铸锭与固溶处理
铝合金的熔炼、铸锭与固溶处理LT熔炼温度愈高,合金化程度愈完全,但熔体氧化、吸氢倾向愈大,铸锭形成粗晶组织和裂纹的倾向性愈大。
通常,铝合金的熔炼温度都控制在合金液相线温度以上50~100℃的范围内。
从图1的Al-Cu相图可知,Al-5%Cu的液相线温度大致为660~670℃,因此,它的熔炼温度应定在710(720)℃~760(770)℃之间。
浇注温度为730℃左右。
图1 铝铜二元状态图2.熔炼时间熔炼时间是指从装炉升温开始到熔体出炉为止,炉料以固态和液态形式停留于熔炉中的总时间。
熔炼时间越长,则熔炉生产率越低,炉料氧化吸气程度愈严重,铸锭形成粗晶组织和裂纹的倾向性愈大。
精炼后的熔体,在炉中停留愈久,则熔体重新污染,成分发生变化,变形处理失效的可能性愈大。
因此,作为一条总的原则,在保证完成一系列的工艺操作所必需的时间的前提下,应尽量缩短熔炼时间。
3.合金化元素的加入方式与铝相比,铜的比重大,熔点虽高(1083℃),但在铝中的溶解度大,溶解热也很大,无需将预热即可溶解,因此,可以以纯金属板的形式在主要炉料熔化后直接加入熔体中,亦可与纯铝一同加入。
4.要注意覆盖众所周知,铝在高温熔融状态,极易形成Al2O3氧化膜,因此要对铝熔体进行保护。
就铝铜合金而言,所用的覆盖剂为:40%KCl+40%NaCl+20%冰晶石(Na3AlF6)的粉状物。
它的比重约为2.3g/cm3,熔点约670℃,这种覆盖剂不仅能防止熔体氧化和吸氢,同时还具有排氢效果。
这是因为它的熔点比熔体温度低,比重比熔体小,还具有良好的润湿性能,在熔体表面能够形成一层连续的液体覆盖膜,将熔体和炉料隔开,且具有一定的精炼能力,因而,这种覆盖剂具有良好的覆盖、分离、精炼的综合工艺性能。
加入量一般为熔体质量的2~5%。
5. 要注意扒渣当炉料全部熔化后,在熔体表面会形成一层有溶剂、金属氧化物和其它非金属夹杂物所组成的熔渣。
在进行浇注之前,必须将这层渣除掉。
铝合金熔炼与铸造简介(PPT课件)
熔化
炉料装完后即可升温熔化,熔化是从固态转变液态的过程。 1、覆盖:熔化过程中随着炉料温度的升高,特别是当炉料开始熔化后,金属外 层表面所覆盖的氧化膜很容易破裂,将逐渐失去保护作用。气体在这时候很容易 侵入,造成内部金属的进一步氧化。并且已熔化的液滴或液流要向炉底流动,当 液滴或液流进入底部汇集起来的液体中时,其表面的氧化膜就会混入熔体中。所 以为了防止金属进一步氧化和减少进入熔体中的氧化膜,在炉料软化下塌时,应 适当向金属表面撒上一层粉状熔剂覆盖,这样也可以减少熔化过程中的金属吸气。 2、熔化过程中应注意防止熔体过热,特别是天然气炉(或煤气炉)熔炼时炉膛 温度高达1200°C,在这样高的温度下容易产生局部过热。为此当炉料熔化后, 应适当搅动熔体,以使熔池里各处温度均匀一致,同时也利于加速熔化。
3、中间合金的使用目的:防止熔体过热,缩短熔炼时间,降低金属烧损,便于加 入高熔点、难熔和易氧化挥发的合金元素,从而获得成分均匀,准确的熔体。
7
精炼
在线净化:炉内处理对铝合金熔体的净化效果是有限的,要进一步提高熔体纯洁度,尤其是进一步 降低氢含量和去除非金属夹杂物,必须采用高效的在线净化技术。除气装置都采用N2和Ar作为精炼 气体,能有效去除铝熔体中的氢。如在精炼气体中加入少量的Cl2、CCl4或SF6等物质,还能很好的地 除去熔体中的碱金属和碱土金属.
铝合金熔炼与铸造简介 制作:李冬冬
铝合金熔铸工艺流程
配料
精炼 静置 铸造
装炉
扒渣 锯切
熔炼 熔化 炒灰
精炼 均质
扒渣/ 搅拌
合金化 交付
圆形顶开盖熔炼炉
倾动式方形保温炉
流槽式除气设备
过滤箱
铝液流槽
熔铸机及水盘
铝合金熔铸主要设备
铝合金的熔炼与铸造(Meltingandcastingofaluminumalloy)
铝合金的熔炼与铸造(Melting and casting of aluminum alloy)Melting and castingMelting and pouring of aluminum alloy is the main link in casting production. The whole process of melting and casting is strictly controlled, which plays an important role in preventing casting defects such as pinholes, inclusions, castings, cracks, porosity and shrinkage. Because the aluminum melt absorbs the hydrogen tendency, the oxidation ability is strong, dissolves the iron easily, in smelting and the casting process, must take the simple and careful preventive measure, obtains the high-quality casting.1 、 preparation and quality control of aluminum alloy burdenIn order to smelt high quality aluminum melt, the qualified raw material should be selected first. To carry out scientific management and proper processing of raw materials, otherwise it will seriously affect the quality of the alloy, the production practice has proved that the raw materials (including metal materials and auxiliary materials) lax control will make batch scrap castings.(1) raw materials must have qualified chemical composition and organization, and the specific requirements are as follows:In addition to the analysis of the main components and impurities in the alloy ingots, the microstructure and fracture of the alloy were examined. Practice has proved that the use of serious shrinkage cavity, pinhole, and bubbles of aluminum liquid, it is difficult to obtain dense castings, and even causethe whole furnace, batch castings scrapped.It was found in the study of Al Si alloy ingots of Aluminum Alloy pinhole, does not appear in the molten pure sand casting pinhole test block, when the aluminum silicon alloy ingot with low and unqualified specimens, pinhole serious, and the grain size large. The reason is the heredity of the material. The heredity of Al Si alloy and heredity increased with the increase of content and the amount of silicon reached 7%. Continue to increase silicon content to eutectic component, heredity decreases slightly again. In order to solve the casting defects caused by the heredity of the burden, aluminum ingots, intermediate alloys and other charging materials with high metallurgical quality must be selected. Specific standards are as follows:(1) there should be no pinholes or holes in the fracture surfacePinhole shall be within grade three, and local (not exceeding 25% of the inspected area) shall not exceed three grade. Over three grade shall be taken by means of heavy smelting to reduce the degree of puncture. Remelting refining method and the general Aluminum Alloy smelting, casting temperature should not exceed 660 degrees, for the original grain large aluminum ingot, alloy ingot, should be the first to use the lower mold temperature, making them rapid solidification, grain refinement.2 、 burden treatmentBefore using the burden, it should be treated by blowing sandto remove the surface rust, grease and other dirt. The time is not long, Aluminum Alloy ingot and metal scrap surface is clean without blowing sand, but should be in charge of the elimination of mixed iron filters and inserts, all shall be in charge of preheating furnace, to remove the surface of the water, shorten the melting time in 3 hours above.3 、 management and storage of burdenReasonable storage and management of burden is important to ensure the quality of alloy. The burden shall be stored in a dry warehouse with little change in temperature.2 、 preparation of crucible and melting tools(1) crucible casting aluminum alloy commonly used iron crucible, also can use cast steel and steel plate welding crucible.New and old is not for a long time in the crucible crucible, before use should be blowing sand, and heated to 700--800 degrees, to keep 2--4 hours, to burn water and attached to the inner wall of the crucible of combustible material, to be cooled to 300 degrees below, carefully clean the inside of the crucible, at a temperature not lower than 200 degrees when spraying paint.The crucible should be preheated to dark red (500--600 degrees) before use and kept warm for more than 2 hours. Before the new outer crucible melting, melting scrap with the best grades of a furnace.(two) preparation of smelting toolsZhong Zhao, press ladle, mixing spoon, ladleAt the other before use shall be preheated, and at 150 degrees ---200 degrees temperature, coated with a protective coating, and thorough drying, the drying temperature is 200--400 degrees, holding time of 2 hours, after use should be thoroughly removed attached on the surface of oxide and fluoride (preferably blowing sand).3, smelting temperature controlThe melting temperature is too low, is not conducive to the dissolution of alloying elements and gas inclusions, discharge, tendency segregation, cold shut, undercasting increase formation, but also because of insufficient heat riser, the casting without reasonable feeding, has information that,The melting temperature of all aluminum alloys should be up to 705 degrees and should be stirred. The melting temperature is too high, not only a waste of energy, more serious is because the higher the temperature, the hydrogen absorption of the grain becomes thick, aluminum oxide is more serious, some of the burning loss of alloy elements is more serious, which leads to a decrease in the mechanical properties of the alloy, casting the deterioration of mechanical properties and modification, weaken the effect of air the castings reduce.The production practice shows that the molten alloy rapid heating to high temperature, reasonable stirring to dissolve all alloy elements (especially refractory metals), scrapingscum down after the pouring temperature, so that the minimum degree of segregation, melting of hydrogen is less favorable, to obtain the uniform and compact alloy mechanical properties high. Because the aluminum melt temperature is difficult to determine with the naked eye, so no matter what type of the melting furnace, should use temperature control instrument. The instrument should be regularly checked and the maintenance cycle should thermowell with metal brush clean, coated with a protective coating, in order to ensure the accuracy and prolong the service life of the measurement result.4 、 control of smelting timeIn order to reduce the oxidation, gettering and dissolution of molten aluminum, the residence time and rapid melting of molten aluminum should be shortened. From the beginning of the melt to the end of the casting, the sand casting shall not exceed 4 hours, the die casting shall not exceed 6 hours, and the die casting shall not exceed 8 hours.In order to speed up the smelting process, should first join the scrap aluminum silicon intermediate alloy medium size, low melting point, in order to accompany the formation of molten pool as soon as possible in the crucible bottom, then add the returns for larger pieces and pure aluminum ingot, so that they can gradually expand slowly immersed in molten pool, fast melting. When the main part of the furnace is melted, the intermediate alloy with higher melting point and small quantity is melted and stirred to accelerate the melting. Finally, cool down and press the oxidizable alloy elements to reduce the loss.5, melt transfer and pouringAlthough the density of the solid alumina is similar to the density of the aluminum melt, it will take a long time to sink to the bottom of the crucible after entering the interior of the molten aluminum. Alumina film is oxidized and aluminum melt formation, but only in contact with the molten aluminum side is dense, and exposed to the air side loose and there is a lot of 60--100A diameter holes, its large surface area, strong adsorption, easy adsorption in water vapor, the tendency of anti floating. Therefore, in this film and aluminum melt proportion difference is small, be mixed with the melt, and the speed is very slow, it is difficult to exclude from the melt, porosity inclusion formation in castings too. Therefore, the key to transfer aluminum melt is to minimize the agitation of molten metal and minimize the contact between the melt and the air.By tilting the crucible melt injection, in order to avoid mixing melt and air, should be as far as possible by the ladle furnace nozzle, and inclined, melt down along the side wall of the ladle, no direct impact on the bottom of the bag, occurrence of agitation, splash.The proper and reasonable pouring method is one of the important conditions to obtain high quality castings. In the production practice, it is effective to prevent and reduce casting defects by paying attention to the following items.(1) the temperature of the melt, the capacity of the ladle and the degree of dryness of the coating on the surface shall beexamined carefully before pouring, and whether the preparation of other tools meets the requirements or not. The metal gate Cup before casting 3--5 minutes in the sand on a good place, the ladle with the temperature less than 150 degrees for premature or excessive temperature, pouring tract hold large amounts of gas, there is a danger of explosion when pouring.(two) not in the "draught" casting occasions, as well as strong melt oxidation, combustion, the casting defects such as oxide inclusions.(three) obtained by melt in the crucible, should first use of bottom oxide layer or the flux through gently melt surface, slowly immersed in the melt with the ladle, ladle a wide mouth melt, and then gently lift the ladle.(four) the end of the package should not be flat; the pace should be steady; the ladle should not be raised too high; the metal level in the ladle must be stable and free from movement.(five) to be cast, with net ladle slag should be,In order to avoid pouring slag, oxide, etc. into the mold.(six) in the casting, the melt flow is stable, can not be interrupted, not into the mouth with the bottom. Sprue should be full from beginning to end, liquid level shall not turn, casting speed should be properly controlled. Usually, the casting starts slightly slower, filling the melt, stabilizing it, then slightly faster, and keeping the casting speed constant.(seven) in the pouring process, pouring ladle and gate distance as close as possible, not more than 50 mm limit, so as not to melt too much oxidation.(eight) with a blocked gate, the plug cannot be dialed too early. After the melt has filled the gate, it is slowly tilted out so as to prevent the melt from producing eddy current when it is injected into the sprue.(nine) the melt less than 60 mm from the bottom of the crucible shall not be poured into the casting.Aluminum alloy casting (ZL)According to the main elements other than aluminum, silicon, copper, magnesium and zinc are divided into four kinds, and the codes are 100, 200, 300 and 400 respectively.In order to obtain high quality precision castings of various shapes and specifications, aluminum alloys for casting usually have the following characteristics.(1) a narrow slot filled with good liquidity part(2) there is a melting point lower than that of a general metal, but it can meet most of the requirements(3) the thermal conductivity is good, the heat of molten aluminum can be transferred rapidly to the mold, and the casting cycle is shorter(4) hydrogen and other harmful gases in the melt can be effectively controlled by treatment(5) Aluminum Alloy casting, no cracking and tearing cracking tendency(6) good chemical stability and strong corrosion resistance(7) it is not easy to produce surface defects, the casting surface has good surface finish and gloss, and easy to surface treatment(8) Aluminum Alloy casting processing performance is good, can die, die, sand and dry sand mold, gypsum type casting casting, vacuum casting, can also be used for low and high pressure casting, extrusion casting, semi-solid casting, centrifugal casting forming method, with different purposes, different varieties of production specifications and different properties of various castings.Cast aluminum alloy has been widely used in cars, such as cylinder head, intake manifold, piston, wheel hub, steering booster housing, etc.。
铝合金熔炼与铸造
铝合金熔炼与铸造铝合金是一种常见且广泛使用的金属材料,具有较低的密度、良好的导热性和耐腐蚀性,因此在许多行业中得到了广泛的应用。
铝合金的熔炼和铸造是制造铝合金制品的关键步骤。
本文将介绍铝合金熔炼和铸造的基本原理、工艺和注意事项。
一、铝合金熔炼1.1 熔炼原理铝合金熔炼的主要原理是将铝及其他合金元素加热至其熔点,使其融化成液态,以便进行后续的铸造工艺。
铝的熔点较低,约为660°C,因此相对较容易熔化。
而其他合金元素的加入可以改变铝合金的性质,例如提高其强度、耐腐蚀性或者改善加工性能。
1.2 熔炼工艺铝合金熔炼工艺一般分为两种:批量熔炼和连续熔炼。
批量熔炼是将一定量的铝和其他合金元素加入炉内,通过加热熔化成液态,并进行充分混合。
这种方法适用于小规模生产,常用的炉型有电阻炉和燃气炉。
而连续熔炼是将铝合金材料加入熔炉的顶部,通过炉内的加热和熔化过程,使得底部的液态铝合金不断流出。
这种方法适用于大规模生产,常用的炉型有回转炉和隧道炉。
1.3 熔炼注意事项在铝合金的熔炼过程中,需要注意以下几个方面。
首先,炉内的温度需要控制在适当的范围内,以避免过度燃烧或者过度冷却。
其次,需要保持良好的熔炼环境,防止氧气、水分或杂质等对炉内材料的影响。
最后,在加入其他合金元素时,需要根据配比和工艺要求进行准确的添加,以保证最终铝合金的性能。
二、铝合金铸造2.1 铸型设计铝合金铸造的第一步是进行铸型设计。
铸型设计的目的是根据最终产品的形状和要求,确定合适的铸造方法和材料,以及适当的铸型结构。
常见的铸型结构有砂型、金属型和陶瓷型等。
其中砂型是最常用的铸造方法,可以应用于各种形状和尺寸的产品。
2.2 铸造工艺铝合金的铸造工艺可以分为传统铸造和压铸两种。
传统铸造是将熔融的铝合金液体倒入铸型中,并通过自然冷却形成最终产品。
这种方法适用于小批量生产,但精度和表面光滑度相对较低。
压铸是将高压液压机将铝合金液体注入铸型中,通过压力传递和快速冷却,实现快速成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2021/3/27
制作:李冬冬
CHENLI
1
铝合金熔铸工艺流程
配料
精炼 静置 铸造
装炉
扒渣 锯切
熔炼 熔化 炒灰
精炼 均质
扒渣/ 搅拌
合金化 交付
2021/3/27
CHENLI
2
圆形顶开盖熔炼炉
倾动式方形保温炉
流槽式除气设备
过滤箱
2及水盘
铝合金熔铸主要设备
熔体过滤:过滤是去除铝熔体中非金属夹杂物最有效和最可靠的手段,从原理上讲有饼过滤和深过 滤之分。过滤方式有多种,效果最好的有过滤管和泡沫陶瓷过滤板。泡沫过滤板使用方便、过滤效 果好、价格低
泡沫陶瓷过滤器示意图
2021/3/27
CHENLI
8
溶剂精炼
常 用 溶 剂 成 分 和 用 途
2021/3/27
2021/3/27
CHENLI
12
铸造
铸造是将符合铸造要求的液态金属通过一系列转注工具浇入到一定形状的铸 模中,冷却后得到一定形状和尺寸铸锭的过程。要求所铸出的铸锭化学成分 和组织均匀、冶金质量好、表面和几何尺寸符合技术标准。
2021/3/27
CHENLI
13
完
2021/3/27
14
CHENLI
3
装炉
熔炼时,装入炉料的顺序和方法不仅关系到熔炼时间、金属的烧损、热能消耗, 还会影响到金属熔体的质量和炉子的使用寿命。装料的原则有: 1、装炉料顺序应合理。正确的装料要根据所加入炉料性质与状态而定,而且还 应考虑到最快的熔化速度,最少的烧损以及准确的化学成份控制。 2、对于质量要求高的产品(包括锻件、模锻件、空心大梁和大梁型材等)的炉 料除上述的装炉要求外,在装炉前必须向熔池内撒20-30KG粉状熔剂,在装炉过 程中对炉料要分层撒粉状熔剂,这样可提高炉体的纯洁度,也可减少烧损。 3、电炉装料时应注意炉料最高点距电阻丝的距离不得少于100mm,否则容易 引起短路。
3、中间合金的使用目的:防止熔体过热,缩短熔炼时间,降低金属烧损,便于加 入高熔点、难熔和易氧化挥发的合金元素,从而获得成分均匀,准确的熔体。
2021/3/27
CHENLI
7
精炼
在线净化:炉内处理对铝合金熔体的净化效果是有限的,要进一步提高熔体纯洁度,尤其是进一步 降低氢含量和去除非金属夹杂物,必须采用高效的在线净化技术。除气装置都采用N2和Ar作为精炼 气体,能有效去除铝熔体中的氢。如在精炼气体中加入少量的Cl2、CCl4或SF6等物质,还能很好的地 除去熔体中的碱金属和碱土金属.
2021/3/27
CHENLI
5
扒渣与搅拌
当炉料在熔池里已充分熔化,并且熔体温度达到熔炼温度时,即可扒除熔体 表面漂浮的大梁氧化渣。
扒渣:扒渣前应先在熔体上均匀撒入粉状熔剂,以使渣与金属分离,有利于 扒渣,可以少带出金属。
搅拌:目的在于使合金成分均匀分布和熔体内温度趋于一致。因为,一些密 度较大的合金元素容易沉底,另外合金元素的加入不可能绝对均匀,这就造 成了熔体上下层之间,炉内各区域之间合金元素的分布不均匀。如果搅拌不 彻底(没有保证足够长的时间和消灭死角),容易造成熔体化学成份不均匀。
2021/3/27
CHENLI
6
中间合金的制备技术
1、中间合金的使用条件:熔制铝合金时,合金元素的添加方法一般有四种:a、 以纯金属直接加入;b、以中间合金的形式加入;c、以化工材料的形式加入;d、 以添加剂的形式加入。
2、中间合金的使用考虑:a、有些合金元素的含量范围较窄,为使合金获得准确 的化学成分,不适于加入纯金属,而需以中间合金形式加入;b、某些纯金属熔点 较高,不能直接加入铝熔体中,而应先将此难熔金属预先制成中间合金以降低其 熔点。c、某些纯金属密度大,在铝中溶解速度慢,这些合金元素若以纯金属形式 加入,易造成偏析。d、某些纯金属表面不清洁,有的绣蚀严重,直接加入熔体易 污染熔体,因此宜预先制成中间合金后使用。e、某些单质易蒸发或氧化,熔点高, 在铝中溶解度低
2021/3/27
CHENLI
10
DDF旋转喷头除气法
DDF也是西南铝业有限责任公司在国内最早开发应用的一种旋转喷头法除气 何泡沫陶瓷相结合的铝熔体净化装置之一。
2021/3/27
CHENLI
11
晶粒细化
在铝液中加入晶粒细化剂,可以明显改善铸锭的组织,晶粒细化的方法有多 种,使用最广泛的是二元合金Al-Ti和三元合金Al-Ti-B,产品主要有Al-4Ti和Al5Ti-1B块状或棒状细化剂,块状在调整好铝熔体成分后加入,而棒状在铸造 流槽中加入,细化效果显著提高,产品有Al-5Ti-1B、Al-5Ti-0.2B等
2021/3/27
CHENLI
4
熔化
炉料装完后即可升温熔化,熔化是从固态转变液态的过程。 1、覆盖:熔化过程中随着炉料温度的升高,特别是当炉料开始熔化后,金属外 层表面所覆盖的氧化膜很容易破裂,将逐渐失去保护作用。气体在这时候很容易 侵入,造成内部金属的进一步氧化。并且已熔化的液滴或液流要向炉底流动,当 液滴或液流进入底部汇集起来的液体中时,其表面的氧化膜就会混入熔体中。所 以为了防止金属进一步氧化和减少进入熔体中的氧化膜,在炉料软化下塌时,应 适当向金属表面撒上一层粉状熔剂覆盖,这样也可以减少熔化过程中的金属吸气。 2、熔化过程中应注意防止熔体过热,特别是天然气炉(或煤气炉)熔炼时炉膛 温度高达1200°C,在这样高的温度下容易产生局部过热。为此当炉料熔化后, 应适当搅动熔体,以使熔池里各处温度均匀一致,同时也利于加速熔化。
CHENLI
9
DFU旋转喷头除气法
DFU是西南铝业责任公司在我国最先开发应用的旋转喷头除气与泡沫陶瓷过 滤相结合的铝熔体净化装置,如图所示,它的除气箱采用单旋转喷头法除气, 内部由隔板分为除气和静置区,内置浸入式加热器,可在铸造或非铸造期间 对金属熔体进行加热和保温,它采用的是Ar气(或N2气),加1%-3%的Cl (或CCl4)气体,可提高熔体净化效果。