特殊过程确认记录(喷漆)
特殊过程确认记录(喷涂)

签字:
工艺方法确认
作业指导书编号:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05,已得到公司技术总负责人批准,具有可操作性,可以满足电梯制造的喷涂过程的质量要求。
确认部门:技术部
签字:
确认结论
经确认均能满足:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05《电梯技术条件》GB/T10058-1997要求。
特殊过程确认记录
需确认的过程
喷涂过程
确认日期
2016年3月15日
确认类型
■首次确认□再确认□其它
参加人员
管理者代表:朱征飚行政部:李天琪生产部:李明华
技术部:蒯乃鹏质管部:曾卫
操作人员
能力确认
本公司喷涂工共计3人,全部为熟练工,经实际操作,可胜任此岗位工作。
确认部门:行Leabharlann 部签字:确认事项确认内容
确认部门/签字
确认部门:生产部
签字:
批准
该过程能达到《电梯制造与安装安全规范》GB7588-2003要求,过程能力充分,能实现所策划的结果的能力。
确认部门:管理者代表
签字:
设备能力确认
设备名称:自动喷涂流水线
规格型号:QXG-206
使用情况:所用喷涂设备已在进入现场前得到验收合格,经试喷符合工艺要求,设备现处于完好状态,完全可以满足喷涂过程要求。
确认部门:生产部
签字:
材料确认
喷涂材料供方名称:江都市烨春化工材料厂
规格型号/合格证:喷涂材料在合格供方购买有合格证
对喷涂材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在喷涂过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
油漆工序验证确认报告

记录人签字
日期
检验结论
□合格□不合格
检验员签字
日期
设备名称
设备型号
设备编号
设备评价情况
评价人
喷房
1-0137
符合
XXX
烘房
1-0132
符合
XXX
材料
2mm冷拉钢板
操作工艺
工作令号
零件图号
工艺卡号
零件数量
操作程序及工艺参数是否符合工艺要求
202009002(J)
64HT-202009002(J)-001-1
按工艺规范
1
符合
存在问题和纠正措施
无
检验结论:
附着力等级为0级,即百格无一格脱落。
耐溶剂
用分析醇(99.8%无水酒精)沾湿棉花棒,用1kg的力来回擦拭涂膜50回
外模不得有任何剥落、变色、发涨现象。
耐冲击
利用500g的重锤从500mm的高度自由下落至样板表面。
表面涂膜无开裂、掉膜。
光泽度
光泽仪测量
光泽度:88~99%
色差
视觉检查总体或部分区域的颜色与所规定的颜色或色度(样板)。
油漆工序验证确认报告
验证油漆名称
柜架油漆
第1页 共1页
验证时间
2021.10.18
验证报告存档编号
HT-YB-202106
人
员
部门
XXX喷涂有限公司
人员评价情况
评价人Leabharlann 操作人员XXX符合
XXX
上岗证编号
LH-0337
检查人员
XXX
检查人员代号
XX检12
工艺文件
KX0.997.032喷涂工艺规范
特殊过程确认记录

□过程能力不合理,修改后再确认 ■过程能力合理,满足生产要求
确认人: 日期: 年 月 日
需确认过程记录
QMS7.5.2JL001
NO.1/1
过程名称
确认日期
xxxx年xx月xx日
工
艺
特殊工种技艺评定准则
预期合格率
98%
作业文件名称
作业指导书
记录名称
确认结论
□工艺能力不能满足要求 ■工艺能力能满足要求
确认人:xxx 日期:xxxx年xx月xx日
人
员
确
认
情
况
姓 名
岗位
教育
培训
工龄
基本知识
专业知识
实际操作
确认结论
李伟
大专
合格
三年
合格
合格
合格
■可 □否
确认结论
□人员能力不能满足要求 ■人员能力能满足要求
确认人: Leabharlann 期: 年 月 日设备
确
认
情
况
序号
设备名称
数量
设备能力确认
确认结论
01
1
■满足要求 □能力不足 □故障待修
■可 □否
确认结论
□设备能力不能满足要求 ■设备能力能满足要求
确认人: 日期: 年 月 日
喷粉工序确认记录
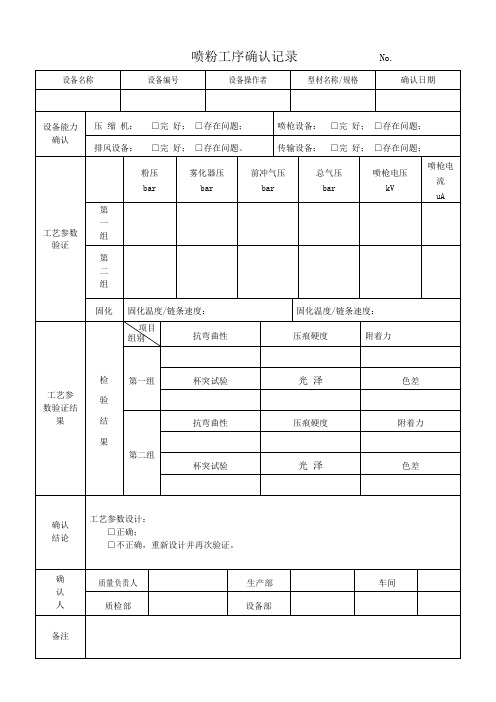
设备名称
设备编号
设备操作者
型材名称/规格
确认日期
设备能力确认
压缩机:□完好;□存在问题;
喷枪设备:□完好;□存在问题;
排风设备:□完好;□存在问题。
传输设备:□完好;□存在问题;
工艺参数验证
粉压
bar
雾化器压
bar
前冲压
bar
总气压
bar
喷枪电压
kV
喷枪电流
uA
第
一
组
第
二
组
固化
固化温度/链条速度:
固化温度/链条速度:
工艺参
数验证结
果
检
验
结
果
项目
组别
抗弯曲性
压痕硬度
附着力
第一组
杯突试验
光泽
色差
第二组
抗弯曲性
压痕硬度
附着力
杯突试验
光泽
色差
确认
结论
工艺参数设计:
□正确;
□不正确,重新设计并再次验证。
确
认
人
质量负责人
生产部
车间
质检部
设备部
备注
特殊过程确认记录表
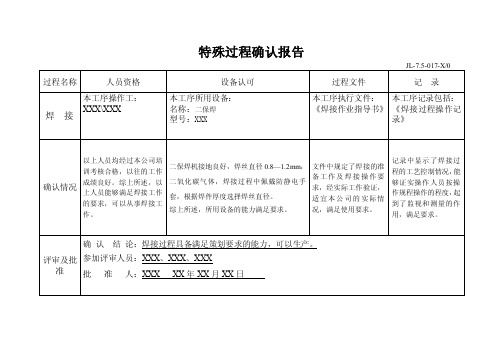
特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备认可过程文件记录焊接本工序操作工:XXX\XXX本工序所用设备:名称:二保焊型号:XXX本工序执行文件:《焊接作业指导书》本工序记录包括:《焊接过程操作记录》确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足焊接工作的要求,可以从事焊接工作。
二保焊机接地良好,焊丝直径0.8—1.2mm,二氧化碳气体,焊接过程中佩戴防静电手套,根据焊件厚度选择焊丝直径。
综上所述,所用设备的能力满足要求。
文件中规定了焊接的准备工作及焊接操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了焊接过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:焊接过程具备满足策划要求的能力,可以生产。
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备能力作业文件记录喷漆车间主任:XXX具有三年工作经验,技术熟练,能够胜任本职工作。
本工序操作工:XXX本工序所需主要设备有:空气压缩机以上设备为2013年新购设备,性能良好,使用正常。
本工序执行文件:《喷漆工艺要求》规定了具体的操作方法和工艺参数。
本工序记录包括:《喷漆工作记录表》,对操作内容和操作人员进行了记录。
确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足喷漆工作的要求,可以从事喷漆工作。
设备能够满足要求文件中规定了喷漆的准备工作及喷漆操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了喷漆过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:喷漆过程具备满足策划要求的能力,可以生产。
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日。
特殊过程确认书(喷漆)

3、是否按规定对过程进行监控:■是□否
4、是否按规定对过程监控结果进行记录:
记录名称:油漆控制参数记录表BF生-014-1
工艺参数名称
工艺参数要求
监控结果
8:00
13:00
16:00
粘度
30~40s
35
38
36
喷嘴直径
1.5~2mm
2
2
2
空气压力
0.4~0.7Mpa
0.6
0.6
0.65
枪件间距
150~300mm
200
212
240
喷枪移动速度
300~600cm/s
400
425
450
喷涂幅面
200~300mm
250
220
250
操作工:
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
特殊过程确认表
编号:
过程名称
悬挂总成喷漆
验ቤተ መጻሕፍቲ ባይዱ日期
主持人
验证部门
技术部
生产部
质量部
对过程输入的验证
1、是否有详细的工艺文件:■有□无
2、工艺文件名称及编号:
编号:
名称:油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:油漆控制参数记录表BF/QR7.5—015-1
工艺参数名称
工艺参数要求
是否监控
粘度
30~40s
监控
喷嘴直径
特殊过程确认记录(喷漆)
确认人:李潮海
工艺参数名称 工艺参数要求 是否监控 粘度 30~40s 是 喷嘴直径 1.5~2㎜ 是 空气压力 0.4~0.7MPa 是 枪件间距 150~300㎜ 是 喷枪移动速度 300~600cm/s 是 喷涂幅面 200~300㎜ 是 喷漆后处理:待面漆流平、干燥(20℃下,24h 后装配,实干 7天),检查漆膜厚度与附着力 。漆膜总厚度 80~120μ m 对于不合格的部位按照上述步骤进行修补至合格。
特殊过程确认记录
特殊过程: 喷漆作业过程
QD—7.5.2—01
确认时间: 2015.9.12
该过程指导文件有效性确认: 《喷漆作业指导书》中规定了喷漆准备、底漆和面漆的喷漆工艺要求。评审文件有效。
相关人员资格或认可5年以上喷漆作业经验。
使用设备的确认:喷漆设备使用运行正常。每天使用前进行了检查、维护。
焊接喷漆过程确认准则
焊接过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:电焊工序。
二、对电焊工序过程制定过程确认的准则:1.对所使用的设备:半自动二氧化碳弧焊机。
型号:NBC-200,输入电压380;2. 电焊工序操作人员要进行岗位培训、考试,师傅带徒弟,包括徒弟看着师傅做;徒弟做师傅看;徒弟做同行看等,持证上岗;3.由业务部确定最佳的工艺参数并负责编制作业指导书,经总经理审批后并实施,以保证产品质量;3.1工艺参数3.1.1电源:380伏;3.1.2电流:0.8 ð /3档;1/5档;2.0/9档3.1.3焊丝:直径:1mm.CO2气体保护焊丝(ER50-6、AWS ER70S-6,EN440),符合GBER50-63.1.4母材:0.8-2.0 ð低碳钢3.2作业指导书4.对这些过程的生产监控应进行记录,填写相应的《焊接作业记录表》和《焊接检验记录》;5.过程的再确认,按规定的时间间隔或当生产条件发生变化时(如原材料( 焊条、钣材、设备、员工的变化等),应对上述过程进行再确认,确保对影响过程能力的变化及时做出反应,根据需要对相应的生产工艺和作业指导书进行更改,执行《文件控制程序》的有关规定。
三、使用完好的生产设备,并安排适宜的工作环境,应按规定对设备进行维护保养。
、设施能力及维护保养严格执行《设备管理办法》的要求,并保存维护保养记录。
四、对生产过程实施监控,认真作好自检(检查本工序产品)、互检(检查上工序产品)、专检(专职检验员),并作相应记录。
喷漆过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:喷漆工序。
二、对喷漆工序过程制定过程确认的准则:1.对所使用的设备:烤漆房、空气泵、喷枪。
特殊过程确认表
批准:日期:
特殊过程确认记录
记录编号:Q/JXNJ·JL-750/02-0序号:201402
特殊过程名称
喷漆过程
确认地点/时间
责任部门
生产技术部
参加确认评审人员签到
与特殊过程有关的设备的鉴定
公司用于喷漆过程的设备主要是空压机和喷枪,共有台,公司目前由生产技术部派专人每天进行有效保养和定期检修,这些设备均是年投入使用,未出现任何质量问题和设备故障问题,这些设备工艺参数和设备能力均能满足喷漆工艺要求
特殊过程确认记录
记录编号:Q/JXNJ·JL-750/02-0序号:201401
特殊过程名称
焊接过程
确认地点/时间
责任部门
生产技术部
参加确认评审人员签到
与特殊过程有关的设备的鉴定
公司用于焊接过程的设备主要是CO²气体保护焊机,共有台,公司目前由生产技术部将其确定为重要关键设备,每天进行有效保养和定期检修,这些设备均是年投入使用,未出现任何质量问题和设备故障问题,这些设备工艺参数和设备能力均能满足焊接工艺要求
与特殊过程有关的人员的资格鉴定
公司现有从事焊接过程操作的人员有人,这些人员均是经过国家相关机构培训考试合格取得焊接资格证书,在到公司前已有年的操作经验和同类工作经历。进入公司后每年都进行相关的培训,经课堂提问和实际操作的有效性评价,证实他们能满足现有焊接过程的操作。到目前为止,未出现过任何重大质量问题。他们的能力满足焊接过程的操作。
确认结果:
■能满足特殊过程的运行要求□不满足特殊过程的运行要求
□需对该特殊过程的有关设备进行重新确认/鉴定
□需重新建立适宜的操作方法/行为规范/检查考核方法
□需重新对相关人员进行培训/评价
喷漆特殊过程
确认结果:
生产过程中的喷漆过程经过培训可达到满足生产质量要求。
评价人:黄立宁日期:2016年2月22日
特殊过程确认表(再确认)QR7.5.2-8
产品名称
环卫设备(垃圾压缩机)
过程
喷漆过程
确认范围:环卫设备喷漆过程,参数控制有喷嘴直径,压力,喷漆速度等
评价小组成员
组长:黄立宁
组员:何兆海刘仲财
人员资格
该工序组长等人经过严格的特殊过程培训,都从事本专业工作3年,经考核具备独立工作能力。
设备情况
特殊过程中使用的设备达到规定标准,能够正常使用;
公司规程
1、我公司的特殊过程有喷漆过程,是靠控制喷嘴直径,气体压力,喷嘴移动速度等作参数来保证产品质量,均不能通过后续的检验经济的验证,因此确认上述过程为特殊过程。
2、喷漆均用专用设备来确保生产能来自,上岗操作人员应经过操作规程培训,通过考核合格后方可上岗。
3、严格按照工艺规定操作。
4、生产过程中应填写过程参数监控记录,确保过程受控。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺参数名称 工艺参数要求 是否监控 粘度 30~40s 是 喷嘴直径 1.5~2㎜ 是 空气压力 0.4~0.7MPa 是 枪件间距 150~300㎜ 是 喷枪移动速度 300~600cm/s 是 喷涂幅面 200~300㎜ 是 喷漆后处理:待面漆流平、干燥(20℃下,24h 后装配,实干 7天),检查漆膜厚度与附着力 。漆膜总厚度 80~120μ m 对于不录
特殊过程: 喷漆作业过程
QD—7.5.2—01
确认时间: 2015.9.12
该过程指导文件有效性确认: 《喷漆作业指导书》中规定了喷漆准备、底漆和面漆的喷漆工艺要求。评审文件有效。
相关人员资格或认可的确认:作业人员:徐本金
徐本友均具备5年以上喷漆作业经验。
使用设备的确认:喷漆设备使用运行正常。每天使用前进行了检查、维护。
确认人:李潮海