制程质量异常处理单
品质异常处理单

品质异常处理单
□进料; 责任单位
□制程; 品名/料号
□出货;
规格
异常单号:
日期
批量数
抽样数
不良数
不良率
品管初判:□允收; □退货; □挑选;
□特采;
□返工(返修);
会签相关 单位
企划部
采购部
生产部
工程部
品质部
品质部最终判定:□允收; □退货; □挑选; □特采; □返工(返修); 判定人:
不 良 现 象 描 述
原 因 责分 析
填表人:
审核:
担当人:
任临 时
对
单策
担当人:
永
位
久 对
策
担当人:
审核:
对 策 执 行 状 况
执 追行 踪结 确果 认验
证
责任部门确认:
□实际改善完成日期: 年 月 日;
□已有改善,可以结案;
□已有改善,但尚有欠缺,不可结案;
□改善没有执行,须重新改善,不可结案;
确认:
核准:
备注:ቤተ መጻሕፍቲ ባይዱ
1.处理单流程:提出单位→责任部门. 2.实施临时对策时,责任单位立即执行措施,品质部进行品质判定. 3.实施永久对策时,责任单位在三天内予以回复,品质部七天内进行效果确认.
制程异常联络单

异常发生原因分析/Analysis of abnormal causes
生产确认:
品质 经办:
责任归属:□喷漆房 □仓库 □品质 □技术 □主轴 □四轴 □ATC □电机 □机加__________课 □供应商_____________ 原因分析[责任部门填写]:
责任部门确认: 改善措施及已制品处理方式/Improvement measures and disposal methods of finished products 已制品处理方式:□申请特采 □挑选 □报废 □退货 □返修 □其它:
生产部门/Dept: 异常日期/Date
制程异常联络单
Process Defects Connection Sheet
部
课
工序/线
异常单编号/Sheet No.:
年 月 日 异常时间/Time
时
分 新品/New product □是 □否
产品名称/ P/N
产品图号/Draw No.
异常类别/Type
□制程 □成品
异常内容描述/Abnormal Content Description
异常类别:□供应商来料不良 □前工序来料不良 □本工序加工不良 □装配不良 □设计(图纸)不良 □客户退货 生产数量_________pcs,抽检数量_________pcs,不良数量_________pcs,不合格率_________%,嫌疑数量_________pcs。
1.制程异常联络单由责任部门跑单签核,签核完成后各部门参照签核内容执行,如签核内容无法执行到位的责任部门应及时提出。 2.特采接收、报废的情况需最终签核至总/副总经理,或者经总经理授权做最终签核的职位。 3.不合格现象能采取重工/返修方式时,应优先考量选择重工/返修方式执行,减少特采和报废数量。
品质异常处理单-1

承办:
相关单位会签
口生产单位( ):
口技术开发部( ):
口物控科( ) :
口其他单位( ):
审核
计划安排
品质主管经理:
裁决
口允收
口特采
口报废
口重工(挑选/修理)
口其他:
品质异常处理单-1
发生时机:
口进料
口首件
口制程
口入库
口出货
口客诉
口其他:
发生单位 开
品名/ቤተ መጻሕፍቲ ባይዱ号
紧急情况
口特急
口急
口一般
制造日期
检验日期
不良描述
制造单位
口装配/冲压/注塑/电镀
口恊力商
抽样数: 不良数: 不良率:
初步原因分析(制程和流出)
确认:
审核:
提出:
审核:
纠正与预防措施
责任生产单位
审核:
承办:
责任品质单位
制程异常处理程序(标准版)

制程异常处理程序
1、备料异常:
制程质检人员人员经与生产计划或相关文件数据检验,发现料况异常时,立即通知相关人员,且知会车间主任以上管理人员确认后,换上正确材料。
2、首件异常:
制程质检人员人员发现首件异常时,立即通知会车间以上人员,并开出品质异常单,确认后请责任人员分析异常原因,提出改善对策,制程质检人员将结果记录于首件检验记录单上,制程质检人员复核合格后方可生产。
3、生产过程中异常:
制程质检人员人员巡检时从人、机、料、法、环对各段进行确认,异常时立即反映给相关人员,由责任人提出原因分析与对策。
4、制程质检人员的巡检过程中发现不符合等现象,如因生产制程引起的不符合由生产部给出长期改善措施,如因来料不良则由进货质检人员进行对策及给出长期改善措施。
5、出现质量异常时,制程质检人员人员应及时向上反映,由车间主任通知技术部门,技术立即对质量异常进行分析;若为重大异常由生产经理组织技术部门、车间主任召开分析会,制程质检人员旁听。
6、异常追踪
所有异常之改善对策,制程质检人员需复核之,若复核结果未改善或改善不彻底,需重新提出由责任单位完全改善为止;若预防措施中有对相关部品尺寸作修改或参数变更等类似问题,经生产部试作可以后,技术部应在36小时内发出标准化文件。
品质 制程质量异常处理流程介绍 PPT
2.异常产品判定状态:
报废 重工
重工
挑选 特采
异常
品 报废
挑选
特采
3.异常品标签:
三. 责任判定原则
1 用事实说话 在描述中尽量不要出现:“我认为…….”、
“我觉得……”等带有主观性色彩的词语,多 采用客观的方法来进行描述,如“拍图片” 、“保留样品”等等。
2 用数据说话
在分析过程中,多采用数据来说明问题, 以避免文字性描述带来分歧。
2. PDCA循环特点:
原因分析: 1>.机器:打孔针磨损,毛边过大. 2>.人员:量测人员为新进人员,对不良文集不够,故未发现此不良.
矫正措施: 1>.3/1上午9:00停机维修打孔座,将打孔针进行研磨0.021mm. 2>.量测员进行现场教导,认识此不良.
预防措施: 1>.用模治具履历表记录每次毛边不良,统计打孔针磨损周期,定期进行更换或磨针. 2>.3/15对所有人员进行培训<不良的认知>,提高作业技能,杜绝不良流出.(消除潜在不良)
发现部门
质量部 生产部 工程部 责任部门/厂商
制程品质异常处理流程图
提提提提 开始
提提提提
客户
提提提提提 结束
001 物料问题
001
工艺问题
001 作业文件, 作业标准有
问题 001 人员作业的 问题
001
设计问题
001
其它问题
CAR单 制程品质异常 联络单
30分 钟
002 初步分析判 定责任给出 临时对策
制程质量异常处理流程介绍
目录
1
基本概念
2 异常处理程序介绍
3
责任判定原则
制程品质异常处理流程图-050

制程品质异常处理流程图-050深圳市南邦电子有限公司Shenzhen BANBANG Electric Co., Ltd.版本/版次 A/0 文件编号 DW-QC-050拟定日期 2010-4-28 生效日期 2010-4-28文件名称制程质量异常处理流程图发放形式新版本发行版本更改/修订取代文件文件修改记录序号修订日期变更编号修改内容修改原因版本/次总页数 1 2 3 4 5 会签部门姓名会签意见会签部门姓名会签意见 ?总经办 ?市场部 ?产品开发部 ?财务部 ?品质部 ?生产部 ?行政部 ?采购部 ?仓库 ?PMC 核准审核制定制作单位发行章袁志勇品质部未经许可不得翻印深圳市南邦电子有限公司文件编号 DW-QC-050Shenzhen NANBANG Electric Co., Ltd.文件类别指导书版次 A/0 文件名称制程质量异常处理流程图页次 1/1 流程图重点说明生产制程不良控制标准老化前不良1%以上开出品质异常单产品老化不良1‰以上开出品质异常单老化后不良2‰以上开出品质异常单品保确认后填写不良现象,不良品标示清楚,交接PE分析. 品保确认PE接到品质异常联络单后,分析不良原因,并记录其不良原因.PE拿到样品与PE分析品质异常联络单,找责任单位同品保人员开会检讨、改善.在确认并签名责任单位主管填写临时对策与永久对责任单位策责任单位将品质异常联络单交给品保,品保在责任单位完成时间跟踪改善结品保跟踪果,OK后由品保归档,NG则重新知会相关部门开会检讨.品质异常联络单由品保归档,保存. 归档下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除~~~谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
生产异常反馈单
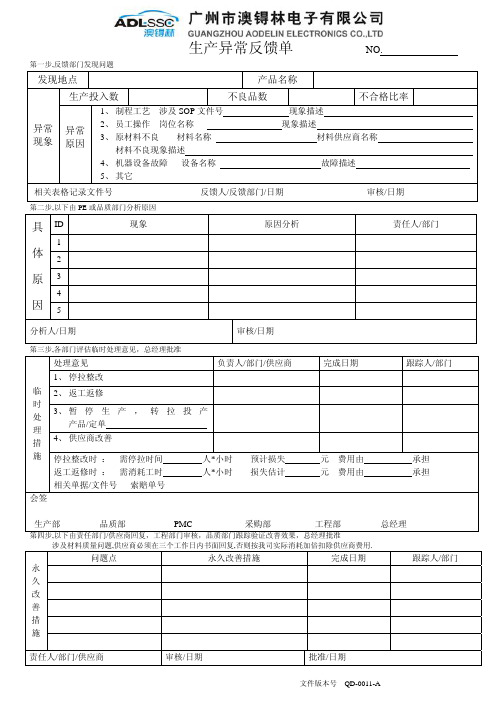
生产异常反馈单 NO.
文件版本号 QD-0011-A
第一步,反馈部门发现问题
发现地点
产品名称
生产投入数
不良品数
不合格比率
异常现象 异常原因
1、 制程工艺 涉及SOP 文件号 现象描述
2、 员工操作 岗位名称 现象描述
3、 原材料不良 材料名称 材料供应商名称
材料不良现象描述 4、 机器设备故障 设备名称 故障描述 5、 其它
相关表格记录文件号 反馈人/反馈部门/日期 审核/日期
第二步,以下由PE 或品质部门分析原因
ID 现象 原因分析
责任人/部门
1 2 3 4 具体原因
5
分析人/日期
审核/日期
第三步,各部门评估临时处理意见,总经理批准
处理意见 负责人/部门/供应商 完成日期 跟踪人/部门 1、 停拉整改 2、 返工返修
3、 暂停生产,转拉投产
产品/定单 4、 供应商改善
临时处理措施
停拉整改时 : 需停拉时间 人*小时 预计损失 元 费用由 承担 返工返修时 : 需消耗工时 人*小时 损失估计 元 费用由 承担 相关单据/文件号 索赔单号
会签
生产部 品质部 PMC 采购部 工程部 总经理
第四步,以下由责任部门/供应商回复,工程部门审核,品质部门跟踪验证改善效果,总经理批准
涉及材料质量问题,供应商必须在三个工作日内书面回复,否则按我司实际消耗加倍扣除供应商费用.
问题点
永久改善措施
完成日期
跟踪人/部门
永久改善措施
责任人/部门/供应商 审核/日期
批准/日期。
异常处理
端子打包高
良品
19/71
(4) 经过插拔后发现JACK常闭点断开, 不良率0.05%
良品
不良品
20/71
D. 同一不良现象持續升高,但未超管控目标
如端子退PIN第一節2PCS,第二節4PCS,第三節8PCS不良呈倍數增長。 电气短路不良第一节 10PCS,第二节12PCS,第三节 15PCS
21/71
如属于明显的作业不良、模(治)具不良、调机不良则将导致异常 发生的工站责任人记录于异常单上,再转对应单位进行原因分析。
33/71
立訊精密工業 (深圳 )有限公司
线别: 問 題 描 述 異常发生位置: 来料 制程 機種/料號: ; 工令/批量: 線
品質異常處理單
成品 其它 编号: 檢驗單號: ; 發生日期与時間: ; ; ;
確認結果: NG 退回給開出單位
6/71
OK
確認異常屬實後的處理方法: (1) 取不同日期的原物料 50~100PCS,確認來料狀況;如無異常再上 線隨線試作,確認是否存在同樣的問題。 (2) 根據分析的結果將緊急處理結果反饋給生產。 (3)同時將異常單傳給供應商要求其改善並回覆改善報告;或電話 通知供應商來廠確認;或去供應商與他們共同分析。 (4)清查庫存原物料狀況,將異常日期的物料停用退回供應商,不同 日期的原物料抽檢,確認是否存在類似問題。 緊急處理結果分為: A>不良率高達 5%以上,且影響產品外觀、功能、實配 則立即停用,更換不同日期的物料上線,如無不同日期的物料則請生 產開出<<停線通知單>>知會企劃做其它安排,並同時通知采購跟催新的物 料交期。
生產數量: ;不良数: 不良狀況描述:
不良率:
審 核:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
临时措施:
签认:
原因分析:
承辩:
改善对策:
品管主管:
生产主管:
相关部门意见
核准:
分发部门
□品管课□采购□行政课□仓库□客户
效果确认
□改善效果良好,可以结案。
□改善效果不佳,仍需追踪。
承辩
复核
传递路线:填表人(生产车间)签认品管课会签核准分发跟催
制程质量异常处理单
工令号码
批号
工程名称
发现者
发现原因
备注
发现异常的内容
发现后的临时措施
负责单位签章
判定责任单位
请单位于月日前完成原因调查及改善对策
原
因
调
查
改善对策(暂时永久)
效
果
确
认Байду номын сангаас
厂长批示
厂
长
批
示
XX五金塑胶厂
品质异常处理单
□客户抱怨□制程品质异常表格编号:
异常名称
异常发生地点
异常发生时间
发文者
主管确认