API钻具接头螺纹的特点
api螺纹标准手册

api螺纹标准手册API螺纹标准手册。
API螺纹是一种常见的管道连接标准,广泛应用于石油、天然气、化工、航空航天等行业。
本手册将介绍API螺纹的标准规范、尺寸参数、加工工艺以及相关注意事项,旨在帮助用户更好地了解和应用API螺纹标准。
一、API螺纹标准规范。
API螺纹标准是由美国石油协会(API)制定的,其主要规范包括API 5B和API 7-2。
API 5B是针对螺纹连接的规范,包括螺纹尺寸、螺纹角度、螺纹牙型等内容;API 7-2是针对旋转钻井设备用螺纹的规范,包括螺纹尺寸、技术要求、检测方法等内容。
用户在选择和应用API螺纹时,应严格按照相关规范执行,以确保连接质量和安全可靠性。
二、API螺纹尺寸参数。
API螺纹的尺寸参数是用户选择和应用螺纹连接时的重要参考依据。
主要包括螺纹外径、螺纹节距、螺纹牙型等参数。
用户在设计和加工螺纹连接时,应准确掌握API螺纹的尺寸参数,以确保螺纹连接的互换性和可靠性。
三、API螺纹加工工艺。
API螺纹的加工工艺对螺纹质量和连接性能具有重要影响。
常见的加工工艺包括切削加工、滚压加工、锻造加工等。
不同的加工工艺对螺纹的牙型、尺寸精度、表面质量等有不同要求,用户在选择加工工艺时,应根据具体要求进行合理选择,并严格执行相关工艺标准。
四、API螺纹注意事项。
在使用API螺纹连接时,用户应注意以下事项,首先,严格按照规范要求进行螺纹加工和连接装配;其次,定期检测和维护螺纹连接,确保其安全可靠性;最后,严禁使用损坏或磨损严重的螺纹连接,以免造成泄漏或断裂等安全事故。
总结。
本手册对API螺纹标准进行了全面介绍,包括标准规范、尺寸参数、加工工艺以及注意事项等内容。
用户在选择和应用API螺纹时,应严格执行相关标准和规范要求,以确保螺纹连接的质量和安全可靠性。
希望本手册能够为广大用户在API 螺纹应用中提供参考和帮助。
石油钻杆接头螺纹标准
石油钻杆接头螺纹标准石油钻杆接头螺纹标准是钻井作业中非常重要的一环,它直接关系到钻杆的连接质量和作业安全。
石油钻杆接头螺纹标准主要包括螺纹类型、尺寸、牙型、螺距等方面的规定,下面将对其进行详细介绍。
首先,螺纹类型。
石油钻杆接头螺纹一般分为API螺纹和非API螺纹两种类型。
API螺纹是指符合美国石油协会(API)标准的螺纹,主要包括API REG、API IF、API FH等类型,而非API螺纹则是指除API标准之外的其他螺纹类型,如三角螺纹、方螺纹等。
其次,尺寸。
石油钻杆接头螺纹的尺寸一般按照英寸制来规定,包括螺纹外径、螺纹节距、螺纹牙高等参数。
这些尺寸的规定旨在保证钻杆接头螺纹的互换性和连接牢固性。
再次,牙型。
钻杆接头螺纹的牙型一般分为内螺纹和外螺纹两种类型,它们的结构和用途略有不同。
内螺纹一般用于连接钻杆的上部,而外螺纹则用于连接钻杆的下部,其设计和加工要求也有所不同。
最后,螺距。
螺距是指螺纹每一圈的螺纹峰和螺纹谷之间的距离,它直接关系到螺纹的紧固性和承载能力。
石油钻杆接头螺纹的螺距一般根据钻井作业的具体要求来确定,通常会根据井深、井径、地层情况等因素进行选择。
总的来说,石油钻杆接头螺纹标准的制定是为了保证钻井作业的安全和高效进行。
遵循标准规范,选择适当的螺纹类型、尺寸、牙型和螺距,对于提高钻井作业的质量和效率具有重要意义。
因此,在实际作业中,必须严格按照标准要求进行操作,确保钻杆接头螺纹的质量和可靠性,从而保障整个钻井作业的顺利进行。
结语,石油钻杆接头螺纹标准的制定和执行对于石油钻井行业具有重要的意义,它不仅关系到作业的安全和效率,也直接影响到整个石油工业的发展。
因此,我们每一个从事钻井作业的人员都应该对石油钻杆接头螺纹标准有所了解,并严格按照标准要求进行操作,做到尽善尽美。
石油常用专用管螺纹和管材的类型及规格

石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1 数字型(NC)Number style connection theads V-0.038RNC23-NC77共计13种2 内平型(IF)Internal-flush style connection threads V-0.06523/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threadsV-0.065V-0.050V-0.04031/2in-65/8in共计5种4正规型(REG)Regular style connection threadsV-0.050V-0.04023/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
API螺纹的检验学习

API螺纹的检验学习API--AMERICAN PETROLEUM INSTITUTE(美国石油协会)Cham2015-12-251.石油管简介钻杆钻具钻铤方钻杆油井管转换接头油套管石油专用管管线管2.石油管螺纹的特点:带有一定锥度的螺纹,如1:4(3寸/12寸)、1:6(2寸/12寸)、1:8(1.5寸/12寸)、1:9.6(1.25寸/12寸)、1:12(1寸/12寸)、1:16(0.75寸/12寸)。
具有上扣速度快,连接强度高,密封性能好等特点。
主要用于钻具、油套管和管线管等石油管螺纹连接。
3.石油管螺纹特性螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,螺纹主要应具备两个特性:结构完整生:就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏。
密封完整性:就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄。
结构完整生和密封完整性是油井管两个极为重要的技术指标。
4. 螺纹检测的目的:就是要把存在螺纹质量问题的管子检查出来,防止不合格管出厂或下井,最大限度避免或减少油井管失效事故的发生。
生产厂要经过工序检验、巡检、入库前抽检(成品库抽检)等多道工序把关;各油田还要进行到货后商检(验收)或派人到工厂监造或在出厂前、装船(车)前检验,有的油田则委托第三方检验机构驻厂监造。
油田除螺纹参数、外观按比例抽检外,有的单位还要对螺纹接头进行静水压密封性能检验。
油井管下井前,作业员还需要对螺纹进行外观检查(有无变形、损伤、锈蚀等)。
5.石油管螺纹检测5.1 检测项目5.1. 1 螺纹外观(缺陷、缺欠)5.1. 2螺纹参数及几何尺寸(牙高、锥度、螺距、牙半角、紧密距等)5.2螺纹形式及代号钻具:数字型接头NC(NC23~NC77)正规型接头REG(2 3/8REG~8 5/8 REG)内平型接头IF(2 3/8IF~5 ½ IF)贯眼型接头FH(3 1/2FH~6 5/8FH)螺纹有左右旋之分。
石油钻杆接头螺纹标准
石油钻杆接头螺纹标准石油钻杆接头螺纹标准是指用于连接石油钻杆的螺纹规格和标准。
螺纹连接是石油钻探过程中重要的连接方式,它可以提供可靠的连接,保证钻杆在工作过程中的牢固性和密封性。
本文将介绍几种常见的石油钻杆接头螺纹标准。
在石油钻探中,常用的螺纹标准主要有API和IF两种。
API(美国石油学会)标准是一种全球通用的螺纹标准,它规定了各个尺寸的石油钻杆连接的螺纹形式、尺寸、内外直径等技术要求。
API标准螺纹分为两种类型:长螺纹(LTC)和短螺纹(STC),其特点是螺纹深度较大,连接更牢固,适用于长时间的高强度工作。
IF(国际钻井协会)标准是由国际钻井协会制定的一种螺纹标准,比API螺纹标准更紧凑,适用于高压、高温等工况环境下的石油钻探,具有较好的密封性和承载能力。
另外,国内也有一些石油钻杆接头螺纹标准,如“地1”标准。
该标准是中国石油天然气集团公司制订的一种螺纹标准,其主要特点是螺纹连接更简便、快捷,适用于一些临时性的工程和低强度工作环境。
在选用螺纹连接时,除了参考螺纹标准外,还需要根据具体的工作环境、工艺要求等因素进行选择。
例如,如果钻探的地质条件较复杂,需要承受高压、高温等特殊环境,就需要选用具有较好承载能力和密封性能的螺纹连接。
此外,还需要考虑螺纹连接的使用寿命、易于拆装等因素。
为了确保石油钻探的安全和效率,螺纹连接需要经过严格的质量控制和检验。
在制造过程中,需要对接头进行磨削、热处理等工艺处理,以保证螺纹的精度和强度。
在使用过程中,还需要进行连接的拧紧力、扭矩等参数的监测和控制,以确保螺纹连接的可靠性和稳定性。
总之,石油钻杆接头螺纹标准是石油钻探中非常重要的一部分,它直接关系到钻杆连接的可靠性和工作效率。
通过合理选择和正确使用螺纹连接,可以提高钻井作业的安全性和效率,降低工作风险,促进石油产业的健康发展。
钻具接头的识别方法
钻具接头的识别方法钻具接头:是带有密封台肩的锥管螺纹短节。
又称旋转台肩式连接螺纹。
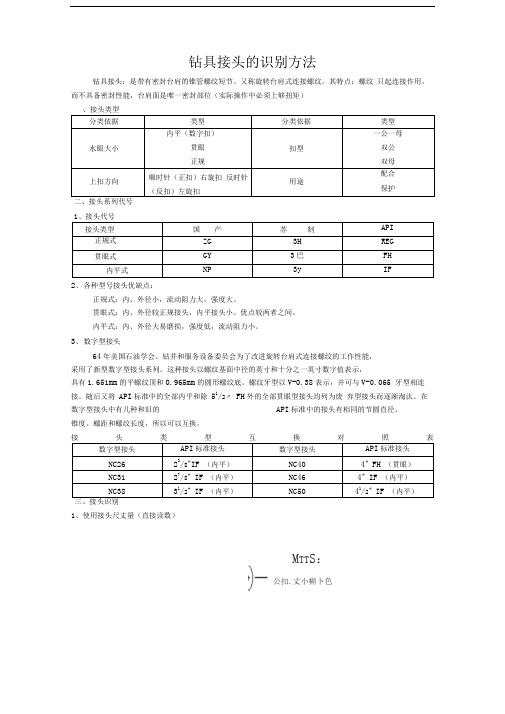
其特点:螺纹只起连接作用,而不具备密封性能,台肩面是唯一密封部位(实际操作中必须上够扭矩)分类依据类型分类依据类型水眼大小内平(数字扣)贯眼正规扣型一公一母双公双母上扣方向顺时针(正扣)右旋扣反时针(反扣)左旋扣用途配合保护二、接头系列代号、接头代号接头类型国产苏制API 正规式ZG 3H REG贯眼式GY 3巴FH 内平式NP 3y IF2、各种型号接头优缺点:正规式:内、外径小,流动阻力大,强度大。
贯眼式:内、外径较正规接头,内平接头小。
优点较两者之间。
内平式:内、外径大易磨损,强度低,流动阻力小。
3、数字型接头64年美国石油学会、钻井和服务设备委员会为了改进旋转台肩式连接螺纹的工作性能,采用了新型数字型接头系列。
这种接头以螺纹基面中径的英寸和十分之一英寸数字值表示,具有1.651mm的平螺纹顶和0.965mm的圆形螺纹底。
螺纹牙型以V-0.38表示,并可与V-0.065 牙型相连接。
随后又将API标准中的全部内平和除51/2〃FH外的全部贯眼型接头均列为废弃型接头而逐渐淘汰。
在数字型接头中有几种和旧的API标准中的接头有相同的节圆直径、锥度、螺距和螺纹长度,所以可以互换。
数字型接头API标准接头数字型接头API标准接头NC26 23/8"IF (内平)NC40 4" FH (贯眼)NC31 27/8" IF (内平)NC46 4" IF (内平)NC38 31/2" IF (内平)NC50 41/2" IF (内平)1、使用接头尺丈量(直接读数)M TT S:公扣.丈小糊卜色母柯:丈量母扣瑞部台肩内径.憎甲讹公f附册蚀隣榨,卡朋在再終网和琬tL直機凱母抑脈头尺戲宣軸糊師帽. 皓抓公、母切就司匕正砌端牺2、用钢板尺(或钢卷尺)A、用钢板尺直接丈量公扣小端外径或母扣端部台肩内径,查接头扣型尺寸表。
石油常用专用管螺纹和管材的类型及规格
石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1 数字型(NC) Number style connection theads V-0.038R NC23-NC77共计13种2 内平型(IF) Internal-flush style connection threads V-0.065 23/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threads V-0.065V-0.050V-0.040 31/2in-65/8in共计5种4 正规型(REG) Regular style connection threads V-0.050V-0.040 23/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
API螺纹
套管螺纹在API 规范中分为五大类:API 标准螺纹的优点是:1) 加工容易,一般精度,油田现场容易加工配接有关短节,成本低。
2) 采用一般操作条件联接,易于修扣和现场处理。
3) 在有优质密封脂配合使用,对流体密封条件可达69MPa 及1490 C。
4) 可以重复上扣使用。
其缺点有:1) 过高压力及气体不能满足密封要求。
2) API 螺纹的联接强度仅是管体抗拉强度的80%。
3) 在有腐蚀流体的环境,因API 接箍的“干扰值”过大,过大的圆周应力容易产生接箍的氢脆应力破坏或发生应变裂纹套管得选择:从螺纹抗泄漏压力比较,长圆螺纹与短圆螺纹其压力是-致的。
而梯形螺纹抗泄漏压力最大。
因此BTC 更不易漏失。
深井套管承受较大的拉伸负荷和高压缩强度的作用,通常API 钢级套管很难满足,因此尽可能不使用API 而采用非API 钢级套管,尤其不要使用API 圆螺纹套管。
若套管内压超过34.5MPa(5000psi)时宜选用无缝钢管而不用电阻焊钢管。
高温高压气井易使套管受热变形和弯曲,连接部分易发生气体漏失。
现行API 标准钢级尤其是螺纹尚不能满足高温高压井的需要。
而非API 标准钢级和扣型如NKK 系列套管具有高连接强度及高抗漏特性。
硫化氢使钢体脆性断裂,即发生氢脆,在低温下API 高强度钢中氢脆现象更严重,而非API 钢级套管如NKK 系列套管较宜于有硫化氢存在的环境下使用。
在存在CO2环境下宜选用API 无缝钢管而不宜选用电阻焊钢管,或选用抗腐蚀合金钢如Cr9、Crl3、Cr23 或Cr25 级别的不锈钢管由于大斜度井的造斜井段曲率较大,会大大增加套管的弯曲应力,而可能引起套管接箍断裂。
因此应选用较高钢级的API 套管API 规范中有三种类型的接箍:外加厚扣、平式扣和整体扣。
平式扣是在外径相同的油管上加工螺纹。
这样在螺纹的地方由于厚度变薄和应力集中,使得螺纹部门的强度低于油管本体的强度。
外加厚油管是油管两端外径(厚度)大于本体,在两端加工螺纹,使得螺纹部分的强度不低于油管本体的强度。
螺纹特殊扣
API套管螺纹不适用于高压气田的开发,因此许多生产厂家开发了各具特点的特殊接头,其中适用于开发气田的气密封特殊接头螺纹类型有:1、NS-CC螺纹(日本新日铁开发的),其主要特点是:1)螺纹采用改进的API偏梯形螺纹.接头的抗拉强度高;2)锥面对锥面金属主密封和内台肩金属副密封.使接头具有良好的气密封性能;3)阶梯式双直台肩结构使接头具有良好的抗过扭能力和抗弯能力,并且有利于保护主密封;4)接头上圆周应力较低,有利于防止应力腐蚀开裂。
2、Fox螺纹(日本川崎制铁和英国Hunting公司共同开发的)。
3、TM螺纹(日本住友金属在VAM螺纹的基础上经过改进而设计的)4、SEC螺纹(阿根廷Siderca公司设计生产的)目前油井管(油管、套管、钻具用管)都是执行API标准(美国石油协会),国内的标准基本都是按照API标准转化的,各大油田具体执行的还是API的标准,特殊螺纹是相对于API螺纹(主要型号为长圆螺纹和偏梯形螺纹)来说的,特殊螺纹一般是套管生产厂家开发的,具有专利保护,国际上用的做多的是VAM扣及VAM扣基础上发展NEW VAM,VAM-top等扣型,国内用的多的是VAM扣(瓦鲁瑞克和曼内斯曼公司开发)、TM扣(住友金属开发)、FOX扣(川崎制铁和NKK合并后的JFE公司开发,国内主要是跟攀成钢共同投资的攀成伊红公司生产),另外天钢开发的TP-CQ系列扣、宝钢的BGT 系列扣、无锡西姆莱斯的WSP系列扣、衡钢的HSM系列扣,近年陆续开发并经相关权威机构认证,在国内各大油田都有试验,很大一部分用于出口。
特殊螺纹石油套管主要应用于传统API螺纹不适应的井位,传统API 螺纹存在密封性和抗拉强度等问题,传统API螺纹气密封性能很差,对于含有硫化氢、二氧化碳和氯离子等井位的井不适应,特殊螺纹能有效克服这些缺点,另外一些高钢级的管材(如Q125及以上钢级)一般也用特殊螺纹。
API石油钻杆接头标准
API石油钻杆接头标准API石油钻杆接头是石油钻探中不可或缺的重要部件,其质量和标准直接影响着钻井作业的安全和效率。
为了确保钻杆接头的质量和性能符合国际标准,美国石油学会(API)制定了一系列的标准来规范钻杆接头的设计、制造和检验。
本文将对API石油钻杆接头标准进行详细介绍,以便广大钻探从业人员更好地了解和应用这些标准。
首先,API石油钻杆接头标准主要包括API 5DP和API 7-1两个部分。
API 5DP 是针对钻杆的标准,其中包括了钻杆的尺寸、材质、机械性能、化学成分、硬度等要求,以及对钻杆的检验、试验和质量控制的规定。
而API 7-1则是针对钻杆接头的标准,其中包括了接头的类型、尺寸、螺纹参数、材质、热处理要求等内容,以及对接头的检验、试验和质量控制的规定。
这两个标准的制定,为石油钻探行业提供了统一的技术规范,有利于提高钻杆和钻杆接头的质量和可靠性。
其次,根据API石油钻杆接头标准的要求,钻杆和钻杆接头应当具有一定的机械性能和化学成分。
例如,钻杆的抗拉强度、屈服强度、冲击韧性、硬度等机械性能指标,以及钻杆和钻杆接头的化学成分要求,都必须符合标准规定。
此外,钻杆接头的螺纹参数也是非常重要的,它直接影响着钻杆的连接可靠性和密封性能。
因此,钻杆接头的螺纹应当符合API标准规定的要求,以确保钻杆的连接牢固、密封可靠。
再次,API石油钻杆接头标准还对钻杆和钻杆接头的检验、试验和质量控制提出了严格的要求。
在制造过程中,必须对钻杆和钻杆接头进行严格的质量控制,确保其符合标准规定的各项技术要求。
同时,还需要进行各种检验和试验,如化学成分分析、机械性能测试、螺纹连接试验、尺寸检查等,以验证钻杆和钻杆接头的质量和性能。
只有通过了这些检验和试验,钻杆和钻杆接头才能被允许投入使用,以确保钻井作业的安全和高效进行。
最后,作为石油钻探行业的从业人员,我们应当严格遵守API石油钻杆接头标准的要求,严格执行钻杆和钻杆接头的选用、使用和管理规定,确保钻杆和钻杆接头的质量和性能符合标准要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。
API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。
尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。
因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。
本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。
目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。
因此互换程度高、结合紧密、装拆容易。
其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
1、数字型螺纹(NC)这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。
所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。
牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC)是API推荐优先使用的螺纹类型。
该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
2、内平型螺纹(IF)该型螺纹主要用于连接外加厚或内外加厚的钻杆、接头内径、管端加厚处内径与钻杆内径有着相等或近似相等的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙形。
这种牙型的特点为:平牙顶、平牙底、牙顶宽度为0.065英寸(1.651毫米)。
该型螺纹除215IF 规格外,其它规格因其结构尺寸与相应的数字型螺纹完全相同,因此与数字型螺纹具有互换性。
内平型螺纹的牙型结构易导致应力集中,故API 已将其逐步淘汰。
相应规格螺纹由同规格的数字型螺纹所取代。
被淘汰螺纹与数字型螺纹互换情况见表二。
表二 螺纹互换类型对照表3、贯眼型螺纹(FH )该型螺纹主要应用于连接内、外加厚的钻杆。
钻杆接头内径与加厚端内径相等,但均小于钻杆的管体内径。
该型螺纹规格尽管数量不多,但却使用了包括V -0.065、V -0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.270毫米)和V -0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.020毫米)三种牙型。
该螺纹曾广泛用于水龙头、方钻杆、钻铤和钻头的连接。
现除521FH 和685FH两种使用V -0.050牙型。
1:6锥度的大规格螺纹外其余规格均被API 列入淘汰范围。
原使用较广的4FH 螺纹同内平型螺纹一样,被同规格的数字型螺纹所取代。
4、正规型螺纹(REG )该型螺纹曾用于连接内加厚钻杆,钻具接头内径小于加厚端内径,而加厚端内径又小于钻杆内径。
API 设计正规型螺纹的主要目的是将其应用在钻头螺纹的连接上,由于钻头位置处于钻柱末端。
所以尽管螺纹牙型也存在应力集中现象,但对整个钻柱连接强度影响不大。
因此可以忽略不计,在修改后的API SPEC 7第四十版中,API 将所有的螺纹规格都全部保留了下来。
正规型螺纹使用V -0.050和V -0.040两种牙型。
在API SPEC 7第四十版中,又增加了V -0.055牙型(平牙底,牙顶宽度为0.055英寸,1.397毫米)的1REG 和121REG 两种螺纹规格。
三、螺纹标记按照《GB/T9253.1—1999》标准中的相关规定,钻具接头螺纹采用螺纹代号进行标注。
1、数字型螺纹:采用螺纹代号加螺纹基面中径十分之一英寸的数值组成。
例:NC38—表示螺纹基面中径为3.8英寸,只能加工成V -0.038R 尺寸牙型的数字型螺纹。
2、其余类型螺纹:由接头规格加螺纹代号组成。
例:421IF —表示接头规格为421英寸,可加工成V -0.065尺寸牙型的内平型螺纹。
3、左旋螺纹:在螺纹代号后加“—LH ”例:421REG —LH 4、可互换螺纹:对被换螺纹加括号表示。
例:NC50(421IF )—表示421IF 可与NC50螺纹进行互换,螺纹牙型尺寸即可加工成V -0.038R ,亦可加工成V -0.065。
对可互换螺纹,如果括号内只标注了内平或贯眼型螺纹代号(如上例中的421IF ),则允许螺纹牙型可按V -0.038R 尺寸进行加工。
四、螺纹牙型1、螺纹牙型有V -0.038R 、V -0.040、V -0.050、V -0.055、V -0.065五种类型。
螺纹牙型及尺寸参数见图一、图二和表三。
图一:V -0.038R V -0.040和V -0.050螺纹牙型图二:V-0.055、V-0.065螺纹牙型表三:钻具接头螺纹牙型尺寸表2、V -0.038R 指的是牙底圆弧半径为0.038英寸(0.965毫米)的V 形螺纹。
V -0.040、V -0.050、V -0.055、V -0.065中各自的数字分别代表V 形螺纹牙顶宽度的英寸数值,但这四种螺纹的牙底形状则各不相同。
V -0.040螺纹的牙底圆弧半径为0.02英寸(0.51毫米)。
V -0.050的螺纹牙底圆弧半径为0.025英寸(0.635毫米)。
V -0.055和V -0.065的螺纹牙底则为平面。
五、螺纹加工精度要求 1、螺距极限偏差在完整螺纹范围内,任一段沿轴向25.4毫米长度内的螺纹累积偏差为±0.038毫米。
在完整螺纹整个范围内,螺纹累积偏差为±114毫米,或按螺纹总长度的1/1000计算,两者取其大值。
2、牙侧角极限偏差为:±45’。
3、锥度极限偏差在完整螺纹范围内,折算到304.8毫米轴向长度上,螺纹中径圆锥的平均锥度极限偏差为:外螺纹762.00+,内螺纹0762.0-。
4、牙形高和牙顶高的极限偏差应符合图三和表四的规定。
图三 牙型高和牙顶高极限偏差尺寸图表四:牙型高牙顶高极限偏差尺寸螺距 牙顶高han=has牙型高hn=hs △ha=△hs△ha=△hs4.233 008.0- 06.00+ 5.080 0120.0-08.00+ 6.350180.0-120.00+5、紧密距极限偏差,应符合GB/T4749—2003中相关规定。
6、螺纹结构的其它尺寸公差和形位公差应满足图四、图五和表五、表六、表七中相关要求。
7、特殊结构对于钻铤和小规格的钻具接头螺纹(NC10~NC16),内外螺纹的收尾部分可根据需要加工成密封槽,应力分散槽和密封锥面等特殊结构。
六、螺纹的检测与识别1、钻具接头螺纹在生产加工中,必须符合各项尺寸公差和形位公差要求。
并按规定正确使用螺纹量规检验螺纹紧密距和各项极限偏差。
对库存产品,每隔一定检验周期。
应用螺纹单项检测仪对螺纹螺距和锥度重新进行检测。
2、在使用现场,可采用牙型规对螺纹的磨损情况进行检测。
螺纹剩余牙顶宽度不小于原牙顶宽度的1/2,牙顶高度不低于原牙顶高度的2/3。
磨损牙数不超过3.5牙时,螺纹仍可继续使用,否则必须进行修扣处理。
3、使用现场对螺纹最有效的识别方法是使用螺纹接头尺。
这种接头尺专门设有标记了外螺纹根部直径和内螺纹镗孔直径参数的游标卡尺。
使用时即简便、直观、又可准确判定螺纹的类型和规格。
如无螺纹接头尺,则可同时使用普通游标卡尺和钢直尺进行测量,然后通过参照螺纹规范进行对比,即可确定螺纹的类型和规格。
4、螺纹旋向的识别将螺纹竖直放置,从正面观察螺旋线的上升方向。
向右上升的为右旋螺纹,向左上升的为左旋螺纹。
七、螺纹的主要失效形式1、粘扣和胀扣通常发生在有较高轴向压力情况下,外螺纹强制进入内螺纹,导致内螺纹胀开或粘扣而造成连接失效。
上扣时扭矩过高或钻进中产生过高扭矩时,也会出现这种情况下。
2、螺纹剪切失效往往出现在螺纹最未端的完整扣处。
螺纹锥度越大,螺纹越短,越容易发生剪切失效现象。
3、断裂螺纹最未端完整扣处往往应力最大。
断裂现象常出现在螺纹最未端完整扣处。
因此,小规格钻具接头螺纹和钻铤螺纹常加工有应力分散槽等特殊结构,以减小应力集中现象。
4、滑扣螺纹锥度较大时,上紧圈数尚未达到额定圈数而扭矩就已达到推荐值,此时在轴向拉力作用下,往往会出现滑扣。
除此之外,螺纹间隙充填物不合理时也易产生滑扣现象。
5、倒扣螺纹上紧扭矩过小或未能达到额定值,导致螺纹无法承受施加的轴向载荷和井下扭矩,从而出现倒扣失效,造成钻具脱扣掉入井内。
6、刺扣和密封失效钻进过程中,钻具的扭转振动往往会造成钻具旋转速度时快时慢。
当钻具突然加速旋转时,扭矩会瞬间增大。
此时,在钻具和井壁、外螺纹和内螺纹的交互作用下,钻具接头处往往会产生很高的热量,导致螺纹脂从螺纹间隙中流出,造成密封失效而引起刺扣。
除此之外,加工精度过低,不合理的公差配合,过少的螺纹过盈量,都是产生刺扣现象发生一个重要原因。
八、螺纹的基本尺寸和加工参数1、钻具接头螺纹尺寸见图四、图五2、钻具接头螺纹尺寸参数见表五、表六、表七表五:数字型(NC)接头螺纹尺寸参数表表六正规型(REG)接头螺纹尺寸参数表表七:贯眼型(FH),内平型(IF)接头螺纹尺寸参数表11。