烧结物料平衡计算4
物料平衡计算公式
物料平衡计算公式This model paper was revised by the Standardization Office on December 10, 2020物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=ad c b ++×100% 压片工序的收率=ab ×100%a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 = b a ed c +++包衣工序的收率 = b a c+a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++A a dc b Ba- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++a dc ba :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++a dc ba-计划产量 b-入库量 c-留样量 d-取样量 1.粉碎过筛和称配岗位物料平衡检查:配料量╳100% 粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
(完整版)物料平衡计算公式:
物料平衡计算公式:
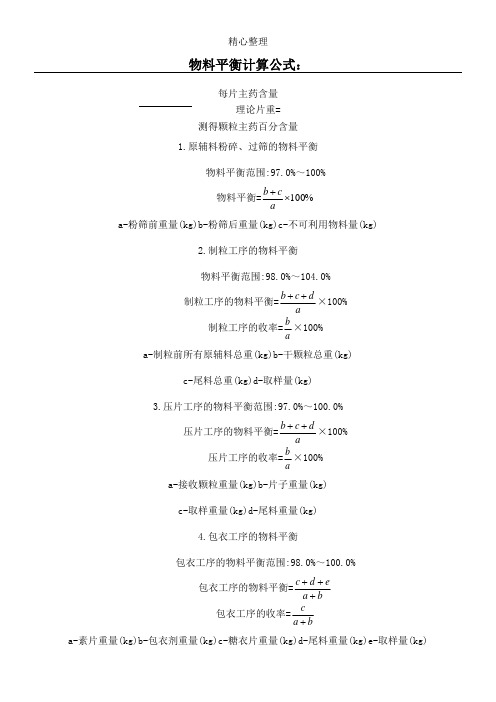
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100% +c b
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=b
a e d c +++ 包衣工序的收率=b
a c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
片剂物料平衡=%100⨯++d c b
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%)
3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%)
4.铝塑内包岗位物料平衡检查:
(成品板总重/平均每板重量+不良品)×规格(粒/板)
╳100%。
物料平衡计算
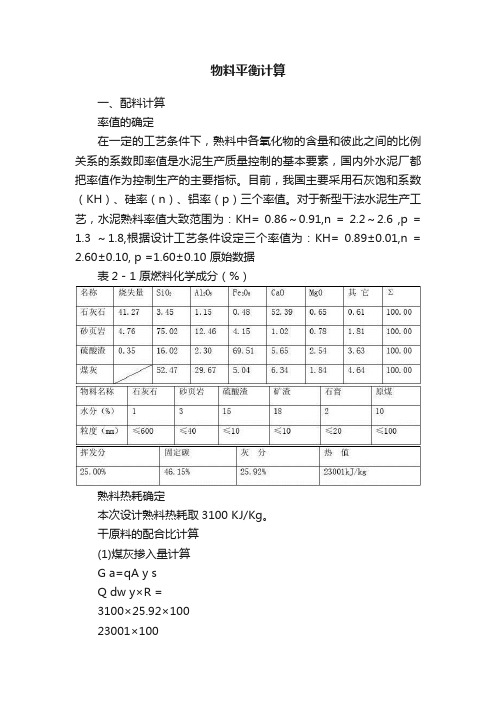
物料平衡计算一、配料计算率值的确定在一定的工艺条件下,熟料中各氧化物的含量和彼此之间的比例关系的系数即率值是水泥生产质量控制的基本要素,国内外水泥厂都把率值作为控制生产的主要指标。
目前,我国主要采用石灰饱和系数(KH)、硅率(n)、铝率(p)三个率值。
对于新型干法水泥生产工艺,水泥熟料率值大致范围为:KH= 0.86~0.91,n = 2.2~2.6 ,p =1.3 ~1.8,根据设计工艺条件设定三个率值为:KH= 0.89±0.01,n =2.60±0.10, p =1.60±0.10 原始数据表2-1 原燃料化学成分(%)熟料热耗确定本次设计熟料热耗取3100 KJ/Kg。
干原料的配合比计算(1)煤灰掺入量计算G a=qA y sQ dw y×R =3100×25.92×10023001×100=3.4934%式中:S——煤灰掺入量,以熟料百分数表示(100%)Q dw y——煤的应用基低热值(kJ/kg煤)G a——煤的应用基灰分含量(%)q ——熟料烧成热耗(kJ/kg 熟料)R ——煤灰沉落度(%),当窑后有电收尘且窑灰入窑时取100%,(2)配比以尝试误差法计算各原料配合比,作EXCEL 表格计算,如下:煤灰的参入量A G =3.4934%,则灼烧生料的配合比为100-3.4934%=96.5066%,以此计算熟料的化学成分:则熟料的率值计算如下:KH =232328.235.065.1SiO O Fe O Al CaO -- = 65.5319?1.65?5.1634?0.35?3.41642.8?22.4288 =0.8888n =32322O Fe O Al SiO +=22.42885.1634+3.4164= 2.6141p =3232O Fe O Al = 5.16343.4164 =1.5114 由上表得知熟料三率值均在要求范围内,即可认为配料计算结果符合要求。
物料平衡计算
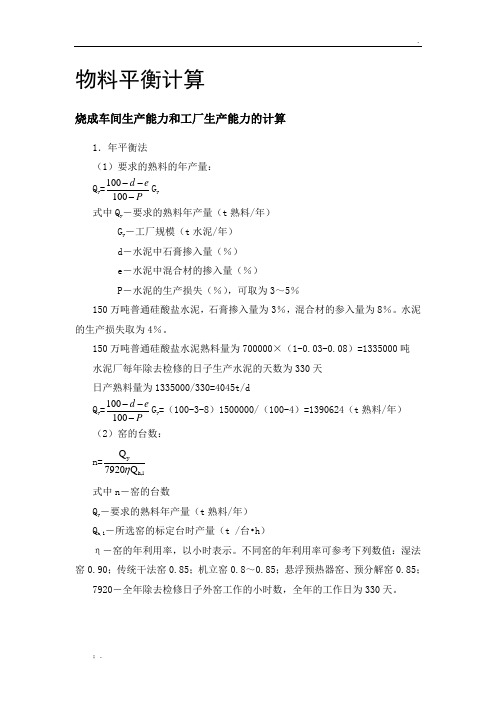
物料平衡计算烧成车间生产能力和工厂生产能力的计算1.年平衡法(1)要求的熟料的年产量: Q y =100100d eP---G y式中Q y -要求的熟料年产量(t 熟料/年) G y -工厂规模(t 水泥/年) d -水泥中石膏掺入量(%) e -水泥中混合材的掺入量(%) P -水泥的生产损失(%),可取为3~5%150万吨普通硅酸盐水泥,石膏掺入量为3%,混合材的参入量为8%。
水泥的生产损失取为4%。
150万吨普通硅酸盐水泥熟料量为700000×(1-0.03-0.08)=1335000吨 水泥厂每年除去检修的日子生产水泥的天数为330天 日产熟料量为1335000/330=4045t/d Q y =100100d eP---G y =(100-3-8)1500000/(100-4)=1390624(t 熟料/年)(2)窑的台数: n=y h,lQ 7920Q η式中n -窑的台数Q y -要求的熟料年产量(t 熟料/年) Q h,l -所选窑的标定台时产量(t /台•h )η-窑的年利用率,以小时表示。
不同窑的年利用率可参考下列数值:湿法窑0.90;传统干法窑0.85;机立窑0.8~0.85;悬浮预热器窑、预分解窑0.85;7920-全年除去检修日子外窑工作的小时数,全年的工作日为330天。
项目方案生产能力操作转速r/min停留时间min物料负荷率%窑内物料量t物料运动功耗KWh/h单位熟料物料耗功KWh/t计算窑衬厚mm单位有效容积产量t/m3·D计算简式t/d t/hΦ 4.0×64m斜度:4.0%L/D=162350 97.6 4.2 19.3 6.4 42.4 206.2 1.55 200 4.92nT4.980=nG熟料20293.0=ϕn=yh,lQ7920Qη=1390624/(7920×0.85×97.9)=1.98(3)烧成系统的生产能力可按下列各各式计算:熟料小时产量:,h h lQ nQ= =1.98×97.9=193.8 (t /h)熟料日产量:24d hQ Q= =24×193.8=4652.2(t /d)熟料年产量:7920y hQ Qη==7920×0.85×193.8=1304661.6 (t/y) (4)工厂的生产能力可按下列各式由烧成车间的生产能力求得:水泥小时产量:100100h hPG Qd e-=--=(100-4)193.8/ (100-3-8)=225(t /h)水泥日产量:24d hG G==24×225=5400(t /d)水泥年产量:7920y hG Gη==7920×0.85×225=1514700(t/y)2. 原、燃材料消耗定额的计算(1)、材料消耗定额①考虑煤灰掺入时,1t熟料的干生料理论消耗量100100TSKI-=-式中K干——干生料理论消耗量(t/t熟料)I——干生料的烧失量(%)S——煤灰掺入量,以熟料百分数表示(%)单位熟料耗煤量为myr=1.19 kg/kg-熟料S= GA×myr=1.741×1.19×1000/84.03=20.7%(t/t熟料)参数I=[49.57×135.73+4.378×(28.24-0.2)+1.442×2.31] /[1.741+135.73(1-0.0103)+(28.24-0.2)(1-0.00876)+2.31(1-0.03608)] =41.14%10010020.71.3510010041.27T S K I --===--(t/t 熟料)②考虑煤灰掺入时,1t 熟料的干生料理论消耗定额:1T A 100K 100 1.35==1.33100+G 100+1.741K ⨯=生(t/t 熟料)③考虑生产损失时,1t 熟料的干生料理论消耗定额1100K 100 1.331.39100-P 1004K ⨯===-生生生(t/t 熟料)式中K 生——干生料消耗定额(t/t 熟料) P 生——生料的生产损失(%),一般3%~5% ④各种干原料消耗定额K K x =原生式中K 原——某种干原料的消耗定额(t/t 熟料) x ——干生料中该原料的配合比名称石灰石 粘土 铁粉 煤灰 干生料中该原料的配合比(%) 82.67 15.50 0.77 1.05 干原料的消耗定额1.170.220.010.015(2)干石膏消耗定额3.50.0396(100)100-3.5-8.2d d K de ===--(t/t 熟料)式中K d ——干石膏消耗定额(t/t 熟料)d 、e ——分别表示水泥中石膏、混合材的掺入量(%)。
物料平衡计算公式:教学文案
物料平衡计算公式:物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg)B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
gsc的物料平衡和热平衡计算

gsc的物料平衡和热平衡计算GSC(高炉煤气干燥除尘系统)是一种用于高炉喷吹系统的煤气清洁设备,它的物料平衡和热平衡计算是非常重要的。
1. 物料平衡计算GSC中的物料平衡计算主要是指干燥、粉碎、输送和回收等过程中各种物料的量的计算。
其计算方法如下:(1)4种物料的流量计算GSC中的4种物料分别是煤气、煤粉、水分和粉尘。
它们的流量应分别进行计算,其中煤气和煤粉的计算方法为:煤气和煤粉流量 =煤气和煤粉的质量控制 + 称量误差校正。
而水分和粉尘的计算方法为:水分和粉尘流量 = 流速测量器读数× 面积。
(2)各物料的贮存计算GSC中的各种物料都需要进行贮存,它们的贮存时间应进行计算。
计算公式为:贮存物料的总质量 = 流量× 时间。
(3)水分的蒸发计算GSC中的水分会随着煤气一起被带出去,需要进行计算。
计算公式为:水分的蒸发量 = 含水量× 煤气的质量。
2. 热平衡计算GSC中的热平衡计算主要是指煤气、煤粉和水分等热量的计算。
其方法如下:(1)煤气的热量计算煤气的热量可以通过其温度、压力和流量进行计算。
计算公式为:煤气的热量 = 煤气流量× 煤气的热值。
(2)煤粉的热量计算煤粉的热量可以通过其温度和质量进行计算。
计算公式为:煤粉的热量 = 煤粉的质量× 煤粉的比热× 煤粉的温度。
(3)水分的热量计算水分的热量可以通过其水份含量、温度和质量进行计算。
计算公式为:水分的热量 = 水分的质量× (水分的温度 - 煤气的温度)×水的比热。
综上所述,GSC的物料平衡和热平衡计算是其正常运行的基础和保障,这也说明物料和热量的平衡管理对于高炉的稳定和效率非常重要。
物料平衡计算公式
物料平衡计算公式 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0%~100%物料平衡=%100⨯+ac b a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0%~104.0%制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)c-尾料总重(kg)d-取样量(kg)3.压片工序的物料平衡范围:97.0%~100.0%压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg)b-片子重量(kg)c-取样重量(kg)d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0%~100.0%包衣工序的物料平衡=b a e dc +++ 包衣工序的收率=ba c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5%~100.0%包材物料平衡=%100⨯++++Aa d cb B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg) B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存a-领用量b-使用量c-剩余量d-残损量7.生产成品率成品率范围:90%~102%片剂收率=%100⨯++ad c b a-计划产量b-入库量c-留样量d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
炼钢过程中的物料平衡与热平衡计算
炼钢过程中的物料平衡与热平衡计算炼钢是一种重要的冶金工艺,通过加热和处理铁矿石和其他原料,从而将其转化为钢铁。
在炼钢过程中,物料平衡和热平衡的计算是保证炼钢过程顺利进行的关键。
1.物料平衡计算物料平衡计算是指在炼钢过程中,对原料和产物之间的质量变化进行控制和监测。
物料平衡计算的基本原理是质量守恒定律,即物质在任何化学反应和过程中,质量不能被创造或破坏。
在炼钢过程中,主要的原料包括铁矿石、废钢和其他合金。
物料平衡计算的目的是确定原料和产物之间的质量变化以及原料的流量。
以基本的炼钢炉为例,物料平衡计算可以分为三个主要步骤:1)原料质量和流量测量:测量并记录原料的质量和流量,包括铁矿石、废钢和其他合金的输入。
2)化学反应和质量变化计算:根据炼钢过程中的化学反应,计算原料和产物之间的质量变化。
这包括原料的表面吸附、化学反应和挥发物的产生。
3)产物质量和流量测量:测量并记录产物的质量和流量,包括钢铁和炉渣的输出。
通过这些步骤,可以得到原料和产物之间的质量平衡关系。
通过不断调整原料的输入和产物的输出,可以确保炼钢过程中的物料平衡。
热平衡计算是指在炼钢过程中,通过计算热量的吸收和释放,以确保炉内的温度可以达到所需的炼钢温度。
在炼钢过程中,有几种主要的热量转移方式,包括辐射、传导、对流和蒸发。
热平衡计算的基本原理是能量守恒定律,即能量不能被创造或破坏。
热平衡计算可以分为以下几个步骤:1)炉内温度测量:通过在炉内安装温度传感器,可以测量和记录炉内的温度分布。
2)热量输入和输出计算:通过测量原料的热量输入和产物的热量输出,可以计算总的热量平衡。
热量输入包括燃料燃烧生成的热量和化学反应产生的热量。
热量输出包括炉渣的热量、废气的热量以及钢铁的热量。
3)热量转移计算:通过计算炉内热量的传导、辐射、对流和蒸发,可以确定炉内的热量分布。
这可以通过数学模型和计算方法进行计算。
通过热平衡计算,可以确定炉内的温度分布,并根据需要进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烧结物料平衡计算关键词:烧结物料平衡1.1燃烧反应烧结过程中进行着一系列复杂的物理化学变化,这些变化的依据是一定的温度和热量需求条件,而创造这种条件的是混合料中碳的燃烧。
混合料中的碳在温度达到700℃以上即着火燃烧,发生以下凹种反应:C+O2=C02△H=-33500kj/mol△Go=-395350-0.54T(1-1)2C+O2=2CO△H=-9800kg/mol△Go=一228800-171.547T(1-2)2CO+O2=2CO2△H=-23700kJ/mol△Go=-561900十170.46T(1-3)CO2+C=2CO△H=13800N/k8△Go=l66550-171.02T(1-4)在烧结过程户,反应(2j1)易发生,在高温区有利于(2—2)和(2—4)进行,但由于燃烧层薄,废气经过预热层温度很快下降,所以它们受到限制,但是在混合料中燃料粒度过细,配碳过多而且偏析较大时,此类反应仍有一定程度的发展。
反应(2—3)在烧结过程的低温区易于进行。
总的来说,烧结废气个以CO:为主,有少量的CO,还有一些自出氧和氮。
图1—1显示了烧结过程中废气成分变化的一般规律。
图(1-1)1.2分解反应烧结过程中有三种分解反应发生:结晶水分解,碳酸盐分解,高价氧化物(Fe zo:,Mno2.Mn203)分解。
(1)结晶水分解。
一般固溶体内的水容易在120一200℃就分解出来,以OH —根存在的针铁矿(Fe z03·H:O系y—FeO.OH),针铁矿(Fe2O3·H2O系Y —FeO.OH),水锰矿[MnO2·Mn(OH)2系MnO.OH]由于分解过程伴随有品格转变,其开始分解温度要高些约300℃左右。
而脉石中的高岭土(A12O3·2SiO2·2H2O),拜来石[(Fe·AL)2O2·3SiO2·3H2O]的早格中进入了OH-,它们均需到500℃才开始分解。
分解反应为吸热反应,因而用褐铁矿或强磁选和浮选的褐铁矿精矿粉烧结时,需要更多的燃料,配量一股高达9%一11%。
(2)碳酸盐分解。
如果混合料中有菱铁矿,在烧结过程中比较容易分解,在300一350℃就分解了。
配入混合料的熔剂白云石和石灰石的分解与废气小的cO 2分压有关。
根据烧结废气户CO2含量变化(图1-2)和总压88.3kPa(0.9趾)的条件,可以得出白云石和石灰石开始分解的温度相应为720℃和809℃。
沸腾分解温度为910℃。
溶剂的分解过程示与图(1-2)。
图(1-2)(3)高价氧化物分解。
铁和恬的高价氧化物的分解压较高,它们在大气户开始分解和沸腾分解温度如下:在烧结过程中,负压在9.8kPa(1000mmH2O)以上,实际气体总压力不到88.3kPa(0.9at),气氛巾氧的分压11.76-18.6kPa(o.18-0.19nt),而在预热层中废气含氧8%-10%(图1-2),氧的分压7.1-8.8kPa(0.072-0.09次);在燃烧层温度高达1350-1500℃,氧分压在碳素周围比预热层低,因此Mno:、Mn20;在预热层开始分解,在燃烧层达到沸腾分解,同时Fc zo:也在燃烧层分解,有时甚至是剧烈分解。
Fe304和FexO因其分解压很小,在烧结条件下不可能分解。
1.3.还原与再氧化反应总的来说,烧结过程是氧化性气氛,但由于烧结料中碳分布的偏析和气体组成分布的不均匀性,使得某些地区,特别是在燃料颗粒周围的P(CO2)/P(CO)比值很小,而该处的温度又较高,部分Fe3O4‘可能被还原成FcxO,甚至后者还可能被还原成Fc(图1—3)。
然而在远离燃料颗粒的地区g(CO2)冲(CO)比值可能很大,相应氧含量可能很多,Fe3O4和Fexo就可能被氧化。
所以,在烧结条件下,不可能使所有的Fe3O4,甚至所有的Fe2O3还原。
图(1-3)富赤铁矿粉烧结自熔性烧结矿时的铁矿物组成变化1.4气化反应烧结过程中的气化反应能脱除某些有害杂质,气化反应有三种类型:(1)氧化。
烧结过程中硫是氧化成气态s02而排除的,大部分混合料宁硫以如下式方式被脱除:2FeS2十5十O2=Fe2O3十4SO z(1-5)2FcS十3十O2=Fc2O3十2SO2(1-6)(2)还原。
某些易挥发的元素如能征烧结过程个被还原也可以气化脱除,这些元素包括Zn、K、Na等。
主要的困难是这些元素的氧化物在烧结料中形成盐类,甚难还原。
在高配碳条件下可以脱除少量的zn、K、Na。
(3)氯化。
应用氯化反应脱除某些元素的必要条件是:在烧结条件下能生成低熔点氯化物、不会与烧结气流中水蒸气发生如下式的水解作用而再度沉析:MeCl2十H2O—MeO十2HCl(1—7)符合这些条件的元素有As、cu、cd、Pb、K、Na等。
zncl虽可以发生水解作用,但氯化脱除效果不好。
常用的氯化剂为cacls及Nacl。
加入cacl22%一般可脱除As60%、zn65%、Pb90%。
2.1平衡计算烧结是粉料造块最重要的工艺方法。
将精矿粉或富矿粉、燃料(焦末或无烟煤粉等)、熔剂(白云石、石灰石等)及其他辅助添加剂按一定比例加水混合并造成小球,混合料铺在带式烧结机的台车上,在一定负压下点火即开始烧结,整个烧结过程是在10。
16kPa或更高的抽风负压下从前到后、自上而下进行的。
在烷结料中的燃料燃烧所产生的高温(约1500Y左右)下,混合料局部熔化生成液相,冷却后矿粉相互茹结在一起,形成坚实而多孔的烧结矿。
在焙烧过程中原料中的熔剂可伴随完成某些初步的造渣反应,使烷结矿的碱度M(Cao)/M(si02)达到1.6左右,从而可使高炉人炉料少加或不加熔剂。
同时,在烧结过程中可以去除原料中的有害杂质硫等,对原料中的其他有益元素也可进行综合回收。
烧结好的烧结矿经破碎、筛分(筛下的碎矿和粉矿可返回重新烧结)和冷却(使温度降到伽骡左右),可成为品位高、化学成分稳定、碱度适宜、还原性好、有害杂质少、强度高、粒度均匀的烧结矿。
烧结过程可大致分为烧结料的准备、铺料(布料)点火烧结和产品处理三个工艺环节,其一般工艺流程如图1—1所示。
原料准备对烧结生产影响很大。
备料工作的主要内容是破碎整粒、配料和温匀造球。
烧结原料主要有矿粉(粗矿粉和富矿粉)、燃料(焦末和无烟煤)和熔剂(石灰石、白云石或生石灰、消石灰),其他加高炉和转炉炉尘、轧钢皮、铁屑、硫酸渣等都可作为烧结附加物。
为了保证烧结过程顺利进行,改善烧结生产技术经济指标,对烧结原料的化学成分、粒度和水分等均应有一定的要求。
含铁高的矿粉,对提高烧结矿的品位有利,所以一般要求:棺矿的含铁量为60%以上(质量分数),且波动范围应在1%以内;富矿粉的含铁量为45%—50%(质量分数),含铁量波动也在1%以内。
矿粉粒度过大,会降低烧结矿强度,对脱硫也不利,因此一般要求矿粉粒度在6mm以下为宜。
焦粉(或煤粉)和熔剂的粒度一般控制在3mm以下,过大或过小均不利于提高烧结矿产量和质量。
烧结料含水分太高将影响整个烧结过程,通常控制在10%以内(质量分数)。
由于矿粉的含铁量和其他化学成分常有较大的波动,为了保证侥结质量均匀,成分稳定,以利于高炉冶炼,需要进行很好的配料和混匀作业c配料就是将各种烧结原料按其不同的数量比例进行配合。
燃料配量一般不超过6%,熔剂视碱度要求而定。
配料设备采用圆盘给料机。
配好的料运到混料机混合均匀,同时加水润湿造成小球,以改善烧结料层的透气性。
当含铁料以细磨精矿为主时一般采用两次混合,以富矿粉为主时一般采用一次混合就可以了,其棍料设备多采用圆筒混料机经过破碎、配料和混匀造球后的烧结混合料,随即运往烧结机头部,并由专用布料设备向台车算面进行布料,布好的料层在通过煤气点火器下部时,即被点火抽风烧结。
由于抽风机的作用台车下部风箱内产生一定的负压,这时大气中的空气被吸人料层,并使其中的燃料迅速燃烧而产生大量的热量,当温度达1200-1600℃记时形成液相体系。
在其后的冷却过程中,这些液相体系仍使矿粉固结成块。
烧结机是一条由许多金属结构台车密排而成的槽形链带,链带与抽风箱之间是密封的。
台车链带依靠传动装置驱动机头大齿轮运行,在机民则靠摆架机构使台车下行时不发生碰撞。
台车倾翻卸矿之后,倒置进入返回的下行倾斜轨道.并借车身自重滑行。
轨道倾角一般为30左右。
当空载台车滑行至机头下部时,再由机头大齿轮将其依次啮合提升,并将车体又复反转过来恢复到受料位置再次接受布料。
如此往复,连续作业。
所得烧结矿经破碎、筛分和冷却处理后,便成为高炉成品烧结矿产品。
产生的烧结废气由台车下部各抽风箱汇总进入集气总管,并在抽风机前部进行除尘处理之后由烟囱排人大气。
3.1烧结配料计算准备工作配料计算前需做的准备工作有:(1)调查原料的种类(铁矿、熔剂的可靠性和数量;(2)对各种原料均需取样分析化学成分,并测定烧损,还要测定其物理性质(物理水、粒度组成、密度等);(3)厂解炼铁车间对烧结矿主要成分(TFe、Mgo、碱度)的要求;(4)对各原料化学成分、分析数据进行数据处理,凡是原料成分分析出的各氧化物的质量分数之和不是100%,都需进行处理,最后使其成为100%。
表1—1为原料成分的数据处理计算表。
数据处理方法之一;用原料成分中的各氧化物的质量分数之和99.643,分别去除分析得出的各元素或化合物的质量分数,再乘以100%(例如(61.22/ 99.643)*100%=61.44%),就得到经数据处理后的质量分数。
数据处理方法之二:该方法是按化验的允许偏差范围表1—3,变动分析结果,最后使各氧化物(或化合物)质量分数之和为100%。
变动分析数据应符合下表中所示的各元素或化合物的允许误差范围。
若分析数据相差太大,要查是分析问题,还是原料本身的特殊情况,属哪种原因造成。
2.2烧结配料计算基本原则烧结配料计算的基本原则有:(1)各原料有计划搭配使用,合理利用矿物资源;(2)力求烧结矿成分满足炼铁车间提出的要求;(3)烧结矿具有足够的机械强度和良好的还原性。
烧结配料计算方法有联立方程计算法、分析计算法等。
2.3联立方程计算法首先规定烧结矿的含铁量、碱度和燃料量。
含铁量取决于原料品位;碱度主要取决于高炉炉料结构中配加烧结矿后使高炉可以实现不加石灰石的要求;燃料配用量则主要是通过试验或者参照类似生产条件进行确定。
然后根据“物质守恒”原理,按不向成分的平衡关系列出一系列方程并求解c这些方程主要是:按Fe的平衡可列方程(以单位质量烧结矿计)W(Fe)=2Mw(Fe)ix i按碱度的平衡可列方程及ROX Mw(Si02)i=Mw(CaO)I X i技Mgo的平衡可列方程w(Mg0)烧=2Mw(MgO)i x i(1—3)上列式中,M(Fe)M和M(M80)M为烧结矿Fe及M80含量(质量分数);及o 为碱度人为单位质量烧结矿的有关原料用量(如矿粉、石灰石、白云石及燃料等);w(Fe),、w(SiO2)I,w(Cao)i及w(MgO)i为各原料中相应成分之含量。