各国奶酪生产工艺设计
奶酪的制作工艺范文

奶酪的制作工艺范文奶酪的制作工艺源远流长,可以追溯到公元前5500年的新石器时代。
制作奶酪的工艺因地域、原料和传统习俗的差异而有所不同,但总的来说,奶酪的制作过程可以分为以下几个主要步骤:凝固、剪切、加热、压制、盐腌和成熟。
首先,选择新鲜的牛奶、羊奶或山羊奶作为奶酪的原料。
这些奶源应该是纯净的,没有受到污染或添加剂的污染。
第二步是凝固。
一般来说,添加凝固剂或发酵剂会将牛奶中的乳糖转化为乳酸并凝结蛋白质。
常见的凝固剂有动物的胃液、微生物发酵产生的酶和一些植物酶等。
当乳液凝结成均匀的凝块时,即可进行下一步。
接下来是剪切。
剪切的目的是将凝固的乳块切成更小、更均匀的颗粒。
这可以帮助赶走乳清并释放更多的乳脂。
然后是加热。
加热的目的是使乳块中的乳脂熔化,使凝块更紧密,并杀死微生物。
温度的控制非常重要,因为过高的温度会破坏奶酪的质地和风味。
紧接着是压制。
将加热后的凝块转移到模具中,并用重物施加压力。
这将进一步赶走乳清,并形成奶酪的基本形状。
然后是盐腌。
在压制后,奶酪可以蘸入或浸泡在盐水中,以增加奶酪的味道和保鲜效果。
不同类型的奶酪可能需要不同浓度的盐水进行腌制。
最后是成熟。
奶酪需要经过一段时间的成熟,以发展其独特的风味和质地。
成熟的时间可以从几周到几年不等,具体取决于奶酪的类型和个人偏好。
总结起来,奶酪的制作工艺包括凝固、剪切、加热、压制、盐腌和成熟等步骤。
每一步骤都对最终的奶酪质量和口感起着至关重要的作用。
制作奶酪需要经验、技术和耐心,但通过不断的尝试和改进,人们可以制作出更好的奶酪。
瑞士奶酪制作方法

瑞士奶酪制作方法瑞士奶酪的制作主要包括以下步骤,但需要注意的是,不同类型的瑞士奶酪(如艾门塔尔奶酪、格吕耶尔奶酪、盖伊尔奶酪等)在制作过程中可能存在一些差异。
以下是通用的瑞士奶酪制作方法的基本步骤:●原材料准备:1.新鲜牛奶:通常使用生牛奶,最好是来自草饲的牛。
2.酪素:用于凝固牛奶。
3.细盐:用于提味。
4.发酵剂(可选):一些制作瑞士奶酪的方法中可能会添加发酵剂。
●制作步骤:1.凝固牛奶:●牛奶加热至约30-32摄氏度。
●加入酪素,让牛奶凝固成块状凝乳。
●静置一段时间,使凝乳充分凝结。
2.搅拌和切割:●将凝乳切成小块。
●搅拌,使产生更多的乳清。
3.升温:●缓慢升温,将温度提高至40-45摄氏度,促使凝乳更好地释放乳清。
4.搅拌和加热:●搅拌,同时加热至55-57摄氏度,直到凝乳达到一定的质地。
5.割破凝乳:●将凝乳切成小颗粒,释放更多的乳清。
6.搅拌、加热和压榨:●持续搅拌,并将温度升至63-68摄氏度。
●将凝乳装入模具,进行适度的压榨,形成奶酪块。
7.盐浸:●将奶酪块浸泡在盐水中,用于调味和保鲜。
8.发酵和熟成:●将奶酪块放置在相对潮湿的环境中,进行发酵和熟成。
●瑞士奶酪通常需要熟成数月至数年,期间定期翻动奶酪块,保持湿度和通风。
以上是通用的制作瑞士奶酪的基本步骤。
不同类型的瑞士奶酪可能在具体的制作步骤和工艺上有所不同。
制作奶酪需要一定的专业知识和经验,因此建议初学者在尝试之前先了解更多相关知识或寻求专业指导。
奶酪的制作过程和分类
奶酪的制作过程和分类奶酪,法语为fromage,英文为cheese,我们所说的芝士,其实就是cheese的英译,与奶酪是同一种东西。
烘焙人熟知的法国,不光以西点闻名,还被誉为“奶酪之国”,更是号称奶酪品种多到即使每天换一种吃,一年下来也不会重样。
奶酪和甜点一样,都是法国人最爱的一套完整晚餐的最好收尾。
如今,甜点和面包也常与奶酪结合,比如大家熟知的芝士蛋糕和奶酪包。
这次的烘焙百科,就带大家详细了解一下法国奶酪。
对西方人来说必不可少的奶酪,国人却不是人人都能接受。
奶酪中重口味的品种可能就类似臭豆腐、螺狮粉这种,让爱的人爱到极致,恨的人避之不及吧。
▲芝士蛋糕▲奶酪包奶酪是牛奶经过凝结、脱水、不同程度的精制熟化而制成的食物,已经有着7000多年的历史了。
最初,奶酪是山区居民和平民阶层的食物保留项目,如今,它早已获得了美食界的尊贵地位,成为餐桌上必不可少的一份,就连西方人拍照时,都会喊cheese来保持灿烂笑脸。
一、奶酪的历史奶酪可以说是人类手工制造的第一种食物,但它的发现完全是偶然的。
传说我们的祖先用哺乳动物的胃制作奶酪。
当牛奶与凝乳酶(一种天然存在于反刍动物瘤胃中的酶)接触时,会产生凝乳和乳清,奶酪的故事就开始了。
最早的一批奶酪出现在公元前15世纪的美索不达米亚和印度,考古学家发现的美索不达米亚壁画证实了这一点。
在那个遥远的年代,人类就发现这种脱水凝乳能够使食物更浓郁,并且非常易于储存。
公元60年时,使用凝乳酶制作奶酪已经开始普及了。
罗马农学家Columella建议将牛奶放入牛犊的肚子里以使其凝固,随后倒入带孔容器中沥干,再用石头或压榨机挤压凝乳。
罗马帝国将奶酪制作传播到其殖民地,没过多久,奶酪便征服了欧洲。
在法国,奶酪主要由专门的奶酪坊和修道院制作的,因此许多法国伟大的奶酪都是源自古老的修道院配方,如:邦勒维克奶酪le Pont-l’Évêque, 曼斯特奶酪le Munster, 马鲁瓦耶奶酪le Maroilles, 僧侣头奶酪la Tête de Moines等等……如今,法国已有不少于1500种奶酪,可归属于8大奶酪家族。
天然干酪的一般加工工艺
天然干酪的一般加工工艺天然干酪的一般加工工艺各种天然干酪的生产工艺基本相同,只是在个别工艺环节上有所差异。
下面介绍半硬质或硬质干酪生产的基本工艺。
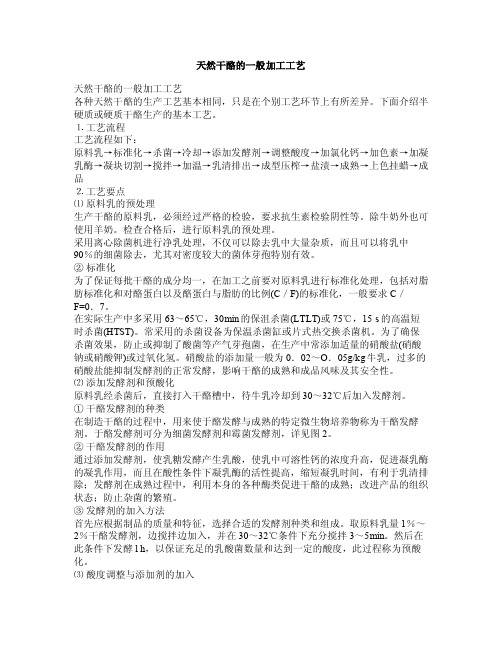
⒈工艺流程工艺流程如下:原料乳→标准化→杀菌→冷却→添加发酵剂→调整酸度→加氯化钙→加色素→加凝乳酶→凝块切割→搅拌→加温→乳清排出→成型压榨→盐渍→成熟→上色挂蜡→成品⒉工艺要点⑴原料乳的预处理生产干酪的原料乳,必须经过严格的检验,要求抗生素检验阴性等。
除牛奶外也可使用羊奶。
检查合格后,进行原料乳的预处理。
采用离心除菌机进行净乳处理,不仅可以除去乳中大量杂质,而且可以将乳中90%的细菌除去,尤其对密度较大的菌体芽孢特别有效。
②标准化为了保证每批干酪的成分均一,在加工之前要对原料乳进行标准化处理,包括对脂肪标准化和对酪蛋白以及酪蛋白与脂肪的比例(C/F)的标准化,一般要求C/F=0.7。
在实际生产中多采用63~65℃,30min的保沮杀菌(LTLT)或75℃,15 s的高温短时杀菌(HTST)。
常采用的杀菌设备为保温杀菌缸或片式热交换杀菌机。
为了确保杀菌效果,防止或抑制了酸菌等产气芽孢菌,在生产中常添加适量的硝酸盐(硝酸钠或硝酸钾)或过氧化氢。
硝酸盐的添加量一般为0.02~O.05g/kg牛乳,过多的硝酸盐能抑制发酵剂的正常发酵,影响干酪的成熟和成品风味及其安全性。
⑵添加发酵剂和预酸化原料乳经杀菌后,直接打入干酪槽中,待牛乳冷却到30~32℃后加入发酵剂。
①干酪发酵剂的种类在制造干酪的过程中,用来使于酪发酵与成熟的特定微生物培养物称为干酪发酵剂。
于酪发酵剂可分为细菌发酵剂和霉菌发酵剂,详见图2。
②干酪发酵剂的作用通过添加发酵剂,使乳糖发酵产生乳酸,使乳中可溶性钙的浓度升高,促进凝乳酶的凝乳作用,而且在酸性条件下凝乳酶的活性提高,缩短凝乳时间,有利于乳清排除;发酵剂在成熟过程中,利用本身的各种酶类促进干酪的成熟;改进产品的组织状态;防止杂菌的繁殖。
③发酵剂的加入方法首先应根据制品的质量和特征,选择合适的发酵剂种类和组成。
奶酪厂工厂设计

目录摘要 (2)1.总论 (4)1.1项目背景及设计依据 (4)1.2 设计原则及规模 (4)1.3 场址概况 (4)1.3.1自然条件 (6)2.全厂平面设计 (6)2.1项目选址 (6)2.2生产过程设计 (7)2.3车间平面布置原理 (7)2.4全场总平面布置图 (7)3.工艺论证及设计 (7)3.1产品方案的制定 (7)3.1.1市场调研 (7)3.1.2产品品种和规格的确定 (9)3.1.3确定产品的生产时间 (9)3.1.4确定班产量及生产班次 (9)3.1.5方案比较 (9)3.2工艺过程[2] (10)3.2.1工艺流程图[1-2] (10)3.2.2操作要点[1-2] (12)3.2.3设备初步选型 (13)4.物料衡算 (14)4.1按工艺流程计算物料的消耗量: (14)4.2物料衡算中相关计算 (15)5.主要设备选型 (16)摘要干酪是牛奶中的精华,极具营养价值,也是原奶用量最大的乳制品,我国干酪的消费需求每快速增长,伴随着近几年来我国乳制品行业的蓬勃发展,国内干酪行业的发展成为了必然趋势。
本设计主要是进行生产能力为年处理1000吨的干酪厂的工厂设计。
设计主要包括项目背景、项目选址、工厂平面设计、生产工艺、物料衡算、主要设备选型等,并绘制了全厂总平面布置图和生产工艺流程。
关键词:干酪;工厂设计;工艺流程AbstractMilk cheese is the essence of great nutritional value, is the largest amount of raw milk dairy products, China's annual consumer demand for cheese rapid growth in recent years along with the vigorous development of China's dairy industry, domestic cheese industry has become a inevitable trend.This design is mainly carried out for the annual production capacity of 1,000 tons of cheese processing plant in plant design. Design includes project background, project site selection, plant graphic design, production technology, material balance, major equipment selection, etc.and draw the whole plant floor plan and production process.Key Words: cheese; consumer demand; plant design1.总论1.1项目背景及设计依据干酪是牛奶中的精华,极具营养价值,也是原奶用量最大的乳制品,展望和回顾世界干酪的生产情况,现今全球的干酪产量呈快速增长状态,2008 年干酪总产量为1848.3 万吨,其中全脂牛奶干酪为 1489 万吨,脱脂牛奶干酪为 216 万吨,乳清干酪为 5 万吨,水牛奶干酪为 26 万吨,绵羊奶干酪为 66 万吨,山羊奶干酪为 43 万吨。
奶酪加工

奶酪的生产方法是,首先对鲜奶进行快速的巴氏灭菌(70℃几秒钟或66℃15秒钟)。
然后加入发酵剂(链球菌属),鲜奶中的糖和乳糖开始转变成乳酸。
当达到适当的酸值时,加入凝乳酶,使奶蛋白质变性而产生“凝块”。
将凝块切成片,用蒸汽热烫的方法使其干燥。
蒸汽的温度高低取决于所生产奶酷的种类。
热烫法能使奶酪颗粒收缩凝聚并挤干凝块。
酸度、温度和奶酪的新鲜度都会加速凝块的形成。
凝块沉落到桶底,互相堆积在一起,析出的乳清从桶底流出。
凝乳酶、酸和热橄使酷蛋白发生变化,凝块从橡胶状变成面团状。
将凝块切成小块,加入食盐以溶解某些蛋白质,并有助于捏合,同时也适当地控制熟化过程中细菌的活性。
将小块凝乳谢谢模具中压干即成为奶酪。
最后,将奶酪翻转、冲洗、加油和裹包,入库使其熟化。
奶酪的味道和种类取决于制造工艺以及所选用的发酵菌种。
一、Feta 奶酪:产品含水量55%,脂肪22%。
(一)牛奶标准化到P/F=0.90,然后进行巴氏杀菌(72℃或62℃,30min)。
希腊人喜欢羊奶制成的纯白光滑的奶酪。
山羊奶也可用来制备白色奶酪。
如果需要制备光滑细腻的牛奶奶酪,可以选择脂肪含量高达为 5.5~6.0%的牛奶。
如果不希望奶酪有奶油的颜色,可以用0.03~0.04%的二氧化钛处理。
在酶凝乳前,二氧化钛用温水稀释10倍然后加入牛奶中。
另外,也可用均质牛奶生产出白色的牛奶奶酪。
(二)调整牛奶温度到30℃,每1000kg牛奶中加入3%的乳酸菌(ctis)和/或乳酪菌(S.sremoris)菌和3g解脂酶。
成熟大约1h直到滴定酸度(TA)0.05%以上,pH为6.6~6.5为宜。
(三)每1000kg牛奶加120ml凝乳酶。
首先将凝乳酶用其10倍的水稀释,然后与牛乳混合,搅拌3min,再静置45~60min。
(四)用12.8mm的小刀切块后轻轻搅拌20min。
将凝块和乳清加入成型器中,在30℃下排除乳清2h。
然后将凝块放置在温度为18℃、相对湿度为85%的房间内,用清洁的布覆盖、过夜。
比萨(马苏里拉)奶酪制作工艺和设备
减少了投资。但提请注意的是在煮烫拉伸工段,
生产更灵活,品质更有保证。也无需在热水里补
需用盐含量在 3%的热水,以避免凝乳中的盐分
充 收奶及原奶储存 -
众所周知,凡是用于发酵乳制品的原 奶,都必须是无抗奶。细菌总数要求尽可能 低。英国,德国,荷兰的的标准是细菌总数 在每毫升10万以上的拒收。这个要求在中国 不太现实,我们建议如果生产比萨奶酪,细 菌总数以不超过50万为好。如果超过,就要 寻求其他解决方法,如除菌分离机或膜过滤 除菌机。如果生产其他半硬质或软质奶酪, 细菌总数不应超过每毫升10万。
奶酪种类
比萨奶酪 部分脱脂比萨奶酪 新鲜马苏里拉 部分脱脂新鲜马苏里拉
水分含量
45%-52% 45%-52% 50%-62% 52%-60%
干物质中脂肪 含量(FDM) 40%-45% 30%-45% 40%-48% 30%-45%
盐含量
0.5-2.0% 0.5-1.5% 0.5-1.0% 1.0-2.0%
4/10
- 凝乳的制作 -
凝乳的制作向来是奶酪制作的关键的关 键。如果在这一步骤没有很好的控制其 凝块的硬度,切割的大小及均匀度,温 度,酸度以及发酵的时间,这将直接影 响到后续的加工步骤,影响奶酪的水分 含量,脂肪的含量,pH值,成熟(融合) 的时间,对马苏里拉奶酪而言,更会影 响到它的一系列功能性,如拉伸性,咀 嚼性,焦点分布及出油性。 对凝乳制作而言,所要求是一致性,规 范性,可重复性。由此可见,敞开的, 手动操作的奶酪槽不适合马苏里拉奶 酪,切达奶酪,高达奶酪等较大规模的 生产,因为手动操作有太多的随意性, 使得最终产品品质的变异太大。事实上, 当今世界上,用来做切达或者马苏里拉 奶酪的生产,手动的奶酪槽已经被淘汰 了。无奈的是,我们的大学教科书里面, 大多还是在介绍五十年前比较原始的生
奶酪的制造工艺
奶酪的制造工艺奶酪制造业本来是季节性工业,许多经营乳制品的地区,夏天把剩余的一部分鲜奶加工成为奶酪。
奶奶酪酪的制造工艺流程主要是凝结、分切、加热形成凝乳,然后经过压榨、发酵并去除乳清。
整个过程是微生物的转化过程。
在这个过程中,细菌所产生的酶使奶酪发出吸引人的香味,并形成其独特的组织。
奶酪的生产方法是,首先对鲜奶进行快速的巴氏灭菌(70℃几秒钟或66℃15秒钟)。
然后加入发酵剂(链球菌属),鲜奶中的糖和乳糖开始转变成乳酸。
当达到适当的酸值时,加人凝乳酶,使奶蛋白质变性而产生“凝块”。
将凝块切成片,用蒸汽热烫的方法使其干燥。
蒸汽的温度高低取决于所生产奶酷的种类。
热烫法能使奶酪颗粒收缩凝聚并挤干凝块。
酸度、温度和奶酪的新鲜度都会加速凝块的形成。
凝块沉落到桶底,互相堆积在一起,析出的乳清从桶底流出。
凝乳酶、酸和热橄使酷蛋白发生变化,凝块从橡胶状变成面团状。
将凝块切成小块,加入食盐以溶解某些蛋白质,并有助于捏合,同时也适当地控制熟化过程中细菌的活性。
将小块凝乳谢谢模具中压干即成为奶酪。
最后,将奶酪翻转、冲洗、加油和裹包,入库使其熟化。
奶酪的味道和种类取决于制造工艺以及所选用的发酵菌种。
奶酪的包装和贮存条件对其货架寿命的影响极大。
一般的奶酪,对包装都有共同的要求。
第一,必须隔氧,以防止长霉和变质;第二,保持水分,以维持其柔韧组织,且免于失重。
一般来说,奶酪的含水量越高,越是容易变质和腐败。
霉菌如青霉菌是造成奶酪变质的重要因素,并且经常出现在奶酪表面的裂纹和小孔内。
奶酪皮一般不干燥,所以容易长霉。
尽管在低温贮存条件下,奶酪中的酸值也不足以抵制霉菌的生长。
尽管在低温贮存条件下,奶酪中的酸值也不足以抵制细菌的生长。
含水量高的软干酪和奶油干酪非常容易受到酵母和霉菌的侵袭而发生变质。
奶酪通常采用内表面涂有热封涂料的铝箔包装。
由于引起奶酪变质的微生物都是嗜氧菌,因此,奶酪应当采取隔氧包装。
倘若采用真空和充以惰性保护气体的密封包装,则其保护效果更好。
干酪生产工艺
干酪的种类
一种或一种以上天然干酪, 添加食品卫生标准所允许 添加剂(或不加),经粉 碎、混合、加热融化、乳 化后而制成的产品,含乳 固体40%以上。
融化干酪
干酪食品
天然干酪
一种或一种以上的天然干酪 或融化干酪,添加食品卫生 标准所允许的添加剂(或不 加),经粉碎、混合、加热 融化后而制成的产品。产品 中含干酪数量需占50%以上。
2.乳糖的变化
乳糖在鲜干酩中含量为1-2%,但对干酪风味形成有 重要作用。
成熟开始后2周左右,乳糖即被乳酸菌分解而变成 乳酸。乳酸抑制了有害菌的繁殖,保护干酪的成熟, 并从酪蛋白中分离出钙离子。乳酸与钙离子形成乳 酸钙,同时乳酸又与酩蛋白中的氨基反应形成酪蛋 白的乳酸盐。由于这些乳酸盐的膨胀,使干酪粒粘 合在一起形成结实并具有弹性的干酪团。
成熟过程中的变化
在成熟过程中,干酪的质地渐渐变得柔软而有弹 性,粗糙的纹理逐渐消失,风味越来越浓郁,气 孔慢慢形成。这些外观变化从本质上来说归因于 干酪主要化学成分的变化。 ① 蛋白质的变化 ② 乳糖的变化 ③ 水分的变化 ④ 滋味和气味的形成 ⑤ 气体的产生
1、蛋白质的变化
干酪中的蛋白质在乳酸菌、凝乳酶以及乳中自身蛋白酶的 作用下发生降解,生成多肽、肽、氨基酸、胺类化合物以 及其它产物。
三、干酪生产工艺
✓ 干酪是以乳、稀奶油、脱脂乳或部分脱脂乳、酪乳或这些原 料的混合物为原料,经凝乳酶或其他凝乳剂凝乳,并排除部 分乳清而制成的新鲜或经发酵成熟的产品。
✓ 一般制成后未经发酵的称新鲜干酪,经长时间发酵成熟而制 成的产品称为成熟干酪。这两种干酪统称为天然干酪。
干酪的起源
起源:法国和意大利,一村一干酪 种类:2000多种
各国奶酪生产工艺设计
各国奶酪生产工艺设计奶酪是一种古老而多样化的食品,各国都有自己独特的奶酪生产工艺设计。
下面将介绍几个主要国家的奶酪生产工艺设计。
1.法国法国是奶酪的故乡,拥有丰富的奶酪种类。
法国的奶酪制作工艺非常注重传统和手工方式,几乎所有工序都是人工进行的。
首先,新鲜的牛奶经过加热和凝固,然后用绵布或木板把凝固的牛奶切成小块。
接着,在不同的温度和湿度条件下储存,让细菌进行发酵。
发酵结束后,奶酪会被切割成块状,并放入盐水中浸泡,以调节奶酪的盐度。
最后,奶酪会在相对潮湿和凉爽的条件下熟化数周或数个月。
2.意大利意大利是世界上最著名的奶酪生产国之一,拥有许多闻名世界的奶酪品牌,如帕马森干酪和莫扎雷拉奶酪。
意大利的奶酪工艺注重手工制作和原始方法。
首先,新鲜的牛奶被加热至特定温度,加入乳酶和凝固酶进行凝固。
凝固后的牛奶质地柔软,被压榨、过滤和切割,形成奶酪块。
随后,奶酪块会进一步发酵,生成气泡,并经过盐化处理。
最后,奶酪块经过储存、晾干和熟化,以达到所需的风味和质地。
3.瑞士瑞士是世界上最知名的奶酪生产国之一,拥有独特的瑞士奶酪工艺。
瑞士的奶酪制作方式多样,其中最著名的是瑞士乳酪。
首先,新鲜的牛奶先进行温度控制和凝固。
然后,凝固的牛奶通过切割成小块,经过加热和搅拌来形成奶酪凝固团块。
接下来,奶酪团块会被放入特殊的压榨器中,进行压榨和过滤,形成均匀的奶酪。
最后,奶酪会浸泡在盐水中进行盐化处理,并在储存室中定期翻动和熟化。
4.荷兰荷兰是奶酪消费大国,鲜奶酪和高温杀菌奶酪是其主要产品。
制作荷兰奶酪的工艺设计较为简单。
首先,新鲜的牛奶经过加热和凝固,形成奶酪凝固团块。
然后,奶酪会在特殊的压榨器中进行压榨和过滤,去除多余的水分。
接下来,奶酪会被放入盐水中浸泡从而获得所需的盐度。
最后,奶酪会在特殊的储存室中储存数周或数个月,以使其变得更均匀和味道更好。
总的来说,不同国家的奶酪生产工艺设计基本上都遵循凝固、切割、发酵、盐化和熟化的基本步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各国奶酪及生产工艺目前流通在世界各市场上的奶酪有3千多种,绝大多数都是由欧盟国家出产的。
欧洲的奶酪种类繁多,令人目不暇接,就整体而言,可以分为8个大类:新鲜奶酪fresh cheese柔皮白奶酪white mould cheese洗浸奶酪washed rind cheese山羊奶酪goat cheese蓝奶酪blue cheese半硬质奶酪semi hard cheese硬质奶酪hard cheese加工奶酪processed cheese一、奶酪介绍(一)新鲜奶酪fresh cheese质感软而幼滑,其鲜美质感可以与豆腐相比拟。
这一类奶酪是完全不经熟化的过程,只须数天就酝酿而成。
新鲜奶酪的储存期限很短,要尽快享用。
固体的新鲜奶酪通常加于沙拉内进食,其他食法有混合果酱,蜜糖,香草或香料一起食用,甚至可以作为甜品的材料。
主要的种类有:希腊的菲达feta意大利的莫扎瑞拉mozzarella意大利的玛斯卡波mascarpone意大利的丽可塔ricotta(二)柔皮白奶酪white mould cheese质感软滑,表层铺了白徽,虽然外皮较硬,但也可以食用。
可配苹果或提子进食,更可经油炸后作伴碟。
配以淡红酒味道绝佳。
主要的种类有:法国的喀曼波特camembert法国的布里brie(三)洗浸奶酪washed rind cheese表面轻微坚硬,奶酪的内部柔软,粘稠醇厚。
其独特的香气是由于使用盐水,白兰地或其他酒类清洗表面而产生。
待其成熟,香气更迷人。
搭配醇厚的红酒或干邑,口感更相得益彰。
种类包括:法国的庞利维pont l’eveque法国的曼斯特munster比利时的荷芙herve德国的威士拉可weisslacker意大利的塔雷吉欧taleggio(四)山羊奶酪goat cheese顾名思义,这种奶酪是由山羊奶制成,味道略带酸性,口感近似果仁。
而且提交比较小,形状比较多样化,多呈圆柱状或金字塔状。
有些以核桃叶包裹,可作为餐后的甜品,将之薄切于沙拉或面包上,放入烤箱加热,美味可口,可以配以干质白葡萄酒享用。
种类包括:法国的圣摩sainte-maure法国的山羊奶酪chevre法国的哥洛亭达沙维翁crottin de chavignol法国的法隆塞valencay(五)蓝奶酪blue cheese质感柔软,主要成分是牛奶或羊奶,经青微菌发酵而成,带有独特的香气,表面呈大理石花纹状,中心部分最美味。
配合面包最为经典;配以蜜糖,梨子或苹果可以使奶酪味升华,亦可点缀于沙拉上,皆是至高享受。
可以配以醇厚的红酒,甜白葡萄酒,啤酒或威士忌一起享用。
种类包括:法国的洛克福roquefort丹麦的布里dannblu意大利的戈根索拉gorgonzola英国的蓝史蒂顿blue stilton德国的蓝奶酪german blue(六)半硬质奶酪semi hard cheese比硬质奶酪质感柔软,常作为三明治切料或切成小块于海鲜一起熏醸,再配以清淡的红酒或带果味的白葡萄酒,效果俱佳。
种类包括:荷兰的艾顿edam荷兰的高达gouda荷兰的玛士达maasdam荷兰的美莫勒mimolette丹麦的哈瓦提havarti(七)硬质奶酪hard cheese这也是我们最常见的一种奶酪。
其质感较硬,口感略咸,有些带有气孔,这是热化过程中,因气体所做成的变化,除可作为小食外,更可磨成粉末,拌沙拉,汤或意大利粉;更是作奶酪火锅的主要原料。
适合配以淡红酒或玫瑰红酒享用。
种类包括:法国的波佛特beaufort德国的保格克斯bergkase英国的车达cheddar西班牙的曼彻格manchego意大利的帕米其安诺雷斯安诺parmigiano reggiano法国的安文达emmental(八)加工奶酪processed cheese包装奶酪储存期限比一般的奶酪长,通常以一种以上的硬质奶酪混合鲜奶油或牛油而成,有时更混入其他材料如核桃,香草,火腿等加工制成。
吃法及种类多种多样,可以夹三明治或薄切于面包上加以烘烤。
配以淡红酒或淡白葡萄酒享用,味道甚佳。
二、典型奶酪加工工艺介绍(一)Feta奶酪Feta奶酪(音译为菲达)是一种源产自希腊北部山区的软质奶酪,由于经常贮存在盐水中,不易腐败,是一种精致的盐水奶酪,能够在盐水里存放长达一年。
Feta奶酪被认为是世界上最古老的奶酪,至今已有6000多年的历史,《荷马史诗》最早记载了这种奶酪的制作过程。
这种奶酪没有具体的尺寸要求,常制作成面条状,呈白色,没有外皮,表面平滑,不均匀地分布着少量气孔,具有令人愉快的风味,微酸,香味浓厚。
Feta奶酪除了用于面粉糕饼的制作以外,还可用于制作水果沙拉。
传统Feta奶酪的原料乳是绵羊乳或70%绵羊乳和30%山羊乳的混合乳,并且至少成熟2个月才能食用。
然而,随着工业化的发展,原料乳逐渐改变为牛乳,并采用了超滤工艺。
Feta奶酪主要分布在俄罗斯、土耳其、乌克兰、伊朗、以色列、罗马尼亚等地中海国家和巴尔干半岛地区,由于风味独特深受当地人的喜爱,目前市面上的大部分产品由丹麦出产。
据统计,Feta奶酪在欧洲各国都有较好的市场,2007年希腊Feta奶酪消费量占到了该国奶酪消费总量的40%,德国、法国、希腊、丹麦等国家都有生产商使用羊乳进行批量生产和出口Feta奶酪,土耳其每年大约生产24.3万吨Feta奶酪,占奶酪总产量的60%-80%。
工艺流程:原料乳接收→标准化→杀菌→注入奶酪槽→加入发酵剂→加入凝乳酶→凝乳→切割→搅拌装模→排乳清→脱模→切碎→盐渍→成熟原料乳要求:新鲜无抗牛乳,无不良气味,无掺杂使假,每100g原料乳的脂肪指标为3.10%-3.30%,蛋白质为2.95%-3.10%,pH值为6.40-6.80;标准化:通常根据最终产品的脂肪含量进行标准化,通过分离稀奶油或添加脱脂乳对原料乳进行标准化,使得最终蛋白质:脂肪=0.90:1.00。
杀菌:Feta奶酪采用72℃/16s或者62℃/30min的方式杀菌。
加入发酵剂:将杀过菌的原料乳冷却后注入奶酪槽中,添加由乳酸乳球菌乳酸亚种和乳酸乳球菌乳脂亚种组成的发酵剂,搅拌均匀,预发酵1h。
加入凝乳酶:将凝乳酶用10倍纯净水稀释成酶溶液,混合均匀直接泼入奶酪槽中,然后搅拌3-5min,整个凝乳时间是45-60min。
切割:首先使用奶酪切割刀水平切割,然后再垂直切割,最后上下横切,切割成小方块,切割时间控制在5min以内,切割完毕静置3-5min。
搅拌装模:当凝乳粒达到适宜大小后开始搅拌,整个搅拌时间控制在20min 以内,然后把凝乳粒和乳清一起倒入Feta奶酪特制模具内。
排乳清:将奶酪模具在室温下自重18-24h,每隔60-90min翻转奶酪模具一次,以排出乳清,然后放入压榨机内,压榨3-5h,此阶段对成品Feta奶酪的硬度、酸度和湿度都会产生重要的影响。
盐渍:当凝块pH值达到4.70时,从模具内取出,使用切割刀将其切成边长约10cm,重量约100g的立方块,然后将切好的奶酪块浸泡在12%-16%的食盐水溶液中,时间14-16h,温度控制在16-18℃,使此时Feta奶酪盐浓度达到2%-3%。
成熟:将奶酪块浸泡在6%-8%食盐水溶液中,同时添加0.06%氯化钙和柠檬酸,使溶液pH值达到4.60,在8-10℃的条件下成熟60天,然后在2-4℃的条件下保存。
(二)Mozzarella奶酪马苏里拉(Mozzarella)奶酪,别名:马祖里拉、莫索里拉、莫扎雷拉、莫兹瑞拉……是意大利南部坎帕尼亚(Campania)和那布勒斯(Naples)地方产的一种淡味奶酪,真正的Mozzarella奶酪是用水牛奶制作的,不过现代比较常见的是普通牛奶的制品,普通牛奶的制品色泽淡黄,含乳脂约50%,正宗水牛奶的制品色泽很白,有一层很薄的光亮外壳,未成熟时质地很柔顺,很有弹性,容易切片,成熟期约1至3天,成熟后,就变得相当地软,风味增强了,不过之后迅速变质,保质期不超过1周。
正宗水牛奶制品拥有普通牛奶制品无法企及的甜度和深广度,风味要好得多,不过,质地更软,弹性上要欠缺不少。
水牛奶制作的Mozzarella一般放在乳清中保存。
水牛奶制作的Mozzarella适合单独品尝,而牛奶制作的Mozzarella与其他食品搭配通常使得风味得以加强,奶香味浓郁,一般来说,Mozzarella配西红柿是一个非常大众化的选择。
马苏里拉(Mozzarella)是做批萨(Pizza)的首选奶酪,在烹饪时,Mozzarella变得相当粘稠,能拉出很多的丝,用别的奶酪可能就没有它的效果好了,正宗的西餐批萨(Pizza)一般都选用它,也可以用来制作沙拉,意大利热菜等…牛奶标准化→巴氏杀菌→注入干酪槽→加发酵剂→加氯化钙→加凝乳酶搅拌→静置凝乳→切割→加热搅拌→硬化凝块→排乳清→热水洗搅拌降→降温冷却→热烫→揉合呈型→冷却定型→脱模→盐渍包装→贮藏→检验合格→出厂原料奶预处理:干酪奶脂肪含量要根据最终产品中所应有的脂肪量进行标准化。
比萨干酪原料奶标准化后脂肪2.6%,酪蛋白2.9%,并根据全脂原料奶和脱脂奶的脂肪和酪蛋白的含量进行计算,可计算出一定生产量中全脂奶和脱脂奶的数量,并将二者充分混合均匀,即达到标准化的目的。
杀菌:杀菌消毒条件为72℃,20s凝乳: 消毒后的原料奶注入干酪槽,温度应控制在34℃,Ph 6.40,当槽内奶量没过搅拌叶时开启搅拌器,同时按顺序添加1%发酵剂及CaCl2溶液,原料奶全部注入干酪槽后按活力点泼式加入凝乳酶,搅拌3-5分钟,换装切割刀,静置,开始凝乳。
当所有的添加剂都加入到牛奶中后,牛奶在发酵剂作用下已经发酵,温度达到32-35℃时,凝乳开始发生。
切割在开始切割前必须检查凝乳情况,这是非常关键的,一般用小铲插入凝块下面向上抬起,裂纹直且整齐,无小片凝块残留,乳清呈透明,则可以切割。
首先用工具沿干酪槽四周将凝乳划离槽壁,然后开启切割刀。
在切割过程中,开始时速度要缓慢,逐渐加快,切割时间为15-20分钟,pH6.20,切割大小60%在4-10mm,30%为2.5-4mm,10%在1-2.5mm。
加热搅拌切割后换装搅拌器,先低速搅拌,再逐渐加快。
同时在干酪夹层通入蒸气缓慢加热,物料升温速度≤2℃/min,升温至48-50℃为宜。
硬化凝块当奶温度达到48-50℃时,停止加热,同时慢速搅拌,并保温在48-50℃,历时20min,pH6.10。
排乳清当达到所要求的pH值时,停止搅拌2min,排出乳清,留量以淹没凝块层为准,再快速搅拌5min。
搅拌降pH 继续搅拌,每间隔20min测一次pH,在1h左右pH降至5.25,此时干酪粒约为8mm,具有弹性,手挤后不成团块、松散;口感粗糙、耐嚼;沸水中热汤能够拉斯,pH5.25。